upgrade no. 30 - LASCO Umformtechnik GmbH
upgrade no. 30 - LASCO Umformtechnik GmbH
upgrade no. 30 - LASCO Umformtechnik GmbH

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
K<strong>no</strong>w-how<br />
Vorformen und Umformen mit Walzen (Teil 1)<br />
Walztech<strong>no</strong>logien mit Zu<br />
Reckwalzen und Querkeilwalzen haben sich in der<br />
Massivumformung etabliert. Unsere zweiteilige<br />
Serie beleuchtet Grundlagen und Perspektiven der<br />
Walztech<strong>no</strong>logien und stellt weitere in<strong>no</strong>vative Verfahren<br />
vor.<br />
Insbesondere Reckwalzen und Querkeilwalzen<br />
können als in der Warmmassivumformung<br />
etablierte Verfahren bezeichnet werden. Die<br />
bei <strong>LASCO</strong> durchgeführten intensiven Entwicklungsarbeiten<br />
der letzten Jahre zielten<br />
auf Verbesserung von Genauigkeit und Reproduzierbarkeit<br />
am Werkstück und Optimierung<br />
der Rüstvorgänge ab. Daneben wurden weitere<br />
Walzaggregate entwickelt, deren Fokus auf<br />
Flexibilität in der Anwendung liegt.<br />
Übersicht der<br />
Walzverfahren<br />
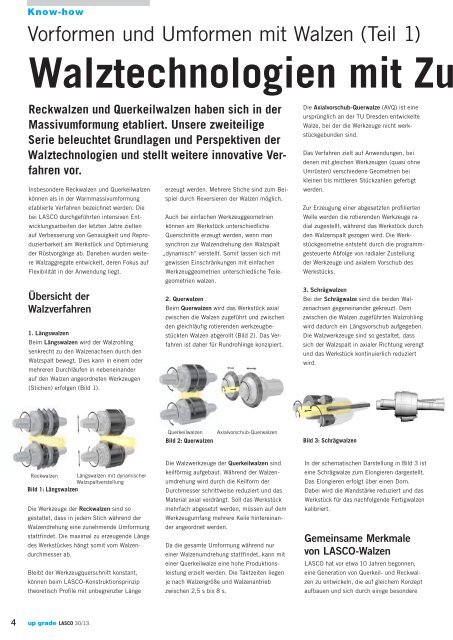
1. Längswalzen<br />
Beim Längswalzen wird der Walzrohling<br />
senkrecht zu den Walzenachsen durch den<br />
Walzspalt bewegt. Dies kann in einem oder<br />
mehreren Durchläufen in nebeneinander<br />
auf den Walzen angeordneten Werkzeugen<br />
(Stichen) erfolgen (Bild 1).<br />
erzeugt werden. Mehrere Stiche sind zum Beispiel<br />
durch Reversieren der Walzen möglich.<br />
Auch bei einfachen Werkzeuggeometrien<br />
können am Werkstück unterschiedliche<br />
Querschnitte erzeugt werden, wenn man<br />
synchron zur Walzendrehung den Walzspalt<br />
„dynamisch“ verstellt. Somit lassen sich mit<br />
gewissen Einschränkungen mit einfachen<br />
Werkzeuggeometrien unterschiedliche Teilegeometrien<br />
walzen.<br />
2. Querwalzen<br />
Beim Querwalzen wird das Werkstück axial<br />
zwischen die Walzen zugeführt und zwischen<br />
den gleichläufig rotierenden werkzeugbestückten<br />
Walzen abgerollt (Bild 2). Das Verfahren<br />
ist daher für Rundrohlinge konzipiert.<br />
Die Axialvorschub-Querwalze (AVQ) ist eine<br />
ursprünglich an der TU Dresden entwickelte<br />
Walze, bei der die Werkzeuge nicht werkstückgebunden<br />
sind.<br />
Das Verfahren zielt auf Anwendungen, bei<br />
denen mit gleichen Werkzeugen (quasi ohne<br />
Umrüsten) verschiedene Geometrien bei<br />
kleinen bis mittleren Stückzahlen gefertigt<br />
werden.<br />
Zur Erzeugung einer abgesetzten profilierten<br />
Welle werden die rotierenden Werkzeuge radial<br />
zugestellt, während das Werkstück durch<br />
den Walzenspalt gezogen wird. Die Werkstückgeometrie<br />
entsteht durch die programmgesteuerte<br />
Abfolge von radialer Zustellung<br />
der Werkzeuge und axialem Vorschub des<br />
Werkstücks.<br />
3. Schrägwalzen<br />
Bei der Schrägwalze sind die beiden Walzenachsen<br />
gegeneinander gekreuzt. Dem<br />
zwischen die Walzen zugeführten Walzrohling<br />
wird dadurch ein Längsvorschub aufgegeben.<br />
Die Walzwerkzeuge sind so gestaltet, dass<br />
sich der Walzspalt in axialer Richtung verengt<br />
und das Werkstück kontinuierlich reduziert<br />
wird.<br />
Querkeilwalzen<br />
Bild 2: Querwalzen<br />
Axialvorschub-Querwalzen<br />
Bild 3: Schrägwalzen<br />
Reckwalzen Längswalzen mit dynamischer<br />
Walzspaltverstellung<br />
Bild 1: Längswalzen<br />
Die Werkzeuge der Reckwalzen sind so<br />
gestaltet, dass in jedem Stich während der<br />
Walzendrehung eine zunehmende Umformung<br />
stattfindet. Die maximal zu erzeugende Länge<br />
des Werkstückes hängt somit vom Walzendurchmesser<br />
ab.<br />
Bleibt der Werkzeugquerschnitt konstant,<br />
können beim <strong>LASCO</strong>-Konstruktionsprinzip<br />
theoretisch Profile mit unbegrenzter Länge<br />
Die Walzwerkzeuge der Querkeilwalzen sind<br />
keilförmig aufgebaut. Während der Walzenumdrehung<br />
wird durch die Keilform der<br />
Durchmesser schrittweise reduziert und das<br />
Material axial verdrängt. Soll das Werkstück<br />
mehrfach abgesetzt werden, müssen auf dem<br />
Werkzeugumfang mehrere Keile hintereinander<br />
angeordnet werden.<br />
Da die gesamte Umformung während nur<br />
einer Walzenumdrehung stattfindet, kann mit<br />
einer Querkeilwalze eine hohe Produktionsleistung<br />
erzielt werden. Die Taktzeiten liegen<br />
je nach Walzengröße und Walzenantrieb<br />
zwischen 2,5 s bis 8 s.<br />
In der schematischen Darstellung in Bild 3 ist<br />
eine Schrägwalze zum Elongieren dargestellt.<br />
Das Elongieren erfolgt über einen Dorn.<br />
Dabei wird die Wandstärke reduziert und das<br />
Werkstück für das nachfolgende Fertigwalzen<br />
kalibriert.<br />
Gemeinsame Merkmale<br />
von <strong>LASCO</strong>-Walzen<br />
<strong>LASCO</strong> hat vor etwa 10 Jahren begonnen,<br />
eine Generation von Querkeil- und Reckwalzen<br />
zu entwickeln, die auf gleichem Konzept<br />
aufbauen und sich durch einige besondere<br />
4 up grade <strong>LASCO</strong> <strong>30</strong>/13