Industrielles Auswaschen von Chloriden aus Phosphaterzen unter ...
Industrielles Auswaschen von Chloriden aus Phosphaterzen unter ...
Industrielles Auswaschen von Chloriden aus Phosphaterzen unter ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Industrielles</strong> <strong>Auswaschen</strong> <strong>von</strong> <strong>Chloriden</strong> <strong>aus</strong><br />
<strong>Phosphaterzen</strong> <strong>unter</strong> extremen Bedingungen<br />
in der Wüste Usbekistans<br />
Industrial Removal of Chlorides from Phosphate Ores by<br />
Washing in Extreme Conditions in the Uzbekistan Desert<br />
Extraction par lavage industriel des chlorures des<br />
minerais de phosphates dans des conditions<br />
extrêmes dans le désert d’Usbekistan<br />
Dipl.-Ing. Cäsar Norbert Wotzka, Mönchengladbach (D)*)<br />
Zusammenfassung Die Engineering Dobersek GmbH (ED) <strong>aus</strong> Mönchengladbach projektierte, lieferte und montierte eine neue Phosphaterzwaschanlage<br />
zur Aufbereitung <strong>von</strong> <strong>Phosphaterzen</strong> in der Wüste Kysilkum in Usbekistan. Die Anlage wurde im Mai 2007 in Betrieb genommen.<br />
Durch Kombination mehrerer Verfahren wie Läutern, Zyklonieren, Entwässern, Waschen, Entsalzen und Eindicken konnte ED trotz stark salzhaltigen,<br />
in der Wüste verfügbaren Grundwassers Chloride <strong>aus</strong> <strong>Phosphaterzen</strong> industriell <strong>aus</strong>waschen. Dabei ist der Wasserverbrauch optimiert<br />
und gering gehalten worden.<br />
Summary The Mönchengladbach-based fi rm Engineering Dobersek GmbH (ED) planned, supplied and installed a new phosphate ore washing<br />
plant for processing phosphate ores in the Qizilqum Desert in the Republic of Uzbekistan. The plant was started up in May 2007. With a combination<br />
of several processes such as cleaning, cycloning, dewatering, washing, desalination and thickening, ED was able to ensure the industrial<br />
washing out of chlorides from phosphate ores despite the extremely salty groundwater available in the desert. Water consumption of the plant<br />
was optimized and minimized.<br />
Résumé La société Engineering Dobersek GmbH (ED) de Mönchengladbach a assuré la conception, la livraison et le montage d’un nouvel atelier<br />
de lavage de minerais de phosphates pour une installation la traitement de minerais de phosphates dans le désert de Kysilkum en Usbekistan.<br />
L’installation a été mise en service en mai 2007. Par la combinaison de plusieurs procédés tels que débourbage, cyclonage, déshydratation,<br />
lavage, dessalement et épaississement, ED a pu, malgré l’eau souterraine à teneur élevée en sel disponible dans le désert, assurer l’extraction par<br />
lavage industriel des chlorures des minerais de phosphates. La consommation d’eau a été ici optimisée et maintenue faible.<br />
Resumen La empresa Engineering Dobersek GmbH (ED) con sede en Mönchengladbach proyectó, entregó y montó una nueva planta de lavado<br />
de minerales de fosfato para el tratamiento de minerales de fosfato en el desierto rojo de Uzbekistán. La planta entró en funcionamiento en<br />
mayo de 2007. A pesar de que el agua subterránea existente en el desierto de Uzbekistán tiene un alto contenido en sales, mediante la combinación<br />
de varios procedimientos como clarifi cación, ciclonaje, drenaje, lavado, desmineralización y reducción ED pudo lixiviar a nivel industrial<br />
