N - Gmehling
N - Gmehling
N - Gmehling

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
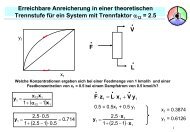
Fenske-Gleichung zur Ermittlung<br />
der minimalen Stufenzahl N min<br />
Annahme: α ij<br />
=<br />
konstant<br />
α<br />
12<br />
=<br />
y<br />
y<br />
1<br />
2<br />
/ x<br />
/ x<br />
1<br />
2<br />
=<br />
y1x<br />
y x<br />
2<br />
2<br />
1<br />
=<br />
γ1P<br />
γ P<br />
2<br />
S<br />
1<br />
S<br />
2<br />
1. Stufe (Sumpf B):<br />
⎛ x<br />
⎜<br />
⎝ x<br />
1<br />
2<br />
⎞<br />
⎟<br />
⎠<br />
2<br />
⎛ y<br />
=<br />
⎜<br />
⎝ y<br />
1<br />
2<br />
⎞<br />
⎟<br />
⎠<br />
1<br />
= α<br />
12<br />
⎛ x<br />
⎜<br />
⎝ x<br />
1<br />
2<br />
⎞<br />
⎟<br />
⎠<br />
1<br />
2. Stufe:<br />
⎛<br />
x<br />
⎜<br />
⎝ x<br />
⎞<br />
⎛<br />
1<br />
y ⎞ ⎛<br />
1<br />
x ⎞<br />
1 2<br />
⎛ x ⎞<br />
1<br />
⎟ =<br />
⎜<br />
⎟ = α12<br />
⎜<br />
⎟ = α12<br />
⎜<br />
⎟<br />
2 ⎠3<br />
⎝ y2<br />
⎠2<br />
⎝ x2<br />
⎠2<br />
⎝ x2<br />
⎠1<br />
Für N min Stufen gilt:<br />
⎛ x<br />
⎜<br />
⎝ x<br />
1<br />
2<br />
⎞<br />
⎟<br />
⎠<br />
D<br />
= α<br />
Nmin<br />
12<br />
⎛ x<br />
⎜<br />
⎝ x<br />
1<br />
2<br />
⎞<br />
⎟<br />
⎠<br />
B<br />
Durch Umstellung erhält man die Fenske-Gleichung:<br />
N<br />
min<br />
=<br />
( x1<br />
/ x2)<br />
( x / x )<br />
⎡<br />
log⎢<br />
⎣ 1<br />
logα<br />
12<br />
2<br />
D<br />
B<br />
⎤<br />
⎥<br />
⎦<br />
1
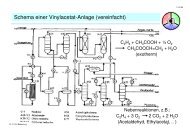
Anzahl theoretischer Stufenzahl als f(Trennfaktor,<br />
Produktreinheit)<br />
normale Rektifikation<br />
nicht mehr sinnvoll<br />
Propan-Propen-<br />
Splitter<br />
α ≈ 1.22 (1.15 ..<br />
1.30)<br />
ca. 10 4 bei 99 % Reinheit<br />
ca. 10 8 bei 99.99 %<br />
Reinheit<br />
von Kopf- und<br />
Sumpfprodukt<br />
2
Inhalt der Vorlesung „Grundlagen der Technischen Chemie“<br />
Aufstellung und Lösung von Bilanzgleichungen<br />
Unterschied Labor - Technik<br />
a) Reaktionstechnik (CSTR, PFR)<br />
a) größerer Maßstab b) Wirtschaftlichkeit b) *Grundoperationen (z.B.<br />
Rektifikation)<br />
Geschichte der industriellen Chemie<br />
Thermische Trennverfahren<br />
Rohstoff und Energiesituation<br />
Grundbegriffe (Umsatz, Selektivität,<br />
Ausbeute)<br />
Rektifikation*, Extraktion, Absorption,<br />
Kristallisation, Adsorption,<br />
Membrantrennverfahren<br />
Produkte der chemischen Industrie<br />
Grundlagen<br />
Reaktionskinetik (homogen)<br />
Stofftransport<br />
Wärmetransport<br />
Thermodynamik<br />
a) Reaktionsenthalpie, chemisches<br />
Gleichgewicht<br />
b) Phasengleichgewicht<br />
c) Stoffdaten<br />
Herstellung der Grundchemikalien<br />
Erdöldestillation, Chemische Raffinerie<br />
Steamcracker (C4- und Aromatenaufarbeitung)<br />
Steamreforming<br />
Produktstammbäume<br />
Ausgewählte Chemische Prozesse<br />
Vinylchlorid<br />
Ethylenoxid<br />
Kostenrechnung<br />
3
Material- und Enthalpiebilanz für eine<br />
Gleichgewichtsstufe (MESH-Gleichungen)<br />
6.02.01<br />
M L& x V& y Fz & (L&<br />
S & )x<br />
L<br />
i,j<br />
=<br />
j+ 1 i,j+ 1<br />
+<br />
j−1 i,j−1 +<br />
j i,j<br />
−<br />
j<br />
+<br />
j i,j<br />
− (V&<br />
+ S & )y = 0<br />
V<br />
j j i,j<br />
Ei,j = yi,j − Ki,jxi,j<br />
= 0<br />
S<br />
x, j<br />
= ∑<br />
x<br />
i,<br />
j<br />
−<br />
1.0<br />
=<br />
0<br />
⎛<br />
⎜<br />
K<br />
⎝<br />
i,<br />
j<br />
=<br />
y<br />
x<br />
i,<br />
j<br />
i,<br />
j<br />
⎞<br />
⎟<br />
⎠<br />
S = ∑ y − 1.0 = 0<br />
y,j<br />
i,j<br />
H L& h V& h Fh & (L&<br />
S & )h<br />
L V L L<br />
j<br />
=<br />
j+ 1 j+ 1<br />
+<br />
j−1 j−1 +<br />
j F,j<br />
−<br />
j<br />
+<br />
j j<br />
− (V&<br />
+ S & )h + Q&<br />
= 0<br />
V V<br />
j j j j<br />
N(2n+3) Gleichungen und<br />
Unbekannte<br />
101 01 009a Bedeutung<br />
Für n = 4 Komponenten und N = 45<br />
Böden ergeben sich 495<br />
4<br />
Gleichungen
Trennung des Systems Methanol (1) - Wasser (2) - Ethanol (3)<br />
- Isobutanol (4)<br />
DESW<br />
01 01 004 Bedeutung<br />
5
Luftzerlegung: Feedzusammensetzung<br />
6
Luftzerlegung und VLE des Systems O 2 (1)-N 2 (2)<br />
exp. Daten<br />
PSRK<br />
N 2<br />
“untere Kolonne”<br />
80 K<br />
Temperatur r [K]<br />
P = 6.0 bar<br />
“obere Kolonne”<br />
O 2<br />
1.3 -<br />
1.5 bar<br />
92 K<br />
95 K<br />
fast reines N 2<br />
?Ar<br />
Seitenkolonne<br />
Siedepunkte:<br />
N 2 : 77.4 K<br />
O 2 : 90.1 K<br />
P = 1.3 bar<br />
Feed:<br />
vorgereinigte<br />
