Partikelagglomeration - Lehrstuhl Mechanische Verfahrenstechnik
Partikelagglomeration - Lehrstuhl Mechanische Verfahrenstechnik
Partikelagglomeration - Lehrstuhl Mechanische Verfahrenstechnik

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
430<br />
7 Agglomeration 431<br />
7.1 Festigkeit der Agglomerate ........................................................ 432<br />
7.2 Aufbauagglomeration ................................................................. 433<br />
7.2.1 Prozessgrundlagen .............................................................. 433<br />
7.2.2 Pelletierausrüstungen .......................................................... 436<br />
7.2.2.1 Pelletierteller ................................................................... 437<br />
7.2.2.2 Pelletiertrommeln ........................................................... 438<br />
7.2.3 Pellethärtung ....................................................................... 439<br />
7.3 Pressagglomeration (Brikettieren, Tablettieren) ........................ 440<br />
7.3.1 Kompressibilität und Verpressbarkeit ................................ 441<br />
7.3.1.1 Mikroprozesse ................................................................ 441<br />
7.3.1.2 Kompressibilität der Stoffe ............................................. 442<br />
7.3.2 Ausrüstungen für die Pressagglomeration .......................... 449<br />
7.3.2.1 Stempel- und Tablettenpressen ....................................... 449<br />
7.3.2.2 Strang- und Lochpressen ................................................ 450<br />
7.3.2.3 Walzenpressen ................................................................ 452<br />
7.4 Schwerpunkte und Kompetenzen ............................................... 454<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
7 Agglomeration<br />
431<br />
Das Agglomerieren stellt die Umkehrung des Zerteilens dar, d.h., es werden<br />
aus feineren Partikeln durch das Wirksamwerden von Bindekräften gröbere<br />
erzeugt. Durch die Agglomeration insbesondere von kohäsiven bis sehr kohäsiven,<br />
feinkörnigen Pulvern und/oder verhärtenden Schüttgütern werden<br />
folgende Prozessziele angestrebt /8.1/, /8.2/:<br />
• besseres Fließ-, Transport- und Dosierverhalten (z.B. Nahrungsmittel,<br />
Instant-Trinkpulver, Waschmittel, u.ä.),<br />
• gute Riesel- und Streufähigkeit (z. B. bei Düngemitteln),<br />
• Staubfreiheit (z. B. bei Waschmitteln oder Düngemitteln),<br />
• bessere Permeabilität (Durchströmbarkeit) (z. B. Möller der Roheisenerzeugung),<br />
• Vermeiden von Entmischungen (z. B. bei Futtermitteln).<br />
• Bei Instantieren von Nahrungs- und Genussmitteln sollen die Eigenschaften<br />
pulverförmiger Stoffe so verändert werden, dass sie sich in<br />
Flüssigkeiten schneller dispergieren und/oder lösen lassen /8.3/.<br />
Einführung: Folie 7.1,<br />
Verhärtende Schüttguter: Folie 7.2,<br />
Fließfähige Produkte durch Pressagglomeration: Folie 7.3,<br />
Pellets und Granulate: Folie 7.4,<br />
Pelletierer in der Natur: Folie 7.5,<br />
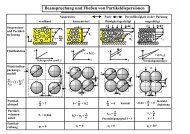
Beanspruchungsarten der Einzelkörner von Agglomeraten Folie 7.6, siehe<br />
auch Folie 2.18 in Folien_MVT_2neu.pdf und Abschnitt 2.1.2.1 in MVT_e-<br />
_2neu.pdf<br />
Beanspruchungsarten von Kornschichten Folie 7.7,<br />
Druckbeanspruchung von Agglomeraten Folie 7.8.<br />
In Folie 7.9.1 sind die wichtigsten Agglomerationsprozesse schematisch<br />
dargestellt /8.1/:<br />
a) Aufbauagglomeration (Pelletieren):<br />
Man versteht darunter den Aufbau meist weniger fester Agglomerate<br />
beim Abrollen des Gutes an Böschungen (Folie 7.9.1a) oder durch<br />
Mischbewegungen. Als Bindekräfte treten in den Pellets überwiegend<br />
Kapillarkräfte auf, weshalb neben der Feinheit die Feuchte des Gutes<br />
eine ausschlaggebende Rolle spielt (Abschnitt 6.1.2.1 MVT_e_6.doc).<br />
Auf diese Weise hergestellte sog. "grüne" Pellets werden im Allgemeinen<br />
noch einer Nachverfestigung unterzogen. Dies geschieht bei Eisenerzen<br />
bzw. -konzentraten durch die beim Brennen der Pellets eintretende<br />
Sinterung.<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
432<br />
Das Kalthärten von Pellets durch beigemischte hydraulische Bindemittel,<br />
wie Zement, Kalziumhydroxid, Magnesiumoxid, (= Festkörperbrücken<br />
durch chemische Reaktionen!, Abschnitt 6.1.3.2 MVT_e_6.doc)<br />
gewinnt wegen seiner wirtschaftlichen Vorteile an Bedeutung.<br />
b) Pressagglomeration (Brikettieren, Tablettieren):<br />
Hierfür ist die Formkörperbildung unter erhöhtem Druck charakteristisch<br />
(Folie 7.9.1b), wobei Haftkräfte verschiedener Art wirksam werden können.<br />
Die Pressdrücke liegen zwischen 10 und 1000 MPa.<br />
Die Brikettier- bzw. Tablettierfähigkeit eines Gutes hängt von<br />
* den Stoffeigenschaften,<br />
* den Partikelgrößen und davon ab, ob<br />
* Bindemittel zugemischt werden.<br />
c) Sintern und Partikelfusion (-verschmelzung):<br />
Bei diesem Prozess wird dem zu agglomerierenden Gut so viel Wärme<br />
zugeführt, dass die Atome eine genügende Beweglichkeit erreichen, damit<br />
sich vor allem durch diffusive Transportvorgänge und oberflächliches<br />
Aufschmelzen an den Partikelkontakten Festkörperbrücken ausbilden<br />
können (Abschnitt 6.1.3.3 MVT_e_6.doc).<br />
Da es sich beim Sintern um einen thermischen Prozess handelt, soll es<br />
hier nur im Zusammenhang mit der Pellethärtung betrachtet werden.<br />
d) Grüne Pellets lassen sich analog auch bei der Wirbelschichttrocknung<br />
herstellen und nachhärten, bei der in eine Wirbelschicht Wasser<br />
eingedüst wird und sich durch die intensive Mischbewegungen Pellets<br />
bilden.<br />
Es sei noch bemerkt, dass in verschiedenen Ausrüstungen, die anderen Prozessgruppen<br />
zuzuordnen sind, Agglomerationseffekte im Sinne einer Prozessintegration<br />
auftreten können, die gegebenenfalls gezielt genutzt werden,<br />
z. B. spezielle Mischer, Zerstäubungstrockner /8.6/.<br />
7.1 Festigkeit der Agglomerate<br />
Eine wichtige Eigenschaft von Agglomeraten ist ihre Festigkeit, da sie bei<br />
Transport, Lagerung und Verwendung unterschiedlichen mechanischen Beanspruchungen<br />
durch<br />
- Druck,<br />
- Stoß,<br />
- Scherung (Abrieb) und<br />
- Biegung<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
433<br />
ausgesetzt sind, siehe Folie 7.6, Folie 7.7 und Folie 7.8. Im Hinblick auf die<br />
Erfordernisse der Praxis sind deshalb entsprechende Festigkeitstests entwickelt<br />
worden, wobei unter dem Begriff "Festigkeit" alle Eigenschaften zusammengefasst<br />
sind, die die Widerstandsfähigkeit der Agglomerate sowohl<br />
bei definierter Beanspruchung als auch bei kombinierter, nicht eindeutig<br />
definierter mechanischer Beanspruchung ausdrücken /8.4/.<br />
Gegenwärtig lassen sich nur für die Zugfestigkeit und Druckfestigkeit<br />
(Folie 7.8) physikalisch begründete Modelle aufstellen (s. Abschn. MVT_e-<br />
_6.doc - SigmaZ1, MVT_e_6.doc - SigmaC).<br />
Folie 7.9.2 gibt einen Vergleich der theoretischen Festigkeiten von Agglomeraten,<br />
die vom RUMPF unter Voraussetzung verschiedener Bindemechanismen<br />
