ALL YOU NEED IS LEAN - der f&e manager
ALL YOU NEED IS LEAN - der f&e manager
ALL YOU NEED IS LEAN - der f&e manager

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
INHALT TITEL<br />
01/2011<br />
Audi A1 e-tron: Antriebsstrang Audi Q5 hybrid quattro ® : Antriebsstrang<br />
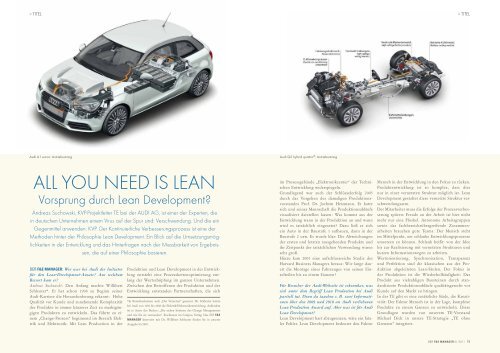
<strong>ALL</strong> <strong>YOU</strong> <strong>NEED</strong> <strong>IS</strong> <strong>LEAN</strong><br />
Vorsprung durch Lean Development?<br />
Andreas Suchowski, KVP-Projektleiter TE bei <strong>der</strong> AUDI AG, ist einer <strong>der</strong> Experten, die<br />
in deutschen Unternehmen einem Virus auf <strong>der</strong> Spur sind: Verschwendung. Und die ein<br />
Gegenmittel anwenden: KVP. Der Kontinuierliche Verbesserungsprozess ist eine <strong>der</strong><br />
Methoden hinter <strong>der</strong> Philosophie Lean Development. Ein Blick auf die Umsetzungsmöglichkeiten<br />
in <strong>der</strong> Entwicklung und das Hinterfragen nach <strong>der</strong> Messbarkeit von Ergebnissen,<br />
die auf einer Philosophie basieren.<br />
DER F&E MANAGER: Wer war bei Audi <strong>der</strong> Initiator<br />
für den Lean-Development-Ansatz? Aus welchem<br />
Ressort kam er?<br />
Andreas Suchowski: Den Anfang machte Willibert<br />
Schleuter*. Er hat schon 1996 zu Beginn seiner<br />
Audi-Karriere die Herausfor<strong>der</strong>ung erkannt: Hohe<br />
Qualität vor Kunde und zunehmende Komplexität<br />
<strong>der</strong> Produkte in immer kürzerer Zeit zu marktgängigen<br />
Produkten zu entwickeln. Das führte zu einem<br />
„Change-Prozess“ beginnend im Bereich Elektrik<br />
und Elektronik: Mit Lean Production in <strong>der</strong><br />
14 DER F&E MANAGER 01/2011<br />
Produktion und Lean Development in <strong>der</strong> Entwicklung<br />
entsteht eine Prozesskettenoptimierung entlang<br />
<strong>der</strong> Wertschöpfung im ganzen Unternehmen.<br />
Zwischen den Betroffenen <strong>der</strong> Produktion und <strong>der</strong><br />
Entwicklung entstanden Partnerschaften, die sich<br />
*In Branchenkreisen auch „Der Vernetzer“ genannt. Dr. Schleuter leitete<br />
bei Audi von 1996 bis 2008 die Elektrik/Elektronikentwicklung. Außerdem<br />
ist er Autor des Buches: „Die sieben Irrtümer des Change Managements<br />
und wie Sie sie vermeiden“. Erschienen im Campus Verlag. Das DER F&E<br />
MANAGER Interview mit Dr. Willibert Schleuter finden Sie in unserer<br />
Ausgabe 03/2007.<br />
im Prozessgebäude „Elektronikcenter“ <strong>der</strong> Technischen<br />
Entwicklung wi<strong>der</strong>spiegeln.<br />
Grundlegend war auch <strong>der</strong> Schlüsselerfolg 2005<br />
durch das Vorgehen des damaligen Produktionsvorstandes<br />
Prof. Dr. Jochem Heizmann. Er hatte<br />
sich und seiner Mannschaft die Produktionsabläufe<br />
visualisiert darstellen lassen: Was kommt aus <strong>der</strong><br />
Entwicklung wann in <strong>der</strong> Produktion an und wann<br />
wird es tatsächlich eingesetzt? Dazu ließ er sich<br />
ein Auto in <strong>der</strong> Baustufe 1 aufbauen, dann in <strong>der</strong><br />
Baustufe 2 usw. Es wurde klar: Die Abweichungen<br />