los cloruros de los minerales de fosfato. Con este procedimiento, el consumo de agua se ha optimizado y se ha mantenido bajo.<br />
1. Einführung<br />
Phosphaterze, insbesondere die sedimentären Apatite mit der allgemeinen<br />
Formel Ca 5 (PO 4 ) 3 (F, OH, Cl), sind sehr verbreitet, vor<br />
allem in den USA, Afrika, Mittelasien sowie im Nahen Osten, und<br />
werden als Rohstoff für die Herstellung <strong>von</strong> Phosphor und seinen<br />
Verbindungen wie z. B. Phosphorsäure verwendet. Zu den wichtigsten<br />
Abnehmern der Phosphatprodukte zählen die chemische<br />
Industrie (Herstellung <strong>von</strong> Düngemitteln wie z. B. Superphosphate),<br />
die Automobilindustrie (Reinigung der Karosseriebleche<br />
vor der Lackierung) und die Lebensmittelindustrie.<br />
Usbekistan, einer der führenden Baumwollproduzenten weltweit,<br />
hat bis Anfang der 90er-Jahre das für seine Düngemittelindustrie<br />
notwendige Phosphatmehl fast <strong>aus</strong>schließlich <strong>von</strong> der damaligen<br />
Sowjetrepublik Kasachstan kostengünstig bezogen. Um die für<br />
die Baumwollproduktion notwendigen Düngemittel weiterhin<br />
konkurrenzfähig herzustellen, musste Usbekistan nach dem Zerfall<br />
der Sowjetunion eigene Phosphatlagerstätten im Gebiet der<br />
*) Abteilungsleiter Anlagenbau, Engineering Dobersek GmbH,<br />
Mönchengladbach (D) (www.ed-mg.de)<br />
Lixiviación industrial de cloruros de minerales de<br />
fosfato en condiciones extremas en el desierto de<br />
Uzbekistán<br />
1. Introduction<br />
Phosphate ores, especially sedimentary apatites with the general<br />
formula Ca 5 (PO 4 ) 3 (F, OH, Cl), are very widely distributed around<br />
the world, especially in the USA, Africa, Central Asia and in the<br />
Near East. They are used as a raw material for the production of<br />
phosphorous and its compounds, such as phosphoric acid. The<br />
most important buyers of phosphate products include the chemicals<br />
industry (production of fertilizer, e.g. superphosphates), the<br />
automotive industry (cleaning of car body sheets prior to painting)<br />
and the food industry.<br />
Up to the beginning of the 90s, Uzbekistan, one of the world’s<br />
leading cotton producers, bought in low-cost phosphate fl our<br />
it needed for its fertilizer industry almost exclusively from the<br />
former Soviet Republic of Kazakhstan. To ensure the continued<br />
competitive production of fertilizer for cotton growing following<br />
the collapse of the Soviet Union, Uzbekistan had to develop<br />
its own phosphate deposits in the Qizilqum Desert. Uzbekistan’s<br />
*) Manager of the Plant Engineering Department, Engineering<br />
Dobersek GmbH, Mönchengladbach (D) (www.ed-mg.de)<br />
2 AUFBEREITUNGS TECHNIK 48 (2007) Nr. 11-12
Wüste Kysilkum erschließen. Die usbekischen Phosphatvorkommen<br />
– Fluorcarbonat-Apatite – sind mariner Herkunft und entstanden<br />
als Sedimente eines Meeres, das sich zweimal in der Erdgeschichte<br />
(Kreidezeit und Tertiär) über dem Gebiet der heutigen<br />
Wüste Kysilkum gebildet hat und dann wieder <strong>aus</strong>getrocknet ist.<br />
Zusammen mit den dabei entstandenen zwei Phosphatschichten<br />
hat sich auch Meersalz als Natriumchlorid abgelagert (Bild 1).<br />
Vor fast neun Jahren ist die erste Phosphatlagerstätte Taschkura in<br />
der Wüste Kysilkum erschlossen worden. Dabei wurde eine Anlage<br />
für die trockene Aufbereitung gebaut, die das Erz zerkleinert,<br />