berechnet wurden /8.5/. Das Diagramm ist durch eine gestrichelte<br />
Horizontale zunächst in zwei Bereiche geteilt, die das Feld der Festigkeit<br />
der Briketts von dem der Kristallisate abgrenzt. Obwohl für letztere rein<br />
theoretisch keine Abhängigkeit der Festigkeit von der Partikelgröße des<br />
zu agglomerierenden Gutes besteht, ist sie aber praktisch immer vorhanden.<br />
Die Festigkeit nimmt nämlich im allgemeinen mit abnehmender Partikelgröße<br />
zu, σ Z ⇑ wenn d ⇓.<br />
Für die anderen Mechanismen besteht auch theoretisch eine ausgesprochene<br />
Abhängigkeit der Festigkeit von der Partikelgröße.<br />
In Folie 7.9.2 rechts sind nach RUMPF /8.5/ experimentell ermittelte<br />
Druckfestigkeiten von Agglomeraten zusammengestellt.<br />
7.2 Aufbauagglomeration<br />
7.2.1 Prozessgrundlagen<br />
Die Pelletbildung lässt sich bei der Aufbauagglomeration entweder<br />
- durch Abrollvorgänge bei Umwälzen (Folie 7.10.1) oder<br />
- durch Partikelstöße bei Durchmischen (Trogmischer, Wirbelschicht)<br />
realisieren.<br />
In der Praxis dominiert die zuerst genannte Vorgehensweise, wenn höhere<br />
Anforderungen an die Agglomerate hinsichtlich Festigkeit und glatter Oberfläche<br />
gestellt werden. Diese Pelletbildung wird hauptsächlich<br />
- in flach geneigten Trommeln und<br />
- steiler geneigten Tellern realisiert, Folie 7.10.1.<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
434<br />
Den Ausrüstungen wird feuchtes Gut aufgegeben und die jeweils optimale<br />
Feuchte noch zusätzlich durch Besprühen gewährleistet. Die Pelletbildung<br />
und eine angemessene Festigkeit der grünen Pellets setzen zunächst eine<br />
Feinheit<br />
- von etwa d < 1 mm voraus,<br />
- wobei der Anteil < 75 µm mindestens 20 %<br />
betragen muss.<br />
Bei vielen Stoffen werden jedoch höhere Feinheiten benötigt. Bei der<br />
Pelletbildung lassen sich folgende Wachstumsmechanismen abgrenzen (siehe<br />
/8.1, 8.7 bis 8.9/):<br />
a) Keimbildung:<br />
Aufgrund der Bewegungsvorgänge im feuchten Pelletiergut treffen Partikeln<br />
aufeinander, und sie haften zunächst durch sich bildende Flüssigkeitsbrücken<br />
in Form flockiger Aggregate aneinander. Mit fortschreitender<br />
Umwälzung kommt es zur Verdichtung der Keime, und der Bin-<br />
des Kapillarbereiches wird mehr und mehr bestim-<br />
demechanismus<br />
mend.<br />
b) Koaleszenz:<br />
Beim Kollidieren von Keimen oder schon gebildeten Pellets können die-<br />
haften bleiben und dadurch entsprechend größere Agglo-<br />
se aneinander<br />
merate bilden.<br />
c) Anlagern:<br />
Beim Abrollen von Pellets auf feinem, feuchtem Gut lagern sich Einzelkörner<br />
oder auch Flocken durch kapillare Bindemechanismen oberflächlich<br />
an (Folie 7.10.2). Das ständige Umwälzen und Abrollen führt zum<br />
fortwährenden Aufbau von Partikelschichten und zur weiteren Verdich-<br />
so dass auch für die gebildeten Pellets der Bindemechanismus des<br />
tung,<br />
Kapillarbereichs bestimmend ist.<br />
Andererseits sind Keime und Pellets beim Umwälzen Beanspruchungen<br />
ausgesetzt, die zu deren Zerfall oder Zerkleinerung führen können, d.h. es<br />
bildet sich ein stationäres Gleichgewicht zwischen Bildung (Quellen) und<br />
Zerfall (Senken).<br />
Schließlich tritt noch ein Mechanismus auf, der als Abrasionsübergang<br />
bezeichnet wird. Hierbei gehen während der Kollision oberflächliche Körner<br />
bzw. Partikelschichten unmittelbar von einem Pellet zum anderen über.<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
435<br />
Die genannten Mechanismen sind in Abhängigkeit davon, ob es sich um<br />
diskontinuierliches oder kontinuierliches Pelletieren handelt, sowie ver-<br />
u.a.<br />
schiedener Einflussgrößen<br />
- wie Gutfeuchte,<br />
- Partikelgrößenverteilung,<br />
- Bindemittelzusatz<br />
in unterschiedlichem Maße an der Pelletbildung beteiligt.<br />
Für industrielle Pelletierprozesse (vor allem in Trommeln) ist charakteristisch,<br />
dass "Feingut" (d.h. nicht genügend große Pellets, Abrieb) im Kreischnitt<br />
6.1 MVT_e_6.doc heran-<br />
lauf geführt wird, so dass wachstumsfähige "Keime" auch auf diese Weise<br />
entstehen.<br />
Zur Kennzeichnung der Haupteinflussgrößen für die Grünfestigkeit von<br />
Pellets lassen sich die Aussagen im Abs<br />
ziehen.<br />
Im Brückenbereich gilt Gl.(6.55) MVT_e_6.doc - SigmaZ1_FlüssBr, im<br />
Kapillarbereich Gl.(6.61) MVT_e_6.doc - SigmaZ_Sätt und im Übergangsbereich<br />
entsprechend eine Überlagerung beider Mechanismen (siehe auch<br />
Folie 6.21, MVT_e_6.doc - Feuchtigkeit).<br />
Pelletbildung und Überlagerung werden in entscheidendem Maße von der<br />
Feuchte beeinflusst. In Abhängigkeit vom Flüssigkeitsgrad ist der günstigste<br />
Bereich der Kapillarbereich (Folie 6.21). Folglich existiert für jedes Gut<br />
eine Feuchtigkeitsmenge, bei der das Pelletieren optimal verläuft. Diese<br />
hängt von den Kapillareigenschaften des Gutes und damit von dessen Partikelgrößenverteilung<br />
und Benetzungsverhalten sowie von der Porosität der<br />
Pellets ab.<br />
Liegt die Feuchte unter dem Optimalwert, so tritt entweder überhaupt<br />
keine Formung ein, oder die relativ trockenen Pellets zerfallen schon bei<br />
geringer Beanspruchung. Bei zu hohem Flüssigkeitszusatz sind die Pellets<br />
plastisch, sie backen zusammen und kleben an den Apparatewandungen.<br />
Der Einfluss der Partikelgröße des Pelletiergutes ist auch nach Gl.(6.61)<br />
MVT_e_6.doc - SigmaZ_Sätt abschätzbar, wenn dort für den Kapillardruck<br />
der Eintrittskapillardruck p K,E gemäß Gl. (6.60) MVT_e_6.doc - pKE gesetzt<br />
wird. Danach nimmt die Grünfestigkeit mit zunehmender Feinheit zu,<br />
und zur Gewährleistung einer Mindestfestigkeit ist auch eine Mindestfeinheit<br />
erforderlich. Die notwendigen Feinheiten werden durch andere Eigenschaften<br />
modifiziert. Erfahrungsgemäß soll für die Eisenerzpelletierung die<br />
massebezogene Oberfläche mindestens 150 bis 200 m 2 /kg (Permeabilitäts-<br />
methode!) betragen /8.11/.<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
436<br />
Auch die Zunahme der Grünfestigkeit mit Abnahme der inneren Porosität<br />
der Pellets lässt sich aus den genannten Modellen ableiten. Aus ihnen folgt<br />
weiterhin eine direkte Proportionalität zwischen der Oberflächenspannung<br />
der Flüssigkeit und der Pelletfestigkeit.<br />
Zur Verbesserung der Pelleteigenschaften werden Zusatzstoffe (Additive)<br />
eingesetzt. Zusatzstoffe zur Verbesserung der mechanischen Festigkeit der<br />
grünen, getrockneten und/oder gebrannten Pellets z nennt man Bindemittel<br />
(z. B. Betonit bei der Eisenerzpelletierung). Andererseits werden Zusatz-<br />
Zusammensetzung zu verändern (z. B.<br />
stoffe benutzt, um die chemische<br />
Kalkstein zur Beeinflussung der metallurgischen Eigenschaften von Eisenerzpellets).<br />
Beide Wirkungen lassen sich gegebenenfalls durch einen Zu-<br />
Größe und Form sind wichtige Qualitätsmerkmale der Pellets. Man fordert<br />
satzstoff hervorbringen.<br />
vom Standpunkt<br />
- der Schüttguteigenschaften,<br />
- der Durchströmungs-,<br />
- Brenn-,<br />
- Sinter- und<br />
- Reaktionsbedingungen<br />