<strong>der</strong> ersten und letzten rausgehenden Produkte und<br />
ihr Zeitpunkt <strong>der</strong> tatsächlichen Verwendung waren<br />
sehr groß.<br />
Hinzu kam 2005 eine aufschlussreiche Studie des<br />
Harvard Business Managers heraus: Wie lange dauert<br />
die Montage eines Fahrzeuges von seinen Einzelteilen<br />
bis zu einem Ganzen?<br />
Für Besucher <strong>der</strong> Audi-Webseite ist erkennbar, was<br />
sich unter dem Begriff Lean Production bei Audi<br />
partiell tut. Denn da tauchen z. B. zwei Informationen<br />
über den 2009 und 2010 an Audi verliehenen<br />
Lean Production Award auf. Aber was ist für Audi<br />
Lean Development?<br />
Lean Development hart abzugrenzen, wäre ein fataler<br />
Fehler. Lean Development bedeutet den Faktor<br />
> INHALT 01/2011 > TITEL<br />
Mensch in <strong>der</strong> Entwicklung in den Fokus zu rücken.<br />
Produktentwicklung ist so komplex, dass dies<br />
nur in einer vernetzten Struktur möglich ist. Lean<br />
Development gestaltet diese vernetzte Struktur verschwendungsarm.<br />
Der Mitarbeiter muss die Erfolge <strong>der</strong> Prozessverbesserung<br />
spüren: Freude an <strong>der</strong> Arbeit ist hier nicht<br />
mehr nur eine Floskel. Autonome Arbeitsgruppen<br />
sowie das fachbereichsübergreifende Zusammenarbeiten<br />
brauchen gute Teams: Der Mensch steht<br />
im Mittelpunkt, um schlanke Entwicklungsprozesse<br />
umsetzen zu können. Schlank heißt: von <strong>der</strong> Idee<br />
bis zur Realisierung mit vernetzten Strukturen und<br />
kurzen Informationswegen zu arbeiten.<br />
Wertorientierung, Synchronisation, Transparenz<br />
und Perfektion sind die klassischen aus <strong>der</strong> Produktion<br />
abgeleiteten Lean-Säulen. Der Fokus in<br />
<strong>der</strong> Produktion ist die Wie<strong>der</strong>holhäufigkeit: Das<br />
Produkt aus vielzahligen Bausteinen durch standardisierte<br />
Produktionsabläufe qualitätsgerecht vor<br />
Kunde auf den Markt zu bringen.<br />
In <strong>der</strong> TE gibt es eine zusätzliche Säule, die Kreativität:<br />
Der Faktor Mensch ist in <strong>der</strong> Lage, komplexe<br />
Produkte zu einem Ganzen zu entwickeln. Diese<br />
Grundlagen wurden von unserem TE-Vorstand<br />
Michael Dick in unsere TE-Strategie „TE ohne<br />
Grenzen“ integriert.<br />
DER F&E MANAGER 01/ 2011 15
TITEL<br />
Was ist neu daran?<br />
Die Philosophie Lean selbst ist in dem Sinne nicht<br />
neu. Neu ist die Bewusstseinsschärfung des Einzelnen<br />
und <strong>der</strong> Führungspersonen. Wie gestalte ich<br />
Prozesse und integriere dabei die Mitarbeiter?<br />
Das, was es früher unter dem Begriff KVP 2 (KVP<br />
Quadrat) und CIP (Continous Improvement Process)<br />
gab, war noch keine Garantie dafür, dass die<br />
Mitarbeiter richtig informiert wurden. Man hat sie<br />
Auslöser jedes<br />
Verbesserungsprozesses: Mängel<br />
mit ihren Sorgen alleine gelassen und mit dem Cost<br />
Cutting konfrontiert. Keiner wagte auf Mängel aufmerksam<br />
zu machen – aus Angst um den Job. Vor<br />
wenigen Jahren gab es dann aber die Gegenentwicklung:<br />