siebt und zusätzlich kalziniert. Die Anreicherung an P 2 O 5 im Phosphatkonzentrat<br />
lag bei ca. 26 %. Nach verhältnismäßig kurzer<br />
Zeit stellte sich her<strong>aus</strong>, dass das im Erz enthaltene Natriumchlorid<br />
dem Hauptabnehmer des Phosphatkonzentrates, dem größten<br />
usbekischen Chemiewerk in der Stadt Almalyk, große technische<br />
Probleme bereitete. Bei der klassischen Herstellung <strong>von</strong> Phosphorsäure<br />
wird das Phosphatkonzentrat als Pulver mit Schwefelsäure<br />
vermischt. Die dabei entstehenden Temperaturen liegen<br />
knapp <strong>unter</strong> 100° C. Das im Phosphatpulver vorhandene NaCl<br />
löst sich sofort auf. Dabei entstehen chemisch instabile und <strong>unter</strong><br />
diesen Bedingungen sehr aggressive Chlorid-Ionen „Cl¯“. Diese<br />
verursachen eine starke Korrosion an allen Anlagekomponenten,<br />
in denen der Prozess abläuft.<br />
Das <strong>Auswaschen</strong> <strong>von</strong> <strong>Chloriden</strong> wollte der Betreiber zuerst nicht<br />
in Betracht ziehen. Durch das in der Wüste knapp vorhandene<br />
und zudem stark salzhaltige Wüstenwasser fehlten damals noch<br />
wirtschaftlich vertretbare und kostengünstige Lösungen. Nach<br />
mehreren erfolglosen Versuchen, die Korrosion durch Verwendung<br />
<strong>von</strong> hochwertigen Legierungen zu stoppen, war der Betreiber<br />
gezwungen, die Ursache des Problems – die Chloride – zu<br />
beseitigen. Die Produktion der für das Land strategisch wichtigen<br />
Phosphorsäure und der Düngemittel stand dabei auf dem Spiel.<br />
2. Die Aufgabe<br />
Das usbekische Bergbaukombinat „Navojinski Gornometalurgiceski<br />
Kombinat“ (NGMK), mit dem Hauptsitz in der Stadt Navoi,<br />
ist ein führender Hersteller <strong>von</strong> Gold, Uran und Phosphatkonzentrat<br />
mit über 70 000 Beschäftigten. Vor drei Jahren wurde die<br />
Firma Engineering Dobersek GmbH <strong>aus</strong> Mönchengladbach <strong>von</strong><br />
NGMK mit der Lösung der Problematik beauftragt. Eine Anlage<br />
sollte konzipiert, projektiert, geliefert, montiert und in Betrieb genommen<br />
werden, die folgende Aufgaben zu erfüllen hatte:<br />
– Herstellung <strong>von</strong> 104 t/h gewaschenem Phosphaterz, mit einer<br />
deutlich reduzierten Chloridkonzentration <strong>von</strong> ca. 0,2 %<br />
auf max. 0,033 % (ein in zahlreichen Versuchen vom Kunden<br />
ermittelter Grenzwert, bei dem die Korrosionsbildung an der<br />
Ausrüstung akzeptabel bleibt).<br />
– Ausschließliche Verwendung des stark salzhaltigen Wassers<br />
<strong>aus</strong> den Wüstenbrunnen; das Wasser enthält 650 mg/l Chloride<br />
und stand in begrenzter Menge zur Verfügung. Dadurch<br />
musste der Wasserverbrauch auf niedrigem Niveau gehalten<br />
werden.<br />
– Es war darauf zu achten, dass die Fraktion <strong>von</strong> –5 mm bis<br />
+20 µm, die den größten Anteil an Phosphorpentoxid P 2 O 5<br />
enthält, während des Prozesses nicht verloren geht – erlaubt<br />
waren max. 3 %.<br />
– Die Restfeuchte des gewaschenen Erzes durfte 7 % nicht übersteigen,<br />
damit die nachgeschaltete vorhandene Kalzinierungsanlage<br />
ohne Anbackungsgefahr arbeiten kann.<br />
3. Die Lösung: ein speziell entwickeltes Verfahren<br />
Nach mehreren <strong>von</strong> ED durchgeführten Untersuchungen – dafür<br />
mussten über 3 t Phosphaterz <strong>aus</strong> Usbekistan nach Deutschland<br />
transportiert werden – hat sich ED für ein Verfahren entschieden,<br />
