x - Gmehling
x - Gmehling
x - Gmehling

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
11.02.99<br />
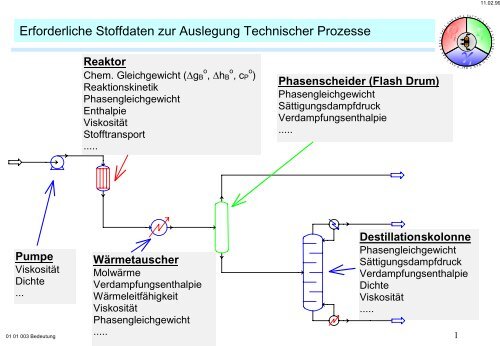
Erforderliche Stoffdaten zur Auslegung Technischer Prozesse<br />
Reaktor<br />
Chem. Gleichgewicht (ΔgB o , ΔhB o , cP o )<br />
Reaktionskinetik<br />
Phasengleichgewicht<br />
Enthalpie<br />
Viskosität<br />
Stofftransport<br />
.....<br />
Phasenscheider (Flash Drum)<br />
Phasengleichgewicht<br />
Sättigungsdampfdruck<br />
Verdampfungsenthalpie<br />
.....<br />
Pumpe<br />
Viskosität<br />
Dichte<br />
...<br />
01 01 003 Bedeutung<br />
Wärmetauscher<br />
Molwärme<br />
Verdampfungsenthalpie<br />
Wärmeleitfähigkeit<br />
Viskosität<br />
Phasengleichgewicht<br />
.....<br />
Destillationskolonne<br />
Phasengleichgewicht<br />
Sättigungsdampfdruck<br />
Verdampfungsenthalpie<br />
Dichte<br />
Viskosität<br />
.....<br />
1
Beschaffung von Stoffdaten als f (T,P)<br />
• Experimentelle Daten<br />
(z.B. aus Tabellenwerken, Datenbanken, über Korrelationen)<br />
• Anwendungen von Abschätzmethoden<br />
1. Basierend auf empirischen, halbtheoretischen oder theoretischen Ansätzen<br />
a) z.B. Guldbergsche Regel T S<br />
/T kr<br />
=2/3<br />
Troutonsche Regel Δh V<br />
=90 T S<br />
[J/mol]<br />
b) ideales Gasgesetz<br />
c) Clausius-Clapeyron-Gleichung<br />
2. Korrespondenzmethoden (generalisierte Zustandsgleichungen)<br />
a) Zweiparameter-Korrespondenzprinzip<br />
b) Dreiparameter-Korrespondenzprinzip<br />
3. Gruppenbeitragsmethoden, basierend auf:<br />
a) den Beiträgen der Elemente<br />
b) den Beiträgen der Strukturgruppen<br />
c) wie b) und zusätzlich Beitrag der nächsten Nachbargruppen<br />
d) wie c) und zusätzlich Beiträge der übernächsten Nachbargruppen<br />
2
Beziehungen zur Abschätzung verschiedener<br />
Reinstoffdaten (Joback, Reid)<br />
11.02.99<br />
02 01 034 PvT<br />
3
11.02.99<br />
Ausgewählte Gruppenparameter (Joback)<br />
02 01 035 PvT<br />
4
11.02.99<br />
Abschätzmethode nach Joback, ausgewählte Gruppenbeiträge<br />
02 04 002 Bildung<br />
5
Berechnung der Standardbildungsgrößen im idealen Gaszustand<br />
Beispiel: Ethanol bei 298.15 K (Joback-Methode)<br />
Standardbildungsenthalpie<br />
(kJ/mol)<br />
Gibbsche Standardbildungsenthalpie<br />
(kJ/mol)<br />
CH 3 -76.45 -43.96<br />
CH 2 -20.64 8.42<br />
OH -208.04 -189.20<br />
ARTIST<br />
68.29 53.88<br />
Summe -236.84 -170.86<br />
Literatur: -234.8 kJ/mol -168.28 kJ/mol<br />
6
Verdampfungsenthalpie verschiedener Komponenten als Funktion der Temperatur<br />
7
11.02.99<br />
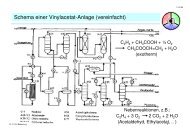
Schema einer Vinylacetat-Anlage<br />
101 01 016 Bedeutung<br />
8
Mengenbilanz ( kontinuierliches Verfahren, Molbasis )<br />
n<br />
o<br />
- n<br />
e<br />
+ R = W<br />
R<br />
n : eintretender Strom<br />
o<br />
n : austretender Strom<br />
e<br />
n o<br />
n e<br />
R : Mengenänderung durch chemische Reaktion<br />
R = r · V<br />
i<br />
R<br />
W<br />
W : Akkumulation<br />
W = dn / dt<br />
i<br />
Grenzfälle: stationärer Fall: W = 0<br />
keine chemische Reaktion: R = 0<br />
diskontinuierlich: n<br />
o<br />
= n<br />
e<br />
= 0<br />
Anmerkung: alle Ströme / Mengen: [kmol/h]<br />
9
Enthalpiebilanz ( kontinuierliches Verfahren, Molbasis )<br />
H - H + Q + Q = Q<br />
o e T R W<br />
Q R<br />
H<br />
o: eintretender Enthalpiestrom<br />
H = n ·c · (T - T*)<br />
o o P,o o<br />
H o<br />
H e<br />
H<br />
e: austretender Enthalpiestrom<br />
H<br />
e<br />
= n<br />
e·c<br />
P,e·(T e<br />
- T*)<br />
Q : Wärmestrom durch chemische Reaktion<br />
R<br />
Q = -r ·V · Δh<br />
R i R R<br />
Q : ausgetauschter Wärmestrom<br />
T<br />
Q = k ·A· ΔT<br />
T<br />
w<br />
Q<br />
W: akkumulierter Wärmestrom<br />
Q = dQ/dt<br />
W<br />
Q<br />
T<br />
QW<br />
Grenzfälle:<br />
stationärer Fall: Q<br />
W<br />
= 0<br />
adiabatisch: Q<br />
T<br />
= 0<br />
keine chemische Reaktion: Q<br />
R<br />
= 0<br />
diskontinuierlich: H = H = 0<br />
Anmerkungen:<br />
alle Enthalpie- / Wärmeströme: [kJ/h]<br />
T* = Referenztemperatur<br />
o<br />
10<br />
e
Idealer Rührkessel ( continuous stirred tank reactor (CSTR)<br />
( totale Rückvermischung ))<br />
n<br />
c<br />
Ao<br />
Ao<br />
V<br />
X<br />
o<br />
Ao<br />
z.B. Reaktion 1. Ordnung:<br />
c A<br />
c A<br />
c Ao<br />
c Ao<br />
c Ae<br />
c<br />
n V<br />
Ae<br />
Ae e<br />
c<br />
Ae<br />
XAe<br />
t<br />
V R<br />
c<br />
A ≠ f(x)<br />
c A ≠ f(t)<br />
A<br />
⎯→<br />
B<br />
r A ≠ f(x)<br />
x<br />
Bilanzraum V R<br />
stationärer Fall<br />
Mengenbilanz:<br />
n - n + r V = 0<br />
Ao Ae A R<br />
11
Ideales Rohr ( plug flow reactor (PFR) (keine Rückvermischung))<br />
pfr.cdr, 28.11.2000<br />
z.B. Reaktion 1. Ordnung:<br />
A<br />
⎯→<br />
B<br />
Bilanzraum dV R<br />
n<br />
Ao<br />
Vo<br />
n<br />
n A n<br />
A<br />
+ dnA<br />
c<br />
Ao<br />
X<br />
c<br />
Ao<br />
x<br />
0 L<br />
Ae<br />
Ae<br />
V<br />
X<br />
e<br />
Ae<br />
c A<br />
c A<br />
c<br />
x = 0<br />
Ao<br />
c Ao<br />
-r<br />
A<br />
= k · c<br />
c<br />
c<br />
Ae Ae<br />
c =<br />
A<br />
f(x)<br />
x = L/2<br />
x = L<br />
t<br />
r = f(x)<br />
A<br />
Ao<br />
x L<br />
-r<br />
A<br />
= k · cAe<br />
c<br />
A(x) ≠ f(t)<br />
