- Seite 1 und 2:
TNC 426 B TNC 430 NC-Software 280 4
- Seite 5:
TNC-Typ, Software und Funktionen Di
- Seite 8 und 9:
Inhalt 1 EINFÜHRUNG ..... 1 IV 1.1
- Seite 10 und 11:
Inhalt VI 6.6 Bahnbewegungen - Frei
- Seite 12 und 13:
Inhalt VIII KONTUR-ZUG (Zyklus 25)
- Seite 14 und 15:
Inhalt 14 MOD-FUNKTIONEN ..... 295
- Seite 16 und 17:
1.1 Die TNC 426 B, die TNC 430 1.1
- Seite 18 und 19:
1.2 Bildschirm und Bedienfeld 4 Hau
- Seite 20 und 21:
1.3 Betriebsarten POSITIONIEREN MIT
- Seite 22 und 23:
1.4 Status-Anzeigen Informationen d
- Seite 24 und 25:
1.4 Status-Anzeigen 10 Informatione
- Seite 27 und 28:
Handbetrieb und Einrichten2
- Seite 29 und 30:
2.2 Verfahren der Maschinenachsen D
- Seite 31 und 32:
Schrittweises Positionieren Beim sc
- Seite 33 und 34:
< HEIDENHAIN TNC 426 B, TNC 430 Bet
- Seite 35 und 36:
Referenzpunkte-Anfahren bei geschwe
- Seite 37 und 38:
3 Positionieren mit Handeingabe
- Seite 39 und 40:
Die Geraden-Funktion ist in „6.4
- Seite 41 und 42:
Programmieren 4 Grundlagen, Datei-V
- Seite 43 und 44:
Bezugssystem Mit einem Bezugssystem
- Seite 45 und 46:
Absolute und relative Werkstück-Po
- Seite 47 und 48:
4.2 Datei-Verwaltung Dateien und Da
- Seite 49 und 50:
Im unteren Teil des schmalen Fenste
- Seite 51 und 52:
Zum Kopieren von Verzeichnissen und
- Seite 53 und 54:
Bestimmten Datei-Typ anzeigen Alle
- Seite 55 und 56:
Dateien überschreiben Wenn Sie Dat
- Seite 57 und 58:
4.3 Programme eröffnen und eingebe
- Seite 59 und 60:
Das Programm-Fenster zeigt die Defi
- Seite 61 und 62:
4.4 Programmier-Grafik Während Sie
- Seite 63 und 64:
Gliederungs-Satz im Programm-Fenste
- Seite 65 und 66:
Zeichen, Wörter und Zeilen lösche
- Seite 67 und 68:
4.8 Der Taschenrechner Die TNC verf
- Seite 69 und 70:
Programmieren: Werkzeuge 5
- Seite 71 und 72:
5.2 Werkzeug-Daten Üblicherweise p
- Seite 73 und 74:
Werkzeug-Daten in die Tabelle einge
- Seite 75 und 76:
Werkzeug-Tabellen editieren Die fü
- Seite 77 und 78:
Werkzeug-Daten aufrufen Einen Werkz
- Seite 79 und 80:
Werkzeug-Radiuskorrektur Der Progra
- Seite 81 und 82:
Radiuskorrektur: Ecken bearbeiten A
- Seite 83 und 84:
Die Koordinaten für die Position X
- Seite 85 und 86:
Die Spindeldrehzahl berechnet sich
- Seite 87 und 88:
Werkzeug-Länge vermessen Bevor Sie
- Seite 89 und 90:
Werkzeug-Radius vermessen Bevor Sie
- Seite 91:
ú Meßzyklus programmieren: In der
- Seite 94 und 95:
6.1 Übersicht: Werkzeug-Bewegungen
- Seite 96 und 97:
6.2 Grundlagen zu den Bahnfunktione
- Seite 98 und 99:
6.3 Kontur anfahren und verlassen 6
- Seite 100 und 101:
6.3 Kontur anfahren und verlassen A
- Seite 102 und 103:
6.3 Kontur anfahren und verlassen W
- Seite 104 und 105:
6.4 Bahnbewegungen - rechtwinklige
- Seite 106 und 107:
6.4 Bahnbewegungen - rechtwinklige
- Seite 108 und 109:
6.4 Bahnbewegungen - rechtwinklige
- Seite 110 und 111:
6.4 Bahnbewegungen - rechtwinklige
- Seite 112 und 113:
6.4 Bahnbewegungen - rechtwinklige
- Seite 114 und 115:
6.5 Bahnbewegungen - Polarkoordinat
- Seite 116 und 117:
6.5 Bahnbewegungen - Polarkoordinat
- Seite 118 und 119:
6.5 Bahnbewegungen - Polarkoordinat
- Seite 120 und 121:
6.6 Bahnbewegungen - Freie Kontur-P
- Seite 122 und 123:
6.6 Bahnbewegungen - Freie Kontur-P
- Seite 124 und 125:
6.6 Bahnbewegungen - Freie Kontur-P
- Seite 126 und 127:
6.6 Bahnbewegungen - Freie Kontur-P
- Seite 128 und 129:
6.7 Programmier-Beispiele Beispiel:
- Seite 130 und 131:
6.7 Programmier-Beispiele Beispiel:
- Seite 132 und 133:
Programmieren: Zusatz-Funktionen 7
- Seite 134 und 135:
7.2 Zusatz-Funktionen für Programm
- Seite 136 und 137:
Positionen im ungeschwenkten Koordi
- Seite 138 und 139:
Definierten Rundungskreis zwischen
- Seite 140 und 141:
Ruckverminderung beim Ändern der V
- Seite 142 und 143:
Wirkung M103 wird wirksam am Satz-A
- Seite 144 und 145:
Die TNC interpretiert den programmi
- Seite 146:
Wirkung M114 wird wirksam am Satz-A
- Seite 149 und 150:
8.1 Allgemeines zu den Zyklen 8.1 A
- Seite 151 und 152:
8.2 Bohrzyklen 8.2 Bohrzyklen Die T
- Seite 153 und 154:
8.2 Bohrzyklen BOHREN (Zyklus 200)
- Seite 155 und 156:
8.2 Bohrzyklen AUSDREHEN (Zyklus 20
- Seite 157 und 158:
8.2 Bohrzyklen 144 Beachten Sie vor
- Seite 159 und 160:
8.2 Bohrzyklen GEWINDEBOHREN ohne A
- Seite 161 und 162:
8.2 Bohrzyklen Beispiel: Bohrzyklen
- Seite 163 und 164:
8.3 Zyklen zum Fräsen von Taschen,
- Seite 165 und 166:
8.3 Zyklen zum Fräsen von Taschen,
- Seite 167 und 168: 8.3 Zyklen zum Fräsen von Taschen,
- Seite 169 und 170: 8.3 Zyklen zum Fräsen von Taschen,
- Seite 171 und 172: 8.3 Zyklen zum Fräsen von Taschen,
- Seite 173 und 174: 8.3 Zyklen zum Fräsen von Taschen,
- Seite 175 und 176: 8.3 Zyklen zum Fräsen von Taschen,
- Seite 177 und 178: 8.3 Zyklen zum Fräsen von Taschen,
- Seite 179 und 180: 8.3 Zyklen zum Fräsen von Taschen,
- Seite 181 und 182: 8.4 Zyklen zum Herstellen von Punkt
- Seite 183 und 184: 8.4 Zyklen zum Herstellen von Punkt
- Seite 185 und 186: 8.4 Zyklen zum Herstellen von Punkt
- Seite 187 und 188: 8.5 SL-Zyklen Die Maßangaben für
- Seite 189 und 190: 8.5 SL-Zyklen „Summen“ -Fläche
- Seite 191 und 192: 8.5 SL-Zyklen 178 ú SICHERHEITS-AB
- Seite 193 und 194: 8.5 SL-Zyklen SCHLICHTEN SEITE (Zyk
- Seite 195 und 196: 8.5 SL-Zyklen Das Unterprogramm ent
- Seite 197 und 198: 8.5 SL-Zyklen
- Seite 199 und 200: 8.5 SL-Zyklen
- Seite 201 und 202: 8.5 SL-Zyklen 188 Kontur
- Seite 203 und 204: 8.5 SL-Zyklen 190 Kont
- Seite 205 und 206: 8.6 Zyklen zum Abzeilen 192 Beachte
- Seite 207 und 208: 8.6 Zyklen zum Abzeilen 194 Beachte
- Seite 209 und 210: 8.6 Zyklen zum Abzeilen 196 Beachte
- Seite 211 und 212: 8.7 Zyklen zur Koordinaten-Umrechnu
- Seite 213 und 214: 8.7 Zyklen zur Koordinaten-Umrechnu
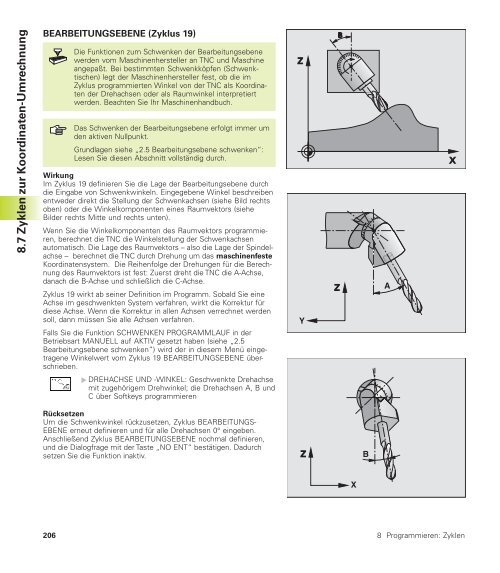
- Seite 215 und 216: 8.7 Zyklen zur Koordinaten-Umrechnu
- Seite 217: 8.7 Zyklen zur Koordinaten-Umrechnu
- Seite 221 und 222: 8.7 Zyklen zur Koordinaten-Umrechnu
- Seite 223 und 224: 8.7 Zyklen zur Koordinaten-Umrechnu
- Seite 225 und 226: 8.8 Sonder-Zyklen SPINDEL-ORIENTIER
- Seite 227 und 228: 9.1 Unterprogramme und Programmteil
- Seite 229 und 230: 9.4 Beliebiges Programm als Unterpr
- Seite 231 und 232: 9.5 Verschachtelungen Programm-Ausf
- Seite 233 und 234: 9.6 Programmier-Beispiele Beispiel:
- Seite 235 und 236: 9.6 Programmier-Beispiele Be
- Seite 238 und 239: Programmieren: Q-Parameter 10
- Seite 240 und 241: Dann zeigt die TNC folgende Softkey
- Seite 242 und 243: Beispiel: Grundrechenarten programm
- Seite 244 und 245: 10.5 Wenn/dann-Entscheidungen mit Q
- Seite 246 und 247: 10.7 Zusätzliche Funktionen Die zu
- Seite 248 und 249: Beispiel für eine Text-Datei, die
- Seite 250 und 251: Gruppen-Name, ID-Nr. Nummer Index S
- Seite 252 und 253: FN19: PLC Werte an PLC übergeben M
- Seite 254 und 255: Verknüpfungs-Funktion Softkey\b Ar
- Seite 256 und 257: 10.9 Vorbelegte Q-Parameter Die Q-P
- Seite 258 und 259: Beispiel: Ellipse Programm-Ablauf
- Seite 260 und 261: Beispiel: Zylinder konkav mit Radiu
- Seite 262 und 263: Beispiel: Kugel konvex mit Schaftfr
- Seite 264 und 265: Programm-Test und Programmlauf 11
- Seite 266 und 267: Einschränkung während des Program
- Seite 268 und 269:
Softkey-Leiste in der Betriebsart P
- Seite 270 und 271:
11.2 Funktionen zur Programmanzeige
- Seite 272 und 273:
11.4 Programmlauf In der Betriebsar
- Seite 274 und 275:
Maschinenachsen während einer Unte
- Seite 276 und 277:
Der Satzvorlauf darf nicht in einem
- Seite 278 und 279:
3D-Tastsysteme12
- Seite 280 und 281:
Meßwerte aus den Antastzyklen prot
- Seite 282 und 283:
Kalibrierwerte anzeigen Die TNC spe
- Seite 284 und 285:
Grunddrehung aufheben ú Antastfunk
- Seite 286 und 287:
Bezugspunkte über Bohrungen setzen
- Seite 288 und 289:
ú Tastsystem in die Nähe des zwei
- Seite 290 und 291:
ú In der Betriebsart PROGRAMM EINS
- Seite 292 und 293:
Digitalisieren13
- Seite 294 und 295:
Die Digitalisier-Zyklen sind für d
- Seite 296 und 297:
Punkte-Tabellen Wenn Sie mit einem
- Seite 298 und 299:
13.3 Mäanderförmig Digitalisieren
- Seite 300 und 301:
13.4 Höhenlinien digitalisieren
- Seite 302 und 303:
13.5 Zeilenweise digitalisieren ■
- Seite 304 und 305:
13.6 Digitalisieren mit Drehachsen
- Seite 306:
13.7 Digitalisierdaten in einem Bea
- Seite 309 und 310:
14.1 MOD-Funktionen wählen, änder
- Seite 311 und 312:
14.4 Datenschnittstellen einrichten
- Seite 313 und 314:
14.5 Maschinenspezifische Anwender-
- Seite 315 und 316:
14.7 Positions-Anzeige wählen, 14.
- Seite 317 und 318:
14.12 HELP-Dateien anzeigen Maximal
- Seite 320 und 321:
15 Tabellen und Übersichten
- Seite 322 und 323:
Externe Datenübertragung TNC-Schni
- Seite 324 und 325:
Zuordnung Tastsystemachse zur Masch
- Seite 326 und 327:
Messung mit rotierendem Werkzeug: Z
- Seite 328 und 329:
Werkzeug-Tabelle konfigurieren (Nic
- Seite 330 und 331:
Anzeigeschritt für die 6. Achse An
- Seite 332 und 333:
SL-Zyklen Zyklus 4 TASCHENFRAESEN u
- Seite 334 und 335:
15.2 Steckerbelegung und Anschlußk
- Seite 336 und 337:
Schnittstelle V.11/RS-422 An der V.
- Seite 338 und 339:
15.3 Technische Information Die TNC
- Seite 340 und 341:
TNC-Daten Satz-Verarbeitungszeit 4
- Seite 342 und 343:
FALSCHE ACHSE PROGRAMMIERT ■ Gesp
- Seite 344:
SPIEGELUNG NICHT ERLAUBT Koordinate
- Seite 347 und 348:
Index II D Digitalisieren Bereich f
- Seite 349 und 350:
Index S Spindeldrehzahl ändern ...
- Seite 351:
DR. JOHANNES HEIDENHAIN GmbH Dr.-Jo