Luft<br />
5 - 6 bar<br />
99 K<br />
38% O 2<br />
Ar: 87.3 K<br />
x , y<br />
1 1<br />
7
Linde-Verfahren zur Luftzerlegung (gesamtes Verfahren)<br />
www.westfalenag.de/technische/schemaluftzerlegung.php<br />
8
Trennung azeotroper Systeme ohne Zusatzstoff<br />
1<br />
ohnesold.cdr, 15.06.2000<br />
Vakuum (Druck) - Rektifikation<br />
A<br />
A<br />
10<br />
atm<br />
oder<br />
0.1<br />
atm<br />
y A<br />
0<br />
1<br />
y A<br />
0<br />
1<br />
y A<br />
0<br />
2<br />
x A<br />
'<br />
LLE<br />
1<br />
P 1<br />
P 2<br />
P 1<br />
P 2<br />
0 x A 1<br />
1<br />
x A<br />
"<br />
B<br />
Heteroazeotrope Rektifikation<br />
1<br />
1<br />
Zweidruck-Rektifikation<br />
A+B<br />
A+B<br />
1<br />
atm<br />
B<br />
B<br />
x ' A<br />
x " A<br />
1 2<br />
10<br />
atm<br />
B<br />
1 Alternativen:<br />
Hybridverfahren, wie:<br />
A<br />
A<br />
Rektifikation +<br />
Membrantrennverfahren<br />
Rektifikation + Adsorption<br />
oder spezielle Verfahren:<br />
Azeotrope oder extraktive<br />
Rektifikation<br />
10
11.02.99<br />
Azeotrope und Extraktive Rektifikation<br />
10 00 007 Synthese 11
Trennung durch extraktive Rektifikation<br />
Zur Auswahl Entrainer benötigt:<br />
Kenntnis VLE-Verhalten<br />
S<br />
x γ P ≈ y P<br />
i i i i<br />
K<br />
α<br />
ij<br />
i<br />
y<br />
= =<br />
x<br />
γ P<br />
S<br />
i i i<br />
i<br />
P<br />
S<br />
Ki γ<br />
iPi<br />
= = = 1 ≈ 1<br />
S<br />
K γ P<br />
j j j<br />
( or )<br />
Auswahlkriterium:<br />
∞<br />
∞ γ<br />
i<br />
Sij , Entrainer<br />
= >> (
Absorptionsanlage<br />
(zu unterscheiden physikalische und chemische Absorption)<br />
Bei physikalischer<br />
Absorption:<br />
hoher Druck<br />
(x i H ij = p i )<br />
niedrige Temperatur<br />
Bei physikalischer<br />
Absorption:<br />
niedriger Druck<br />
hohe Temperatur<br />
13
Ausgewählte Beispiele zum Einsatz der Absorption<br />
abzutrennende<br />
Komponente(n)<br />
Absorptionsmittel<br />
HCl Wasser (preußische Alkaliakte 1863)<br />
SO 3<br />
Schwefelsäure<br />
H 2 S, CO 2 (Erdgas) Methanol (Rectisol), NMP (Purisol),<br />
Glykolether<br />
(Selexol), Sulfolan (Sulfinol)<br />
H 2 O<br />
Triethylenglykol (Trocknung von Gasen)<br />
CO 2<br />
heiße K 2 CO 3 (Pottasche)-Wäsche, wäßr.<br />
Monoethanolamin-M. (10-20 Gew.%)<br />
H 2 S<br />
wäßr. Diethanolamin-M. (10- 25 Gew.%)<br />
H 2 S ( Kokereien ) kalte K 2 CO 3 (Pottasche)-Wäsche<br />
CO 2 , H 2 S<br />
NaOH (8 Gew.%) (nur bei kleinen Anlagen)<br />
SO 2<br />
wäßr. Ca(OH) 2 , CaCO 3 -Lösung, wäßr.<br />
Na 2 SO 3 - Lösung<br />
14
Typische Extraktionsanlage<br />
15
Typische Fest-Flüssig-Gleichgewichte<br />
(Schmelzkristallisation)<br />
m-Xylol (1) + p-Xylol (2)<br />
(eutektisches Verhalten)<br />
Anthracen (1) + Phenanthren (2)<br />
(ideale Löslichkeit)<br />
x i<br />
ca. 80%<br />
x i<br />
Liquiduslinie<br />
Temperatur [K]<br />
Liquiduslinie<br />
Temperatur [K]<br />
Soliduslinie<br />
Soliduslinie<br />
x 1<br />
x1<br />
16
Fallfilmkristallisationsverfahren der Firma Sulzer-<br />
Chemtech<br />
Einsatzstoff<br />
Fallfilmkristallisator<br />
a<br />
b<br />
Heiz- bzw.<br />
Kühlmedium<br />
Rohrwandung<br />
Rieselfilm<br />
Heiz- bzw.<br />
Kühlmedium<br />
Sammeltank<br />
Rieselfilm<br />
Schmelze<br />
Kristallschicht<br />
Rückstand<br />
Produkt<br />
17
Trennung durch Adsorption<br />
cm3/g<br />
Molekular-Sieb 5A<br />
T = 298 K<br />
Beladung mit Adsorbens<br />
N 2<br />
O 2<br />
Hg<br />
O 2<br />
Ar<br />
Adsorptionseffekte<br />
Beladung mit Adsor rbens<br />
H 3 C<br />
CH 3<br />
H 3 C<br />
Molekular-Sieb<br />
ZSM-5 T= 293 K<br />
CH 3<br />
CH 3<br />
CH 3<br />
Größeneffekte<br />
Beladungsfaktor<br />
Aktivkohle<br />
N 2<br />
Kinetische<br />
Effekte<br />
18
Aktivkohleprobe besitzt etwa gleiche Fläche wie das Münchner<br />
Olympiastadion<br />
19
Abluftreinigung (Lurgi)<br />
20
Prinzip von Membrantrennprozessen<br />
Zulauf<br />
Permeat<br />
Porenmembran<br />
bei Porendurchmessern > 1 nm<br />
Modellierung:<br />
Retentat<br />
ähnlich Filtration<br />
Zulauf<br />
Permeat<br />
"Löslichkeits"-<br />
Membran<br />
Modellierung „dichte“<br />
Membran:<br />
Retentat<br />
Lösungs-Diffusions-Modell<br />
21
Pervaporationsanlage<br />
Retentat<br />
Heizmedium<br />
Zulauf<br />
Kühlung<br />
Vakuumpumpe<br />
Wärmetauscher<br />
Vakuumkammer<br />
Permeat<br />
22
Hybridprozess<br />
23
Erdöldestillation<br />
nach der Entsalzung<br />
26
Verfahren zur Herstellung der wichtigsten organischen<br />