stationärer Fall<br />
Mengenbilanz<br />
für dV :<br />
R<br />
n<br />
A<br />
- (n<br />
A<br />
+ dn<br />
A<br />
) + rAdV R<br />
= 0<br />
12
Abhängigkeit der Selektivität vom Verweilzeitverhalten<br />
( CSTR, PFR )<br />
A<br />
k 1 k 2<br />
→ B →<br />
C<br />
MathCad<br />
13
„Hot spot“ im Rohrreaktor<br />
Temperatur T<br />
Q<br />
R<br />
ΔT<br />
L<br />
1<br />
A B<br />
Thot spot = f (r,V,c <br />
A0, Δh R,k W,k(T))<br />
z.B. rA<br />
k(T) c<br />
QR<br />
< QA<br />
dQ<br />
A = kW⋅dA ⋅ΔT = kW⋅2⋅π⋅rdL<br />
⋅ ⋅<br />
Reaktionsmedium<br />
dQ R = k(T)<br />
⋅cA⋅dVR⋅( −Δh<br />
R)<br />
2<br />
steigende k(T)<br />
= k(T) ⋅cA<br />
⋅π⋅r ⋅dL⋅( −ΔhR<br />
)<br />
sinkende Konz. c<br />
A<br />
> Q<br />
<br />
A<br />
A<br />
ΔT<br />
ΔT<br />
L<br />
2<br />
T K ü h lm itte l<br />
(z.B. siedendes Wasser bei entsprechendem Druck)<br />
Länge L<br />
14
Thermische Trennverfahren<br />
Trennhilfsmittel<br />
(Energie oder/und selektive Zusatzstoffe)<br />
Zulauf<br />
Stufe i<br />
Ströme<br />
unterschiedlicher<br />
Zusammensetzung<br />
15
Verkaufspreis als Funktion der Ausgangskonzentration<br />
a) Bioprodukte (Dwyer J. L., Bio/Technology 2, 957 (1984))<br />
b) verschiedene Produkte<br />
16
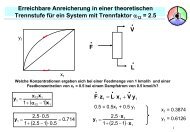
Dampf-Flüssig-Gleichgewicht<br />
S<br />
xi γiPi<br />
=<br />
y P<br />
i<br />
K-Faktor:<br />
K<br />
i<br />
=<br />
y<br />
x<br />
i<br />
i<br />
=<br />
γiP<br />
P<br />
s<br />
1<br />
Trennfaktor α 12 :<br />
K1<br />
y1<br />
/ x1<br />
α<br />
1,<br />
2<br />
= = =<br />
K y / x<br />
2<br />
2<br />
2<br />
γ<br />
γ<br />
P<br />
P<br />
1<br />
2<br />
s<br />
1<br />
s<br />
2<br />
Mit x 2 =1-x 1 bzw. y 2 =1-y 1 erhält man daraus:<br />
y<br />
1<br />
=<br />
α12x1<br />
1+ ( α −1)<br />
x<br />
12<br />
1<br />
Für x 1 =0.5 ergibt sich dann für den Molanteil in der Dampfphase unter der Annahme<br />
α 12 =2.5 (z.B. Benzol-Toluol):<br />
2.<br />
5⋅<br />
0.<br />
5<br />
y1<br />
=<br />
= 0.<br />
7143<br />
1+<br />
( 2.<br />
5 −1)<br />
⋅ 0.<br />
5<br />
17
Erhöhung der Anreicherung durch Teilkondensation<br />
•<br />
V f,<br />
y<br />
f<br />
•<br />
F,z F<br />
Stufe f<br />
Dampf<br />
•<br />
L f ,<br />
x<br />
f<br />
•<br />
+1,<br />
f +1<br />
V f y<br />
•<br />
V f ,<br />
y<br />
f<br />
Stufe f + 1<br />
•<br />
F,z F<br />
Stufe f<br />
•<br />
L f +1, x<br />
f +1<br />
Kühlwasser<br />
Dampf<br />
•<br />
L f ,<br />
x<br />
f<br />
18
Erhöhung der Anreicherung durch Verdampfung und Kondensation<br />
•<br />
VN−1<br />
N<br />
•<br />
•<br />
V f +1 VN−2<br />
V • f<br />
f+1<br />
Kühlwasser<br />
N-1<br />
Kühlwasser<br />
•<br />
LN−1<br />
V • N<br />
N<br />
L •<br />
Zulauf<br />
f<br />
Kühlwasser<br />
•<br />
Lf +1<br />
−1<br />
L • f-1<br />
f<br />
Dampf<br />
•<br />
Lf −1<br />
V f<br />
•<br />
L3<br />
2<br />
•<br />
V 2<br />
•<br />
V1<br />
•<br />
Dampf<br />
•<br />
L2<br />
1<br />
Dampf<br />
•<br />
L1<br />
19
Realisierung in der Praxis<br />
•<br />
F<br />
f<br />
•<br />
V N<br />
Kühlwasser<br />
−1<br />
N<br />
•<br />
N<br />
V N−2<br />
N-1<br />
L •<br />
N<br />
•<br />
•<br />
V f +1<br />
LN−1<br />
N-2<br />
V • •<br />
f<br />
LN−2<br />
f+1<br />
•<br />
L f +1<br />
•<br />
V f −1<br />
•<br />
f-1<br />
L • V 3<br />
f<br />
•<br />
V 2<br />
• 3<br />
L f −1<br />
2<br />
•<br />
L3<br />
•<br />
L 2<br />
•<br />
V1<br />
Dampf<br />
1<br />
•<br />
L1<br />
V •<br />
N<br />
•<br />
F<br />
V •<br />
•<br />
L1<br />
20
Aufbau einer Rektifikationskolonne<br />
21
Typische Bodenkolonne<br />
Glockenböden<br />
Ventilböden<br />
Tunnelböden<br />
Siebböden<br />
22
Typische<br />
Packungskolonne<br />
23
Material- und Enthalpiebilanz für eine Gleichgewichtsstufe<br />
(MESH-Gleichungen)<br />
MESH_neu.doc<br />
M<br />
i, j<br />
⋅<br />
= L<br />
j+<br />
1<br />
⋅<br />
x<br />
− (V<br />
j<br />
i,j+<br />
1<br />
⋅<br />
+ S<br />
⋅<br />
+ V<br />
V<br />
j<br />
E ij ,<br />
y ij ,<br />
K ij ,<br />
x ij ,<br />
)y<br />
j−1<br />
i, j<br />
y<br />
i, j−1<br />
= 0<br />
⋅<br />
+ F<br />
j<br />
z<br />
i, j<br />
⋅<br />
− (L<br />
j<br />
⋅<br />
+ S<br />
= − =0<br />
( K yij<br />
,<br />
ij ,<br />
=<br />
) xij<br />
,<br />
= ∑ − 10=<br />
0<br />
= ∑ − 10=<br />
0<br />
S yj ,<br />
y ij ,<br />
.<br />
S xj ,<br />
x ij ,<br />
.<br />
L<br />
j<br />
)x<br />
i, j<br />
H<br />
j<br />
⋅<br />
= L<br />
j+<br />
1<br />
⋅<br />
− (V<br />
h<br />
j<br />
L<br />
j+<br />
1<br />
⋅<br />
+ S<br />
⋅<br />
+ V<br />
V<br />
j<br />
)h<br />
j−1<br />
V<br />
j<br />
h<br />
V<br />
j−1<br />
⋅<br />
+ Q<br />
j<br />
⋅<br />
+ F<br />
j<br />
= 0<br />
h<br />
F,j<br />
⋅<br />
− (L<br />
j<br />
⋅<br />
+ S<br />
L<br />
j<br />
)h<br />
L<br />
j<br />
N(2n+3) Gleichungen und Unbekannte<br />
Für n = 4 Komponenten und N = 45 Böden<br />
ergeben sich 495 Gleichungen24
Bodenkolonne<br />
25
McCabe-Thiele-Verfahren<br />
Vernachlässigung der Enthalpiebilanz, unter der Annahme dass:<br />
1.) Δh v1<br />
= Δh v2<br />
2.) h E = 0 3.) Wärmeverlust = 0<br />
Mengenbilanz im Verstärkungsteil:<br />
V<br />
y<br />
j<br />
j<br />
=L<br />
j+1<br />
x<br />
j+1<br />
+D<br />
x<br />
D<br />
D,x D<br />
