Prüfkörper zur exemplarischen Ermittlung der Messunsicher- heit ...
Prüfkörper zur exemplarischen Ermittlung der Messunsicher- heit ...
Prüfkörper zur exemplarischen Ermittlung der Messunsicher- heit ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Prüfkörper</strong> <strong>zur</strong> <strong>exemplarischen</strong> <strong>Ermittlung</strong> <strong>der</strong> <strong>Messunsicher</strong><strong>heit</strong><br />
– Konzept und Anwendungserfahrung<br />
Dipl. Ing. (FH) T. Hageney, eumetron GmbH, Aalen<br />
Kurzfassung<br />
Es wird ein universell einsetzbarer <strong>Prüfkörper</strong> (Multi-Feature-Check, „MFC“) und das hiermit<br />
mögliche Verfahren <strong>zur</strong> <strong>Ermittlung</strong> <strong>der</strong> <strong>Messunsicher</strong><strong>heit</strong> und Prüfprozesseignung von Prüfmerkmalen<br />
in <strong>der</strong> Koordinatenmesstechnik vorgestellt. Der <strong>Prüfkörper</strong> ist kalibriert und besitzt<br />
verschiedenste Geometrieelemente in unterschiedlicher Dimensionierung und Anordnung, so<br />
dass nahezu alle Messaufgaben <strong>der</strong> Form-, Maß und Lagetolerierung abgebildet werden. Durch<br />
Messungen des <strong>Prüfkörper</strong>s und <strong>der</strong> Auswertung <strong>der</strong> Messergebnisse nach <strong>der</strong> Richtlinie<br />
VD/VDE 2617 Blatt 8 [1] kann die <strong>Messunsicher</strong><strong>heit</strong> und Prüfprozesseignung für jedes Prüfmerkmal<br />
ermittelt werden. Damit ist schon im Vorfeld eine Aussage über die Eignung vorhandener<br />
o<strong>der</strong> zu beschaffen<strong>der</strong> Koordinatenmessgeräte (KMG) möglich.<br />
Weitere Einsatzmöglichkeiten, die auch in diesem Beitrag beschrieben werden, sind u.a. die<br />
turnusmäßige Überwachung von Koordinatenmessgeräten und die Optimierung von<br />
Messstrategien mit diesem <strong>Prüfkörper</strong>.<br />
1. Einleitung<br />
Die richtige Wahl des Messgerätes ist die Basis für vergleichbare Messergebnisse. Annahme<br />
und Zurückweisung von Werkstücken, aufgrund abweichen<strong>der</strong> Geometriedaten führen oft zu<br />
schwierigen Diskussionen bei den beteiligten Parteien. Grund ist meist das Fehlen einer verlässlichen<br />
Angabe <strong>der</strong> <strong>Messunsicher</strong><strong>heit</strong> für das betreffende Prüfmerkmal. Die genaue Kenntnis<br />
<strong>der</strong> <strong>Messunsicher</strong><strong>heit</strong> für jedes Prüfmerkmal unter den jeweils herrschenden Bedingungen ist<br />
demnach zwingend notwendig, um die Ergebnisse verschiedener Messungen, entsprechend<br />
den festgelegten Regeln nach DIN EN ISO 14253-1 [2] vergleichen zu können.<br />
Lei<strong>der</strong> ist die <strong>Ermittlung</strong> <strong>der</strong> <strong>Messunsicher</strong><strong>heit</strong> bei Messungen mit Koordinatenmessgeräten<br />
(KMG) wegen ihrer Universalität und <strong>der</strong> Komplexität <strong>der</strong> Prüfmerkmale nicht einfach. Im<br />
Folgenden wird daher ein <strong>Prüfkörper</strong>, genannt „Multi-Feature Check“ (MFC) beschriebenen, mit<br />
dem man unter Anwendung des in <strong>der</strong> VDI/VDE 2617-8 [1] dargestellten prüfkörper-basierten<br />
Verfahrens als Anwen<strong>der</strong> exemplarisch realitätsnahe <strong>Messunsicher</strong><strong>heit</strong>en vergleichsweise<br />
einfach ermitteln kann. Darüber hinaus werden weitere Anwendungsmöglichkeiten des MFC<br />
vorgestellt, die den Einfluss unterschiedlichster Messstrategien auf das Messergebnis und den<br />
Einsatz des MFC für die Überwachung von KMG an verschiedensten Form-, Maß und Lage<br />
Prüfmerkmalen, aufzeigen.