Die Verantwortung des Unternehmens,<br />
ein attraktiver Arbeitgeber zu sein und das entsprechende<br />
Umfeld zu schaffen. Dazu gehört − die<br />
Thematik Lean betreffend −, Arbeitsprozesse zu<br />
schaffen, die nicht störend o<strong>der</strong> behin<strong>der</strong>nd sind.<br />
Hinzu kommt die Kunst <strong>der</strong> Führungskraft: Ein<br />
offenes Ohr für die Sorgen und Nöte <strong>der</strong> Mitarbeiter<br />
zu haben und Prozesse zu verbessern. Das<br />
ist – wenn nicht neu – so doch eine neue Bewusstseinsschärfung.<br />
Fachbereiche <strong>der</strong> TE<br />
Beschreiben Sie doch bitte das erwähnte erste Pilotprojekt,<br />
das durch Qualitätsprobleme eine Schlüsselrolle<br />
in <strong>der</strong> weiteren Entwicklung spielte.<br />
Durch Dr. Schleuter wurde <strong>der</strong> Grundgedanke<br />
Change in die Umsetzung gebracht, dass ein neuer<br />
Prozess die Unterstützung aller Führungskräfte<br />
braucht und nicht nebenbei erledigt werden kann.<br />
Denn Prozesse fachbereichsübergreifend zu gestalten,<br />
verlangt nach Führungskräften mit ganzheitlichem<br />
Denken und Handeln. Er hat unter den<br />
Führungskräften sogenannte Change-Agenten freigesetzt<br />
und z. B. die Entwicklung des neuen Multimediasystems<br />
für Audi als Pilotprojekt laufen lassen.<br />
2006 beauftragte Michael Dick, <strong>der</strong> heutige TE-<br />
Vorstand, eine TE-eigene KVP-Organisation. Die<br />
ihm direkt zugeordnete Stabsstelle entwickelt übergreifend<br />
den KVP-Prozess in <strong>der</strong> TE und fasst die<br />
Projektleiter zusammen. Es wurden drei Schlüsselpilotprojekte<br />
ausgewählt, um Lerneffekte systematisch<br />
in <strong>der</strong> TE zu verteilen. Ich betreue den<br />
Bereich Entwicklung Aggregate. Die Frage, die wir<br />
uns stellten, war: Was müssen wir verän<strong>der</strong>n, um<br />
die Komplexität <strong>der</strong> Motorsteuergeräte besser zu<br />
beherrschen? Zum Beispiel: Wie kann ich mich vom<br />
Übermaß <strong>der</strong> Variantenvielfalt trennen?<br />
Wie viele KVP-Stabsstellen gibt es in <strong>der</strong> Entwicklung<br />
bei Audi?<br />
KVP wird in allen zwölf Fachbereichen <strong>der</strong> Technischen<br />
Entwicklung angewandt. Wir haben regel-<br />
Aufbau <strong>der</strong> KVP-Organisation<br />
mäßige Führungskräfterunden, in denen je<strong>der</strong><br />
Fachbereich vertreten ist. Betrachtet werden fachbereichsübergreifende<br />
Probleme in <strong>der</strong> Prozesskette.<br />
Dadurch, dass wir als KVP-Stabsstelle eine neutrale<br />
Instanz darstellen, haben wir einen Vertrauensbonus.<br />
Da sich in einer guten Unternehmenskultur nicht<br />
ein Fachbereich beim an<strong>der</strong>en über z. B. Nachbesserungen<br />
beschweren kann, geht das über uns und<br />
gleichzeitig wird analysiert, ob und wie <strong>der</strong> Prozess<br />
verbessert werden kann. Wir sind die Integratoren.<br />
Welche organisatorische Voraussetzung muss gegeben<br />
sein, um diese Struktur produktiv leben zu können?<br />
Man braucht im Grunde eine Projektorganisation.<br />