Nach Umstellung:<br />
L<br />
j+1 D<br />
yj<br />
= x<br />
j+1<br />
+ x<br />
V<br />
V<br />
j<br />
j<br />
D<br />
Bei Vernachlässigung der Enthalpieeffekte gilt:<br />
= L =L<br />
=L<br />
bzw. = V =V<br />
= V<br />
Lj+1<br />
j j-1<br />
Vj+1<br />
j j-1<br />
v=L<br />
Nach Einführung des Rücklaufverhältnisses<br />
und Substitution des Dampfstroms V<br />
=L+D erhält man:<br />
D<br />
yj<br />
Vj<br />
x j+1<br />
L j+1<br />
y<br />
j<br />
=<br />
L<br />
x<br />
L + D<br />
j+<br />
1<br />
+<br />
D<br />
x<br />
L + D<br />
D<br />
26
McCabe-Thiele-Verfahren<br />
Nach Division durch die Destillatmenge ergibt sich:<br />
y<br />
j<br />
=<br />
L<br />
L<br />
D<br />
x<br />
D+D D<br />
j+<br />
1<br />
+<br />
L<br />
D<br />
D<br />
x<br />
D+D D<br />
D<br />
bzw.:<br />
v<br />
y<br />
j= x<br />
j 1+<br />
+<br />
v+<br />
1<br />
x<br />
D<br />
v+<br />
1<br />
Für die sogenannte Verstärkungsgerade gilt:<br />
x=0<br />
x=x<br />
D<br />
→<br />
→<br />
y=x<br />
y=x<br />
D<br />
D<br />
(v+1)<br />
27
Beeinflussung der Ströme auf dem Zulaufboden durch die Zulaufbedingungen<br />
28
McCabe-Thiele-Verfahren<br />
Mengenbilanz für den Abtriebsteil:<br />
bzw.<br />
′ i +1<br />
= L<br />
′<br />
i<br />
=L<br />
′<br />
i-<br />
=L<br />
′<br />
L<br />
1<br />
′<br />
i +1<br />
= V<br />
′<br />
i<br />
= V<br />
′<br />
i-<br />
= V<br />
′<br />
V<br />
1<br />
yi<br />
Vi<br />
x i+ 1<br />
L i+ 1<br />
L<br />
′<br />
y<br />
i=<br />
x<br />
V<br />
′<br />
L<br />
′<br />
V<br />
′<br />
B<br />
− x<br />
V′<br />
i+ 1<br />
<br />
Mit L=V+B ′ ′ ergibt sich:<br />
B<br />
wird durch den thermischen<br />
Zustand des Feeds beeinflusst<br />
B,x B<br />
x<br />
= x<br />
→<br />
y =<br />
B<br />
x B<br />
29
Ermittlung der Steigung der Arbeitsgeraden<br />
Gesucht: L, V, L’, V’<br />
L/V L’/V’<br />
Steigung der<br />
Arbeitsgeraden<br />
F=10 kmol/h<br />
(flüssig,<br />
gesättigt)<br />
D= 6 kmol/h<br />
v = 3<br />
B<br />
30
Bilanzgeraden in Abhängigkeit vom Rücklaufverhältnis<br />
31
Bestimmung von v min und N min im McCabe-Thiele Diagramm<br />
32
Abhängigkeit der Stufenzahl und Kosten vom Rücklaufverhältnis<br />
Anzahl der<br />
Trennstufen N ⎯→<br />
Kosten ⎯→<br />
Gesamtkosten<br />
Investitionskosten<br />
Betriebskosten<br />
N min<br />
Rücklaufverhältnis v ⎯→ Rücklaufverhältnis v ⎯→<br />
v min<br />
v min<br />
33
McCabe-Thiele-Verfahren für das System Methanol-H 2 O<br />
34
Fenske-Gleichung zur Ermittlung der minimalen Stufenzahl N min<br />
Annahme: α ij<br />
=<br />
konstant<br />
α<br />
12<br />
=<br />
y<br />
y<br />
1<br />
2<br />
/ x<br />
/ x<br />
1<br />
2<br />
=<br />
y1x<br />
y x<br />
2<br />
2<br />
1<br />
=<br />
γ1P<br />
γ P<br />
2<br />
S<br />
1<br />
S<br />
2<br />
1. Stufe (Sumpf B):<br />
⎛ x<br />
⎜<br />
⎝ x<br />
1<br />
2<br />
⎞<br />
⎟<br />
⎠<br />
2<br />
⎛ y<br />
=<br />
⎜<br />
⎝ y<br />
1<br />
2<br />
⎞<br />
⎟<br />
⎠<br />
1<br />
= α<br />
12<br />
⎛ x<br />
⎜<br />
⎝ x<br />
1<br />
2<br />
⎞<br />
⎟<br />
⎠<br />
1<br />
2. Stufe:<br />
⎛ x<br />
⎜<br />
⎝ x<br />
1<br />
2<br />
⎞<br />
⎟<br />
⎠<br />
3<br />
⎛ y<br />
=<br />
⎜<br />
⎝ y<br />
1<br />
2<br />
⎞<br />
⎟<br />
⎠<br />
2<br />
= α<br />
12<br />
⎛ x<br />
⎜<br />
⎝ x<br />
1<br />
2<br />
⎞<br />
⎟<br />
⎠<br />
2<br />
= α<br />
2<br />
12<br />
⎛ x<br />
⎜<br />
⎝ x<br />
1<br />
2<br />
⎞<br />
⎟<br />
⎠<br />
1<br />
Für N min<br />
Stufen gilt:<br />
⎛ x<br />
⎜<br />
⎝ x<br />
1<br />
2<br />
⎞<br />
⎟<br />
⎠<br />
D<br />
= α<br />
Nmin<br />
12<br />
⎛ x<br />
⎜<br />
⎝ x<br />
1<br />
2<br />
⎞<br />
⎟<br />
⎠<br />
B<br />
Durch Umstellung erhält man die Fenske-Gleichung:<br />
N<br />
min<br />
=<br />
( x1<br />
/ x2<br />
)<br />
( x / x )<br />
⎡<br />
log⎢<br />
⎣ 1<br />
logα<br />
12<br />
2<br />
D<br />
B<br />
⎤<br />
⎥<br />
⎦<br />
35
Anzahl theoretischer Stufenzahl als f(Trennfaktor, Produktreinheit)<br />
36
Material- und Enthalpiebilanz für eine Gleichgewichtsstufe<br />
(MESH-Gleichungen)<br />
MESH_neu.doc<br />
M<br />
i, j<br />
⋅<br />
= L<br />
j+<br />
1<br />
⋅<br />
x<br />
− (V<br />
j<br />
i,j+<br />
1<br />
⋅<br />
+ S<br />
⋅<br />
+ V<br />
V<br />
j<br />
E ij ,<br />
y ij ,<br />
K ij ,<br />
x ij ,<br />
)y<br />
j−1<br />
i, j<br />
y<br />
i, j−1<br />
= 0<br />
⋅<br />
+ F<br />
j<br />
z<br />
i, j<br />
⋅<br />
− (L<br />
j<br />
⋅<br />
+ S<br />
= − =0<br />
( K yij<br />
,<br />
ij ,<br />
=<br />
) xij<br />
,<br />
= ∑ − 10=<br />
0<br />
= ∑ − 10=<br />
0<br />
S yj ,<br />
y ij ,<br />
.<br />
S xj ,<br />
x ij ,<br />
.<br />
L<br />
j<br />
)x<br />
i, j<br />
H<br />
j<br />
⋅<br />
= L<br />
j+<br />
1<br />
⋅<br />
− (V<br />
h<br />
j<br />
L<br />
j+<br />
1<br />
⋅<br />
+ S<br />
⋅<br />
+ V<br />
V<br />
j<br />
)h<br />
j−1<br />
V<br />
j<br />
h<br />
V<br />
j−1<br />
⋅<br />
+ Q<br />
j<br />
⋅<br />
+ F<br />
j<br />
= 0<br />
h<br />
F,j<br />
⋅<br />
− (L<br />
j<br />
⋅<br />
+ S<br />
L<br />
j<br />
)h<br />
L<br />
j<br />
N(2n+3) Gleichungen und Unbekannte<br />
Für n = 4 Komponenten und N = 45 Böden<br />
ergeben sich 495 Gleichungen37
Trennung des Systems Methanol (1) - Wasser (2) - Ethanol (3) -<br />
Isobutanol (4)<br />
DESW<br />