2. <strong>Ermittlung</strong> <strong>der</strong> <strong>Messunsicher</strong><strong>heit</strong> von Koordinatenmessungen mit <strong>Prüfkörper</strong>n<br />
Seit einigen Jahren werden <strong>Prüfkörper</strong> <strong>zur</strong> <strong>Ermittlung</strong> <strong>der</strong> <strong>Messunsicher</strong><strong>heit</strong> von<br />
Koordinatenmessungen eingesetzt. <strong>Prüfkörper</strong> sind dabei reale, aber kalibrierte Werkstücke<br />
o<strong>der</strong> dem Werkstück ähnliche kalibrierte Referenzwerkstücke. Mit solch einem kalibrierten<br />
Werkstück kann <strong>der</strong> Anwen<strong>der</strong> experimentell die Unsicher<strong>heit</strong> von Prüfmerkmalen relativ einfach<br />
ermitteln. Die Methode, die in <strong>der</strong> Richtlinie VD/VDE 2617 Blatt 8 [1] beschrieben ist, zeichnet<br />
sich dadurch aus, dass die Erfassung <strong>der</strong> einzelnen Unsicher<strong>heit</strong>seinflüsse und <strong>der</strong>en<br />
Wechselwirkung untereinan<strong>der</strong> durch Messungen erfolgt. Hierbei wird das kalibrierte Werkstück<br />
mehrfach gemessen und daraus die <strong>Messunsicher</strong><strong>heit</strong> für die einzelnen Prüfmerkmale ermittelt.<br />
Für Anwen<strong>der</strong> mit einem sehr eingeschränkten Teilespektrum ist die Verwendung eines kalibrierten<br />
Produktionsteils eine gangbare und sichere Methode <strong>zur</strong> <strong>Ermittlung</strong> <strong>der</strong> <strong>Messunsicher</strong><strong>heit</strong>.<br />
Gleiche Größe <strong>der</strong> Geometrieelemente, gleicher Werkstoff und gleiche Oberflächenstruktur<br />
sowie identische Taster, Spannmittel und Messstrategie sind optimale Voraussetzungen für<br />
diese experimentelle Methode.<br />
Für Anwen<strong>der</strong> mit einem großen Teilespektrum ist diese Methode allerdings logistisch und<br />
wirtschaftlich sehr aufwendig, da für jedes Werkstück mit seinen spezifischen Prüfmerkmalen<br />
ein kalibriertes Referenzteil existieren sollte. Die Frage ist also, ob <strong>Prüfkörper</strong> existieren, mit denen<br />
man exemplarisch Prüfmerkmal bezogene <strong>Messunsicher</strong><strong>heit</strong>en ermitteln kann, ohne dass<br />
man eine Vielzahl von kalibrierten Werkstücken vorhalten muss.<br />
2.1 <strong>Prüfkörper</strong> für Koordinatenmessgeräte<br />
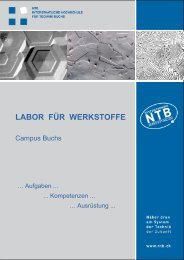
<strong>Prüfkörper</strong> werden seit langem für die Überprüfung von KMG verwendet. So werden bei <strong>der</strong> Annahmeprüfung<br />
und Überwachung eines KMG standardisierte Normale wie z.B. Parallelendmaße,<br />
Stufenendmaße o<strong>der</strong> Kugelplatten (Bild 1) eingesetzt. Die Ergebnisse zeigen, ob das<br />