Jedes KVP-Projekt läuft ungefähr so wie ein klas-<br />
Verbesserung:<br />
Ein nie enden<strong>der</strong> Prozess<br />
sisches Projekt ab − nur mit an<strong>der</strong>en Teilnehmern.<br />
Aus den TE-Fachbereichen wurden die KVP-Projektleiter<br />
in unsere Organisationseinheit entsandt. Wir<br />
sind momentan ein Team von fünf KVP-Projektleitern<br />
und betreuen alle zwölf Entwicklungsbereiche. Auf<br />
<strong>der</strong> zweiten Berichtsebene wird das Lenkungsteam<br />
zusammengestellt. Auf <strong>der</strong> dritten Berichtsebene<br />
16 DER F&E MANAGER 01/2011 DER F&E MANAGER 01/ 2011 17<br />
> TITEL<br />
binden wir alle KVP-Teammitglie<strong>der</strong> ein. KVP ist<br />
eine Führungsaufgabe. Deswegen kommen alle Führungskräfte<br />
während <strong>der</strong> KVP-Projektarbeit an einen<br />
Tisch, um Probleme nachhaltig abzustellen. Die Projektleiter<br />
hören erst zu, dann erst wird analysiert und<br />
das Problem systematisiert. Der Untersuchungsbereich<br />
wird abgegrenzt, um mit kleinen Schritten <strong>der</strong><br />
Verbesserung das Problem zu lösen.<br />
Ein Prozessproblem? Sind Aufgaben, Kompetenzen<br />
und Verantwortungen in <strong>der</strong> Prozesskette unklar?<br />
Müssen Übergaben von einem Fachbereich zum<br />
an<strong>der</strong>en verbessert werden? O<strong>der</strong> wir klären Probleme<br />
an <strong>der</strong> Basis, im Werkstattbereich, also am<br />
Ort <strong>der</strong> Wertschöpfung. Dieser Erkenntnisprozess<br />
mit strategischer Bedeutung wird transferiert zum<br />
Lenkungsteam. Im KVP-Team stellt <strong>der</strong> fachverantwortliche<br />
Projektleiter die Nachhaltigkeit <strong>der</strong><br />
Verbesserungsaktivitäten sicher.<br />
Wie gestaltet sich die Schnittstelle Lean Production<br />
und Lean Development?<br />
Die Tätigkeiten <strong>der</strong> TE-KVP-Projektleiter gibt es<br />
entsprechend auch in <strong>der</strong> Produktion. Wir haben<br />
einen direkten Kontakt zueinan<strong>der</strong>. Kollegen, welche<br />
in <strong>der</strong> Produktion Arten von Verschwendung<br />
z. B. am Band ausmachen und erkennen, dass es<br />
sich um Probleme zur Schnittstelle TE handelt, integrieren<br />
uns. Es findet innerhalb <strong>der</strong> KVP-Projekte
TITEL<br />
<strong>der</strong> Produktion und <strong>der</strong> TE ein Austausch über die<br />
aktuellen Prozessverbesserungen statt. Mit dem<br />
Ziel, das jeweilige Expertenwissen zu integrieren<br />
und lösungsorientiert umzusetzen.<br />
Expertenwissen wird an je<strong>der</strong> Schnittstelle<br />
integriert.<br />
Findet dieser Prozess standortübergreifend statt?<br />
Sicherlich. Ich betreue z. B. Ingolstadt, Neckarsulm<br />
und Györ in Ungarn.<br />
In Ingolstadt habe ich natürlich räumlich gesehen<br />
den kürzesten Weg. Mein Kollege<br />
in <strong>der</strong> Produktion ist ebenfalls in<br />
Ingolstadt. Natürlich erleichtert<br />
Audi<br />
das unsere Interaktion. Standortübergreifend<br />
gilt jedoch auch das<br />
Proze<strong>der</strong>e unserer Pilotprojekte.<br />
Ist ein Pilotprojekt erfolgreich am<br />