eine möglichst enge Pelletgrößenverteilung. Die Pelletgröße hängt von<br />
verschiedenen Faktoren ab. Sie wächst in bestimmten Grenzen vor allem<br />
mit der Feuchtigkeit des Aufgabegutes und seiner Verweilzeit in der<br />
Pelletiermaschine.<br />
Über die Wechselbeziehungen von Feuchte und Verweilzeit bzw. Durchsatz<br />
auf die Pelletgröße informiert Folie 7.11.3 unten links.<br />
Die maximal erreichbare Pelletgröße nimmt mit wachsender Partikelgröße<br />
des Pelletiergutes ab. Bei entsprechend angepassten Pelletierbedingungen<br />
entstehen aufgrund der Abrollvorgänge kugelige Pellets. Eine weitere Oberflächenglättung<br />
ist durch Nachrollen möglich, gegebenenfalls unter Zusatz<br />
von trockenem, feinem Gut.<br />
Für die Festigkeitsbewertung grüner Pellets sind vor allem die Druckfestig-<br />
eingeführt /8.11/.<br />
keit und die Fall- oder Prallfestigkeit<br />
Weiterhin spielt das Verhalten bei plötzlichem Erhitzen eine wichtige Rolle.<br />
Feuchte Agglomerate können dabei explosionsartig zerplatzen. Als<br />
Schocktemperatur bezeichnet man jene maximale Temperatur, der ein<br />
Pellet unmittelbar ausgesetzt werden darf, ohne dass es rissig wird bzw.<br />
platzt. Die Zerfallsneigung wächst<br />
- mit fallender Porosität und<br />
- Partikelgröße,<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
- sich verbreiternder Partikelgrößenverteilung des Pelletiergutes,<br />
- mit Zunahme von Pelletdurchmesser,<br />
- Pelletfeuchte und<br />
- Temperatur des Trockenmediums.<br />
437<br />
7.2.2 Pelletierausrüstungen<br />
Wie schon kurz erörtert, spielt die Rollagglomeration in Pelletiertellern<br />
und Pelletiertrommeln (Folie 7.10.1) in der Praxis die wichtigste Rolle.<br />
Die Aufbauagglomeration mittels Partikelstößen<br />
- in geeigneten Mischausrüstungen,<br />
- Wirbelschichtgranulatoren u.a. kann angewendet werden, wenn an die<br />
Agglomerate geringere Forderungen<br />
- hinsichtlich Festigkeit,<br />
- glatter Oberfläche und<br />
- gleichmäßiger Partikelgröße<br />
zu stellen sind.<br />
7.2.2.1 Pelletierteller<br />
Pelletierteller ( Folie 7.11.3) sind flachzylindrische Behälter, die um ihre<br />
geneigte Achse rotieren. Der Tellerdurchmesser D kann bis zu 7,5 m be-<br />
β seines Tellerbo-<br />
tragen. Die Bordhöhe der Teller liegt etwa im Bereich (0,1 - 0,25)⋅D, wobei<br />
die untere Grenze für sehr große und die obere für kleine Teller gilt.<br />
Wesentlich für den Betrieb eines Tellers ist die Neigung<br />
dens zur Horizontalen im Vergleich zum wirksamen dynamischen Bö-<br />
(Folie 7.11.3)<br />
schungswinkel ϕ B ’ des auf dem Teller bewegten Schüttgutes<br />
/8.11/. Der Neigungswinkel β muss deutlich größer sein als der Böschungs-<br />
Leitbleche und schließlich Sprüh-<br />
winkel ϕ B ’. In der Praxis liegt β vorwiegend zwischen 35° und 55°.<br />
Zur Ausrüstung gehören weiterhin Abstreifer, die den Tellerboden von<br />
anhaftendem Material säubern, teilweise<br />
düsen. Die Ausführungsformen der Teller variieren:<br />
- So gibt es solche, bei denen die Bordhöhe verändert werden kann.<br />
- Andere wiederum sind mit einem Nachrollring versehen.<br />
- Schließlich gibt es auch Teller mit stufenförmigem Boden.<br />
Das Aufgabegut wird entweder trocken oder teilweise befeuchtet mittels<br />
eines geeigneten Fördermittels dem Teller zugeführt. Der weitere Feuchtezusatz<br />
geschieht durch Sprühdüsen.<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
438<br />
Mit anwachsender Drehzahl werden Gut und Pellets immer höher angehoben,<br />
so dass auch der Abrollweg und die mechanischen Beanspruchungen<br />
zunehmen, denen die Pellets ausgesetzt sind. Für die betriebliche Praxis<br />
kommt etwa der Bereich (0,6 ... 0,75) n krit in Betracht /8.7, 8.13/, wobei für<br />
n krit gilt (s. auch Gl. (2.126) MVT_e_2.doc - nkrit):<br />
n krit<br />
= 1 g ⋅sinβ<br />
π 2⋅<br />
D<br />
. ( 7.1)<br />
D Tellerdurchmesser<br />
Die fertigen Pellets treten im unteren aufsteigenden Quadranten des Tellers<br />
über den Bordrand, wenn das Materialvolumen im Teller dessen Fassungs-<br />
des abnehmenden Rollreibungswiderstandes<br />
vermögen übersteigt. Aufgrund<br />
µ R ∼ r -1 mit zunehmenden Pelletradius<br />
kommt es im Teller zu einem<br />
Klassiereffekt, wodurch Pellets relativ einheitlicher Größe über den Teller-<br />
gewünschten Pelletgrößen liegen i.A. zwischen 3 und 20 mm. Der<br />
rand ausgetragen werden.<br />
Die<br />
Durchsatz lässt sich überschläglich wie folgt berechnen /8.7, 8.13/:<br />
m<br />
= k ⋅1,5<br />
⋅D<br />
P<br />
2<br />
D Tellerdurchmesser in m<br />
k P<br />
Pelletierfaktor:<br />
k P = 1,3 ... 2,5 Zement-Rohmehl<br />
k P = 0,6 ... 0,9 Eisenerz bzw. Konzentrate<br />
k P = 0,95 ... 1,1 Mischdünger<br />
in t/h. ( 7.2)<br />
7.2.2.2 Pelletiertrommeln<br />
Zylindrische Pelletiertrommeln (Folie 7.10.1) sind offene Trommeln, die<br />
jedoch an der Aufgabeseite einen Rückhaltering oder Konus aufweisen können,<br />
um den Rückfluss des Gutes auszuschließen. Die Trommeln sind um 6°<br />
bis 10° gegen die Horizontale geneigt.<br />
Sprühvorrichtungen in Form von Brausen und Düsen ermöglichen die<br />
dosierte Wasserzugabe an verschiedenen Stellen der Trommel.<br />
Die Drehzahl der Trommeln ist so einzustellen, dass sich die Abrollvorgänge<br />
optimal ausbilden können (Folie 7.12.5).<br />
Für Trommeln von 3 bis 3,5 m Durchmesser liegt der Optimalbereich etwa<br />
zwischen 8 und 14 min -1 .<br />
Die Gutbewegung wird - wie in Trommelmühlen - mit von den<br />
Reibungsbedingungen<br />
auf der Trommelwand beeinflusst. Auf metallisch glatten In-<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
439<br />
nenflächen bildet sich eine Schicht feuchten Feingutes, die sich diesbezüglich<br />
günstig auswirkt und deren Dicke mittels einer feststehenden oder rotierenden<br />
Abstreifvorrichtung kontrolliert wird. Die Durchmesser betrieblich<br />
eingesetzter Trommeln liegen zwischen etwa 1,5 und 4,6 m, die Durchsätze<br />
entsprechend zwischen 10 und 80 t/h.<br />
Pelletiertrommeln liefern im Vergleich zu den Pelletiertellern eine relativ<br />
breite Pelletgrößenverteilung, so dass eine anschließende Siebklassierung<br />
mit Rückführung des Feingutes unerlässlich ist (Folie 7.12.4).<br />
Weiterhin ist ihre Pufferfähigkeit zu nennen. Schließlich liefern sie etwas<br />
festere Pellets als Teller. Ihr Haupteinsatzgebiet liegt in der Eisenerzaufbereitung.<br />
7.2.3 Pellethärtung<br />
Da die Festigkeit grüner Pellets für Transport und nachfolgende Verwendung<br />
nicht ausreicht sowie sich beim Trocknen sogar noch vermindern<br />
kann, ist im Allgemeinen eine Pellethärtung unerlässlich. Dies geschieht<br />
vorwiegend durch das beim Brennen der Pellets eintretende Sintern. Die für<br />
die Härtung erforderlichen Festkörperbrücken (siehe Abschnitt 6.1.3<br />
MVT_e_6.doc) lassen sich aber auch durch das<br />
‣ Erhärten von Bindemitteln Gln.(6.67) MVT_e_6.doc - Sigmact_Chem,<br />
oder durch<br />
‣ Auskristallisieren gelöster Stoffe Gl.(6.63) MVT_e_6.doc -<br />
Sigmact_Krist<br />
erzeugen.<br />
Um Festkörperbrücken mit Hilfe von Sintermechanismen Gln.(6.73)<br />
MVT_e_6.doc - FHt_FN und (6.77) MVT_e_6.doc - Sigma0t_Sinter zu<br />