Antastverhalten und die Geometrieabweichungen des KMG innerhalb vereinbarter Grenzwerte<br />
liegen. Diesen <strong>Prüfkörper</strong>n ist gemein, dass sie mit realen Werkstücken recht wenig zu tun haben.<br />
Sie eignen sich also wenn überhaupt nur sehr eingeschränkt zum Einsatz bei <strong>der</strong> <strong>Ermittlung</strong><br />
von Prüfmerkmal bezogenen <strong>Messunsicher</strong><strong>heit</strong>en.<br />
Bild 1: <strong>Prüfkörper</strong> für die Annahmeprüfung und Überwachung von KMG (Quelle: KOBA)
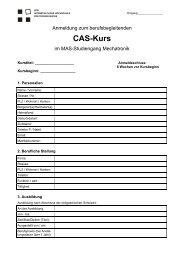
Kombinierte <strong>Prüfkörper</strong>, wie z.B. <strong>der</strong> „KMG-Check“ (Bild 2), bestückt mit Ringen, Dornen, Kugel<br />
und Parallelendmaßen sind ein Schritt in Richtung „Werkstück-Ähnlichkeit“.<br />
Bild 2:<br />
<strong>Prüfkörper</strong> „KMG-Check“ (Quelle: Carl Zeiss)<br />
Derartige <strong>Prüfkörper</strong> bieten gegenüber den standardisierten Normalen eine größere Vielfalt von<br />
einzelnen Geometrieelementen und <strong>der</strong>en Orientierung. Prüfmerkmale, die aus Verknüpfungen<br />
von mehreren Messergebnissen berechnet werden, wie z.B. Koaxialität, Parallelität, Symmetrie<br />
etc., können mit diesen „kombinierten <strong>Prüfkörper</strong>n“ aber nicht abgebildet werden. Sie decken<br />
also auch nur einen Teil <strong>der</strong> an realen Werkstücken vorkommenden Prüfmerkmale ab.<br />
Wie sollte also ein <strong>Prüfkörper</strong> aussehen, <strong>der</strong> <strong>zur</strong> <strong>exemplarischen</strong> <strong>Ermittlung</strong> <strong>der</strong><br />
prüfmerkmalbezogenen <strong>Messunsicher</strong><strong>heit</strong> eingesetzt werden kann?<br />
2.2 Anfor<strong>der</strong>ungen an einen universellen <strong>Prüfkörper</strong><br />
Für Anwen<strong>der</strong> mit einem größeren Teilespektrum eignen sich die vorhandenen <strong>Prüfkörper</strong> nur<br />
sehr bedingt. Diese Anwen<strong>der</strong> sind an einem <strong>Prüfkörper</strong> interessiert, <strong>der</strong> sehr viele unterschiedliche<br />
Prüfmerkmale nachbildet und sich so für die <strong>Ermittlung</strong> <strong>der</strong> <strong>Messunsicher</strong><strong>heit</strong> für eine<br />
große Anzahl von Messaufgaben mit den unterschiedlichsten Prüfmerkmalen unter<br />
realitätsnahen Bedingungen einsetzen lässt. Damit sich die an einem <strong>der</strong>artigen <strong>Prüfkörper</strong><br />
ermittelten <strong>Messunsicher</strong><strong>heit</strong>en auf reale Werkstücke übertragen lassen, sollten die das<br />
Prüfmerkmal bildenden Geometrieelemente in Größe und relativer Anordnung den Geometrieelementen<br />