01 01 004 Bedeutung<br />
38
Schema einer typischen Produktionsanlage in der chemischen Industrie<br />
Anlsched.cdr<br />
6<br />
Rückführung von A und B<br />
Inerten-<br />
Ausschleusung<br />
Edukte<br />
A + B<br />
Vorbereitung Reaktion Aufarbeitung<br />
1 2<br />
3<br />
5<br />
7<br />
Produkte<br />
C + D<br />
4<br />
A + B C + D<br />
evtl. auftretende<br />
Nebenprodukte E + F<br />
8<br />
39
Gewinn = Erlös - Herstellkosten<br />
Erlös:<br />
Verkaufte Produktmenge * Preis/Mengeneinheit<br />
Gewinn<br />
Herstellkosten:<br />
fixe und variable Kosten<br />
Rohstoffe<br />
Energien<br />
Rücklagen<br />
Löhne, Gehälter<br />
Investitionen<br />
Dividenden<br />
Betriebskosten<br />
Vertriebskosten, ....<br />
Steuern ca. 65%<br />
Zu unterscheiden sind folgende Verfahren:<br />
1. rohstoffintensive (z.B. Naturstoffe)<br />
2. energieintensive (z.B. elektrochemische Verfahren)<br />
3. investitionsintensive (z.B. Petrochemie)<br />
4. arbeitsintensive (selten in der chem. Industrie)<br />
40
Gewinn (bzw. Verlust) aus einer Produktion<br />
Erlöse<br />
Fall I<br />
Fall II<br />
Gewinn<br />
Gesamtkosten<br />
Verkaufskosten<br />
Verlust<br />
Erlöse<br />
Generalia<br />
Forschungskosten<br />
Herstellkosten<br />
41
Entwicklung des Produktportfolios von BASF, Bayer und Hoechst von<br />
Anfang der achtziger bis Mitte der neunziger Jahre (in %)<br />
42
Größte Chemie-Nationen der Welt 2002<br />
(Nach Umsatz in Milliarden Euro)<br />
500 -<br />
400 -<br />
489<br />
300 -<br />
200 -<br />
100 -<br />
204<br />
132 125<br />
83<br />
0 -<br />
USA<br />
Japan<br />
Deutschland<br />
China<br />
Quelle: Cefic, VCI, in: Chemische Industrie im Überblick, VCI 2003<br />
Frankreich<br />
43
1700 Chemieunternehmen in Deutschland<br />
Kleine<br />
Unternehmen<br />
49 %<br />
Mittlere<br />
Unternehmen<br />
42 %<br />
< 50 Mitarbeiter<br />
50 bis 499 Mitarbeiter<br />
> 500 Mitarbeiter<br />
Quelle: Destatis, in: Chemische Industrie im Überblick, VCI 2003<br />
Großunternehmen<br />
9 %<br />
44
Die größten Wirtschaftszweige in Deutschland<br />
Ernährungsgewerbe<br />
Beschäftigte in Tsd.<br />
Umsatz in Mrd. €<br />
Chemische Industrie<br />
Maschinenbau<br />
Elektrotechnik<br />
Fahrzeugbau<br />
0 200 400 600 800 1000 1200<br />
45
Ermittlung Herstellkosten (Kalkulation)*<br />
Vorkalkulation:<br />
Berechnung der Herstellkosten für ein neues Produkt<br />
Nachkalkulation:<br />
a) Kontrolle der Produktionskosten<br />
b) Verbrauchszahlen (Energie, Material):<br />
wichtige Indikatoren ob Verfahren wie geplant läuft<br />
Ermittlung der Kosten dient:<br />
a) Rentabilitätskontrolle<br />
b) Wirtschaftlichkeitsanalyse<br />
c) Vergleich verschiedener Verfahrensvarianten<br />
und liefert Hinweise zur Verbesserung und Rationalisierung des Verfahrens<br />
* üblicherweise auf bestimmte Menge des Produkts (z.B. 1 t) bezogen<br />
46
Herstellkosten<br />
Beschäftigungsfixe Kosten<br />
(von Produktionsleistung unabhängig)<br />
1. Abschreibung für Anlage oder<br />
Anlagenmiete (Leasing)<br />
2. Kalkulatorische Zinsen für<br />
investiertes Kapital,<br />
Versicherungskosten für Anlage<br />
3. Vermögensabhängige Steuern in<br />
Abhängigkeit von der Höhe des Betriebsvermögens<br />
(z.B. Katalysator Pt,.)<br />
4. Gehälter und Löhne des Stammpersonals<br />
der Produktionsstätte<br />
Beschäftigungsvariable Kosten<br />
(etwa proportional der Produktionsleistung)<br />
1. Rohstoffe<br />
2. Energiekosten<br />
3. Löhne für zusätzliche Arbeitskräfte<br />
4. Sonstige Betriebskosten (z.B. Wasser)<br />
5. Vertriebskosten (z.B. Transportkosten)<br />
6. Umweltschutzkosten, (sog. „pollution<br />
control costs“) soweit nicht in<br />
Investitionen enthalten<br />
7. Analytik<br />
47
Ermittlung des Kapitalbedarfs<br />
Anlagenkapital (ca. 80-85%):<br />
Mittel für die Planung und Errichtung der Anlage einschließlich Gebäuden,<br />
für Erwerb von Grundstücken, Abwicklung des Projekts<br />
Umlaufkapital (ca. 15-20%):<br />
1. Vorräte an Roh- und Hilfsstoffen ( Katalysator, Absorptionsmittel, .. )<br />
2. Lagerbestände an Zwischen- und Endprodukten<br />
3. Forderungen für nicht bezahlte Produkte<br />
4. Barmittel zur Aufrechterhaltung der Zahlungsbereitschaft (Löhne,<br />
Gehälter, Rechnungen)<br />
48
Ermittlung der Investitionskosten einer Chemieanlage<br />
Neuanlage* bzw. bereits existierende Anlage:<br />
• Anfrage bei Anlagebauern ( Linde, Lurgi, Krupp-Uhde, ... )<br />
• Haupt- und Zuschlagfaktor<br />
• Gesamtfaktor<br />
• Umrechnung auf andere Kapazitäten: (Degressionskoeffizient)<br />
• bei ähnlichen Verfahren (Preisindex, Länderindex)<br />
* schwierige Aufgabe für den Technischen Chemiker bzw. Chemieingenieur<br />
49
Zuschlagfaktoren zur Ermittlung des Anlagenkapitals<br />
Hauptpositionen:<br />
Apparate und Maschinen 1,00<br />
Zuschlagfaktor<br />
Schwankungsbreite<br />
Direkte Nebenpositionen:<br />
Apparatemontage 0,15 0,10...0,25<br />
Rohrleitungen und Armaturen 0,60 0,40...1,00<br />
Mess- und Regeltechnik 0,35 0,20...1,00<br />
Elektrotechnik 0,20 0,10...0,30<br />
Bauleistungen (Gebäude, Fundamente, Gerüste) 0,65 0,30...1,00<br />
Verschiedenes (Isolierungen, Feuerschutz, 0,15 0,10...0,25<br />
Anschlußleitungen für Energien)<br />