realisieren, sind außer der punktweisen Berührung der Partikeln folgende<br />
Voraussetzungen zu erfüllen:<br />
a) Es ist die erforderliche Beweglichkeit der Atome des zu sinternden Gutes<br />
zu gewährleisten. Deshalb muss Wärme an die Oberfläche der Partikeln<br />
herangeführt werden. Exotherme Reaktionen im Gut können den Sinterprozess<br />
unterstützen.<br />
b) Die Höchsttemperatur, die die Partikeloberflächen erreichen, muss entweder<br />
eindeutig unter der Schmelztemperatur liegen (Trockensintern),<br />
oder die Zeit, während der die Schmelztemperatur überschritten wird,<br />
muss im Vergleich zur Einschmelzzeit der Partikeln klein sein (Schmelzsintern).<br />
Es dürfen sich also nur flüssige Oberflächenschichten bilden.<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
440<br />
Sinterprozesse für Pellets zeichnen sich im Allgemeinen dadurch aus, dass<br />
mit äußerer Verbrennung gearbeitet wird, d.h., die Verbrennung eines geeigneten<br />
Brennstoffs geschieht außerhalb des Pelletbettes. Die Verbren-<br />
das letztere, das entweder als ruhende Schütt-<br />
nungsgase durchströmen<br />
schicht (Wanderroste) oder bewegte Schüttschicht (Schachtofen) vorliegt.<br />
Lediglich zum Erzielen von Bläheffekten (z.B. bei der Erzeugung von<br />
Leichtzuschlagstoffen) ist gegebenenfalls noch der Zusatz von festem<br />
Brennstoff zum Pelletiergut üblich.<br />
Da grüne Pellets eine relativ hohe Feuchte aufweisen, ist schon zum Trock-<br />
Wärmeaufwand erforderlich. Während des Trocknens<br />
nen ein beträchtlicher<br />
sind der Zerfall oder das Zerplatzen der Pellets zu vermeiden. Für das Brenwerden<br />
fast ausschließlich<br />
nen von Pellets<br />
- Schachtöfen,<br />
- Wanderroste oder<br />
- Wanderrost-Drehrohrofen-Anlagen<br />
eingesetzt.<br />
Unabhängig von der Art der Ausrüstung lässt sich der Gesamtprozess in die<br />
Teilprozesse<br />
- Trocknen,<br />
- Aufheizen,<br />
- Brennen und<br />
- Kühlen<br />
untergliedern. Hinsichtlich weiterer Einzelheiten ist auf entsprechende<br />
Fachliteratur zu verweisen, z. B. /8.1, 8.11/.<br />
Dem Härten von Pellets durch Anwendung von Bindemitteln, die eine hohe<br />
Festigkeit hervorbringen, ist in neuerer Zeit erhöhte Aufmerksamkeit ge-<br />
worden. Dabei werden Bindemechanismen genutzt, die entweder<br />
schenkt<br />
auf<br />
- hydraulischen Reaktionen (z. B. Abbinden von Zement) im Bereich<br />
normaler Temperaturen bis zu etwa 250 °C beruhen oder<br />
- bei denen die Verfestigung durch Karbonatisierung (z. B. von Kalkhydrat)<br />
erfolgt. Die Bindemittel sollten eine solche Zusammensetzung aufweisen,<br />
dass sich keine negativen Auswirkungen für die Pelleteigenschaften ergeben.<br />
7.3 Pressagglomeration (Brikettieren, Tablettieren)<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
441<br />
Die für die Pressagglomeration charakteristische Formkörperbildung unter<br />
erhöhtem Druck lässt sich durch die in Folie 7.13.1 dargestellten Wirkprinzipien<br />
realisieren. Die Einteilung ist nach den Gegebenheiten<br />
- der Pressgeometrie (geschlossene oder offene Form) und nach<br />
- der Art der Verdichtungsbegrenzung (geometrisch begrenzt oder kraftbegrenzt)<br />
vorgenommen worden:<br />
a) Pressagglomeration in geschlossener Form mit geometrisch begrenzter<br />
Verdichtung wie in Stempelpressen und Tablettenpressen (Folie 7.13.1a),<br />
b) Pressagglomeration in offener Form mit kraftbegrenzter Verdichtung<br />
aufgrund der Wandreibung des gepressten Stranges in Strang- und Lochpressen<br />
(Folie 7.13.1b) und<br />
c) Pressagglomeration durch Walzdruck in Walzenpressen (Folie 7.13.1c).<br />
Diese Wirkprinzipien können weiter modifiziert sowie miteinander kombiniert<br />
werden.<br />
7.3.1 Kompressibilität und Verpressbarkeit<br />
7.3.1.1 Mikroprozesse<br />
In Abhängigkeit von den Stoffeigenschaften, der Verdichtung und dem evtl.<br />
Zusatz eines Bindemittels können an der Brikettbildung verschiedene Bindekräfte<br />
beteiligt sein. Bei der Beurteilung eines körnigen Stoffes in Bezug<br />
auf seine Brikettierfähigkeit sind zu unterscheiden:<br />
- seine Kompressibilität, d.h. das Vermögen zur Volumenreduktion ΔV<br />
unter Druck p, d.h. Erzeugung einer genügend hohen Dichte des Presszu<br />
bilden, d.h. Erzeugung einer ausreichend hohen<br />
ling ρ b = f(p), und<br />
- die Verpressbarkeit, d. h. das Vermögen, unter Druck einen Pressling mit<br />
genügender Festigkeit<br />
Druckfestigkeit σ c = f(p) /8.14/.<br />
Bindemittel übernehmen im Allgemeinen noch eine Zusatzfunktion, indem<br />
sie während des Verdichtungsvorganges als "Schmiermittel" die<br />
Umordnung der Partikeln erleichtern können (inneres Schmiermittel).<br />
Äußere Schmiermittel werden manchmal zugesetzt, um die Reibung auf den<br />
Pressformoberflächen herabzusetzen /8.7/.<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
442<br />
Die Kompressibilität von Partikelsystemen entspricht der Druckabhängigden<br />
Mikrovorgängen:<br />
keit der Packungsdichte bei Schüttgütern und wird beeinflusst von folgen-<br />
(1) Umlagerung steifer Partikeln mit steifen Kontakten zu einer dichteren<br />
Zufallspackung,<br />
(2) Deformation weicher Kontakte von harten (mineralischen) Partikeln<br />
und<br />
(3) Deformation weicher Partikeln (z.B. Biozellen).<br />
Das Pressverdichten bewirkt, dass die im Gut zunächst nur punktartig vorhandene<br />
Kontakte hinsichtlich ihrer Zahl erhöht und vor allem zu flächen-<br />
werden (siehe auch Abschnitt 6.1.1.2.2<br />
haften Kontakten umgebildet<br />
MVT_e_6.doc)<br />
⇒ Mikroprozesse und Deformationsvorgänge beim Pressen: Folie 7.13.2 a)<br />
bis f).<br />
Die Verdichtung vollzieht sich anfänglich, d.h. bei noch großer äußerer Po-<br />
wobei die inneren Reibungskräfte zu überwinden sind (Folie 7.13.2b).<br />
rosität bzw. geringem Pressdruck, vornehmlich durch Umordnung der Partikeln,<br />
Mit weiter ansteigendem Pressdruck bzw. abnehmender Porosität kommt es<br />
mehr und mehr zur Partikelverformung mit nachfolgenden Brüchen. In<br />
Folie 7.13.2 sind diese Vorgänge schematisch dargestellt.<br />
Infolge der Reibungswärme können örtliche Sintervorgänge bzw. Reaktionsbrückenbindungen<br />
eintreten und zu Festkörperbrücken führen.<br />
Plastisches Verhalten<br />
- der Partikeloberflächen (geringe Härte) und<br />
- Volumenphase der Pa rtikeln (geringe Partikelfestigkeit und Steifigkeit)<br />
des Brikettiergutes begünstigt das Entstehen flächenhafter Kontakte und ist<br />
deshalb für die Verpressbarkeit sehr wesentlich.<br />
⇒ Beispeilhafte Druck- und Dichteverteilungen beim Pressen, s. Folie 7.14<br />
7.3.1.2 Kompressibilität der Stoffe<br />
Makroskopisch unterscheidet man bezüglich der Kompressibilität der Stoffe:<br />
• Kompressibilität analog HOOKschem-Gesetz für Festkörper<br />
Δl<br />
1<br />
= ε =<br />
l E<br />
0<br />
⋅ Δσ<br />
mit E 2( 1+ν<br />
) ⋅ G<br />
bzw.<br />
Δx<br />
= γ =<br />
y<br />
0<br />
1<br />
G<br />
⋅ Δτ<br />
( 7.3)<br />
= . ( 7.4)<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
• Für die Kompressibilität bei Flüssigkeiten und auch Festkörpern gilt<br />
für dreiachsigem Druck dementsprechend:<br />