das alle defi nierten Anforderungen erfüllt und dabei auch eine<br />
wirtschaftliche Produktion gewährleistet. Die Anlage wurde in<br />
zwei separaten Linien (2 x 50 % Kapazität) konzipiert, um eine<br />
Bild 1: links: Gewaschenes Phosphaterz in 100-facher Vergrößerung;<br />
rechts: Salzkorn <strong>unter</strong> einem Rasterelektronenmikroskop<br />
Fig. 1: left: Washed phosphate ore (100 x magnifi cation); right:<br />
grain of salt under a scanning electron microscope<br />
phosphate deposits – fl uorocarbonate apatites – are of marine<br />
origin, having been formed as the sediment of a sea that covered<br />
the area of today’s Qizilqum Desert twice in geological history<br />
(Cretaceous and Tertiary periods) and dried out each time.<br />
Together with the two strata of phosphate formed, sea salt was<br />
deposited as sodium chloride (Fig. 1).<br />
Almost nine years ago the fi rst phosphate deposit at Tashkura<br />
was opened up in the Qizilqum Desert. A plant was built for dry<br />
processing of the ore, in which it is comminuted, screened and<br />
calcined. The content of P 2 O 5 in the phosphate concentrate was<br />
around 26 %. After a relatively short time it was established that<br />
the sodium chloride contained in the rock was c<strong>aus</strong>ing major technical<br />
problems at the facilities of the main buyer of the phosphate<br />
concentrate, the largest Uzbekistan chemicals plant in the town<br />
of Olmaliq. In the classical production of phosphoric acid, powdered<br />
phosphate concentrate is mixed with sulphuric acid. The<br />
temperatures generated during mixing are just below 100° C. The<br />
NaCl contained in the phosphate powder immediately dissolves.<br />
In this process chemically unstable chloride ions “Cl¯” are formed<br />
which are very aggressive in these conditions. These c<strong>aus</strong>e severe<br />
corrosion of all components in the processing plant.<br />
The plant operator initially refused to consider washing out the<br />
chlorides. In view of the scarcely available, but very salty water in<br />
the desert, no economically viable and low-cost solutions could<br />
be offered at that time. After several unsuccessful attempts to<br />
stop the corrosion by using high-quality alloys, the operator was<br />
forced to eliminate the c<strong>aus</strong>e of the problem, i.e. the chlorides.<br />
The production of the strategically important phosphoric acid<br />
and fertilizers for the country was at stake.<br />
2. The Objective<br />
The Uzbekistanian mining combine “Navojinski Gornometalurgiceski<br />
Kombinat“ (NGMK), headquartered in the town of Navoi,<br />
is a leading producer of gold, uranium and phosphate concentrate<br />
with over 70,000 employees. Three years ago NGMK<br />
called in Engineering Dobersek GmbH, a fi rm based in Mönchengladbach,<br />
Germany, to come up with a solution to the problems.<br />
The company was contracted to design, plan, supply, install and<br />
commission a plant to meet the following requirements:<br />
– Production of 104 t/h washed phosphate ore, with a substantially<br />
reduced chloride concentration from around 0.2 % to<br />
max. 0.033 % (a limit determined by the client in numerous<br />
tests at which corrosion of the equipment is considered acceptable).<br />
– Use of only the extremely salty water from the desert wells: this<br />
water, which is only available in limited quantities, contains<br />