Zwischensumme Z 3,10<br />
Indirekte Nebenpositionen:<br />
Planung (Engineering) 0,40 0,25...0,50<br />
Unvorhergesehenes 0,20 0,15...0,25<br />
Gesamtfaktor G 3,70 2,90...4,50<br />
Aus: Chemische Prozeßkunde, Ulfert Onken, Arno Behr, Georg Thieme Verlag Stuttgart, 1996, 3, S. 173<br />
50
Möglichkeit zur Berechnung der Investitionskosten<br />
bei Erweiterung der Anlagenkapazität<br />
Preis für Anlage<br />
Preis für Anlage<br />
1<br />
2<br />
=<br />
⎛ Kapazität der<br />
⎜<br />
⎝ Kapazität der<br />
Anlage 1 ⎞<br />
⎟<br />
Anlage 2 ⎠<br />
χ<br />
χ Degressionskoeffizient (oftmals 0.6 - 0.7)<br />
Beispiel: Tank (vereinfacht als Kugel angenommen)<br />
Kapazität C proportional dem Volumen V (V=4/3 Π r 3 )<br />
Preis P proportional der Oberfläche A (A=4 Π r 2 )<br />
(Materialpreis)<br />
2<br />
2 / 3<br />
P<br />
1<br />
r<br />
3<br />
2<br />
=<br />
1 C1<br />
r ⎛<br />
1<br />
C ⎞<br />
1<br />
r1<br />
2 = ⇒<br />
3<br />
2<br />
P r<br />
2 2 C2<br />
r<br />
⎜ =<br />
2<br />
C<br />
⎟<br />
2<br />
r2<br />
⎝<br />
⎠<br />
P1<br />
P<br />
2<br />
⎛ C<br />
= ⎜<br />
⎝ C<br />
1<br />
2<br />
⎞<br />
⎟<br />
⎠<br />
2 / 3<br />
51
Abhängigkeit der Investitionen von der Anlagenkapazität<br />
52
Ethylen-Herstellkosten einschl. 12% Rendite<br />
in Abhängigkeit von der Anlagenkapazität<br />
53
Abhängigkeit der fixen Kosten von der Produktmenge (stark vereinfacht)<br />
54
Rohöl-Weltmarktpreis<br />
55
Rohöl-Weltmarktpreis<br />
56
Prices of Some Bulk Chemicals in Europe and the USA<br />
(US $/t), January 1999 a<br />
Chemical Europe, spot Europe, contract<br />
USA,<br />
contract<br />
Ethene 320 – 330 (cif, nom) 404 335 – 340 (Oct)<br />
Propene b 230 – 250 (cif, nom) 265 276 (Oct)<br />
Butadiene 200 – 210 (fob, nom) 288 331 (Nov)<br />
Benzene 207 – 212 (fob) 222 239 (Nov)<br />
Toluene 170 – 175 (fob, nom) 184 204 (Nov)<br />
p-Xylene 225 – 230 (fob) 315 325 (Q4)<br />
o-Xylene 228 – 237 (fob) 243 287 (Q4)<br />
Styrene 390 – 400 (T2, fob, nom) 467 – 492 507 – 520 (Oct)<br />
Methanol 90 – 95 (T2, fob) 105 103 – 108 (Oct)<br />
80 – 85 (T1, cif, nom)<br />
MTBE 168 – 170 (fob, nom) n.a. n.a.<br />
Ammonia 105 – 110 (CFR) n.a. n.a.<br />
a Source: European Chemical News, 11 – 18 January 1999. fob = free-on board; cif = cost,<br />
insurance and freight; T1 = imported material subject to EC common external tariffs; T2 = EC<br />
material, not dutiable; nom = initial but unfixed negotiating range; n.a. = not available<br />
b Polymer grade.<br />
57
Rohstoffpreise (DM/t) und Dollarkurs 1988/1989<br />
PRODUKT J F M A M J J A S O N D QUELLE<br />
DOLLARKURS 1988 1.6517 1.6976 1.6780 1.6733 1.6934 1.7557 1.8440 1.8874 1.8669 1.8215 1.7497 1.7555<br />
1989 1.8403 1.8521 1.8653 1.8704 1.9503 1.9809 1.8941 1.9260 1.9526 1.8400 1.8304<br />
ROHÖL 1988 215.48 213.99 205.86 202.15 209.78 218.50 215.71 219.19 205.43 184.77 180.02 199.10<br />
1989 225.32 244.52 251.41 274.14 276.82 272.10 255.68 245.37 254.80 261.34<br />
NAPHTHA 1988 240 255 229 250 271 268 258 253 241 227 228 239<br />
1989 279 294 318 334 343 329 297 291 298 283 286<br />
ETHYLEN V 1988 835 820 815 815 838 835 908 908 1019 1060 1060 1060<br />
ECN - LC<br />
1989 1220 1220 1238 1240 1240 1240 1131 1115 1115 1059 945<br />
S 1988 824 820 863 897 988 1076 1075 1103 1240 1406 1525 1538<br />
ICIS<br />
1989 1513 1509 1573 1638 1628 1292 1064 1031 968 909 812<br />
PROPYLEN V 1988 620 620 610 586 588 588 621 626 787 840 840 840<br />
FCN - LC<br />
1989 950 973 1060 1060 1060 1060 966 825 825 743 716<br />
S 1988 562 559 542 556 627 636 634 712 930 993 1069 1138<br />
ECN<br />
1989 1222 1167 1192 1132 1141 975 790 742 769 653 542<br />
BENZOL V 1988 435 435 508 580 580 580 570 570 593 660 660 660<br />
ECN - LC<br />
1989 998 1000 963 850 850 800 650 650 656 663 660<br />
S 1988 429 526 594 545 532 532 572 619 652 623 719 994<br />
ECN<br />
1989 1041 872 864 853 780 666 525 614 666 734 831<br />
TOLUOL V 1988 317 351 360 406 460 470 470 470 483 520 520 520<br />
ECN - LC<br />
1989 635 750 750 720 690 690 561 529 526 518 518<br />
S 1988 344 394 443 433 437 437 463 496 526 503 572 683<br />
ECN<br />
1989 710 604 651 686 657 543 449 449 486 538 518<br />
p-XYLOL V 1988 627 610 610 705 800 800 868 940 1005 1070 1070 1070<br />
ECN - LC<br />
1989 1165 1170 1170 1198 1225 1225 1225 1225 1225 1225 1225<br />
S 1988 629 822 1030 1006 1016 1015 1070 1159 1230 1404 1576 1605<br />
ECN<br />
1989 1700 1459 1487 1392 1274 1264 1155 1238 1261 1196 1128<br />
o-XYLOL V 1988 480 480 480 533 585 585 583 580 630 780 780 865<br />
ECN – LC<br />
1989 954 965 955 925 925 874 720 720 703 650 650<br />
S 1988 472 538 564 566 559 567 610 662 754 858 959 1027<br />
ECN<br />
1989 1102 1039 927 838 852 777 600 609 633 595 575<br />
METHANOL V 1988 293 293 293 311 311 311 338 338 338 338 338 338 PLATTS<br />
1989 318 318 318 318 318 318 253 253 253 180 155 PETROSCAN<br />
S 1988 304 301 304 313 320 334 343 343 339 332 324 319<br />
1989 315 315 314 307 289 257 220 168 135 150 165<br />
STYROL V 1988 2220 2220 2220 2220 2350 2350 2475 2550 2550 2600 2600 2600<br />
ECN – LC<br />
1989 2495 2460 2460 2060 2060 2060 1660 1660 1575 1320 1320<br />
S 1988 2382 2684 2671 2717 3092 3329 3528 3535 2847 2561 2334 2386<br />