dV dp<br />
= κ = . ( 7.5)<br />
V 0<br />
K<br />
443<br />
κ Kompressibilität (hier dimensionslos definiert! - im Unterschied zum<br />
di mensionsbehafteten κ = 1/K, siehe HÜTTE B 191)<br />
K Kompressionsmodul = Kompressionswiderstand oder Steifigkeit,<br />
d.h. wenn ν = 0 ist K ≅ E/3,<br />
⇒ ansonsten gilt im isotropen Fall<br />
E = 3⋅<br />
( 1−2ν<br />
) ⋅ K . ( 7.6)<br />
ν = −ε que r<br />
/ ε axial<br />
Querdehnungs- o. POISSON-Zahl, für inkompressi-<br />
bel, volumenerhaltende Stoffe ist maximal ν = 0,5<br />
• Kompressibilität für Gase bei adiabatischer (isentroper) Zustandsände-<br />
Wärmeaustausch mit der Umgebung (S = const.), gültig ins-<br />
rung (= kein<br />
besondere für schnelle Druckänderungen):<br />
mit p ⋅ κad V = const.<br />
( 7.7)<br />
und<br />
cM,p<br />
cM,V<br />
+ R R 2<br />
κ<br />
ad<br />
= = = 1 + = 1+<br />
> 1. ( 7.8)<br />
c c f ⋅R / 2 f<br />
M,V<br />
M,V<br />
κ ad<br />
c M,V<br />
c M,p<br />
f<br />
Isentropen- oder Adiabatenexponent (κ ad ≈ 1,67 für einatomige<br />
bzw. κ ad ≈ 1,4 für zweiatomiger Gase)<br />
molare Wärmekapazität bei konstantem Volumen<br />
molare Wärmekapazität bei konstantem Druck<br />
Zahl der anregbaren Schwingungsfreiheitsgrade von Atomen<br />
und Molekülen (= 3 [Translationsrichtungen] einatomiger<br />
bzw. = 5 [3 Translationsrichtungen + 2 Rotationsrichtungen]<br />
zweiatomiger Gasmoleküle, z.B. N 2 , O 2 (Luft), siehe HÜTTE<br />
1991 S. B 60 bzw. B 68)<br />
Außerdem folgen dV κ 1 const.<br />
adV<br />
ad −<br />
κ = −<br />
2<br />
dp<br />
− p<br />
dV 1 const.V<br />
1 V<br />
= = bzw.<br />
κ ad<br />
dp κ ad<br />
pV p κad<br />
p<br />
dV 1 1 dp<br />
≡ κ = ⋅ dp ≡ .<br />
V κ p K<br />
D.h.<br />
ad<br />
RT<br />
K = κad<br />
p = κad ⋅<br />
( 7.9)<br />
V<br />
m<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
444<br />
ein hoher Adiabatenexponent bedeutet einen hohen Kompressionswiderstand<br />
bzw. geringe Kompressibilität.<br />
• Kompression eines Schüttgutes<br />
Analog zur adiabaten Gaskompressibilität Gl.( 7.7) (Folie 7.15, Folie 7.16)<br />
lässt sich schreiben:<br />
dV 1 V<br />
d(V / m) 1 V / m<br />
− = bzw. − = , ( 7.10)<br />
dp κad<br />
p<br />
dp κad<br />
p<br />
d(1/ ρ)<br />
dρ<br />
1 1 dρ<br />
1 ρ<br />
− =− = oder = ⋅ .<br />
2<br />
dp − ρ ⋅ dp κ ρ ⋅ p dp κ p<br />
ad<br />
Damit lässt sich für ein Schüttgut eine gutabhängige Konstante (Kompressibilitätsindex<br />
n ≡ 1/ κ analog dem Adiabatenexponenten) einfüh-<br />
ad<br />
ren. Wenn man zusätzlich die Van-der-Waals-Gleichung von Gasen, die<br />
nahe des Kondensationspunktes gilt, beachtet (V m molares Volumen)<br />
2<br />
( p a / V ) ⋅(V<br />
+ − b) = R ⋅T<br />
, ( 7.11)<br />
VdW<br />
m<br />
m<br />
lässt sich der Schüttgutdruck durch die mittlere Verfestigungsnormal-<br />
(τ → 0) plus Haftspannung ausdrücken p = σM,st<br />
+ σ0<br />
spannung :<br />
ad<br />
dρ<br />
ρ<br />
b<br />
b<br />
= n ⋅<br />
dp<br />
p<br />
dσ<br />
= n ⋅<br />
σ + σ<br />
0<br />
M,st<br />
M,st<br />
.<br />
• Diese Differentialgleichung einer inkrementalen „Verdichtungsge-<br />
wird auch als Kompressionsrate schwindigkeit“ bezeichnet:<br />
dρ<br />
dσ<br />
b<br />
M,st<br />
= n ⋅<br />
σ<br />
0<br />
ρb<br />
+ σ<br />
M,st<br />
. ( 7.12)<br />
Mit der Randbedingung ρ b = ρ b,0 , wenn σ M,st = 0 ist:<br />
ρ<br />
σ<br />
b<br />
M ,st<br />
dρ<br />
dσ<br />
b M,st ρb<br />
∫ = n ⋅<br />
ρ<br />
∫ , d.h. ln = n ⋅ ln σ0<br />
+ σ<br />
σ + σ ρ<br />
ρb,0<br />
b<br />
0 0 M, st<br />
b,0<br />
[ ( ) − ln σ ]<br />
M,st<br />
0<br />
ρ<br />
ρ<br />
b<br />
b,0<br />
⎛ σ<br />
=<br />
⎜<br />
⎝<br />
0<br />
+ σ<br />
σ<br />
0<br />
M,st<br />
⎞<br />
⎟<br />
⎠<br />
n<br />
. ( 7.13)<br />
Schüttgutdichte<br />
ρ b<br />
n = 1 ideal kompressibel<br />
0 < n < 1 kompressibel<br />
ρ b,0<br />
n = 0 inkompressibel<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011<br />
-σ 0<br />
0<br />
mittlere Verfestigungsspannung σ M,st
445<br />
Bild 7.1: Darstellung der Kompressionsfunktion<br />
nach Gl.( 7.13)<br />
Für die dreiparametrige Funktion Gl.( 7.13) mit zusätzlicher Berücksich-<br />
tigung eine s messbaren Ordina tenabschnittes, für σM,st = 0 ist ρ b = ρ b,0 ,<br />
und einem Abzissenabschnitt im negativen Zugspannungsbereich, für ρ b =<br />
0 ist σ M,st = - σ 0 . Partikelmechanisch gesehen entspricht dieser<br />
Abzissenabschnitt einer Zugspannung und müsste als Zugfestigkeit<br />
unverfestigter Partikelkontakte gemessen werden.<br />
Eine sehr hohe Kompressibilität - analog einem idealen Gas - wäre folglich<br />
bei n = 1 zu beobachten. Kontinuumsmechanisch betrachtet ist hier der<br />
Kompressionswiderstand am niedrigsten, d.h. ein Kompressionsmodul K b<br />
der Partikelpackung in Gl.( 7.5). Bei inkompressiblem Gut wäre die Steifig-<br />
keit oder der Kompressionsmodul unendlich, Tabelle 7.1.<br />
Kompressibilitätsindex Bewertung Beispiele<br />
0 ≤ n < 0,01 inkompressibel trockener Sand<br />
0,01 ≤ n < 0,05 wenig kompressibel feuchter Sand<br />
0,05 ≤ n < 0,1 kompressibel kohäsive Pulver<br />
0,1 ≤ n < 1 sehr kompressibel sehr kohäsive Pulver<br />
Tabelle 7.1: Charakterisierung der Kompressibilität von Schüttgütern (Vergleiche<br />
n = 1/ κ = 3/5 = 0,6; 5/7 = 0,71; n = 1 ideales Gas s.u.)<br />
ad<br />
Diese Verdichtungsfunktion Gl. ( 7.13) lässt sich auch nach Ersetzen von<br />
σ M,st mit der größten Hauptspannung σ 1 gemäß Gl.( 7.14)<br />
σ1 + σ<br />
σ 0<br />
M ,st<br />
+ σ0<br />
=<br />
( 7.14)<br />
1+<br />
sin ϕ<br />
st<br />
folgendermaßen ausdrücken:<br />
n<br />
n<br />
ρ ⎛<br />
b<br />
σ1<br />
+ σ ⎞ ⎛<br />
0<br />
1 ⎞ ⎛ σ ⎞<br />
1<br />
=<br />
⎜<br />
=<br />
⋅ 1<br />
( )<br />
⎟<br />
⎜<br />
⎟<br />
⎜ +<br />
⎟<br />
ρb,0<br />
⎝ 1+<br />
sin ϕst<br />
⋅σ0<br />
⎠ ⎝1+<br />
sin ϕst<br />
⎠ ⎝ σ0<br />
⎠<br />
ρ b<br />
ρ<br />
⎛<br />
= ⎜<br />
1<br />
⎞<br />
⎟<br />
1<br />
⎜ 1 , 0<br />
sin ⎟ ⎜ ⎟<br />
b ⎝ + ϕst<br />
⎠ ⎝ σ0<br />
⎠<br />
n<br />
⎛ σ<br />
⋅⎜1+<br />
⎞<br />
⎟<br />
n<br />
n<br />
. ( 7.15)<br />
⇒ Für ein kohäsionsloses Pulver werden die Randbedingungen ρ b = 0<br />
und σ = 0 und ρ = ρ /2, wenn σ = σ folgt wiederum<br />
1 b s 1 1/50<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
446<br />
ρ<br />
ρ<br />
b<br />
∫<br />
s / 2<br />
dρ<br />
ρ<br />
b<br />
b<br />
= n ⋅<br />
σ<br />
σ<br />
1<br />
∫<br />
1/ 50<br />
n<br />
dσ<br />
σ<br />
1<br />
1<br />
, d.h.<br />
ρb<br />
σ<br />
ln = n ⋅ln<br />
ρ / 2 σ<br />
s<br />
1<br />
1/ 50<br />
1<br />
σ 1/ 50<br />
1 1⎛<br />
σ1<br />
2 ⎟ ⎞<br />
− ε =<br />
⎜<br />
( 7.16)<br />
⎝ σ1/<br />
50 ⎠<br />
⇒ σ = , wenn 1 − ε = 0, 5 wird nahezu die kubische Packung erreicht:<br />
1− ε = π = 0, 5236<br />
6<br />
⇒ n - Kompressibilitätsindex für σ1 < 50 kPa , meist n < 0,1<br />
- Walzenpressen und Brikettierung von Metallspänen 0,02 < n < 0,2<br />
- spezifische Kompressionsarbeit eines kohäsiven Schüttgutes siehe Folie<br />
7.17:<br />
Die Arbeit beim Verdichten ist entlang des Stempelweges s oder bezüglich<br />
einer Volumenverminderung - dV:<br />
W = F(s) ds = p dV<br />
( 7.17)<br />
∫ −∫<br />
und massebezogen kann man schreiben mit d( 1/ ρ) = −dρ<br />
/<br />
ρ<br />