650 mg/l chlorides. Water consumption therefore had to be<br />
minimized.<br />
– The fraction from –5 mm to +20 µm, which contains the largest<br />
percentage of phosphorous pentoxide P 2 O 5 , must not be<br />
lost during the process – a maximum of 3 % was allowed.<br />
AUFBEREITUNGS TECHNIK 48 (2007) Nr. 11-12 3
Phosphaterz<br />
Phosphate<br />
ore<br />
Frischwasser<br />
Fresh<br />
water<br />
Waschtrommel<br />
Washing drum<br />
Waschbehälter<br />
Washing tank<br />
Umkehrosmose<br />
Reverse osmosis<br />
Konzentrat<br />
Concentrate<br />
Kreislaufwasserbehälter<br />
Circuit water tank<br />
+5 mm<br />
Permeat<br />
Permeate<br />
Steine<br />
Rocks<br />
Filtrat<br />
Filtrate<br />
Permeat<br />
Permeate<br />
Bild 2: Prozessschema der Phosphatwaschanlage <strong>von</strong> der Engineering Dobersek GmbH<br />
Fig. 2: Process fl ow of the phosphate washing plant supplied by Engineering Dobersek GmbH<br />
höhere Sicherheit und Elastizität zu garantieren. Die wichtigsten<br />
technologischen Schritte des Prozesses stellten sich wie folgt dar<br />
(Bild 2):<br />
3.1 Läutern des Roherzes (Korngröße zwischen 0 und<br />
200 mm) in Waschtrommeln<br />
Das Erz wird <strong>aus</strong> einem Vorratsbunker mittels Dosier- und Förderbändern<br />
zu einer Waschtrommel gebracht, in der sich die Erzagglomerate<br />
auf schonende Weise zerlegen. Alle Steine, die keine<br />
Phosphate beinhalten (Fraktion > 5 mm), werden dabei freigewaschen<br />
und können in dem direkt an die Waschtrommel angeschlossenen<br />
Trommelsieb vom restlichen Wertmaterial als Abfall<br />
getrennt werden. Parallel dazu beginnt sich das durch den Zerfall<br />
der Agglomerate frei gewordene und dadurch leichter für Wasser<br />
zugängliche Salz (NaCl) aufzulösen. Um die Verweilzeit des<br />
Salzes im Wasser zu erhöhen, wurde hinter der Waschtrommel<br />
ein Waschbehälter installiert. Das dabei eingesetzte Wasser wird<br />
dem geschlossenen Wasserkreislauf der Anlage entnommen, ist<br />
zwar mit <strong>Chloriden</strong> angereichert, allerdings weit <strong>von</strong> dem Sättigungszustand<br />
entfernt.<br />
3.2 Trennen der ton- und lösshaltigen Fraktion < 20 µm<br />
mit einem niedrigen P 2 O 5 -Gehalt vom restlichen<br />
Wertmaterial in einer dreistufi gen Hydrozyklonanlage<br />
Der Anteil an den ton- und lösshaltigen Schlämmen < 20 µm in<br />
der Phosphaterzsuspension ist verhältnismäßig groß und liegt im<br />
Bereich <strong>von</strong> 25 % bis sogar 45 %. Das bedeutet, dass der Anlage<br />
zwischen 139 t/h und 190 t/h Roherz zugeführt werden muss,<br />
Luft<br />
Air<br />
Stufe 1<br />
Stage 1<br />
Vakuumpumpe<br />
Vacuum pump<br />
Flockulant<br />
Flocculant<br />
Eindicker<br />
Thickener<br />
Schlamm < 20 µm 40 % TS<br />
Slurry < 20 µm 40 % DS<br />
– The residual moisture content of the washed ore was not to<br />
exceed 7 %, so that the existing calcining plant installed downstream<br />
can operate without any risk of material caking to its<br />
parts.<br />
3. The Solution: a Specially Developed Process<br />
After ED had performed several tests – for which over 3 t of phosphate<br />
ore had to be transported from Uzbekistan to Germany,<br />
engineering fi rm opted for a process that meets all defi ned requirements<br />
and guarantees cost-effi cient production. The plant<br />
was designed in two separate lines (2 x 50 % capacity) to ensure<br />
