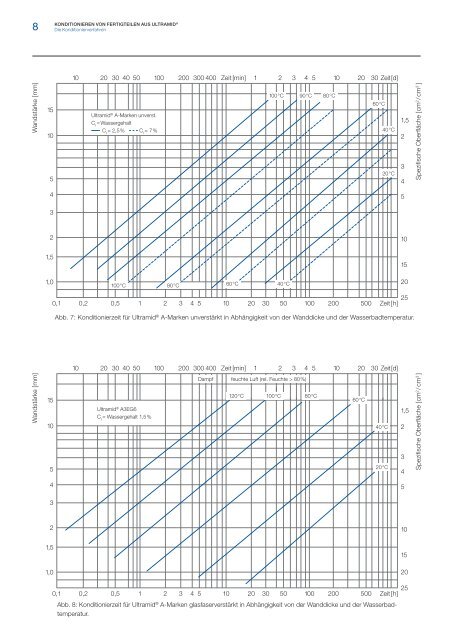
8 <strong>Konditionieren</strong> <strong>von</strong> <strong>Fertigteilen</strong> <strong>aus</strong> <strong>Ultramid</strong> ® Die Konditionierverfahren 10 20 30 40 50 100 200 300 400 Zeit [min] 1 2 3 4 5 10 20 30 Zeit [d] Wandstärke [ mm] 15 10 5 <strong>Ultramid</strong> ® A-Marken unverst. C t = Wassergehalt C t = 2,5 % C t = 7 % 100 °C 90 °C 80 °C 60 °C 40 °C 20 °C 1,5 2 3 4 Spezifische Oberfläche [ cm 2 / cm 3 ] 4 5 3 2 10 1,5 15 1,0 100 °C 80 °C 60 °C 40 °C 20 0,1 0,2 0,5 1 2 3 4 5 10 20 30 50 100 200 500 Zeit [h] Abb. 7: Konditionierzeit für <strong>Ultramid</strong> ® A-Marken unverstärkt in Abhängigkeit <strong>von</strong> der Wanddicke und der Wasserbadtemperatur. 25 10 20 30 40 50 100 200 300 400 Zeit [min] 1 2 3 4 5 10 20 30 Zeit [d] Wandstärke [ mm] 15 10 5 <strong>Ultramid</strong> ® A3EG6 C t = Wassergehalt 1,5 % Dampf feuchte Luft (rel. Feuchte > 80 %) 120 °C 100 °C 80 °C 60 °C 40 °C 20 °C 1,5 2 3 4 Spezifische Oberfläche [ cm 2 / cm 3 ] 4 5 3 2 10 1,5 15 1,0 20 0,1 0,2 0,5 1 2 3 4 5 10 20 30 50 100 200 500 Zeit [h] Abb. 8: Konditionierzeit für <strong>Ultramid</strong> ® A-Marken glasfaserverstärkt in Abhängigkeit <strong>von</strong> der Wanddicke und der Wasserbadtemperatur. 25
<strong>Konditionieren</strong> <strong>von</strong> <strong>Fertigteilen</strong> <strong>aus</strong> <strong>Ultramid</strong> ® Lagerung nach dem <strong>Konditionieren</strong> 9 Lagerung nach dem <strong>Konditionieren</strong> Wurde ein <strong>Ultramid</strong> ® -Teil nach den vorgenannten Empfehlungen kondi tioniert, so enthält es zwar eine durch Wägen kontrollierbare Menge Feuchtigkeit, doch über die Verteilung dieser Feuchtigkeitsmenge über den Querschnitt des Teils ist damit noch nichts gesagt. Angestrebt wird eine gleichmäßige Feuchtekonzentration über den gesamten Quer schnitt. Diese wird sich jedoch nur bei Teilen mit Wanddicken kleiner als etwa 3 mm nach der Entnahme <strong>aus</strong> dem Konditionierbad schnell einstellen. Bei dickeren Teilen zeigt es sich, dass sich in der Oberflächenschicht ein wesentlich höherer Feuchtigkeitsgehalt einstellt und der Kern nahezu trocken bleibt. Lagert man solche Teile nach der Konditionierung an der Luft, so wird ein Teil des Wassers <strong>aus</strong> der nahezu wassergesättigten Oberflächenschicht wieder an die Luft abgegeben, ein anderer Teil des Überschusses dringt weiter in den noch trockenen Kern ein. Versuche haben ergeben, dass bei dicken Teilen bis zu 50 % des durch Konditionierung aufgenommenen Wassers wieder <strong>aus</strong>wandern können. Es ist daher ratsam, Teile <strong>aus</strong> <strong>Ultramid</strong> ® nach der Konditionierung feucht verpackt, zu lagern, z. B. in Beuteln <strong>aus</strong> PE. Eine geringfügige Abgabe <strong>von</strong> Wasser <strong>aus</strong> der gesättigten Oberflächenschicht ist unbedenklich. Die Praxis hat gezeigt, dass ein Feuchtigkeitsgehalt <strong>von</strong> etwa 2,5 % bei <strong>Ultramid</strong> ® A- und B-Marken in den meisten Fällen <strong>aus</strong>reicht; denn das entspricht etwa einem Gleichgewichtsgehalt bei 23 °C und einer