2 :<br />
dV<br />
1 p( ρ)<br />
m<br />
= −∫<br />
p(V) = −∫<br />
p(V) d = ∫ dρ<br />
. ( 7.18)<br />
m<br />
ρ ρ<br />
W<br />
2<br />
Zweckmäßig sollte W m = f(p) ausgedrückt werden. Für das Schüttgut (für<br />
ρ ρ b ) sei mit der Kompressionsrate nach Gl.( 7.12):<br />
ρb<br />
dρ b<br />
= n ⋅ ⋅ dp<br />
( 7.12)<br />
p<br />
p( ρb)<br />
p( ρb)<br />
ρb<br />
dp<br />
W<br />
m,b<br />
= ∫ dρb<br />
= ∫ n ⋅ ⋅ dp = n ⋅<br />
2<br />
2<br />
ρ ρ<br />
∫<br />
( 7.19)<br />
b<br />
b<br />
p ρb<br />
dp<br />
W<br />
m,b<br />
= n ⋅∫ . ( 7.20)<br />
ρ<br />
b<br />
Mit der Gl.( 7.13) der Schüttgutdichte ist also:<br />
σ<br />
−n<br />
M ,st<br />
1 ⎛ σ0<br />
+ σM,st<br />
⎞<br />
Wm,b<br />
= n ⋅ ∫ ⋅<br />
⎜<br />
⎟ dσM,st<br />
, ( 7.21)<br />
ρ<br />
0 b,0 ⎝ σ0<br />
⎠<br />
σ0<br />
+ σM,st<br />
wobei z = und dσM ,st<br />
= σ0<br />
⋅ dz mit n ≠ 1:<br />
σ<br />
σ<br />
0<br />
M ,st<br />
σ0<br />
−n<br />
n σ0<br />
0 M,st<br />
Wm,b<br />
= n ⋅ ∫ ⋅ () z dz = ⋅ ⋅<br />
ρ<br />
0 b,0<br />
1−<br />
n ρ ⎜ ⎜⎛ σ + σ<br />
b,0<br />
σ0<br />
W<br />
W<br />
m,b<br />
m,b<br />
n σ<br />
= ⋅<br />
1−<br />
n ρ<br />
0<br />
b,0<br />
n σ<br />
= ⋅<br />
1−<br />
n ρ<br />
0<br />
b,0<br />
⎛ σ0<br />
+ σ<br />
⋅<br />
⎜<br />
⎝ σ0<br />
⎡⎛<br />
σ0<br />
+ σ<br />
⋅ ⎢<br />
⎜<br />
⎢⎣<br />
⎝ σ0<br />
M,st<br />
⎞<br />
⎟<br />
⎠<br />
M,st<br />
1−n<br />
⎞<br />
⎟<br />
⎠<br />
1−<br />
1−n<br />
σM ,st<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011<br />
⎝<br />
⎞<br />
⎟<br />
⎠<br />
0<br />
1−n<br />
n σ ⎛<br />
0<br />
σ ⎞<br />
0<br />
− ⋅ ⋅<br />
1 n<br />
⎜<br />
⎟<br />
− ρb,0<br />
⎝ σ0<br />
⎠<br />
n<br />
⎤<br />
−1⎥<br />
. ( 7.22)<br />
⎥⎦<br />
Vereinfacht lässt sich auch näherungsweise mit 1 – n ≈ 1 schreiben:
W<br />
m,b<br />
σ<br />
≈ n ⋅<br />
ρ<br />
0<br />
b,0<br />
⎡⎛<br />
σ<br />
⋅ ⎢<br />
⎜1+<br />
⎣⎝<br />
σ<br />
M,st<br />
0<br />
⎞ ⎤ σ<br />
⎟ −1⎥<br />
= n ⋅<br />
⎠ ⎦ ρ<br />
M,st<br />
b,0<br />
. ( 7.23)<br />
• spezifische Kompressionsarbeit eines kohäsionslosen Schüttgutes<br />
dp<br />
W<br />
m,b<br />
= n ⋅∫ . ( 7.20)<br />
ρ<br />
b<br />
Mit der Gl.( 7.16) der Schüttgutdichte ist also:<br />
W<br />
m,b<br />
wobei<br />
W<br />
W<br />
m,b<br />
σ<br />
1<br />
2<br />
= n ⋅ ∫<br />
ρ<br />
z<br />
0<br />
σ<br />
s<br />
⎛ σ ⎞<br />
⋅ ⎜<br />
⎝ σ ⎟<br />
1/<br />
50 ⎠<br />
−n<br />
1<br />
d<br />
σ<br />
1<br />
= und d<br />
1<br />
= σ1/<br />
50<br />
⋅ dz<br />
σ 1/50<br />
σ<br />
1<br />
σ<br />
= 2n<br />
⋅ ∫<br />
ρ<br />
2 ⋅ n<br />
1/ 50<br />
⋅<br />
( z)<br />
1<br />
, ( 7.24)<br />
σ mit n ≠ 1:<br />
−n<br />
2 ⋅ n σ<br />
dz = ⋅<br />
1−<br />
ρ<br />
0 s<br />
n<br />
σ<br />
⎛<br />
⎜<br />
⎝<br />
σ<br />
⎞<br />
⎟<br />
⎠<br />
1−n<br />
1/ 50<br />
s<br />
⎛ σ<br />
⋅<br />
⎜<br />
⎝ σ<br />
1<br />
1/ 50<br />
⎞<br />
⎟<br />
⎠<br />
1−n<br />
σ1<br />
1/ 50 1<br />
m,b<br />
= ⋅ ⋅<br />
1 n ⎜ ⎟<br />
. ( 7.25)<br />
− ρs<br />
σ1/<br />
50<br />
Vereinfacht lässt sich auch näherungsweise mit 1 – n ≈ 1 schreiben:<br />
σ ⎛<br />
1/ 50<br />
σ ⎞<br />
1<br />
σ1<br />
Wm,b<br />
≈ 2 ⋅ n ⋅ ⋅<br />
⎜<br />
⎟ = 2 ⋅ n ⋅ . ( 7.26)<br />
ρs<br />
⎝ σ1/ 50 ⎠ ρs<br />
0<br />
447<br />
Darüberhinaus ist zur Beschreibung des Zusammenhangs zwischen Pressdruck<br />
p und Verdichtung eine größere Zahl empirischer Modelle entwickelt<br />
worden. Von den einfachen Ansätzen soll folgender die realen Verhältnisse<br />
vielfach befriedigend widerspiegeln können /8.16/:<br />
V<br />
ln p = −k1 ⋅ + k 2<br />
. ( 7.27)<br />
V<br />
∞<br />
V= f(p) Brikettvolumen<br />
V ∞ porenfreies Brikettvolumen (p → ∞)<br />
k1, k2<br />
stoffabhängige Parameter<br />
Das nachfolgende Modell erfasst einerseits das Schließen größerer Poren<br />
durch Umordnungseff ekte (Folie 7.13.2a) und andererseits das Schließen<br />
kleinerer Poren durch Deformationseffekte (Folie 7.13.2b,c) /8.15, 8.16/:<br />
V −<br />
⎡ p ⎤<br />
0<br />
V<br />
g ⎡ p ⎤<br />
⎢ − ⎥ − ⋅ ⎢ −<br />
k<br />
= k 3<br />
⋅exp<br />
k<br />
4<br />
exp V −<br />
p<br />
⎥ . ( 7.28)<br />
0<br />
V ∞ ⎣ ⎦ ⎣ p ⎦<br />
V 0 A nfangsvolumen des zu verdichtenden Gutes<br />
p g , p k<br />
Druck, bei dem das Schließen der größeren bzw. kleineren<br />
Poren vorzugsweise verläuft (siehe Tab. 7.2)<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
448<br />
Die Parameter k 3 und k 4 geben die theoretisch maximal möglichen Verdichtungsanteile<br />
an, die auf das Schließen größerer und kleinerer Poren zurückzuführen<br />
sind. Tabelle 7.2 enthält Angaben über p g , p k , k 3 und k 4 verschiedener<br />
Stoffe /8.15/.<br />
Mit zunehmendem Pressdruck bzw. zunehmender Verdichtung wächst die<br />
Festigkeit, wobei die Steigerung niedrigerer Pressdrücke einen höheren Festigkeitszuwachs<br />
als die größerer hervorbringt.<br />
Stoff MOHSsche Härte k 3 k 4 p g<br />
in MPa<br />
p k<br />
in MPa<br />
Korund 9 0,50 0,35 22 350<br />
Quarz 7 0,60 0,25 17 380<br />
Magnesiumoxid 4 – 5 0,65 0,35 17 340<br />
Kalzit 3 0,68 0,32 10 300<br />
Tabelle 7.2: Verdichtungsparameter gemäß Gl.( 7.28) für verschiedene Stoffe<br />
/8.15/<br />
Für die Beschreibung der Festigkeit σ in Abhängigkeit vom Pressdruck p<br />
und der Packungsdichte ϕ d (≡ 1 - ε) ist folgende Modellgleichung vorgeschlagen<br />
worden /8.14/:<br />
max<br />
[ 1−<br />
exp( − κ ⋅ p ⋅ϕ<br />
)]<br />
σ = σ ⋅<br />
. ( 7.29)<br />
d<br />
σ max<br />
κ<br />
maximal mögliche Festigkeit des Presslings<br />
stoffabhängige Presssuszeptibilität<br />
Die Festigkeit der Presslinge hängt auch von der Feuchte des Gutes ab. Im<br />
Allgemeinen durchläuft die Festigkeit in Abhängigkeit von der Feuchte ein<br />
Maximum. Mit wachsendem Pressdruck, d.h. auch mit zunehmender Verdichtung,<br />
verschiebt sich die Lage des Maximums nach niedrigeren Feuchten.<br />
Die Wirkung der Feuchte ist komplexer Natur (s. hierzu auch Abschn.<br />
6.1.2.2 M VT_e_6.doc - Feuchtigkeit_1).<br />
Aufgrund ihrer Schmierwirkung kann eine dichtere Packung erreicht wer-<br />
gleichbleibenden Bedingungen die Agglomeratfestigkeit erhöht /8.17/. Bei<br />
den. Schließlich können Flüssigkeitsbrücken zur Bindung beitragen. Weiterhin<br />
ist der Einfluss von Adsorptionsschichten und Wasserstoffbrückenbindungen<br />
zu berücksichtigen.<br />
Mit zunehmender Feinheit des zu agglomerierenden Gutes wird unter sonst<br />
der Pressagglomeration anorganischer Stoffe sollte die obere Partikelgröße<br />
1 mm nicht überschreiten.<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
449<br />
Normale Brikettierkohle bei der Braunkohlenbrikettierung ist d < 6 mm.<br />
Feinkornbriketts für die Braunkohlenverkokung werden aus Körnungen < 1<br />
bis < 2 mm erzeugt.<br />
Unter dem Gesichtspunkt einer möglichst hohen Verdichtung sollte die Partikelgrößenverteilung<br />
etwa einer GGS-Verteilung gemäß Gl.(1.48) MVT_e-<br />
_1.doc - GGS mit dem Parameter k zwischen 1/2 und 1/3 gehorchen.<br />
Einen wesentlichen Einfluss auf die Festigkeit der Presslinge über die Art<br />
der Verpressung und vor allem die Pressgeschwindigkeit aus. Der im Auf-<br />
gabegut enthaltenen Luft muss ausreichend Zeit zum Entweichen gegeben<br />
werden.<br />