Laufen, dann leiten sich daraus<br />
die weiteren Vorgehensschritte<br />
für die Folgeprojekte ab.<br />
Wie lange dauern Pilotprojekte?<br />
Das lässt sich zeitlich nicht beantworten.<br />
Jedes Projekt benötigt<br />
eine an<strong>der</strong>e Dauer zur nachhaltigen<br />
Sicherung <strong>der</strong> Prozessverbesserung.<br />
Bevor es KVP in <strong>der</strong> Entwicklung<br />
gab: Wie viele Entwickler haben<br />
zuvor an <strong>der</strong> Prozessverbesserung<br />
gearbeitet? Wie viele sind es heute?<br />
Wir wollen keine große Einheit von „Inhouse-<br />
Beratern“ in <strong>der</strong> TE aufbauen. Wir sind in <strong>der</strong> Entwicklung<br />
zu fünft. Das funktioniert aufgrund <strong>der</strong><br />
gelebten Vernetzung. Unser Fundus an hinter uns<br />
stehenden Teammitglie<strong>der</strong>n, Multiplikatoren, ist<br />
groß. Vor dieser Zeit <strong>der</strong> etablierten Vernetzung<br />
lässt sich die Mitarbeiterzahl im Dienste des KVP<br />
nicht klar benennen.<br />
Und Sie werden vom Management gestützt?<br />
Auf jeden Fall. Mit unserem TE-Vorstand Michael<br />
Dick treffen wir uns vier mal im Jahr zur Projektabstimmung<br />
und zum Erfahrungsaustausch über den<br />
Stand <strong>der</strong> laufenden KVP-Projekte.<br />
wurde 1909 unter dem Namen August Horch Automobilwerke GmbH in<br />
Zwickau gegründet. Der Automobilhersteller baute u. a. den ersten Pkw mit<br />
Linkslenkung und Mittelschaltung, entwickelte den permanenten Allradantrieb<br />
und präsentierte das erste Großserienfahrzeug mit Aluminiumkarosserie.<br />
Zurzeit wird bei Audi an <strong>der</strong> Entwicklung eines Elektroautos gearbeitet. Im<br />
Jahr 2012 soll <strong>der</strong> e-tron in einer Kleinserie produziert werden. Der Audi Q5<br />
Hybrid wurde 2010 vorgestellt.<br />
Die AUDI AG verkaufte 2010 über 1.092.400 Automobile. Zum positiven<br />
Absatz trug neben den hohen Steigerungsraten bei den Modellen Audi<br />
Q5, A3, A4, A5 und A6 auch das Rekor<strong>der</strong>gebnis in China bei. Im „zweiten<br />
Heimatmarkt“ von Audi verkaufte die Marke mit den vier Ringen 2010 mit<br />
227.900 Automobilen 43,4 Prozent mehr Automobile als im Jahr zuvor. Noch<br />
liegt Deutschland mit 229.100 Fahrzeugen in <strong>der</strong> Absatzstatistik vor China.<br />
Eingesetzter Forschungs- und Entwicklungsaufwand 2009: 2.050 Mio. Euro.<br />
2008 belief sich <strong>der</strong> Etat auf 2.161 Mio. Euro.<br />
Hinzu kommt <strong>der</strong> jährliche KVP-Marktplatz: Prozessbeteiligte<br />
demonstrieren dem Entwicklungs- und<br />
dem Produktionsvorstand sowie dem Finanz- und<br />
Personalvorstand die tatsächlichen Prozessverbesserungen.<br />
Das schafft Begeisterung und eine fundamentale<br />
Wertschätzung <strong>der</strong> eigenen Arbeit. Als ich<br />
kürzlich mit dem TE-Vorstand in dem neuen Getriebeemissionszentrum<br />
war, um zu zeigen, welche Verbesserungen<br />
wir dort gemeinsam erreicht haben, war<br />
diese Aufmerksamkeit z. B. für den Mitarbeiter, <strong>der</strong><br />
täglich mit dem Warenumschlag zu tun hat, eine<br />