Grundchemikalien<br />
33
Gibbssche Bildungsenthalpien (kJ (mol C) -1) verschiedener<br />
Kohlenwasserstoffe, Kohlenstoff und Wasserstoff als f (T)<br />
Benthalp.ppt,03.012.01<br />
34
Reaktionen im Steamcracker<br />
(radikalischer Mechanismus)*<br />
Primärreaktionen<br />
C-Kettenspaltung<br />
Dehydrierung<br />
Isomerisierung<br />
Cyclisierung<br />
Aromatisierung<br />
Sekundärreaktionen<br />
Olefinpolymerisation<br />
Aromatenkondensation<br />
Rußbildung<br />
*ca. 850 °C, Verweilzeit ca. 0.5 s<br />
P = 2-3 atm bei Anwesenheit von H 2 O-<br />
Dampf (LeChatelier)<br />
35
Thermische Spaltung von Kohlenwasserstoffen<br />
36
BASF Aktiengesellschaft Ludwigshafen<br />
Einfluss der Cracktemperatur auf die<br />
Spaltgaszusammensetzung (Naphtha-Spaltung)<br />
37
BASF Aktiengesellschaft Ludwigshafen<br />
Einfluss der Verweilzeit und der Cracktemperatur auf<br />
die Ethenausbeute (Naphtha-Spaltung)<br />
38
Ausbeute von Spaltprodukten nach Fahrweise<br />
100<br />
Einsatzrohstoff:<br />
Naphtha<br />
90<br />
80<br />
26<br />
31<br />
Sonstiges (CH 4 , H 2 )<br />
%<br />
70<br />
60<br />
50<br />
16<br />
14<br />
12 9<br />
C 5 und Höhere<br />
C 4 - Schnitt<br />
40<br />
30<br />
27<br />
22<br />
Propylen<br />
20<br />
10<br />
19<br />
24<br />
Ethylen<br />
0<br />
low severity<br />
820°C<br />
high severity<br />
845°C<br />
roe 98-06-23-07<br />
39<br />
Quelle: EC/Petrochemie
Ausbeutespektrum des Crackers in Abhängigkeit<br />
von dem eingesetzten Rohstoff<br />
0.59<br />
Kracköl<br />
0.11<br />
0.10<br />
0.14<br />
0.40<br />
0.15<br />
0.34<br />
0.21<br />
Aromaten<br />
Butadien<br />
0.03<br />
0.77<br />
0.56<br />
0.70<br />
Propen<br />
1.00<br />
1.00 1.00 1.00<br />
Ethen<br />
Ethan LPG Naphtha Gasöl<br />
Spez. Verbrauch je t Ethylen<br />
1,2 2,4 3,2 3,8<br />
roe 98-06-23-08<br />
40<br />
Quelle: EC/Petrochemie
Einführung in die Chemische Produktionstechnik<br />
41
Der Steamcracker 2 im Werk Ludwigshafen der<br />
BASF (C 5+ Erdölraffinerie Mannheim)<br />
42<br />
roe 98-06-23-11 BASF Unterrichtshilfe, 1996
Naphtha-Cracker der Firma Sabic<br />
in Geleen/Holland<br />
43<br />
roe 98-06-23-11 BASF Unterrichtshilfe, 1996
Einführung in die Chemische Produktionstechnik<br />
(Prozesswasser)<br />
44
Ethylene Plant (Hot Section)<br />
Furnace<br />
Oil Quench/Primary<br />
Fractionator<br />
Water<br />
Quench<br />
3-Stage Gas<br />
Compression<br />
CO 2 /H 2 S<br />
Removal<br />
4th-Stage<br />
Gas Compr.<br />
Feedstock (e.g. Naphtha, Gas oil,<br />
Ethane)<br />
Olefins<br />
Steam<br />
Water<br />
Solvent<br />
T = 60 F<br />
P = 550 psig<br />
Fuel Oil<br />
Aromatics<br />
Water to Dilution<br />
Steam System<br />
Dehydration Unit:<br />
• Activated alumina<br />
• Molsieves<br />
• TEG System<br />
Refrigeration Unit<br />
to Cold Section,<br />
i.e. De-methanizer<br />
45
Ethylene Plant (Cold Section)<br />
C2H2 Acetylene<br />
C2 Splitter<br />
T = -25 F<br />
P = 245 psig<br />
C3<br />
Splitter<br />
Deethanizer<br />
Demethanizer<br />
Depropanizer<br />
Debutanizer<br />
T = -140 F<br />
P = 400 psig<br />
Acetylene Recovery<br />
catalytic hydrogenation<br />
C2H4 Ethylene<br />
C3H6 Propylene<br />
CH4, H2<br />
T = 0 F<br />
P = 340 psig<br />
T = 63 F<br />
P = 110 psig<br />
from Refrigeration unit<br />
C2Hx<br />
C3Hx<br />
T = 20 F<br />
P = 410 psig<br />
C2+<br />
T = 160 F<br />
P = 350 psig<br />
C2H6<br />
Ethane<br />
recycle<br />
C3+<br />
T = 15F<br />
P = 255 psig<br />
T = 160 F<br />
P = 120 psig<br />
C3H8<br />
Propane<br />
C4+<br />
C5+<br />
46
Typische Produktverteilung beim Steamcracking<br />
48
Einführung in die Chemische Produktionstechnik<br />
99.95 %<br />
nach Wasserabtrennung<br />
49
Typische Zusammensetzung des C 4 -Schnitts beim Naphtha-<br />
Steamcracken und Gasöl-Katcracken (in Gew.-%)<br />
Spaltprodukt Steamcracken Steamcracken Katcracken (FCC)<br />
Low Severity High Severity Zeolithkatalyse<br />
1,3-Butadien 26 47 0.5<br />
Isobuten 32 22 15<br />
1-Buten 20 14 12<br />
trans-2-Buten 7 6 12<br />
cis-2-Buten 7 5 11<br />
Butan 4 3 13<br />
Isobutan 2 1 37<br />
Vinylacetylen<br />
Ethylacetylen 2 2 -<br />
1,2-Butadien<br />
}<br />
}<br />
52
Aufarbeitung des C4-Schnitts<br />
1-Buten, i-Butan<br />
C 4<br />
H 2<br />
* ** ***<br />
i-Butan<br />
T S = 261.4 K<br />
C 4<br />
NMP<br />
MTBE<br />
CH 3 OH H 2<br />
1-Buten<br />
T S = 275 K<br />
T S = 272.6 K<br />
2-Buten<br />