an den Werkstücken entsprechen.<br />
Der neue <strong>Prüfkörper</strong> sollte also<br />
• kalibriert und damit rückgeführt auf nationale Normale sein<br />
• sehr viele unterschiedliche Prüfmerkmale aufweisen,<br />
• aus werkstückgleichem o<strong>der</strong> -ähnlichem Material hergestellt sein,<br />
• gleiche o<strong>der</strong> ähnliche Oberflächenbeschaffen<strong>heit</strong> wie das zu beurteilende Werkstücke haben
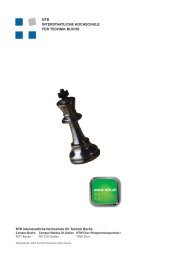
3. Der universelle <strong>Prüfkörper</strong> „Multi-Feature Check“<br />
Ein <strong>Prüfkörper</strong>, <strong>der</strong> die angeführten Anfor<strong>der</strong>ungen erfüllt, ist <strong>der</strong> so genannte Multi-Feature<br />
Check (MFC) (Bild 3). Dieser besteht aus einem zylindrischen Grundkörper, <strong>der</strong> mit verschiedenen<br />
Geometrieelementen versehen ist (Bild 4), wie sie an typischen Werkstücken mittlerer<br />
Größe vorkommen:<br />
• zylindrische Bohrungen mit unterschiedlichen Durchmessern und Tiefen<br />
• ein Lochkreis<br />
• jeweils ein Kegel mit großem und kleinem Öffnungswinkel<br />
• drei ebene Flächen, von denen eine schräg verläuft<br />
• Absatz- und Stirnflächen<br />
• die zylindrische Oberfläche des Grundkörpers<br />
Bild 3 und 4: Der <strong>Prüfkörper</strong> „MFC“ und seine Geometrieelemente (Quelle: eumetron)<br />
Die Geometrieelemente werden mit allgemein üblichen Fertigungsverfahren erzeugt. Deren<br />
Oberflächen entsprechen somit denen von Werkstücken. Das Material des <strong>Prüfkörper</strong>s ist in<br />
diesem Beispiel Aluminium. Seine Oberfläche ist für ein besseres Verschleißverhalten gehärtet.<br />
Die Kalibrierung des MFC wird in einem DKD-Kalibrierlabor durchgeführt, das für die Messung<br />
von prismatischen Werkstücken nach <strong>der</strong> PTB-Methode des „Virtuellen KMG“ akkreditiert ist.<br />
Abhängig vom Teilespektrum des Anwen<strong>der</strong>s können z. B. die folgenden Prüfmerkmale des<br />
universellen <strong>Prüfkörper</strong>s <strong>zur</strong> <strong>Ermittlung</strong> <strong>der</strong> entsprechenden <strong>Messunsicher</strong><strong>heit</strong>en ausgewählt<br />
werden:<br />
• Gerad<strong>heit</strong>, Eben<strong>heit</strong>, Rund<strong>heit</strong>, Zylin<strong>der</strong>form<br />
• Durchmesser, Länge, Winkel<br />
• Parallelität, Rechtwinkligkeit, Neigung, Position, Konzentrizität, Koaxialität, Symmetrie<br />
• Rundlauf, Planlauf, Gesamtrundlauf, Gesamtplanlauf<br />
Die Prüfmerkmale Zylin<strong>der</strong>form (Bild 5), Durchmesser (Bild 6), Länge (Bild 6) und Koaxialität<br />
(Bild 7) sind nachfolgend als Beispiele dargestellt.