spürbare Wertschätzung seiner Leistung, <strong>der</strong> Prozessverbesserung,<br />
die er selbst mitgestaltet hat.<br />
Haben diese eingeführten Strukturen zu Beginn zunächst<br />
für Unmut und Wi<strong>der</strong>willen gegenüber den<br />
Verän<strong>der</strong>ungen gesorgt?<br />
Je<strong>der</strong> Mitarbeiter kennt das Stadium des sich Wohlfühlens<br />
durch das Beherrschen seines Arbeitsumfeldes.<br />
Das ist gut, sorgt aber auch für eine gewisse<br />
Verän<strong>der</strong>ungsresistenz. Man ist in dieser Phase nicht<br />
experimentierfreudig. Das unsichere Terrain sorgt<br />
selten für Wohlbefinden. Jedoch muss sich das<br />
Der mitdenkende Mitarbeiter: wertvoll<br />
und unverzichtbar<br />
Unternehmen ständig an sich verän<strong>der</strong>nde Marktgegebenheiten<br />
anpassen und ihnen sogar bestenfalls<br />
voraus sein. Wie unser Slogan: Vorsprung durch<br />
Technik. In <strong>der</strong> permanenten Verän<strong>der</strong>ung ist also<br />
gegenseitige Unterstützung notwendig.<br />
Das ist eine Sensibilisierung, welche nicht von alleine<br />
18 DER F&E MANAGER 01/2011 DER F&E MANAGER 01/ 2011 19<br />
> TITEL<br />
kommt. Das bedarf immer auch <strong>der</strong> Pro-Mitarbeiter-<br />
Haltung und Kommunikation <strong>der</strong> Führungskräfte.<br />
Können Sie wirklich neue Methoden und Werkzeuge<br />
<strong>der</strong> KVP-Projektleiter benennen?<br />
Wir haben einen Methodenkoffer. Auch dieser ist<br />
nicht neu. Mit diesem gehen wir nur an<strong>der</strong>s um als<br />
früher. Die Aufgabe besteht darin, zu wissen, was es<br />
gibt, und die jeweilige Methode zu kanalisieren, um<br />
Verschwendung zu reduzieren bzw. zu eliminieren.<br />
Die KVP-Organisationseinheit hat die Aufgabe, <strong>der</strong><br />
Schlüssel zum Erfolg zu sein. Ohne KVP-Projektleiter<br />
würde sich dieser ganze Prozess nur mühselig selbst<br />
o<strong>der</strong> im schlimmsten Falle gar nicht entwickeln.<br />
Denn es gibt keinen Raum für systematisch, geregelte<br />
Prozessverbesserung neben dem Tagesgeschäft.<br />
Der KVP-Projektleiter schafft diesen Freiraum durch<br />
Regeltermine und strukturierte Abläufe, das ist neu.<br />
Was hat sich konkret seit <strong>der</strong> Einführung dieser<br />
KVP-Strukturen im PEP (Produktentstehungsprozess)<br />
geän<strong>der</strong>t?<br />
Die Eigenschaften eines Fahrzeuges auf Funktionen<br />
runterzubrechen, diese Funktionen dezentral über<br />
verschiedene Fachbereiche aufzuteilen und über<br />
Methoden wie HIL (Hardware in the Loop) wie<strong>der</strong><br />
zusammenzuführen, sodass zum SOP (Start Of Production)<br />
eines Fahrzeugmodells die gewünschten Eigenschaften<br />
erzielt werden. Diese virtuelle Kette ist in den<br />
Fokus <strong>der</strong> Beobachtung gerückt, um die Beherrschbarkeit<br />
<strong>der</strong> Komplexität abzusichern. Also im PEP:<br />
Wie kommt man von den Eigenschaften eines neuen<br />
Fahrzeugmodells über dezentrale Funktionen über die<br />
Fachbereiche wie<strong>der</strong> zurück zur Erprobung bis hin zur<br />
Freigabe? Es ist das bewusste Durchleben des PEP.