n-Butan<br />
T S = 266.8 K<br />
C 8 ,C 12 ,C 16<br />
Butadien-1,3<br />
* Raffinat 1 < 0.1% Butadien<br />
** Raffinat 2<br />
*** Raffinat 3<br />
H 2<br />
n-Butan<br />
Alternative: Metathese<br />
CH 3 -CH=CH-CH 3 +<br />
CH 2 =CH 2<br />
2 CH 2 =CH-CH 3<br />
55<br />
H.J.Arpe, Industrielle Organische<br />
Chemie, Wiley-VCH, Weinheim 2007
Normalsiedepunkte und Schmelzpunkte<br />
der C 6 -C 8 - Aromaten<br />
Normalsiedepunkt<br />
°C<br />
Schmelzpunkt<br />
°C<br />
C 6 Benzol 80.1 + 5.5<br />
C 7 Toluol 110.6 - 95.0<br />
C 8 Ethylbenzol 136.2 - 95.0<br />
o-Xylol 144.4 - 25.2<br />
m-Xylol 139.1 - 47.8<br />
p-Xylol 138.4 + 13.2<br />
Styrol 145.1 - 30.6<br />
roe 98-06-23-15<br />
58
Aufarbeitung des Pyrolysebenzins<br />
Nichtaromaten,<br />
Vergaserkraftstoff<br />
C H<br />
6 6<br />
Pyrolyse.ppt 03.12.01<br />
Pyrolysebenzin<br />
Selektive<br />
Hydrierung<br />
BTX<br />
C H ,C H<br />
6 6 7 8<br />
Ethylbenzol<br />
C H<br />
7 8<br />
Aromaten<br />
C 8<br />
m/p-Xylol<br />
Kristallisation<br />
Isomerisierung<br />
C 9+<br />
p-Xylol<br />
oder PAREX-Verfahren<br />
Xylole<br />
o-Xylol<br />
Hydrierung Extraktion Rektifikation Kristallisation Isomerisierung<br />
59
Verwendung des Ethens<br />
Polyethylen (HDPE)<br />
17 %/2200 kt<br />
Ethylbenzol<br />
7 %/900 kt<br />
Polyethylen<br />
(LDPE/LLDPE)<br />
38 %/5000 kt<br />
Ethylenoxid<br />
10 %/1300 kt<br />
Ethylendichlorid<br />
18 %/2400<br />
Sonstige<br />
5 %/650 kt<br />
Acetaldehyd/Ethanol<br />
5 %/650 kt<br />
Westeuropa 1987<br />
63
Verwendung des<br />
Propens<br />
Propylenoxid<br />
11 %/900 kt<br />
Acrylnitril<br />
17 %/1300 kt<br />
Oxo-Alkohole<br />
12 %/900 kt<br />
Cumol<br />
8 %/600 kt<br />
Isopropylalkohol<br />
6 %/500 kt<br />
Olgimere/<br />
Sonstige<br />
10 %/800 kt<br />
Westeuropa 1987<br />
Polypropylen<br />
36 %/2800 kt<br />
65
Verwendung des Benzols<br />
Westeuropa 1987<br />
Cyclohexan<br />
21 %/1100 kt<br />
Nitrobenzol<br />
7 %/370 kt<br />
Ethylbenzol<br />
44 %/2400 kt<br />
Alkylbenzol<br />
4 %/200 kt<br />
Cumol<br />
15 %/780 kt<br />
Sonstige<br />
9 %/350 kt<br />
67
Verfahren zur Herstellung der wichtigsten organischen<br />
Grundchemikalien<br />
*Unterschiedliche<br />
CO-H 2 -<br />
Verhältnisse<br />
benötigt<br />
70
18.03.99<br />
Gleichgewichtskonzentrationen des Simultangleichgewichts des<br />
Steamreforming-Verfahrens als Funktion der Temperatur bei 40 atm<br />
4 2 2 R<br />
2 2 2 R<br />
( )<br />
( )<br />
CH + H O CO + 3H ∆ h = 206.13kJ/mol 25°<br />
C<br />
CO + H O CO + H ∆ h = − 41.14kJ/mol 25°<br />
C<br />
0.8<br />
Molanteil<br />
0.6<br />
0.4<br />
n<br />
n<br />
H 2 O<br />
CH 4<br />
=<br />
3.2<br />
CH4<br />
H2O<br />
CO<br />
H2<br />
0.2<br />
CO2<br />
0<br />
600 800 1000 1200 1400<br />
Temperatur, K<br />
72
Erzeugung des Synthesegases ( N 2 + H 2 ) für die NH 3 -<br />
Synthesedurch Steamreforming<br />
73
AMMONIAKHERSTELLUNG: Prinzipschema für das<br />
Verfahren mit Druckwechsel-Adsorption<br />
Erdgas<br />
Ammoniak<br />
Ent-<br />
Primär-<br />
HT-CO-<br />
Druckwechsel-<br />
Ammoniakschwefelung<br />
Reformer Konvertierung Adsorption<br />
Synthese<br />
Angereicherte Luft<br />
N 2<br />
Luft<br />
Luftzerleger<br />
roe 99-06-22-01<br />
74
Herstellung von<br />
Wasserstoff<br />
Vergleich des<br />
klassischen und<br />
des modernen<br />
Verfahrens<br />
75
Typischer Komplex für die Herstellung von Synthesegas (CO+H 2 )<br />
Bilanz (t und kJ/Jahr).<br />
76
Herstellung von Vinylchlorid aus Acetylen und Ethylen<br />
80
Kombinationsprozeß zur Herstellung von Vinylchlorid<br />
81
Herstellung von Ethylenoxid (EO)<br />
früher Chlorhydrin-Verfahren:<br />
CH 2 =CH 2 + Cl 2 + H 2 O <br />
HO-CH 2 CH 2 -Cl + HCl (50-60°C)<br />
2 HO-CH 2 CH 2 -Cl + Ca(OH) 2 2 EO + CaCl 2<br />
Nebenreaktionen:<br />
CH 2 =CH 2 + Cl 2 CH 2 Cl-CH 2 Cl<br />
2 HO-CH 2 CH 2 -Cl Cl-CH 2 -CH 2 -O-CH 2 -CH 2 -Cl + H 2 O<br />
EO CH 3 CHO<br />
(pro 100 kg EO, 10-15 kg DCE, 7-9 kg Ether, 300-350 kg CaCl 2<br />
ab 1975 ausschließlich Direktoxidation (Explosionsgefahr)*<br />
• Luft<br />
• Sauerstoff<br />
• ähnliche Entwicklung PO (jedoch H 2 O 2 )<br />
82
Ethylenoxid-Herstellung durch Luftoxidation<br />
83
Ethylenoxid-Herstellung durch Sauerstoffoxidation<br />
84
Grundfließbild: Ethylenoxid-Herstellung durch Sauerstoffoxidation<br />
85
Reaktor zur katalytischen Oxidation von Ethen mit O 2<br />
86
Ethylenoxid-Chemie<br />
87
Gewinn = Erlös - Herstellkosten<br />