Formabweichungen<br />
Bild 5: Beispiel Zylin<strong>der</strong>form aus 5 Kreisschnitten und 4 Mantellinien<br />
Maßabweichungen<br />
L<br />
Ø<br />
Bild 6: Beispiel Durchmesser aus 5 Kreisschnitten und 4 Mantellinien<br />
Länge zwischen 2 Stirnflächen mit jeweils 2 Kreisbahnen<br />
Lageabweichungen<br />
A<br />
B<br />
Bild 7: Beispiel Koaxialität Zylin<strong>der</strong> mit 5 Kreisschnitten <strong>zur</strong> Basis A mit 2 nahen Kreisschnitten<br />
Koaxialität Zylin<strong>der</strong> mit 5 Kreisschnitten <strong>zur</strong> Basis B mit 2 entfernten Kreisschnitten
4. Anwendungen des universellen <strong>Prüfkörper</strong>s MFC<br />
Anwen<strong>der</strong>n steht jetzt mit dem MFC ein <strong>Prüfkörper</strong> <strong>zur</strong> Verfügung, mit dem sie mit Hilfe des<br />
unten näher beschriebenen experimentellen Verfahrens die <strong>Messunsicher</strong><strong>heit</strong> und die daraus<br />
resultierende Prüfprozesseignung für viele ihrer Messaufgaben realitätsnah ermitteln können.<br />
Dabei muss man beachten, dass die Ergebnisse umso besser auf die tatsächlichen Werkstücke<br />
übertragen werden können, je mehr die Prüfmerkmale des <strong>Prüfkörper</strong>s und <strong>der</strong>en<br />
Kombinationen mit denen des Werkstücks übereinstimmen. In jedem Fall sind die Anwen<strong>der</strong> in<br />
<strong>der</strong> Lage, ein besseres Gefühl für erreichbare <strong>Messunsicher</strong><strong>heit</strong>en zu bekommen und<br />
exemplarisch <strong>Messunsicher</strong><strong>heit</strong>en für typische Prüfmerkmale und Prüfmerkmalsgruppen zu<br />
ermitteln. Damit können Aussagen über die Eignung vorhandener o<strong>der</strong> zu beschaffen<strong>der</strong> KMG<br />
für die in Frage stehenden Messaufgaben getroffen werden.<br />
Der MFC wird <strong>der</strong>zeit schon für Vergleichsmessungen innerhalb von Unternehmen und bei<br />
Akkreditierungen durch den Deutschen Kalibrierdienst (DKD) eingesetzt.<br />
Die turnusmäßige Überwachung mit dem MFC gibt dem Anwen<strong>der</strong> an vielfältigsten<br />
Prüfmerkmalen die Sicher<strong>heit</strong> für richtige und zuverlässige Messergebnisse.<br />
Der MFC eignet sich auch <strong>zur</strong> Optimierung von Messstrategien, wozu neben <strong>der</strong> Anzahl und<br />
Variation <strong>der</strong> Messpunkte auch die Optimierung von Tastersystemen gehört.<br />
Im Folgenden werden einige Anwendungen näher beschrieben.<br />
4.1 <strong>Ermittlung</strong> <strong>der</strong> Prüfprozesseignung<br />
Die Prüfprozesseignung dient <strong>zur</strong> Qualifizierung eines Prüfprozesses und schreibt durch die DIN<br />
EN ISO 9001:2000 [3] die Vorgehensweise bei <strong>der</strong> Benutzung <strong>der</strong> Prüfmittel vor, was beinhaltet,<br />
dass die <strong>Messunsicher</strong><strong>heit</strong> bekannt ist und mit den entsprechenden For<strong>der</strong>ungen übereinstimmt.<br />
Die Prüfprozesseignung beschreibt somit die Eignung eines Prüfprozesses für ein bestimmtes<br />
Prüfmerkmal. Sie ist sehr eng mit <strong>der</strong> <strong>Messunsicher</strong><strong>heit</strong> verbunden, gibt sie doch das Verhältnis<br />
<strong>der</strong> <strong>Messunsicher</strong><strong>heit</strong> U <strong>zur</strong> Toleranz T des Prüfmerkmals an, das unter Einbeziehung<br />
sämtlicher Faktoren <strong>der</strong> Messung, also den Einsatz des KMG unter den möglichen<br />
Betriebsbedingungen, gilt.<br />
Die Prüfprozesseignung ergibt sich damit zu<br />
g pp = U/T für einseitige Toleranzen und<br />
g pp = 2 U/T für zweiseitige Toleranzen.<br />
Der ermittelte Grenzwert g pp sollte kleiner als <strong>der</strong> festgelegte Grenzwert G PP für die<br />
Prüfprozesseignung sein.<br />
g pp ≤ G pp (0,2 ≤ G pp ≤ 0,4)<br />
Der empfohlene Grenzwert G pp <strong>der</strong> Prüfprozesseignung wird in <strong>der</strong> Praxis von den<br />
Toleranzklassen des Passungssystems nach DIN ISO286 T1 [4] abgeleitet und liegt in <strong>der</strong><br />
Regel zwischen 0,2 und 0,4.