Die bei der Pressagglomeration aufgewendeten Pressdrücke liegen in Ab-<br />
von den Materialeigenschaften, der geforderten Festigkeit und<br />
hängigkeit<br />
der gewählten Ausrüstung im Bereich von einigen 10 MPa bis 1000 MPa,<br />
wobei in vielen Fällen Drücke zwischen etwa 50 und 200 MPa ausreichen.<br />
Eine bindemittellose Brikettierung gelingt nur, wenn das Gut über gewisse<br />
plastische Eigenschaften verfügt, wie dies z. B. bei der Braunkohle der Fall<br />
ist.<br />
Bindemittel (z. B. Kalk, Wasserglas, Bitumen, Stärke) erhöhen die Kohäsi-<br />
weitere Festigkeitssteigerung<br />
on im "grünen" Brikett und bewirken eine<br />
beim Lagern.<br />
Beim Heißbrikettieren kommt es bei den auftretenden hohen Drücken und<br />
Temperaturen bis zu 1000 °C zu<br />
- einer Plastizitätszunahme und<br />
- chemischen Aktivierung der Kontakte sowie<br />
- örtlicher Sintervorgänge,<br />
wodurch besonders feste Briketts entstehen. Wird das Gut vor der Pressagglomeration<br />
erhitzt, so kann der erforderliche Pressdruck gegebenenfalls<br />
erniedrigt werden.<br />
7.3.2 Ausrüstungen für die Pressagglomeration<br />
Die Ausrüstungen unterscheiden sich hinsichtlich der Verwirklichung der<br />
Verdichtung des Gutes. Aufgrund der in Folie 7.18 und Folie 7.19 dargestellten<br />
Wirkprinzipien lassen sie sich einteilen in:<br />
a) Stempel- und Tablettenpressen (Folie 7.18.1)<br />
b) Strang- und Lochpressen (Folie 7.18.2)<br />
c) Walzenpressen (Folie 7.19).<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
450<br />
7 .3.2.1 Stempel- und Tablettenpressen<br />
Die Pressagglomeration in der geschlossenen Form wird mit einem hin- und<br />
hergehenden Stempel durchgeführt. In den meisten Fällen werden Stempelpressen<br />
(Folie 7.18.1a) konstruktiv so gestaltet, dass die Verdichtung k<br />
k = V 0 /V V<br />
V 0 , V V Volumen des Pressgutes im unverdichteten bzw. verdichteten<br />
Zustand<br />
durch den Hub des Stempels (Exzenterantrieb) von der beginnenden bis zur<br />
maximalen Kompression vorgegeben ist und die Presskraft F max eine sich<br />
einstellende Größe ist.<br />
Man kann jedoch auch umgekehrt vorgehen und mit hydraulisch vorgege-<br />
arbeiten. Die Vorteile dieser Vorge-<br />
bener Presskraft und einer sich entsprechend der Gutmenge und dem Guteigenschaften<br />
einstellenden Verdichtung<br />
hensweise bestehen in der Möglichkeit<br />
- hohe Kompressionen zu erzielen und<br />
- dabei Presslinge mit guter Maßhaltigkeit in allen drei Achsrichtungen zu<br />
erhalten.<br />
Nachteilig ist die diskontinuierliche Arbeitsweise.<br />
Der Forderung nach hohen Ausstoßzahlen, die besonders für die Tablettenherstellung<br />
erforderlich sind, werden die Rundlauf-Tablettenpressen ge-<br />
recht (Folie 7.18.1b). Hierbei handelt es sich um mehrstempelige Anordnungen,<br />
wobei die Pressformen (Füllschuh) an einem drehbaren Tisch be-<br />
Verpressung ist eine Reihe<br />
festigt sind. Bei der weitgehend automatisierten<br />
von Variationen möglich:<br />
- z. B. Pressen nur mit Oberstempel,<br />
- Pressen mit Ober- und Unterstempel,<br />
- ein- und mehrstufiges Pressen (mit Vorverdichtung),<br />
- unterschiedliche Pressgeschwindigkeiten und<br />
- mehr oder weniger lange Pressdruckhaltezeiten.<br />
Das Pressgut wird über Einfülltrichter in die Pressform eingegeben. Die<br />
fertigen Tabletten werden<br />
- durch Oberstempel in Pressrichtung oder<br />
- durch einen Gegenstempel in entgegengesetzter Richtung<br />
ausgestoßen. Moderne Hochleistungspressen erreichen Ausstöße bis 10.000<br />
Tabletten/min.<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
451<br />
7.3.2.2 Strang- und Lochpressen<br />
Bei diesem Wirkprinzip wird das Gut durch einen Formkanal gepresst, so<br />
dass zunächst ein Strang entsteht. Je nachdem, ob die Presskraft mittels<br />
- Stempel (Stempel-Strangpresse),<br />
- einer Schnecke (Schneckenpresse) oder<br />
- einer Presswalze (Lochpresse)<br />
erzeugt wird, ist das Pressgut dem Formkanal intermittierend oder kontinuierlich<br />
zuzuleiten (Folie 7.18.2). Bei letzteren ist der Strang am Austragsende<br />
in Formlinge zu zerlegen, während er bei ersteren meist von selbst in<br />
Briketts zerfällt.<br />
Stempelstrangpressen (Folie 7.18.2a, Folie 7.20, Folie 7.21) werden vorzugsweise<br />
für die Brikettierung von Braunkohlen und Torf eingesetzt.<br />
Hauptmerkmal sind der waagerechte offene Formkanal und der darin ab-<br />
vorgetriebene und zurückgezogene Stempel. Beim Rückhub des<br />
wechselnd<br />
Stempels fällt das Pressgut in die Form, und es wird beim Vorhub gegen die<br />
bereits gebildeten Briketts gedrückt und verdichtet. Das Brikett entsteht<br />
somit in einer Formkammer, die von<br />
- den Seitenwandungen,<br />
- der Schlagfläche des zuletzt gebildeten Briketts und von<br />
- der Stempelschlagfläche<br />
gebildet wird. Erst wenn der erforderliche Pressdruck erreicht ist, darf der<br />
Brikettstrang weichen, d.h. sich um eine Brikettdicke verschieben. Gewöhnlich<br />
genügen der Strangwiderstand und die Reibung des in der Pressform<br />
befindlichen Strangteils nicht, um den notwendigen Pressdruck zu erzielen.<br />
Deshalb ist die Form mit einer Verengung - dem sogenannten Buckel -<br />
versehen, mit dessen Hilfe das schon gebildete Brikett genügend verdichtet<br />
werden kann. Im Stempelstrangpressen können Pressdrücke von etwa 60 bis<br />
140 MPa realisiert werden. Man betreibt sie im Allgemeinen im Drehzahlbereich<br />
von 60 bis 120 min -1 in Abhängigkeit von der Brikettierbarkeit der<br />
Braunkohle und den Anforderung an die Brikettgüte. Ein wichtiges Unterscheidungsmerkmal<br />
folgt aus der Zahl der in einer Presse arbeitenden Stempel.<br />
Die Stempelschlagflächen liegen in Abhängigkeit vom Brikettformat<br />
etwa zwischen 100 und 200 cm 2 .<br />
In Schneckenpressen (Vakuumstrangpressen, siehe auch Extruder) (Folie<br />
7.18.2b) wird die Verdichtung von einer Schnecke kontinuierlich hervorge-<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
452<br />
bracht, wobei die Steigung des Schneckengewindes entweder konstant ist<br />
oder in Förderrichtung abnimmt. Da nur relativ niedrige Pressdrücke erzielt<br />
werden, kommen Schneckenpressen (bzw. Extruder) vorwiegend bei leicht<br />
agglomerierbaren, plastischen Produkten zum Einsatz. Ein Mundstück am<br />
Formkanalende gestattet, einerseits bestimmte Formen herzustellen, andererseits<br />
beeinflusst es den für die Verdichtung nötigen Widerstand. Mit Hilfe<br />
von Schneidvorrichtungen werden die austretenden Stränge in Formlinge<br />
zerschnitten.<br />
Lochwalzenpressen (Folie 7.18.2c-g) stellen eine Kombination von Walz-<br />
dar /8.20/. Das Pressgut wird zunächst in<br />
druck- und Strangpressprinzip<br />
einen Walzenspalt eingezogen, dann aber in Abwandlung des Walzdruck-<br />
zueinander versetzt abrollen<br />
prinzips durch Bohrungen der holen Walzen gepresst. Da die Verdichtung<br />
durch den Strangwiderstand in der Bohrung begrenzt wird, sind diese Maschinen<br />
folgerichtig den Strangpressen zuzuordnen. Verfügen bei Doppelwalzen-Lochpressen<br />
beide Walzen über Lochformen, so muss gewährleistet<br />