Erlös:<br />
Verkaufte Produktmenge * Preis/Mengeneinheit<br />
Gewinn<br />
Herstellkosten:<br />
Rücklagen<br />
Dividenden<br />
Steuern ca. 65%<br />
fixe und variable Kosten<br />
Rohstoffe<br />
Energien<br />
Löhne, Gehälter<br />
Investitionen<br />
Betriebskosten<br />
Vertriebskosten, ....<br />
teilweise auch<br />
Gutschriften<br />
weitere Kosten:<br />
Kantine, Feuerwehr,<br />
Werksbus, Generalia,<br />
Straßen, IHK,<br />
Overhead,<br />
Berufsgenossenschaft,<br />
Sport, FuE, Abfall, ....<br />
Zu unterscheiden sind folgende Verfahren:<br />
1. rohstoffintensive (z.B. Naturstoffe)<br />
2. energieintensive (z.B. elektrochemische Verfahren)<br />
3. investitionsintensive (z.B. Petrochemie)<br />
4. arbeitsintensive (selten in der chem. Industrie)<br />
89
Gewinn (bzw. Verlust) aus einer Produktion<br />
Erlöse<br />
Fall I<br />
Gewinn<br />
Gesamtkosten<br />
Verkaufskosten<br />
Generalia<br />
Forschungskosten<br />
Fall II<br />
Verlust<br />
Erlöse<br />
Ärger mit Aktionären<br />
(evtl. keine<br />
Ausschüttung)<br />
müssen aus<br />
Rücklagen gedeckt<br />
werden (nur über<br />
wenige Jahre<br />
möglich)<br />
Konsequenz: Kosten<br />
senken oder Anlage<br />
stilllegen<br />
Herstellkosten<br />
90
Ermittlung Herstellkosten (Kalkulation)*<br />
Vorkalkulation:<br />
Berechnung der Herstellkosten für ein neues Produkt<br />
Nachkalkulation:<br />
a) Kontrolle der Produktionskosten<br />
b) Verbrauchszahlen (Energie, Material):<br />
wichtige Indikatoren ob Verfahren wie geplant läuft<br />
Ermittlung der Kosten dient:<br />
a) Rentabilitätskontrolle<br />
b) Wirtschaftlichkeitsanalyse<br />
c) Vergleich verschiedener Verfahrensvarianten<br />
und liefert Hinweise zur Verbesserung und Rationalisierung des Verfahrens<br />
* üblicherweise auf bestimmte Menge des Produkts (z.B. 1 t) bezogen<br />
91
Herstellkosten<br />
Beschäftigungsfixe Kosten<br />
(von Produktionsleistung unabhängig)<br />
1. Abschreibung für Anlage oder<br />
Anlagenmiete (Leasing)<br />
2. Kalkulatorische Zinsen für<br />
investiertes Kapital,<br />
Versicherungskosten für Anlage<br />
3. Vermögensabhängige Steuern in<br />
Abhängigkeit von der Höhe des<br />
Betriebsvermögens (z.B.<br />
Katalysator Pt, ..)<br />
4. Gehälter und Löhne des Stammpersonals<br />
der Produktionsstätte<br />
Beschäftigungsvariable Kosten<br />
(etwa proportional der Produktionsleistung)<br />
1. Rohstoffe<br />
2. Energiekosten<br />
3. Löhne für zusätzliche Arbeitskräfte<br />
4. Sonstige Betriebskosten (z.B.<br />
Wasser)<br />
5. Vertriebskosten (z.B.<br />
Transportkosten)<br />
6. Umweltschutzkosten, (sog.<br />
„pollution control costs“) soweit<br />
nicht in Investitionen enthalten<br />
7. Analytik<br />
92
Fragen bei der Ermittlung der Herstellkosten (Kalkulation)*<br />
•Höhe Kapitalbedarf ?<br />
•Rohstoffkosten ?<br />
•Energiekosten ?<br />
•Personalkosten ?<br />
Richtwerte Chemische Industrie<br />
Investitionen 15 – 30 % (20 %)<br />
Energie 10 – 40 % (15 %)<br />
Rohstoffe 30 – 90 % (45 %)<br />
Gehälter, Löhne 5 – 25 % ( 20 %)<br />
93
Ermittlung des Kapitalbedarfs<br />
Anlagenkapital (ca. 80-85%):<br />
Mittel für die Planung und Errichtung der Anlage einschließlich<br />
Gebäuden, für Erwerb von Grundstücken, Abwicklung des Projekts<br />
Umlaufkapital (ca. 15-20%):<br />
1. Vorräte an Roh- und Hilfsstoffen ( Katalysator, Absorptionsmittel, .. )<br />
2. Lagerbestände an Zwischen- und Endprodukten<br />
3. Forderungen für nicht bezahlte Produkte<br />
4. Barmittel zur Aufrechterhaltung der Zahlungsbereitschaft (Löhne,<br />
Gehälter, Rechnungen)<br />
94
Ermittlung der Investitionskosten einer<br />
Chemieanlage<br />
Neuanlage* bzw. bereits existierende Anlage:<br />
• Anfrage bei Anlagebauern ( Linde, Lurgi, Krupp-Uhde, ... )<br />
• Haupt- und Zuschlagfaktor<br />
• Gesamtfaktor<br />
• Umrechnung auf andere Kapazitäten:<br />
(Degressionskoeffizient)<br />
• bei ähnlichen Verfahren (Preisindex, Länderindex)<br />
* schwierige Aufgabe für den Technischen Chemiker bzw. Chemieingenieur<br />
95
Zuschlagfaktoren zur Ermittlung des Anlagenkapitals<br />
Hauptpositionen:<br />
Apparate und Maschinen 1,00<br />
Direkte Nebenpositionen:<br />
Zuschlagfaktor<br />
Schwankungsbreite<br />
Genaue Angaben vom Hersteller,<br />
z.B. für Reaktor, Trennkolonnen<br />
Apparatemontage 0,15 0,10...0,25<br />
Rohrleitungen und Armaturen 0,60 0,40...1,00<br />
Mess- und Regeltechnik 0,35 0,20...1,20<br />
Elektrotechnik 0,20 0,20...0,50<br />