TITEL > TITEL<br />
Andreas Suchowski<br />
absolvierte 1987 das Studium <strong>der</strong> Fahrzeugtechnik als Dipl.-Ing. (FH). Danach<br />
war er im Bereich <strong>der</strong> Aggregate-Elektronik-Applikation bei <strong>der</strong> Robert Bosch<br />
GmbH über ein Jahrzehnt lang tätig. Seine berufsbegleitende Ausbildung<br />
zum Dipl.-Wirtsch.-Ing. (FH) beendete er 1994 mit seiner Diplomarbeit „Höhere<br />
Produktivität in <strong>der</strong> Automobilzulieferindustrie durch Lean Development.“<br />
1999 setzt sich die berufliche Laufbahn bei <strong>der</strong> AUDI AG Ingolstadt fort: In<br />
<strong>der</strong> Technischen Entwicklung verantwortete Andreas Suchowski verschiedene<br />
Leitungsfunktionen mit Linien- und Projektaufgaben. Folgende Themenkomplexe<br />
standen dabei im Vor<strong>der</strong>grund: Applikation von Motor- und Fahrzeugfunktionen,<br />
Komponentenentwicklung (Mechatronik) und Lean Development. In <strong>der</strong> heutigen Funktion als KVP-Projektleiter<br />
TE treibt er das Change Management in <strong>der</strong> „Prozesskette Aggregate“ und zeichnet dort verantwortlich für die Verschlankung<br />
des Entwicklungsprozesses entlang <strong>der</strong> Wertschöpfungskette.<br />
Können Sie das in den vergangenen vier bis fünf<br />
Jahren erreichte Potenzial beziffern?<br />
In dem Maße, in dem man das Entwicklungsbudget<br />
in Relation zu den entwickelten Produkten betrachtet:<br />
Die Prozesse wirken sich auf ein TE-Budget<br />
positiv aus.<br />
Der Mitarbeiter, <strong>der</strong> bisher seine Arbeit in einer<br />
bestimmten Zeiteinheit erledigt hat, braucht jetzt −<br />
durch geringere Wartezeiten und Vermeidung von<br />
Doppelarbeit − weniger Zeit. Das ist messbar. Das<br />
lässt sich in finanzmathematische Größen transferieren.<br />
Darüber hinaus gibt es etwas, das lässt sich<br />
nicht beziffern: vermiedene Mehraufwendungen.<br />
Vermiedene Mehraufwendungen<br />
sind nicht messbar<br />
Wenn das Unternehmen in <strong>der</strong> Lage ist, die Produktions-<br />
und Absatzzahlen sowie den Umsatz zu<br />
steigern, dann lassen sich dahinter sinnvolle Prozessverbesserungen<br />
erkennen.<br />
Wie misst Audi Verschwendung in <strong>der</strong> TE? Wie beherrscht<br />
Audi die Verschwendungsanalyse in <strong>der</strong> TE?<br />
Wir haben in den Standorten Ingolstadt, Neckarsulm<br />
und Györ in <strong>der</strong> TE zirka 6.000 Mitarbeiter. Wie messen<br />
wir also Verschwendung?<br />
Verschwendung wird nicht zwangsläufig in Zahlen<br />
gemessen, son<strong>der</strong>n anhand <strong>der</strong> persönlichen Beobachtung<br />
und Analyse entlang <strong>der</strong> Wertschöpfungskette<br />
über Fachbereichsgrenzen hinweg. Wichtig ist: Der<br />
betroffene Mitarbeiter muss eine Prozessverbesserung<br />
auch als solche wahrnehmen.<br />
Unsere große Entwicklermannschaft muss zunächst<br />
das Vertrauen haben, dass wir bei Prozessverbesserungen<br />
nicht Arbeitszeitmodelle und REFA (Methodenlehre<br />