ECN<br />
1989 2315 2213 2052 1913 1568 1622 1297 1333 1351 1230 1195<br />
H O E C H S T A G RESSORT BESCHAFFUNG / G H I + K-PLOT 06.12.1989 V = Vertragspreis S = Spotpreis<br />
DEUTSCHE<br />
BUNDESBANK<br />
BUNDESANT.<br />
FÜR GEW.<br />
WIRTSCHAFT.<br />
PLATTS-MARKETSCA<br />
58
Mittlere Energiepreise für Industrieverbraucher in Deutschland (1994)<br />
elektrischer Strom<br />
Dampf:<br />
Niederdruckdampf (3-5 bar)<br />
Mitteldruckdampf (15-25 bar)<br />
Hochdruckdampf (80-120 bar)<br />
Erdgas<br />
0,10-0,12 DM/kWh<br />
ca. 19,- DM/t<br />
ca. 22,- DM/t<br />
ca. 26,- DM/t<br />
400,- DM/t<br />
Kühlwasser (Flusswasser) 0,06-0,08 DM/m 3<br />
Prozesswasser 0,80-1,20 DM/m 3<br />
Trinkwasser 3,00-4,50 DM/m 3<br />
entsalztes Wasser 2,80-4,20 DM/m 3<br />
Kühlsole (-10°C)<br />
0,10-0,12 DM/kWh<br />
Druckluft 15,00-20,00 DM/10 3 Nm 3<br />
U. Onken, A. Behr, Prozesskunde, Thieme-Verlag, Stuttgart 1996<br />
59
Freizeit-Weltmeister Deutschland<br />
Aus: Forschung & Lehre 7/2003<br />
S. 348<br />
60
Löhne je Arbeitsstunde in der Verarbeitenden Industrie 2001 in Euro<br />
Deutschland<br />
Norwegen<br />
Schweiz<br />
Dänemark<br />
Belgien<br />
USA<br />
Japan<br />
Finnland<br />
Niederlande<br />
Luxemburg<br />
Österreich<br />
Schweden<br />
Großbritannien<br />
Frankreich<br />
Kanada<br />
Deutschland (Ost)<br />
Irland<br />
Italien<br />
Spanien<br />
Griechenland<br />
Polen<br />
5.27<br />
3.79<br />
14.44<br />
17.12<br />
16.37<br />
19.58<br />
11.84<br />
16.57<br />
13.13<br />
12.51<br />
12.18<br />
13.99<br />
10.9<br />
12.35<br />
13.41<br />
9.89<br />
13.07<br />
10.09<br />
11.47<br />
8.14<br />
8.01<br />
9.8<br />
7.13<br />
10.1<br />
8.56<br />
5.82<br />
9.04<br />
11.72<br />
8.21<br />
8.59<br />
4.92<br />
11.31<br />
6.42<br />
9.09<br />
9.61<br />
19,23<br />
18,93<br />
4.96 18,03<br />
6.77 16,86<br />
4.54 16,01<br />
7.78 15,92<br />
6.67 14,68<br />
3.59<br />
2.96 6,75 8,86<br />
26,16<br />
25,33<br />
24,96<br />
24,50<br />
23,15<br />
22,99<br />
22,22<br />
22,12<br />
21,98<br />
21,12<br />
21,00<br />
20,91<br />
Aus: VDI nachrichten, 13.09.02, Nr. 27,<br />
S. 27, Abb.: Arbeitskosten international<br />
61
Personalkosten in der<br />
Chemie*<br />
*VDI-Nachrichten 20.10.2004<br />
62
Personalkosten Deutschland (ca.1993)<br />
Einschließlich Zuschläge und Werksgemeinkosten:<br />
Facharbeiter Normalschicht DM 82 000<br />
Facharbeiter Wechselschicht DM 88 000<br />
Meister DM 115 000<br />
Laborant DM 98 000<br />
Betriebsführer DM 180 000<br />
Techniker DM 145 000<br />
Für reine Personalkosten 10% subtrahieren<br />
63
Herstellung von Isopren<br />
Prins-Reaktion (exotherm) bei 70-95°C und ca. 20 bar:<br />
Pro t Isopren werden benötigt:<br />
Isobuten+2 HCHO<br />
H+<br />
H 3<br />
PO 4<br />
CH 3<br />
CH 3<br />
3.95 t C 4 -Schnitt DM 320,-/t<br />
0.75 t Formaldehyd (100%) DM 525,-/t<br />
0.008 t Katalysator DM 5000,-/t<br />
0.01 t weitere Chemikalien DM 4000,-/t<br />
exotherme Reaktion<br />
weiterhin:<br />
Spaltung des Dioxanderivats bei 240 - 400°C:<br />
CH 3 H Isopren + HCHO + H 2<br />
O<br />
3<br />
PO 4<br />
Träger<br />
CH 3<br />
Nebenreaktion bei der Rückspaltung:<br />
5.6 t ND-Dampf ( 5 bar ) DM 18,-/t<br />
3.5 t HD-Dampf ( 30 bar ) DM 20,-/t<br />
220 kWh Strom DM 0,06/kWh<br />
48 m 3 Stickstoff DM 0.08/m 3<br />
Steuerluft<br />
Kälte<br />
Erdgas<br />
VE-Wasser<br />
Kühlwasser<br />
Gutschrift pro t Isopren:<br />
0.30 t Isobuten DM 400,-/t<br />
2.70 t C 4 -Schnitt DM 320,-/t<br />
0.20 t Heizmedium DM 162,-/t<br />
CH 3<br />
Isobuten + 2 HCHO<br />
CH 3<br />
64
Produktkostenschätzung<br />
65
Herstellkosten ( ausführliche und vereinfachte Kalkulation )<br />
Ausführliche Kalkulation<br />
A Material<br />
Rohstoffe, Hilfsstoffe (Katalysatoren, Lösungsmittel, Adsorptionsmittel, usw.)<br />
BEnergien<br />
Elektrischer Strom, Dampf, Gas, Wasser, Kühlsole, Druckluft<br />
C Personal<br />
Löhne und Gehälter<br />
Zuschläge (Sozialversicherung, Schicht- und Feiertags-<br />
Zulagen, Urlaubsgeld, Betriebsprämien usw.)<br />
D Werksgemeinkosten<br />
Innerbetriebl icher Transport, Straßen, Sicherheit, Feuerschutz<br />
Sozialeinrichtungen (Umkleideraum, Kantine, Sanitätsstation)<br />
Werksverwaltung<br />
E Investitionskapital<br />
Abschreibung des Anlagenkapitals<br />
Zinsen auf Anlagenkapital<br />
Zinsen auf Umlaufkapital<br />
F Reparaturen und Wartung<br />
G Steuern und Versicherungen<br />
Vermögenssteuer und andere ertragsunabhängige Steuern, Versicherungen<br />
H Verschiedene Kosten<br />
Analysen, Verpackung und Versand (ohne Fracht)<br />
Abwasser- und Abluftreinigung<br />
Vereinfachte Kalkulation<br />
A Material<br />
BEnergien<br />
C‘ Personal- und personalabhängige Kosten<br />
Löhne und Gehälter<br />
Zuschläge<br />
5...15 % der Löhne und Gehälter<br />
E‘ Kapital- und kapitalabhängige Kosten<br />
1-3% des Anlagenneuwerts<br />
10 % des Anlagenneuwerts<br />
4-5% des Anlagenneuwerts<br />
1,2% des Anlagenneuwerts<br />
3-6% des Anlagenneuwerts<br />
1,5% des Anlagenneuwerts<br />
Σ = 20...27,5% des Anlagenneuwerts<br />
H Verschiedene Kosten<br />
2...10% von (A + B + C‘ + E‘)<br />
Quelle: Chemische Prozeßkunde, Ulfert Onken, Arno Behr, Georg Thieme Verlag, Stuttgart 1996.<br />