Bauleistungen (Gebäude, Fundamente, Gerüste) 0,65 0,30...1,00<br />
Verschiedenes (Isolierungen, Feuerschutz, 0,15 0,10...0,25<br />
Anschlußleitungen für Energien)<br />
Zwischensumme Z 3,10<br />
Indirekte Nebenpositionen:<br />
Planung (Engineering) 0,40 0,25...0,50<br />
Unvorhergesehenes 0,20 0,15...0,30<br />
Gesamtfaktor G 3,70 2,90...4,50<br />
Spezialisten berechnen G auf wenige % 96genau
Möglichkeit zur Berechnung der Investitionskosten<br />
bei Erweiterung der Anlagenkapazität<br />
Preis für Anlage<br />
Preis für Anlage<br />
1<br />
2<br />
=<br />
⎛ Kapazität der<br />
⎜<br />
⎝ Kapazität der<br />
Anlage 1 ⎞<br />
⎟<br />
Anlage 2 ⎠<br />
χ<br />
χ Degressionskoeffizient (oftmals 0.6 - 0.7)<br />
Beispiel: Tank (vereinfacht als Kugel angenommen)<br />
Kapazität C proportional dem Volumen V (V=4/3 Π r 3 )<br />
Preis P proportional der Oberfläche A (A=4 Π r 2 )<br />
(Materialpreis)<br />
2<br />
2 / 3<br />
P r<br />
3<br />
2<br />
1 =<br />
1 C1<br />
r ⎛<br />
1<br />
C ⎞<br />
1<br />
r1<br />
2 = ⇒<br />
3<br />
2<br />
P2<br />
r2<br />
C r<br />
⎜ =<br />
C<br />
⎟<br />
r<br />
2 2<br />
2<br />
2<br />
⎝<br />
⎠<br />
P<br />
P<br />
1<br />
2<br />
⎛ C<br />
= ⎜<br />
⎝ C<br />
1<br />
2<br />
⎞<br />
⎟<br />
⎠<br />
2 / 3<br />
97
Abhängigkeit der Investitionen von der<br />
Anlagenkapazität<br />
d.h. Einstranganlagen insbesondere bei kleinen Degressionskoeffizienten<br />
98
Ethylen-Herstellkosten einschl. 12% Rendite<br />
in Abhängigkeit von der Anlagenkapazität<br />
99
Rohöl-<br />
Weltmarktpreis<br />
www.tecson.de/prohoel.htm<br />
102
Rohöl-Weltmarktpreis<br />
www.tecson.de/poelhist.htm<br />
103
Abhängigkeit des Erdgaspreises vom Standort<br />
Wo wird man NH 3 - oder Kunstdünger-Anlagen bauen?<br />
104
Prices of Some Bulk Chemicals in Europe and the<br />
USA (US $/t), January 1999 a<br />
Chemical Europe, spot Europe, contract<br />
USA,<br />
contract<br />
Ethene 320 – 330 (cif, nom) 404 335 – 340 (Oct)<br />
Propene b 230 – 250 (cif, nom) 265 276 (Oct)<br />
Butadiene 200 – 210 (fob, nom) 288 331 (Nov)<br />
Benzene 207 – 212 (fob) 222 239 (Nov)<br />
Toluene 170 – 175 (fob, nom) 184 204 (Nov)<br />
p-Xylene 225 – 230 (fob) 315 325 (Q4)<br />
o-Xylene 228 – 237 (fob) 243 287 (Q4)<br />
Styrene 390 – 400 (T2, fob, nom) 467 – 492 507 – 520 (Oct)<br />
Methanol 90 – 95 (T2, fob) 105 103 – 108 (Oct)<br />
80 – 85 (T1, cif, nom)<br />
MTBE 168 – 170 (fob, nom) n.a. n.a.<br />
Ammonia 105 – 110 (CFR) n.a. n.a.<br />
a Source: European Chemical News, 11 – 18 January 1999. fob = free-on board; cif = cost,<br />
insurance and freight; T1 = imported material subject to EC common external tariffs; T2 = EC<br />
material, not dutiable; nom = initial but unfixed negotiating range; n.a. = not available<br />
b Polymer grade.<br />
105
Rohstoffpreise (DM/t) und Dollarkurs 1988/1989<br />
PRODUKT J F M A M J J A S O N D QUELLE<br />
DOLLARKURS 1988 1.6517 1.6976 1.6780 1.6733 1.6934 1.7557 1.8440 1.8874 1.8669 1.8215 1.7497 1.7555<br />
1989 1.8403 1.8521 1.8653 1.8704 1.9503 1.9809 1.8941 1.9260 1.9526 1.8400 1.8304<br />
ROHÖL 1988 215.48 213.99 205.86 202.15 209.78 218.50 215.71 219.19 205.43 184.77 180.02 199.10<br />
1989 225.32 244.52 251.41 274.14 276.82 272.10 255.68 245.37 254.80 261.34<br />
NAPHTHA 1988 240 255 229 250 271 268 258 253 241 227 228 239<br />
1989 279 294 318 334 343 329 297 291 298 283 286<br />
ETHYLEN V 1988 835 820 815 815 838 835 908 908 1019 1060 1060 1060<br />
ECN - LC<br />
1989 1220 1220 1238 1240 1240 1240 1131 1115 1115 1059 945<br />
S 1988 824 820 863 897 988 1076 1075 1103 1240 1406 1525 1538<br />
ICIS<br />
1989 1513 1509 1573 1638 1628 1292 1064 1031 968 909 812<br />
PROPYLEN V 1988 620 620 610 586 588 588 621 626 787 840 840 840<br />
FCN - LC<br />
1989 950 973 1060 1060 1060 1060 966 825 825 743 716<br />
S 1988 562 559 542 556 627 636 634 712 930 993 1069 1138<br />
ECN<br />
1989 1222 1167 1192 1132 1141 975 790 742 769 653 542<br />
BENZOL V 1988 435 435 508 580 580 580 570 570 593 660 660 660<br />
ECN - LC<br />
1989 998 1000 963 850 850 800 650 650 656 663 660<br />
S 1988 429 526 594 545 532 532 572 619 652 623 719 994<br />
ECN<br />
1989 1041 872 864 853 780 666 525 614 666 734 831<br />
TOLUOL V 1988 317 351 360 406 460 470 470 470 483 520 520 520<br />
ECN - LC<br />
1989 635 750 750 720 690 690 561 529 526 518 518<br />
S 1988 344 394 443 433 437 437 463 496 526 503 572 683<br />
ECN<br />