zu Arbeitsgestaltung, Betriebsorganisation und<br />
Unternehmensentwicklung) im Sinn haben, son<strong>der</strong>n<br />
konstruktive Hilfe leisten, um die Arbeit zielgerecht<br />
zu gestalten. Es wird ein Team gebildet, das sich von<br />
<strong>der</strong> Ausgangssituation zur Zielsetzung bewegt und<br />
den Untersuchungsbereich klar abgegrenzt. Der Prozess,<br />
welcher das Problem beinhaltet, wird aktiv für<br />
ein bis zwei Tage o<strong>der</strong> auch für eine Woche durchlebt<br />
und dann die Verbesserungsarbeit gestartet. Diese<br />
Maßnahmen werden anschließend den Führungskräften<br />
vom Untersuchungsbereich vorgestellt. Handelt<br />
es sich um langfristige Maßnahmen, ist nicht nur die<br />
Unterstützung, son<strong>der</strong>n auch die Weiterentwicklung<br />
<strong>der</strong> Führungskräfte und Mitarbeitern gefragt.<br />
Ist es durch das Kennzahlensystem möglich, gezielt<br />
auf Verschwendung einzugehen?<br />
Die Basis aller Kennzahlen sind: Zeit, Kosten und<br />
Qualität. Doch im KVP sind Kennzahlen Mittel zum<br />
Zweck. Denn darüber hinaus muss in <strong>der</strong> TE für alle<br />
Prozessbeteiligten eine Nachhaltigkeit sichergestellt<br />
werden. Beim KVP-Projektabschluss übergebe ich<br />
<strong>der</strong> Führungskraft eine Kennzahl, um schneller auf<br />
das Nichteinhalten <strong>der</strong> Prozessverbesserung reagieren<br />
zu können. Doch ich möchte es noch einmal<br />
ansprechen: Kennzahlen sind hilfreich, aber sekundär.<br />
Der Mensch ist erstrangig, denn ohne seine<br />
Motivation nützen auch die Kennzahlen nichts.<br />
Handelt es sich also bei KVP unter <strong>der</strong> Philosophie<br />
Lean um ein gutes, strukturiertes Projektmanagement?<br />
Wir nutzen KVP als eine Methode <strong>der</strong> Lean-Philosophie.<br />
Ja, man könnte es als ausgeklügeltes Projektmanagement<br />
bezeichnen: Was ist mein Arbeitsauftrag,<br />
was ist mein Budget, was sind meine Ressourcen?<br />
So läuft auch <strong>der</strong> KVP − mit dem Grundgedanken<br />
Verschwendung zu reduzieren bzw. zu eliminieren<br />
− ab. Und da landen wir wie<strong>der</strong> bei Lean.<br />
Was für eine Lebensdauer wird Lean in <strong>der</strong> Entwicklung<br />
haben?<br />
Das hängt von <strong>der</strong> Unternehmenskultur ab. Solange<br />
<strong>der</strong> Mensch die Chance <strong>der</strong> Verbesserung erhält, sehe<br />
ich Lean lange als erfolgreiche Philosophie in den<br />
Unternehmen. Nehme ich den Mitarbeitern Angst,<br />
wandle Sorgen in konstruktive Verbesserungen um,<br />
dann ist das <strong>der</strong> Schlüssel zum Erfolg. Die Automobilindustrie<br />
steht nach 125 Jahren vor einem technologischen<br />
Wandel: Elektromobilität. Daher müssen<br />
wir in immer neuer Weise prozessorientiert denken<br />
und handeln. Das wird meines Erachtens immer<br />
sinnvoll bleiben; wie das Streben nach Perfektion. <<br />
20 DER F&E MANAGER 01/2011 DER F&E MANAGER 01/ 2011 21