66
Daten zur Herstellung von Schwefelsäure aus Schwefel nach dem Doppelkontaktverfahren<br />
Produktionskapazität 600 t SO 3 /d = 204000 t SO 3 /a<br />
bei 340 Betriebstagen pro Jahr<br />
Anlagenkapital (Bundesrepublik Deutschland 1994)<br />
42 Mio. DM = 205,88 DM/t SO 3 /a<br />
Rohstoffbedarf<br />
Schwefel (Verluste 0,4 %: Abgas u. a.) 0,402 t S/t SO 3<br />
Energiebedarf<br />
Elektrischer Strom 40 kWh/t SO 3<br />
Kühlwasser 25 m 3 /t SO 3<br />
Energieerzeugung<br />
Hochdruckdampf (45 bar, 255 °C) 1,3 t/t SO 3<br />
Produkte<br />
Schwefelsäure 98 %ig<br />
Oleum 32 %ig<br />
Oleum 65 %ig<br />
Quelle: Chemische Prozeßkunde, Ulfert Onken, Arno Behr, Georg Thieme Verlag, Stuttgart, 1996, S. 178<br />
67
Kalkulation der Herstellkosten von Schwefelsäure<br />
(gerechnet als SO 3 ); Anlagenkapazität 600 t SO 3 /Tag; Kostenbasis: Bundesrepublik Deutschland 1994<br />
Kostenart Einheitspreis (DM) DM/t SO 3<br />
A<br />
B<br />
Material<br />
0,402 t Schwefel 105,-/t 42,41<br />
Energien<br />
40 kWh elektrischer Strom 0,12/kW 4,80<br />
25 m 3 Kühlwasser (Flußwasser) 0,07/m 3 1,75<br />
-1,3 t Dampf (45 bar, 255°C) 23,-/t - 29,90<br />
C‘ Personal- u. personalabhängige Kosten<br />
(Berechnung s. unten) 1949500,-/a 9,56<br />
E‘ Kapital- und kapitalabhängige Kosten<br />
(22 % von 42,0 Mio. DM) 9240000,-/a 45,29<br />
H Verschiedene Kosten = 3 % von (A + B + C‘ + E‘) 2,22<br />
Herstellkosten 76,13<br />
C‘ Personal- und personalabhängige Kosten<br />
Personalbedarf Lohn bzw. Gehalt einschl. DM/a<br />
Zuschläge u. Werksgemein-<br />
Kostenanteil (DM/a)<br />
5 Schichten mit 3 Facharbeitern/Schicht 88000 1320000<br />
2 Facharbeiter (Normalschicht) 82000 164000<br />
1 Meister 115000 115000<br />
1 Laborant 98000 98000<br />
1 Betriebsführer 180000 180000<br />
1 Techniker zu 50 % 145000 72500<br />
Insgesamt 1949500<br />
Quelle: Chemische Prozeßkunde, Ulfert Onken, Arno Behr, Georg Thieme Verlag, Stuttgart 1996, S. 179<br />
68
Ermittlung des Gewinns aus einer Schwefelsäureproduktion; Anlagenkapazität :<br />
600 t SO 3 /d, (Auslastung 100 %);Kostenbasis: Bundesrepublik Deutschland 1994<br />
Berechnung der Erlöse:<br />
Produkt Anteil (%) Einheitspreis DM/t SO 3 DM<br />
Schwefelsäure (98 %) 85 96,- 81,60<br />
Oleum 15 118,- 17,70<br />
mittlerer Verkaufspreis = 99,30 DM/t SO 3<br />
produzierte Menge (340 Betriebstage pro Jahr, 100 % Auslastung) = 204 000 t SO 3 /a<br />
Erlöse : 99,30 ⋅ 0,204 ⋅ 10 6 DM/a =<br />
20,257 ⋅10 6 DM/a<br />
Mio. DM/a DM/t SO 3<br />
Erlöse (= Umsatz) 20,257 99,30<br />
- Verkaufskosten (5 % vom Umsatz) 1,013 4,96<br />
- Generalia (4 % vom Umsatz) 0,810 3,97<br />
- Forschungskosten (2 % vom Umsatz) 0,405 1,99<br />
- Herstellkosten 15,531 76,13<br />
Gewinn 2,498 12,25<br />
Quelle: Chemische Prozeßkunde, Ulfert Onken, Arno Behr, Georg Thieme Verlag, Stuttgart 1996.<br />
69
Der Produktionsumfang (production scale)<br />
als Kostenfaktor<br />
Kosten_Erlös_Gewinn.cdr<br />
Gewinn<br />
Erlös<br />
Kosten<br />
Verlust<br />
B<br />
Gesamtkosten<br />
variable Kosten<br />
S<br />
fixe Kosten<br />
0 20 40 60 80 100 120 %<br />
Kapazitätsausnutzung<br />
70
Sensitivitätsanalyse<br />
20<br />
18<br />
Investitionskosten<br />
Auslastung<br />
Herstellkosten<br />
Produktpreis<br />
Rendite in %<br />
16<br />
14<br />
12<br />
10<br />
-20 -10 0 10 20<br />
Änderung in Prozent<br />
71
Eine Soda so teuer wie Sekt<br />
72
Sehr schwer verdaulich<br />
73
Anforderungen an den Standort<br />
•gute Verkehrsanbindung ( Antwerpen, Rotterdam, .. )<br />
•qualifizierte Arbeitskräfte<br />
•gesicherte und günstige Rohstoffversorgung<br />
•gesicherte und preiswerte Energieversorgung<br />
•Nähe von Abnehmern<br />
•gesetzliche Vorschriften ( Umweltschutz, Sicherheit, .. )<br />
Ausschlaggebend für Rentabilität:<br />
•Steuergesetze<br />
•Ein- und Ausfuhrzölle<br />
•politische Situation<br />
•Möglichkeit des Transfers von Gewinnen<br />
74
Flared Natural Gas around the World<br />
75
Abhängigkeit des Erdgaspreises vom Standort (2002)<br />
76
Abhängigkeit des Erdgaspreises vom Standort<br />
77
Grundfließbild<br />
Schematische Darstellung der Einzelschritte eines chemischen Verfahrens<br />
in Form eines Block- oder Kästchenschemas<br />
Soll-Informationen<br />
a) Bezeichnung der einzelnen Stufen<br />
bei Fabrikationsanlagen<br />
bei Betrieben oder Teilanlagen<br />
bei einzelnen Verfahrensstufen<br />
b) Fluss (Richtung, Ein- und Ausgang) der<br />
Hauptstoffströme<br />
c) Benennung der Ein- und Ausgangsstoffe<br />
Benennung der<br />
Teilanlagen<br />
Verfahrensstufen<br />
Grundoperationen<br />
Kann-Informationen<br />
a) Benennung der Stoffe zwischen den Verfahrensschritten,<br />
quantitative Angaben über Stoffströme<br />
und Stoffmengen<br />
b) Angaben über Energieströme und -mengen,<br />
Benennung der Energieträger<br />
c) Betriebsbedingungen (Druck, Temperatur,<br />
Konzentration)<br />
78
Grundfließbild<br />
Vinylacetat-<br />
Anlage<br />
79
Grundfließbild<br />
Deacon-<br />
Verfahren<br />
80
Verfahrensfließbild<br />
Das Verfahrensfließbild (Verfahrensschema) soll die Arbeitsweise des Verfahrens<br />
aufzeigen. Es soll alle für das Verfahren erforderlichen Apparate und Maschinen enthalten.<br />