1989 710 604 651 686 657 543 449 449 486 538 518<br />
p-XYLOL V 1988 627 610 610 705 800 800 868 940 1005 1070 1070 1070<br />
ECN - LC<br />
1989 1165 1170 1170 1198 1225 1225 1225 1225 1225 1225 1225<br />
S 1988 629 822 1030 1006 1016 1015 1070 1159 1230 1404 1576 1605<br />
ECN<br />
1989 1700 1459 1487 1392 1274 1264 1155 1238 1261 1196 1128<br />
o-XYLOL V 1988 480 480 480 533 585 585 583 580 630 780 780 865<br />
ECN – LC<br />
1989 954 965 955 925 925 874 720 720 703 650 650<br />
S 1988 472 538 564 566 559 567 610 662 754 858 959 1027<br />
ECN<br />
1989 1102 1039 927 838 852 777 600 609 633 595 575<br />
METHANOL V 1988 293 293 293 311 311 311 338 338 338 338 338 338 PLATTS<br />
1989 318 318 318 318 318 318 253 253 253 180 155 PETROSCAN<br />
S 1988 304 301 304 313 320 334 343 343 339 332 324 319<br />
1989 315 315 314 307 289 257 220 168 135 150 165<br />
STYROL V 1988 2220 2220 2220 2220 2350 2350 2475 2550 2550 2600 2600 2600<br />
ECN – LC<br />
1989 2495 2460 2460 2060 2060 2060 1660 1660 1575 1320 1320<br />
S 1988 2382 2684 2671 2717 3092 3329 3528 3535 2847 2561 2334 2386<br />
ECN<br />
1989 2315 2213 2052 1913 1568 1622 1297 1333 1351 1230 1195<br />
H O E C H S T A G RESSORT BESCHAFFUNG / G H I + K-PLOT 06.12.1989 V = Vertragspreis S = Spotpreis 106<br />
DEUTSCHE<br />
BUNDESBANK<br />
BUNDESANT.<br />
FÜR GEW.<br />
WIRTSCHAFT.<br />
PLATTS-MARKETSCAN
Mittlere Energiepreise für Industrieverbraucher in Deutschland<br />
(2005)<br />
elektrischer Strom 0,05 - 0,06 € kWh -1<br />
Dampf:<br />
Niederdruckdampf (3-5 bar) ca. 16,- € t -1<br />
Mitteldruckdampf (15-25 bar) ca. 18,- € t -1<br />
Hochdruckdampf (80-120 bar)<br />
ca. 20 - 25 € t<br />
-1<br />
Erdgas 200 - 250 € t -1<br />
Kühlwasser 0,04 - 0,08 € m -3<br />
Prozesswasser 0,30 - 0.60 € m -3<br />
Trinkwasser 1,20 - 2,50 € m -3<br />
entsalztes Wasser 2,00 - 3,00 € m -3<br />
Druckluft 5,00 -20,00 € pro 1000Nm 3<br />
M. Baerns, et al., Technische Chemie, Wiley-VCH, Weinheim<br />
2006<br />
107
Aus: Forschung & Lehre 7/2003<br />
S. 348<br />
108<br />
Freizeit-Weltmeister Deutschland
Personalkosten Deutschland<br />
Lohn bzw. Gehalt einschließlich Zuschläge und<br />
Werksgemeinkostenanteil:<br />
Facharbeiter Normalschicht € a -1 64 000<br />
Facharbeiter Wechselschicht € a -1 70 000<br />
Techniker € a -1 72 000<br />
Betriebsführer € a -1 110 000<br />
109
Herstellkosten ( ausführliche und vereinfachte<br />
Kalkulation )<br />
Ausführliche Kalkulation<br />
A Material<br />
Rohstoffe, Hilfsstoffe (Katalysatoren, Lösungsmittel, Adsorptionsmittel, usw.)<br />
Vereinfachte Kalkulation<br />
A Material<br />
B Energien<br />
Elektrischer Strom, Dampf, Gas, Wasser, Kühlsole, Druckluft<br />
B Energien<br />
C Personal<br />
C‘ Personal - und personalabhängige Kosten<br />
Löhne und Gehälter<br />
Löhne und Gehälter<br />
Zuschläge (Sozialversicherung, Schicht - und Feiertags - Zuschläge<br />
Zulagen, Urlaubsgeld, Betriebsprämien usw.)<br />
5...15 % der Löhne und Gehälter<br />
D Werksgemeinkosten<br />
Innerbetrieblicher Transport, Straßen, Sicherheit, Feuerschutz<br />
Sozialeinrichtungen (Umkleideraum, Kantine, Sanitätsstation)<br />
Werksverwaltung<br />
EInvestitionskapital<br />
Abschreibung des Anlagenkapitals<br />
Zinsen auf Anlagen- und Umlaufkapital<br />
E‘Kapital-und kapitalabhängige Kosten<br />
1-3% des Anlagenneuwerts<br />
10 % des Anlagenneuwerts<br />
6-8% des Anlagenneuwerts<br />
FReparaturen und Wartung<br />
G Steuern und Versicherungen<br />
Vermögenssteuer und andere ertragsunabhängige Steuern, Versicherungen<br />
H Verschiedene Kosten<br />
Analysen, Verpackung und Versand (ohne Fracht)<br />
Abwasser und<br />
-<br />
Abluftreinigung<br />
3- 5% des Anlagenneuwerts<br />
1,5% des Anlagenneuwerts<br />
21,5...27,5% des Anlagenneuwerts<br />
HVerschiedene Kosten<br />
2...10% von (A + B + C‘ + E‘)<br />
Quelle: Baerns et al, Technische Chemie, Wiley-VCH, Weinheim 2006<br />
113
Daten für eine Anlage zur Herstellung von Ethylenoxid (EO)<br />
durch Direktoxidation von Ethylen<br />
Produktionskapazität 180 000 t EO a -1 = 22.5 t EO h -1<br />
bei 8000 Betriebsstunden pro Jahr<br />
Anlagenkapital (Deutschland 2005)<br />
112 Mio. € = 622.22 €/t EO/a<br />
Rohstoffbedarf<br />
• Ethylen 0.790 t (t EO) -1<br />
• Sauerstoff 0.800 t (t EO) -1<br />
+ Katalysator, Hilfsstoffe ( 15 € + 5 € pro t EO)<br />
Energiebedarf<br />
• elektrischer Strom 600 kWh (t EO) -1<br />
• Kühlwasser 300 m 3 (t EO) -1<br />
Energieerzeugung<br />
