

Konditionieren von Fertigteilen aus Ultramid - BASF Plastics Portal
Konditionieren von Fertigteilen aus Ultramid - BASF Plastics Portal
Konditionieren von Fertigteilen aus Ultramid - BASF Plastics Portal

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
6<br />
<strong>Konditionieren</strong> <strong>von</strong> <strong>Fertigteilen</strong> <strong>aus</strong> <strong>Ultramid</strong> ®<br />
Die Konditionierverfahren<br />
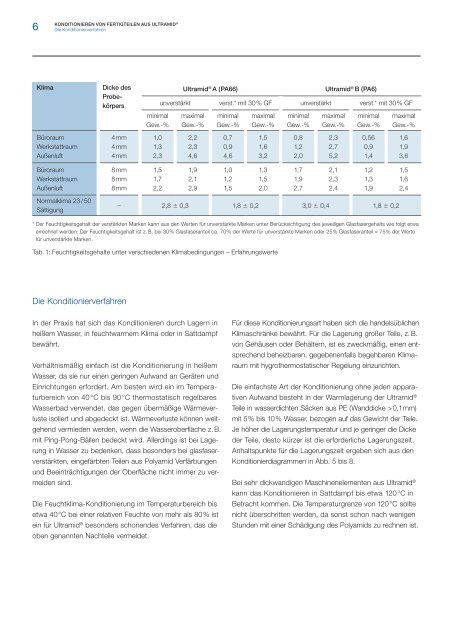
Klima<br />
Dicke des<br />
Probekörpers<br />
minimal<br />
Gew.-%<br />
<strong>Ultramid</strong> ® A ( PA66)<br />
<strong>Ultramid</strong> ® B ( PA6)<br />
unverstärkt verst.* mit 30 % GF unverstärkt verst.* mit 30 % GF<br />
maximal<br />
Gew.-%<br />
minimal<br />
Gew.-%<br />
maximal<br />
Gew.-%<br />
minimal<br />
Gew.-%<br />
maximal<br />
Gew.-%<br />
minimal<br />
Gew.-%<br />
maximal<br />
Gew.-%<br />
Büroraum<br />
Werkstattraum<br />
Außenluft<br />
4 mm<br />
4 mm<br />
4 mm<br />
1,0<br />
1,3<br />
2,3<br />
2,2<br />
2,3<br />
4,6<br />
0,7<br />
0,9<br />
4,6<br />
1,5<br />
1,6<br />
3,2<br />
0,8<br />
1,2<br />
2,0<br />
2,3<br />
2,7<br />
5,2<br />
0,56<br />
0,9<br />
1,4<br />
1,6<br />
1,9<br />
3,6<br />
Büroraum<br />
Werkstattraum<br />
Außenluft<br />
8 mm<br />
8 mm<br />
8 mm<br />
1,5<br />
1,7<br />
2,2<br />
1,9<br />
2,1<br />
2,9<br />
1,0<br />
1,2<br />
1,5<br />
1,3<br />
1,5<br />
2,0<br />
1,7<br />
1,9<br />
2,7<br />
2,1<br />
2,3<br />
2,4<br />
1,2<br />
1,3<br />
1,9<br />
1,5<br />
1,6<br />
2,4<br />
Normalklima 23 / 50<br />
Sättigung<br />
– 2,8 0,3 1,8 0,2 3,0 0,4 1,8 0,2<br />
* Der Feuchtigkeitsgehalt der verstärkten Marken kann <strong>aus</strong> den Werten für unverstärkte Marken unter Berücksichtigung des jeweiligen Glasfasergehalts wie folgt etwa<br />
errechnet werden: Der Feuchtigkeitsgehalt ist z. B. bei 30 % Glasfaseranteil ca. 70 % der Werte für unverstärkte Marken oder 25 % Glasfaseranteil = 75 % der Werte<br />
für unverstärkte Marken.<br />
Tab. 1: Feuchtigkeitsgehalte unter verschiedenen Klimabedingungen – Erfahrungswerte<br />
Die Konditionierverfahren<br />
In der Praxis hat sich das <strong>Konditionieren</strong> durch Lagern in<br />
heißem Wasser, in feuchtwarmem Klima oder in Sattdampf<br />
bewährt.<br />
Verhältnismäßig einfach ist die Konditionierung in heißem<br />
Wasser, da sie nur einen geringen Aufwand an Geräten und<br />
Einrichtungen erfordert. Am besten wird ein im Temperaturbereich<br />
<strong>von</strong> 40 °C bis 90 °C thermostatisch regelbares<br />
Wasserbad verwendet, das gegen über mäßige Wärmeverluste<br />
isoliert und abgedeckt ist. Wärmeverluste können weitgehend<br />
vermieden werden, wenn die Wasseroberfläche z. B.<br />
mit Ping-Pong-Bällen bedeckt wird. Allerdings ist bei Lagerung<br />
in Wasser zu bedenken, dass besonders bei glasfaserverstärkten,<br />
eingefärbten Teilen <strong>aus</strong> Polyamid Verfärbungen<br />
und Beeinträchtigungen der Oberfläche nicht immer zu vermeiden<br />
sind.<br />
Die Feuchtklima-Konditionierung im Temperaturbereich bis<br />
etwa 40 °C bei einer relativen Feuchte <strong>von</strong> mehr als 80 % ist<br />
ein für <strong>Ultramid</strong> ® besonders schonendes Verfahren, das die<br />
oben genannten Nachteile vermeidet.<br />
Für diese Konditionierungsart haben sich die handelsüblichen<br />
Klimaschränke bewährt. Für die Lagerung großer Teile, z. B.<br />
<strong>von</strong> Gehäusen oder Behältern, ist es zweckmäßig, einen entsprechend<br />
beheizbaren, gegebenenfalls begehbaren Klimaraum<br />
mit hygrothermostatischer Regelung einzurichten.<br />
Die einfachste Art der Konditionierung ohne jeden apparativen<br />
Auf wand besteht in der Warmlagerung der <strong>Ultramid</strong> ®<br />
Teile in wasser dichten Säcken <strong>aus</strong> PE (Wanddicke > 0,1 mm)<br />
mit 5 % bis 10 % Wasser, bezogen auf das Gewicht der Teile.<br />
Je höher die Lagerungs temperatur und je geringer die Dicke<br />
der Teile, desto kürzer ist die erforderliche Lagerungszeit.<br />
Anhaltspunkte für die Lagerungszeit ergeben sich <strong>aus</strong> den<br />
Konditionierdiagrammen in Abb. 5 bis 8.<br />
Bei sehr dickwandigen Maschinenelementen <strong>aus</strong> <strong>Ultramid</strong> ®<br />
kann das <strong>Konditionieren</strong> in Sattdampf bis etwa 120 °C in<br />
Betracht kommen. Die Temperaturgrenze <strong>von</strong> 120 °C sollte<br />
nicht überschritten werden, da sonst schon nach wenigen<br />
Stunden mit einer Schädigung des Polyamids zu rechnen ist.