bleiben, dass die Bohrungen der Walzen<br />
(Folie 7.18.2e). Die Anforderungen an den synchronen Lauf der Walzen<br />
werden noch höher, wenn die Mantelflächen zahnradförmig ausgebildet sind<br />
(Folie 7.18.2g).<br />
In den Fällen, in denen der Kanalwiderstand der Bohrungen nicht zur Ausbildung<br />
hinreichend fester Formlinge ausreicht, benutzt man Lochformen,<br />
die sich in Transportrichtung des gepressten Gutes verengen. Handelt es<br />
sich um stark elastische Güter, so müssen die Bohrungen am Ausgang mit<br />
Erweiterungen ausgeführt werden (Abbau innerer Druckspannungen die<br />
zum Zerreißen der Presslinge führen können).<br />
Lochpressen haben sich besonders für leicht agglomerierbare Stoffe wie<br />
Futtermittel eingeführt. Die Formlinge werden durch Messer abgestreift<br />
und weisen Durchmesser von ca. 1 bis 20 mm auf.<br />
7.3.2.3 Walzenpressen<br />
Bei dem Walzdruckprinzip (Folie 7.19.1) wird die Verdichtung durch<br />
Druckkräfte erzeugt, die im Spalt zwischen zwei Walzen bzw. einer Walze<br />
und einer ebenen oder gekrümmten Fläche auftreten /8.22/: die erzielbare<br />
Verdichtung ist hierbei eine Größe, die wesentlich durch die Einzugsverhältnisse<br />
am Walzenspalt bestimmt wird.<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
453<br />
Bei den Walzenpressen erfolgt die Verdichtung im Spalt zweiter gegenläufig<br />
rotierender Walzen. Die Walzenoberflächen sind entweder glatt bzw.<br />
profiliert (geriffelt, gewellt, gewaffelt) oder mit Formmulden ausgestattet.<br />
Im ersten Fall (Folie 7.19.1a) ist das Agglomerationsprodukt gewöhnlich<br />
ein aus dem Walzenspalt austretender bandartiger Strang (Schülpe), der<br />
anschließend zerkleinert und klassiert werden muss. Eine vorhandene Profilierung<br />
dient hier vor allem der Verbesserung der Einzugsverhältnisse in<br />
den Walzenspalt.<br />
Im zweiten Fall (Folie 7.19.1b,c) entstehen Formlinge (Briketts).<br />
Der Verdichtungsprozess auf einer Walzenpresse soll anhand Folie 7.19.2<br />
beschrieben werden. Unter dem Einfluss der Schwerkraft und noch vielfach<br />
unter dem Druck einer Verdichtungsschnecke (siehe auch Folie 7.18.2) so-<br />
wird das Gut in den Walzen-<br />
wie der Reibungskraft der rotierenden Walzen<br />
spalt eingezogen und dort agglomeriert. Der Gesamtprozess lässt sich in die<br />
Teilprozesse oder -bereiche aufgliedern, und zwar in den<br />
- Einzugsbereich,<br />
- Verdichtungsbereich und<br />
- Entlastungsbereich.<br />
α 0 in Folie 7.19.2 stellt den Aufgabewinkel dar, der mit dem halben Ein-<br />
übereinstimmen sollte (siehe auch Abschnitt 2.6.2<br />
zugswinkel des Gutes<br />
MVT_e_2.doc - Einzug). Im Einzugsbereich herrschen Umorientierungen<br />
der Partikeln vor. α E kennzeichnet den Eintritt in den Verdichtungsbereich.<br />
Hier dominieren elastische und plastische Verformungen. Im letzten<br />
Teil der Verdichtung stellt man in Abhängigkeit von den Guteigenschaften<br />
entweder vorwiegend plastische Verformung oder auch Bruchvorgänge<br />
der Partikeln fest.<br />
Beim Grenzwinkel α g ändert sich die Richtung der Reibungskraft. Man bezeichnet<br />
die Zone zwischen α 0 und α g als Nacheilzone, weil hier die Gutbewegung<br />
der Walzenbewegung nacheilt. Daran schließt sich die Voreilzone<br />
an. α V stellt den elastischen Verformungswinkel der Walzen dar. Aus der<br />
elastischen Rückdehnung beim Austritt aus dem Walzenspalt folgt, dass<br />
die Schülpendicke s 2 größer als die Spaltweite s 1 ist.<br />
Das Prozessergebnis wird bestimmt von den Eigenschaften des<br />
- Aufgabegutes<br />
* Partikelgrößen- und Partikelformverteilung,<br />
* elastisch-plastisches Verhalten,<br />
* Fließeigenschaften,<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
454<br />
* Entlüftungsverhalten<br />
und weiterhin von einigen Maschinen- bzw. Prozessparametern. Zu letzteren<br />
zählen zunächst<br />
- der Walzendurchmesser,<br />
- die Walzkraft oder<br />
- die Spaltweite und<br />
- der Vorverdichtungsdruck.<br />
Die Walzendurchmesser betrieblich eingesetzter Pressen liegen etwa im<br />
Bereich von 300 bis 1400 mm, die Walzenbreiten zwischen 200 und 1500<br />
mm. Die auf die Walzenbreite bezogenen Presskräfte - zweckmäßig Linienkräfte<br />
- liegen für anorganische Stoffe vor allem im Bereich 4 bis 20<br />
MN/m.<br />
Durch Vorverdichtung mittels speziell gestalteter Verdichtungsschnecken<br />
wird ein Teil der Verdichtungsarbeit vor dem Walzenspalt geleistet.<br />
Dies ermöglicht die Anwendung kleinerer Walzendurchmesser und führt zu<br />
wirtschaftlicheren Pressengrößen.<br />
Eine weitere wichtige Einflussgröße ist die Walzendrehzahl bzw. die Walzenumfangsgeschwindigkeit.<br />
Letztere liegt etwa zwischen 0,2 und 1,6 m/s.<br />
Bei zu hoher Geschwindigkeit behindert die Gegenströmung der aus den<br />
Poren verdrängten Luft die gleichmäßige Gutzufuhr in den Walzenspalt.<br />
Auch im Hinblick auf das Beherrschen der Entlüftung hat sich die Vorverdichtung<br />
bewährt.<br />
Wichtig ist eine gleichmäßige und kontinuierliche Zufuhr des Pressgutes.<br />
Bei gut rieselfähigem Material kann ein Fülltrichter mit Mengensteuerung<br />
genügen. Der Gutfluss kann durch einen angebauten Vibrator unterstützt<br />
werden (Folie 7.19.3a). Überwiegend werden heute aber Füll- bzw.<br />
Vorverdichtschnecken angewendet (Folie 7.19.3b). Im Allgemeinen sind<br />
mehrere drehzahlregelbare Schnecken über dem Walzenspalt angeordnet.<br />
Werden auf Walzenpressen Schülpen erzeugt, so sind diese im Anschluss<br />
mit möglichst hohem Ausbringen an den erwünschten Partikelgrößenklassen<br />
zu zerkleinern und klassieren. Das Feingut gelangt dann zurück<br />
zur Presse.<br />
Ringwalzenpressen (Folie 7.19.1c) bestehen im Wesentlichen aus einem<br />
Ring, der auf Stützrollen läuft, und einer exzentrisch innerhalb des Ringes<br />
angeordneten Presswalze mit wesentlich kleinerem Durchmesser. Der Ring<br />
besitzt eine Formrille. Das Aufgabegut wird aufgrund der gleichen Drehrichtung<br />
und Umlaufgeschwindigkeit von Nutenring und Presswalze in de-<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011
455<br />
ren Spalt eingezogen und zu einem Strang verdichtet. Mit Hilfe von Zähnen<br />
auf der Walze erfolgt die Trennung des Stranges in Briketts, die abgehoben<br />
und ausgetragen werden. (Folie 7.22)<br />
7.4 4BSchwerpunkte und Kompetenzen<br />
Anhand dieser Schwerpunkte können Sie Ihr Wissen und Ihre verfahrenstechnischen<br />
Kompetenzen überprüfen:<br />
• Prozessziele:<br />
Prozessziele und Wirkprinzipien der Agglomeration;<br />
• Physikalische Grundlagen, Mikroprozesse und Produktbewertung:<br />
Partikelhaftkräfte, Agglomeratfestigkeit, Beanspruchungsarten und<br />
Messmethoden zur Bewertung der Produktqualität, Kompressibilität<br />
und Verpressbarkeit kohäsiver Pulver;<br />
• Prozessauslegung:<br />
Aufbau, Wirkprinzipien, Prozessauslegung, Maschinenparameter<br />
sowie Einsatzgebiete ausgewählter Maschinen (Pelletierteller und -<br />
trommel, Stempel- und Tablettenpresse, Walzenpresse).<br />
MVT_e_7neu.doc <strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> - Partikeltechnologie Agglomeration Prof. Dr. J. Tomas,<br />
21.03.2011