relativen Feuchte <strong>von</strong> 40 % bis 50 %. Ermittlung der Konditionierzeit Mittels Diffusionsgesetz Die Wasseraufnahme bei <strong>Ultramid</strong> ® -Teilen folgt annäherungsweise einem vereinfachten Diffusionsgesetz: t = ––– · ––––––– · s 2 · — C t 2 1 1 C s 2 2,256 2 D Dabei ist c t der Wassergehalt (%) zur Zeit t, c s der Wassergehalt (%) bei Sättigung, c t /c s der Sättigungsgrad, D die Diffusionszahl (cm 2 /s) und s die Walddicke (mm). Die Zahl 2,256 ist ein Faktor, der <strong>von</strong> der geometrischen Form (es handelt sich um Platten) abhängt. Die Diffusionszahl ist vom Poyamid-Typ abhängig ( Tabelle 2) und erhöht sich mit der Temperatur besonders stark. Auf dieses Ansteigen ist die rasche Wasseraufnahme bei erhöhter Temperatur zurückzuführen. Die für einen bestimmten Wassergehalt notwendige Konditionierzeit t nimmt, wie sich <strong>aus</strong> der Gleichung ergibt, mit dem Quadrat der Wanddicke zu. Erfordern z. B. 1,5 mm Wanddicke 18 h, so muss bei 3 mm die 4 fache Zeit, das heißt 72 h lang, gelagert werden, um bei gleichem Klima und Material den gleichen Wassergehalt zu erreichen. Mittels Konditionierdiagrammen und Nomogramm Aus Abb. 5 bis 8 können die Konditionierzeiten für <strong>Ultramid</strong> ® A und B (PA 66, PA 6) in Abhängigkeit <strong>von</strong> der Wanddicke und der Temperatur bei dauernder Einwirkung <strong>von</strong> wässrigen Medien entnommen werden. Diese Diagramme sind für die Konditionierung bei Lagerung in Wasser in den meisten Fällen anwendbar. Darüber hin<strong>aus</strong> kann das Konditioniernomogramm (Abb. 9) angewendet werden. Es ist besonders nützlich in den Fällen, in denen die Diagramme zur Ermittlung der Konditionierzeit nicht mehr <strong>aus</strong>reichen. Beispiel: Ein Spritzgussteil <strong>aus</strong> <strong>Ultramid</strong> ® A3K, mittlere Wanddicke s = 10 mm, soll in Wasser <strong>von</strong> 90 °C auf einen Wassergehalt <strong>von</strong> c t –~ 2,3 % konditioniert werden. Gesucht ist die erforderliche Konditionierzeit. Lösung: Im Bild 9a wird die Wasserbadtemperatur ( 90 °C ) mit der Wanddicke (10 mm ) verbunden. Der Schnittpunkt dieser Geraden mit der Leitlinie ist der Punkt P. Ausgehend <strong>von</strong> dem gewünschten Feuchtigkeitsgehalt (2,3% – linkes Raster) wird eine Gerade durch den Punkt P gezogen. Der Schnittpunkt dieser Geraden mit der Zeitachse ergibt die gewünschte Konditionierzeit (20 h). <strong>Ultramid</strong> ® C t (%) Gleichgewichtsfeuchtigkeit im NK 23 / 50 C s (%) Wassergehalt bei Sättigung DIN EN ISO 62 Diffusionszahl D · 10 -8 (cm 2 /s) bei einer Wassertemperatur <strong>von</strong> < 80 °C > 80 °C 20 °C 40 °C 60 °C 80 °C 100 °C 120 °C B-Marken unverstärkt glas. (30 %) 3,0 2,1 8,5 bis 9 5,8 10 6 0,4 0,4 1,5 1,5 5,5 5,5 20 20 55 55 150 150 A-Marken unverstärkt glas. (30 %) 2,5 bis 2,8 1,7 7,5 bis 8 5 9 5,5 0,2 0,2 0,9 0,9 3,5 3,5 12 12 35 35 90 90 T-Marken unverstärkt glas. (30 %) 1,6 bis 2,0 0,6 bis 1,0 6,5 bis 7,5 4 bis 5 Tab. 2: Konditionierung <strong>von</strong> Platten <strong>aus</strong> <strong>Ultramid</strong> ® . Bestimmung der Konditionierzeit in Wasser mit der Diffusionszahl D.