higher reliability and fl exibility. The key technological stages in<br />
the process are as follows (Fig. 2):<br />
3.1 Washing of the raw ore (particle size between<br />
0 and 200 mm) in a washing drum<br />
The ore is taken from a storage bin and sent to a washing drum<br />
on belt conveyors and feeders. In the washing drum the rock<br />
agglomerates are gently broken down. All the rocks that do not<br />
contain any phosphates (fraction > 5 mm) are washed off and can<br />
be separated as waste material from any remaining value material<br />
in a drum screen that is directly connected to the washing drum.<br />
Parallel to this, the salt (NaCl) liberated from the feed material as<br />
a result of the decomposition of the agglomerates and therefore<br />
more easily accessible for the water begins to dissolve. To increase<br />
the residence time of the salt in the water, a washing tank is installed<br />
downstream of the washing drum. The water used here<br />
is taken from the plant’s closed water circuit. This contains chlorides,<br />
but is far off being fully saturated.<br />
4 AUFBEREITUNGS TECHNIK 48 (2007) Nr. 11-12<br />
Stufe 3<br />
Stage 3<br />
Hydrozyklone<br />
Hydrocyclones<br />
Stufe 2<br />
Stage 2<br />
M<br />
Filter<br />
Filter<br />
Luft<br />
Air<br />
Gewaschenes Phosphaterz<br />
Washed phosphate ore
um die vertraglich vorgeschriebenen 104 t/h gewaschenen Phosphaterze<br />
herzustellen.<br />
Das möglichst saubere Entfernen dieser schlammartigen Fraktion<br />
vom restlichen Material hat eine fundamentale Bedeutung für<br />
das <strong>Auswaschen</strong> der Chloride auf dem nachgeschalteten Vakuumbandfi<br />
lter (s. Abs. 3.3). Deutlich mehr als 3 % dieser Fraktion<br />
in dem entwässerten Material hätten zur Bildung einer undurchdringlichen<br />
Kruste auf der Filterkuchenoberfl äche des Vakuumbandfi<br />
lters geführt und das Entwässern sowie Waschen des Phosphates<br />
praktisch unmöglich gemacht.<br />
Die Hydrozyklonanlage wurde dreistufi g <strong>aus</strong>geführt. Der Unterlauf<br />
der zweiten Stufe beaufschlagt den Vakuumbandfi lter und<br />
der Überlauf der dritten Stufe wird als Abfallschlamm einem Eindicker<br />
(Bild 2) zugeführt. Diese Schaltung gewährleistet, dass<br />
trotz schwankender Mengen und variierender Kornverteilung im<br />
Roherz eine zuverlässige und scharfe Trennung der feinkörnigen<br />
Schlämme vom restlichen Wertmaterial erreicht wird. Dabei werden<br />
ca. 1200 m³/h Wasser <strong>aus</strong> dem Kreislauf umgewälzt.<br />
Im Laufe des Hydrozyklonierungsprozesses setzt sich das Aufl ösen<br />
des Natriumchlorids im Wasser weiter fort. Zum Schluss der<br />
beiden ersten technologischen Schritte (s. Abs. 3.1 u. 3.2) sind<br />
über 95 % der Chloride aufgelöst. Die für die nachgeschaltete Vakuumbandfi<br />
lterentwässerung notwendige Entfernung der phosphatarmen<br />
Fraktion < 20 µm hat einen weiteren sehr positiven<br />
Nebeneffekt: die Anreicherung des gewaschenen Phosphaterzes<br />
an P 2 O 5 um rund 2 bis 4 %.<br />
3.3 Vakuumbandfi lter<br />
Sämtliche Chloride sind im Wasser gelöst und befi nden sich in<br />
der fl üssigen Phase der Suspension, die den Vakuumbandfi ltern<br />
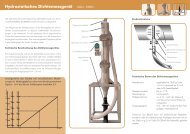
(Bild 3) zur eigentlichen Auswaschung zugeführt wird. Die Aufgabe<br />
der Vakuumbandfi lter, mit einer effektiven Filterfl äche <strong>von</strong><br />
22 m² je Linie, besteht <strong>aus</strong> zwei wesentlichen Bereichen:<br />