Zur <strong>Ermittlung</strong> <strong>der</strong> <strong>Messunsicher</strong><strong>heit</strong> werden nun im ersten Schritt die zu untersuchenden<br />
Prüfmerkmale des kalibrierten <strong>Prüfkörper</strong>s mindestens 20 Mal gemessen.<br />
Dabei sollte sicher gestellt sein, dass alle Einflüsse, wie sie z.B. durch Aufspannung,<br />
Messstrategie und Temperatur beim normalen Messvorgang des Werkstückes auftreten, auch<br />
bei dem experimentellen Verfahren erfasst werden.<br />
Die <strong>Ermittlung</strong> <strong>der</strong> Prüfprozesseignung wird für jedes Prüfmerkmal durchgeführt.<br />
Die erweiterte <strong>Messunsicher</strong><strong>heit</strong> U ist für jedes Prüfmerkmal dem Kalibrierschein des MFC zu<br />
entnehmen und man erhält durch Division mit dem Erweiterungsfaktor k = 2 die Standardunsicher<strong>heit</strong><br />
<strong>der</strong> Kalibrierung u k.<br />
Auf Basis <strong>der</strong> durchgeführten 20 Messungen wird die Standardunsicher<strong>heit</strong> u p für jedes<br />
Prüfmerkmal berechnet.<br />
Aus <strong>der</strong> Differenz zwischen dem kalibrierten Messwert und den Mittelwert des gemessenen<br />
Prüfmerkmals lässt sich die systematische Abweichung b ermitteln.<br />
Die resultierende <strong>Messunsicher</strong><strong>heit</strong> für jedes Prüfmerkmal ergibt sich schließlich aus<br />
U = k x u 2 2 2<br />
+ u p<br />
+ u +<br />
w b<br />
2<br />
k<br />
mit k = 2 (Vertrauensbereich von 95%)<br />
Dabei kann mit <strong>der</strong> Standardunsicher<strong>heit</strong> u w <strong>der</strong> Einfluss <strong>der</strong> werkstoffbedingten Eigenschaften<br />
abgeschätzt werden.<br />
Die folgende Übersicht (Tabelle 1) zeigt an einigen ausgewählten Prüfmerkmalen den<br />
ermittelten Messwert mit <strong>der</strong> zugeordneten <strong>Messunsicher</strong><strong>heit</strong> nach <strong>der</strong> beschriebenen<br />
experimentellen Methode im Vergleich mit dem kalibrierten Messwert und <strong>der</strong> zugeordneten<br />
Kalibrierunsicher<strong>heit</strong> <strong>der</strong> Prüfmerkmale, die mit dem Verfahren „Virtuelles MKG“ ermittelt<br />
wurden. Die experimentell ermittelte <strong>Messunsicher</strong><strong>heit</strong> muss größer sein, als die bereits ím<br />
Verfahren berücksichtigte Unsicher<strong>heit</strong> <strong>der</strong> Kalibrierung.<br />
Die Messreihe wurde mit einem sehr guten KMG unter stabilen Umgebungsbedingungen<br />
durchgeführt.<br />
Prüfmerkmal<br />
Messwert<br />
Kalibrierung<br />
[mm]<br />
Unsicher<strong>heit</strong><br />
Kalibrierung<br />
[mm]<br />
Mittelwert<br />
Prüfprozesseignung<br />
[mm]<br />
Unsicher<strong>heit</strong><br />
Prüfprozesseignung<br />
[mm]<br />
Zylin<strong>der</strong>form 0,0115 0,0028 0,0127 0,0056<br />
Durchmesser 100,0245 0,0008 100,0252 0,0022<br />
Länge 200,0290 0,0009 200,0302 0,0026<br />
Koaxialität große Basis 0,0137 0,0032 0,0151 0,0061<br />
Koaxialität kleine Basis 0,0168 0,0088 0,0198 0,0128<br />