• Mitteldruckdampf (19 bar, 210 °C) 0.1 t (t EO) -1<br />
Nebenprodukt<br />
• Ethylenglykol (roh) 0.05 t (t EO) -1<br />
Quelle: Baerns, Technische Chemie, Wiley-VCH, Weinheim 2006<br />
114
Personal- und personalabhängige Kosten<br />
Personalbedarf Lohn bzw. Gehalt einschl. € a -1<br />
Zuschläge und Werksgemeinkosten<br />
(€ a -1 )<br />
5 Schichten<br />
• 3 Facharbeiter/Schicht 64 000 960 000<br />
• 1 Schichtführer/Schicht 70 000 350 000<br />
• 1 Techniker 72 000 72 000<br />
• 1 Betriebsführer 110 000 110 000<br />
Insgesamt 1 492 000<br />
115
Kalkulation der Herstellkosten von Ethylenoxid (€ t -1 EO);<br />
Anlagenkapazität 180 000 t EO a -1 ; Kostenbasis Deutschland 2005<br />
Kostenart Einheitspreis € t -1 EO<br />
A Material<br />
Rohstoffe<br />
0.790 t Ethylen 760 € t -1 600.40<br />
0.800 t Sauerstoff 60 € t -1 48.00<br />
Katalysator 15.00<br />
Hilfsstoffe (Methan, sonst. Chemikalien) 5.00<br />
0.05 t Ethylenglykol (roh) 300 € t -1 -15.00<br />
B<br />
Energien<br />
653.40<br />
600 kWh elektrischer Strom 0.06 € kWh -1 36.00<br />
300 m 3 Kühlwasser 0.07 € m -3 21.00<br />
0.1 t Dampf (19 bar, 210°C)(Gutschrift) 14.00 € t -1 - 1.40<br />
55.60<br />
116
Kalkulation der Herstellkosten von Ethylenoxid (€ t -1 EO);<br />
Anlagenkapazität 180 000 t EO a -1 ; Kostenbasis Deutschland 2005<br />
Kostenart Einheitspreis € t -1 EO<br />
C‘ Personal- und personalabhängige<br />
Kosten 1 492 000 € a -1 8.30<br />
E‘ Kapital- und kapitalabhängige Kosten<br />
pro Jahr: 23 % von 112 Mio. € 25 760 000 € a -1 143.10<br />
H Verschiedene Kosten<br />
3 % von (A + B + C‘ + E‘) 25.80<br />
Herstellkosten 886.20<br />
117
Ermittlung des Gewinns aus einer Ethylenoxidproduktion;<br />
Auslastung 100 %; Kostenbasis: Deutschland 2005<br />
Mio. € a -1<br />
€ t -1 EO<br />
Erlöse 1100 €/t EO (Umsatz) 198.000 1 100.00<br />
- Verkaufskosten (5 % vom Umsatz) 9.900 55.00<br />
- Generalia (3 % vom Umsatz) 5.940 33.00<br />
- Lizenzgebühren (1 % vom Umsatz) 1.980 11.00<br />
- Herstellkosten (886.20 € . 180000) 159.516 886.20<br />
= Gewinn 20.664 114.80<br />
118
Fixe und proportionale Kosten einer Ethylenoxidanlage für 180 000 t a -1<br />
bei einer Auslastung von 100 %; Kostenbasis: Deutschland 2005<br />
Fixe Kosten<br />
Kostenanteil Mio. € a -1<br />
• Personal- und personalabhängige Kosten 100 % 1.492<br />
• Kapital- und kapitalabhängige Kosten 100 % 25.760<br />
• Verschiedene Kosten 50 % 2.322<br />
• Verkauf 25 % 2.475<br />
• Generalia 100 % 5.940<br />
Summe 37.989<br />
Proportionale Kosten<br />
• Materialien 100 % 117.612<br />
• Energien 100 % 10.008<br />
• Verschiedene Kosten 50 % 2.322<br />
• Verkauf 75 % 7.425<br />
• Lizenzgebühren 100 % 1.980<br />
Summe 139.347 119
Fixe und proportionale Kosten einer Ethylenoxidanlage für 180 000 t a -1<br />
bei einer Auslastung von 100 %; Kostenbasis: Deutschland 2005<br />
Fixe Kosten<br />
Kostenanteil Mio. € a -1<br />
• Personal- und personalabhängige Kosten 100 % 1.492<br />
• Kapital- und kapitalabhängige Kosten 100 % 25.760<br />
• Verschiedene Kosten 50 % 2.322<br />
• Verkauf Gesamtkosten = fixe Kosten + variable 25 % 2.475<br />
• Generalia Kosten<br />
100 % 5.940<br />
Summe = 37.989 + 139.347 X (Mio. € a -1 )<br />
37.989<br />
Proportionale Kosten<br />
• Materialien 100 % 117.612<br />
Erlöse = 198 X (Mio. € a -1 )<br />
• Energien 100 % 10.008<br />
• Verschiedene Kosten 50 % 2.322<br />
• Verkauf 75 % 7.425<br />
• Lizenzgebühren 100 % 1.980<br />
Summe 139.347 120
Kostendiagramm: vereinfachte Darstellung mit linearer Abhängigkeit der<br />
Kosten<br />
sollte 1211<br />
sein
Kostendiagramm: Nichtlineare Abhängigkeit der Kosten vom<br />
Auslastungsgrad<br />
Break-even point<br />
shut down point<br />
sollte 1221<br />
sein
Sensitivitätsanalyse<br />
20<br />
18<br />
Investitionskosten<br />
Auslastung<br />
Herstellkosten<br />
Produktpreis<br />
Rendite in %<br />
16<br />
14<br />
12<br />
10<br />
-20 -10 0 10 20<br />
Änderung in Prozent<br />
123
Anforderungen an den Standort<br />
•gute Verkehrsanbindung ( Antwerpen, Rotterdam, .. )<br />
•qualifizierte Arbeitskräfte<br />
•gesicherte und günstige Rohstoffversorgung<br />
•gesicherte und preiswerte Energieversorgung<br />
•Nähe von Abnehmern<br />
•gesetzliche Vorschriften ( Umweltschutz, Sicherheit, .. )<br />
Ausschlaggebend für Rentabilität:<br />
•Steuergesetze<br />
•Ein- und Ausfuhrzölle<br />
•politische Situation<br />
•Möglichkeit des Transfers von Gewinnen<br />
126