Für die Darstellung der einzelnen Elemente sind Bildzeichen nach DIN 28004 zu<br />
verwenden.<br />
Soll-Informationen<br />
Kann-Informationen<br />
a) alle für das Verfahren erforderlichen<br />
Apparate, Maschinen, Hauptfließlinien<br />
b) Benennung der Ein- und Ausgangsstoffe<br />
c) Benennung der Energieträger<br />
d) charakteristische Betriebsbedingungen<br />
a) Benennung und Durchflüsse bzw.<br />
Mengen der Stoffe innerhalb des<br />
Verfahrens<br />
b) Energieströme bzw. Energiemengen<br />
c) wesentliche Armaturen (Ventile,<br />
Berstscheiben)<br />
d) Angaben über Mess- und Regeltechnik<br />
e) Stoffwerte<br />
f) Angaben über Größen von Apparaten<br />
und Maschinen<br />
g) deren Höhenlage<br />
81
DIN 28004<br />
82
DIN 28004<br />
83
DIN 28004<br />
84
DIN 28004<br />
85
DIN 28004<br />
86
DIN 28004<br />
87
DIN 28004<br />
88
DIN 28004<br />
89
DIN 28004<br />
90
DIN 28004<br />
91
Schema einer Vinylacetatanlage<br />
92
Rohrleitungs- und Instrumentenfließbild ( R & I-Fließbild)<br />
Das R & I-Fließbild dient zur Darstellung der technischen Ausrüstung einer Anlage.<br />
Es enthält:<br />
Soll-Informationen<br />
a) Apparate und Maschinen ( auch Antriebsmaschinen) einschließlich installierter Reserve<br />
b) Nennweiten, Druckstufen, Werkstoffe und Ausführung der Rohrleitungen<br />
c) Angaben zur Isolierung<br />
d) Aufgabenstellung der Mess-, Steuerungs- und Regeltechnik<br />
Kann-Informationen<br />
a) Lösungswege der Mess-, Steuerungs- und Regeltechnik<br />
b) Höhenlage der Apparate und Maschinen zueinander<br />
Mess- und Regelschema<br />
Das Mess- und Regelschema ergänzt das Verfahrensfließbild. Hierbei werden Messgrößen,<br />
Messstellen und Regler als Sinnbilder gekennzeichnet. Man verwendet Kurzzeichen nach DIN<br />
19227.<br />
Bei der Bezeichnung eines Mess- oder Regelgerätes steht die Messgröße immer an erster Stelle,<br />
dann folgen die Buchstaben, die die Funktion des Gerätes angeben.<br />
Die Stelle, an der ein Regler durch Verstellung eingreift (z. B. Ventil für Druckregelung), wird mit<br />
der Messstelle durch eine gestrichelte Linie verbunden.<br />
93
Symbole für Mess- und Regeleinrichtungen nach DIN 19227<br />
Messgröße oder andere Eingangsgröße<br />
Erstbuchstabe<br />
F Durchfluss<br />
H Handeingriff<br />
L Stand<br />
P Druck<br />
Q Qualitätsgröße<br />
T Temperatur<br />
W Masse, Gewicht<br />
weiterhin:<br />
D Dichte<br />
E Elektrische Größe<br />
G Länge<br />
K Zeit<br />
M Feuchte<br />
R Strahlungsgröße<br />
S Drehzahl<br />
V Viskosität<br />
Ergänzungsbuchstabe<br />
D Differenz<br />
F Verhältnis<br />
Q Integral<br />
Folgebuch- Funktion des Gerätes<br />
staben:<br />
O<br />
Sichtzeichen/Ja/Nein<br />
I<br />
Anzeige (engl. indication)<br />
R<br />
Registriergerät („registration“)<br />
C<br />
selbsttätige Regelung („control“)<br />
S<br />
Schaltung (nicht fortlaufende<br />
Steuerung)<br />
Z<br />
Noteingriff<br />
A<br />
Alarmgeber<br />
(Reihenfolge O, I, R, C, S, Z, A)<br />
Beispiel: Differenzdruckmessung, Anzeige und Regelung in Messwarte<br />
P D I C<br />
(Erstbuchstabe; Ergänzungsbuchstabe; 1. Folgebuchstabe; 2. Folgebuchstabe)<br />
94
RI-Fließbild<br />
95
Mengenstrombild: Styrolanlage<br />
96
Wärmestrombild<br />
97
Reaktionen im Steamcracker<br />
(radikalischer Mechanismus)*<br />
Primärreaktionen<br />
C-Kettenspaltung<br />
Dehydrierung<br />
Isomerisierung<br />
Cyclisierung<br />
Aromatisierung<br />
Sekundärreaktionen<br />
Olefinpolymerisation<br />
Aromatenkondensation<br />
Rußbildung<br />
*ca. 850 °C, Verweilzeit ca. 0.5 s<br />
98
Thermische Spaltung von Kohlenwasserstoffen<br />
99
BASF Aktiengesellschaft Ludwigshafen<br />
Einfluss der Cracktemperatur auf die<br />
Spaltgaszusammensetzung (Naphtha-Spaltung)<br />
100
BASF Aktiengesellschaft Ludwigshafen<br />
Einfluss der Verweilzeit und der Cracktemperatur auf<br />
die Ethenausbeute (Naphtha-Spaltung)<br />
101
Gibbssche Bildungsenthalpien verschiedener Kohlenwasserstoffe als f (T)<br />
Benthalp.ppt,03.012.01<br />
Δg ° B<br />
, kJ / g atom C<br />
C 20 H 42<br />
C 2 H<br />
C 6 H 14<br />
2<br />
C 2 H 4<br />
C 6 H 6<br />
CH 4<br />
C 2 H 6<br />
< C (Graphit)<br />
H 2<br />
Temperatur, K<br />
102
Ausbeutespektrum Cracker (Rohstoffabhängigkeit)<br />
103
Rohstoffverteilung für Crackanlagen 1990<br />
104
Einführung in die Chemische Produktionstechnik<br />
105
Einführung in die Chemische Produktionstechnik<br />
106
Typische Zusammenhänge der verschiedenen Fraktionen<br />
107
Einführung in die Chemische Produktionstechnik<br />
108
Normalsiedepunkte und Schmelzpunkte der C6 - C8-Aromaten<br />
109
Aufarbeitung des Pyrolysebenzins<br />
Nichtaromaten,<br />
Vergaserkraftstoff<br />
C H<br />
6 6<br />
Pyrolyse.ppt 03.12.01<br />
Pyrolysebenzin<br />
Selektive<br />
Hydrierung<br />
BTX<br />
C H ,C H<br />
6 6 7 8<br />
Ethylbenzol<br />
C H<br />
7 8<br />
Aromaten<br />
C 8<br />
m/p-Xylol<br />
Kristallisation<br />
Isomerisierung<br />
C 9+<br />
p-Xylol<br />
Xylole<br />
o-Xylol<br />
Hydrierung Extraktion Rektifikation Kristallisation Isomerisierung<br />
110
Konzentrationsprofil der adsorptiven Gewinnung von<br />
p-Xylol nach dem Parex-Prozess<br />
111