Tabelle 1: Vergleich von Ergebnissen <strong>der</strong> Kalibrierung mit <strong>der</strong> Prüfprozesseignung
4.2 Einfluss <strong>der</strong> Messstrategie<br />
Der MFC eignet sich auch <strong>zur</strong> Optimierung von Messstrategien, wozu neben <strong>der</strong> Anzahl und<br />
Variation <strong>der</strong> Messpunkte auch die Optimierung von Tastersystemen gehört.<br />
An ausgewählten Prüfmerkmalen wird <strong>der</strong> Einfluss <strong>der</strong> Messpunktzahl dargestellt. Es wird die<br />
Abweichung vom kalibrierten Wert mit reduzierten Punktzahlen für die Prüfmerkmale<br />
Zylin<strong>der</strong>form und Durchmesser (Bild 8), Länge (Bild 9) und Koaxialität mit kleiner und großer<br />
Basis (Bild 10) grafisch dargestellt. Der kalibrierte Wert ist jeweils <strong>der</strong> angegebene Wert mit <strong>der</strong><br />
höchsten Punktzahl. Die Ergebnisse zeigen, dass sich ab einer bestimmten Messpunktzahl<br />
(abhängig von <strong>der</strong> Formabweichung <strong>der</strong> Geometrieelemente), die Abweichungen nur noch<br />
wenig än<strong>der</strong>n und eine größere Punktzahl, beson<strong>der</strong>s für KMG mit schaltenden Tastsystemen,<br />
wirtschaftlich nicht sinnvoll ist.<br />
Abw. [µm]<br />
7<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
0<br />
Abweichung<br />
Zylin<strong>der</strong>form<br />
Abweichung<br />
Durchmesser<br />
36 72 120 240 420 840 1680 Anzahl Antastpunkte<br />
Bild 8: Variation <strong>der</strong> Messpunktzahlen bei Zylin<strong>der</strong>form und Durchmesser<br />
Abw. [µm]<br />
1,4<br />
1,2<br />
1,0<br />
0,8<br />
0,6<br />
0,4<br />
0,2<br />
0,0<br />
Abweichung<br />
Länge<br />
8 16 32 64 120 240 480 Anzahl Antastpunkte<br />
Bild 9: Variation <strong>der</strong> Messpunktzahlen bei Längenmessungen<br />
Abw. [µm]<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
Abw. Koax.<br />
kleine Basis<br />
Abw. Koax.<br />
große Basis<br />
8 16 32 64 120 240 480 Anzahl Antastpunkte<br />
Bild 10: Variation <strong>der</strong> Messpunktzahlen bei Messung <strong>der</strong> Koaxialität mit kleiner und großer Basis
4.3 Überwachung von KMG<br />
Zusätzlich <strong>zur</strong> <strong>Ermittlung</strong> <strong>der</strong> Antast- und Längenmessabweichung mit standardisierten<br />
Normalen, kann die Überwachung des KMG durch den Anwen<strong>der</strong> an ausgewählten<br />
Prüfmerkmalen des MFC erfolgen. Der Anwen<strong>der</strong> legt dabei für jedes Prüfmerkmal nach<br />
eigenen Erfahrungen einen Grenzwert fest. Die Kalibrierunsicher<strong>heit</strong> des MFC ist im Grenzwert<br />
bereits berücksichtigt und wird <strong>zur</strong> Information in <strong>der</strong> grafischen Darstellung mit angegeben.<br />
Man sieht in <strong>der</strong> sehr übersichtlichen Auswertung des Automobilherstellers BMW, dass nur das<br />
kritische Prüfmerkmal, Kegelwinkel mit einer sehr kurzen Basis, den Grenzwert überschreitet.<br />