<strong>Auswaschen</strong> der Chloride <strong>aus</strong> dem Filterkuchen in einer<br />
4-stufi gen Gegenstromwäsche<br />
Dabei wird das chloridhaltige Kreislaufwasser gegen das praktisch<br />
salzfreie, in einer Umkehrosmoseanlage (s. Abs. 3.6) erzeugte<br />
Permeat <strong>aus</strong>get<strong>aus</strong>cht.<br />
Bild 3: Vakuumbandfi lter mit den Hydrozyklonstufen 1 und 2<br />
Fig. 3: Vacuum belt fi lter with the hydrocyclone stages 1 and 2<br />
Flüssigkeits-Feststofftrennung (Entwässerung) mittels<br />
einer angeschlossenen Vakuumpumpe<br />
Das Filtrat, das auf den ersten Metern des Vakuumbandfi lters <strong>aus</strong><br />
stark chloridhaltigem Wasser besteht, wird auf den letzten Metern<br />
des Bandfi lters durch die Gegenstromwäsche zu fast reinem<br />
Permeat und dem Kreislaufwassersystem der Anlage zugeführt. Es<br />
ergänzt annähernd die Wasserverluste, die durch das Entfernen<br />
3.2 Removal of the clay- and loess-containing fraction<br />
< 20 µm with a low P 2 O 5 content from the remaining<br />
value material in a three-stage hydrocyclone plant<br />
The content of clay- and loess-containing slimes < 20 µm in the<br />
phosphate ore suspension is relatively high and ranges from<br />
25 % up to even 45 %. This means that the plant has to be fed<br />
with between 139 t/h and 190 t/h raw ore in order to produce<br />
the contractually specifi ed 104 t/h washed phosphate ore.<br />
The clean removal of this slurry fraction from the remaining material<br />
is crucial to the washing out of the chlorides on the downstream<br />
vacuum belt fi lter (see section 3.3). Much more than 3 %<br />
of this fraction in the dewatered material would have led to the<br />
formation of an impenetrable crust on the surface of the fi lter<br />
cake of the vacuum belt fi lter, which in turn would have made dewatering<br />
and washing of the phosphate practically impossible.<br />
The hydrocyclone plant was designed as a three-stage unit. The<br />
underfl ow of the second stage is fed to the vacuum belt fi lter and<br />
the overfl ow of the third stage is fed as waste slurry to a thickener<br />
(Fig. 2). This sequence guarantees reliable and sharp separation<br />
of the fi nes slurry from the remaining value material despite fl uctuations<br />
in the feed rate and varying particle size distribution in<br />
the raw ore. Around 1200 m³/h water from the water circuit is<br />
recirculated.<br />
During the hydrocycloning process, dissolution of the sodium<br />
chloride continues in the water. By the end of the two fi rst technological<br />
stages (see sections 3.1 and 3.2), over 95 % of the chlorides<br />
are dissolved. The removal of the low-phosphate fraction<br />
< 20 µm necessary for the downstream vacuum belt fi lter dewatering<br />
has another very positive side-effect: the enrichment of<br />
P 2 O 5 in the washed phosphate ore by around 2 to 4 %.<br />
3.3 Vacuum belt fi lter<br />
All chlorides are dissolved in the water and found in the liquid<br />
phase of the suspension, which is fed to the vacuum belt fi lters<br />
(Fig. 3) for actual washing out. The vacuum belt fi lter, with an effective<br />
fi lter area of 22 m 2 per line, has two main duties:<br />
Washing out of the chlorides from the fi lter cake in a<br />
4-stage co<strong>unter</strong>-current washing process<br />
The chloride-containing circuit water is exchanged for the practically<br />