Bild: 10 Auswertung <strong>der</strong> Überwachung mit dem MFC (Quelle: BMW München)
5. Schluss und Ausblick<br />
Der <strong>Prüfkörper</strong> MFC besitzt verschiedenste Geometrieelemente in unterschiedlicher<br />
Dimensionierung und Anordnung, so dass nahezu alle Messaufgaben <strong>der</strong> Form-, Maß und<br />
Lagetolerierung abgebildet werden. Der MFC ist daher für viele Anwendungen einsetzbar.<br />
Wird mit dem MFC die Prüfprozesseignung ermittelt, Vergleichsmessungen bzw. Überwachung<br />
von KMG durchgeführt o<strong>der</strong> <strong>der</strong> Einfluss <strong>der</strong> Messstrategie auf das Messergebnis ermittelt,<br />
immer geht es darum mit dem MFC die Leistungsfähigkeit eines KMG an bestimmten<br />
Prüfmerkmalen nachzuweisen, wie es in <strong>der</strong> Praxis für Werkstücke gefor<strong>der</strong>t wird.<br />
In vielen Fällen entspricht <strong>der</strong> MFC in seiner Dimensionierung und Anordnung <strong>der</strong><br />
Geometrieelemente nicht genau <strong>der</strong> Aufgabenstellung des Werkstücks, in jedem Fall sind die<br />
Anwen<strong>der</strong> aber in <strong>der</strong> Lage, ein besseres Gefühl für erreichbare <strong>Messunsicher</strong><strong>heit</strong>en zu<br />
bekommen und exemplarisch <strong>Messunsicher</strong><strong>heit</strong>en für typische Prüfmerkmale und<br />
Prüfmerkmalsgruppen zu ermitteln.<br />
Verschiedene Größen und Werkstoffe des MFC mit unterschiedlichen Anordnungen <strong>der</strong> Geometrieelemente<br />
können auf Kundenwunsch realisiert werden. So wurden bereits MFC im Verhältnis<br />
1: 2 für die Anwendung bei kleineren KMG hergestellt.<br />
An<strong>der</strong>e Materialien sind denkbar und wahrscheinlich höchst wünschenswert. Die PTB plant für<br />
analytische Aufgaben und Vergleichsmessungen einen MFC aus <strong>der</strong> Glaskeramik ZERODUR®.<br />
Materialien, wie Kunststoff, Stahl sind ebenfalls denkbar und würden sehr realitätsnahe<br />
Ergebnisse liefern. Aufgrund des sehr unterschiedlichen Antastverhaltens und <strong>der</strong> gefor<strong>der</strong>ten,<br />
notwendigen Stabilität müssen dazu jedoch noch Untersuchungen durchgeführt werden.<br />
Wir werden bei <strong>der</strong> Einführung und Weiterentwicklung <strong>der</strong> <strong>Prüfkörper</strong> aktiv mit unseren Anwen<strong>der</strong>n<br />
in Kontakt bleiben und sind dankbar für konstruktive Resonanz.<br />
8. Literatur<br />
[1] VDI/VDE 2617-8: Genauigkeit von Koordinatenmessgeräten Kenngrößen und <strong>der</strong>en<br />
Prüfung. Blatt 8: Prüfprozesseignung von Messungen mit Koordinatenmessgeräten<br />
[2] DIN EN ISO 14253-1: Prüfung von Werkstücken und Messgeräten durch Messen.<br />
Teil1: Entscheidungsregeln für die Feststellung von Übereinstimmung und<br />
Nichtübereinstimmung mit Spezifikationen<br />
[3] DIN EN ISO 9001:2000: Anfor<strong>der</strong>ungen an Qualitätsmanagementsysteme<br />
[4] DIN ISO 286 T1: ISO-System für Grenzmaße und Passungen; Grundlagen für Toleranzen,<br />
Abmaße und Passungen