salt-free permeate produced in a reverse osmosis fi lter (see<br />
section 3.6).<br />
Liquid-solid separation (dewatering) by means of a<br />
connected vacuum pump<br />
The fi ltrate, which consists of water with a high chloride content<br />
on the fi rst metres of the vacuum belt fi lter, is fed on the last metres<br />
of the belt fi lter, by means of co<strong>unter</strong>-current washing, to the<br />
almost pure permeate and the circuit water system of the plant. It<br />
just about replenishes the water losses c<strong>aus</strong>ed by the removal of<br />
the thickened slurry from the system (see section 3.5). The possible<br />
residual moisture content for the Uzbekistanian phosphates<br />
after the vacuum belt fi lter ranges from 18 to 20 %.<br />
Prior to being fed to the washing jets, the permeate is used for<br />
operation of the liquid-ring vacuum pump and cleaning of the fi lter<br />
cloth. The increase in the temperature of the permeate c<strong>aus</strong>ed<br />
by the vacuum pump reduces its viscosity and improves the effi<br />
ciency of the washing process. In the free atmosphere the pH<br />
value of the permeate falls to values of around 4.5 and therefore<br />
it is not suitable as packing water for the vacuum belt fi lter as it<br />
can lead to lower stability and expansion of the backing cloth of<br />
the wearing and sealing belts.<br />
3.4 Drying<br />
The dewatered material cleaned of chlorides is fed to the two<br />
dryers to reduce the residual moisture content from around<br />
20 % to the required max. 7 %. Two single-shell rotary drum dry-<br />
AUFBEREITUNGS TECHNIK 48 (2007) Nr. 11-12 5
des eingedickten Schlammes <strong>aus</strong> dem System verursacht werden<br />
(s. Abs. 3.5). Die Restfeuchte nach dem Vakuumbandfi lter, die<br />
bei den usbekischen Phosphaten erzeugt werden kann, liegt im<br />
Bereich <strong>von</strong> 18 bis 20 %.<br />
Vor dem Zuführen zu den Waschdüsen wird das Permeat zum<br />
Betreiben der Flüssigkeitsring-Vakuumpumpe und zur Filtertuchreinigung<br />
verwendet. Die durch die Vakuumpumpe verursachte<br />
Temperaturerhöhung des Permeats reduziert seine Viskosität und<br />
verbessert dadurch zusätzlich die Effektivität des Auswaschungsprozesses.<br />
Der pH-Wert des Permeats sinkt in der freien Atmosphäre<br />
auf Werte um ca. 4,5 und eignet sich deshalb nicht als<br />
Dichtwasser des Vakuumbandfi lters, da es zu einem Stabilitätsverlust<br />
und zur Ausdehnung des Traggewebes der Schleiß- und<br />
Dichtgurte führen kann.<br />
3.4 Trocknen<br />
Das entwässerte und <strong>von</strong> <strong>Chloriden</strong> gereinigte Material wird den<br />
beiden Trocknern zugeführt, um die Restfeuchte <strong>von</strong> ca. 20 % auf<br />
die erforderlichen max. 7 % zu reduzieren. Zum Einsatz kommen<br />
die für Phosphaterze gut geeigneten Einzug-Drehrohrtrockner<br />
(ø 2,8 x 16 m) mit Flammrohr. Jeder Trockner weist eine maximale<br />
Wärmeleistung <strong>von</strong> 9,5 MW auf. Als Brennstoff steht Erdgas<br />
zur Verfügung. Die Trocknung <strong>von</strong> je 52 t/h Erz erfolgt in<br />
dem für Phosphate empfohlenen Temperaturbereich <strong>von</strong> 600 bis<br />
700 °C.<br />
Spezielle Maßnahmen im Bereich der Aufgabeschurre wie der<br />
Einbau eines Rüttlers und die entsprechende Gestaltung der<br />
Paddel im Aufgabebereich der Trommel wirken der Tendenz des<br />
feuchten Phosphaterzes zum sehr starken Anbacken entgegen.<br />
3.5 Eindicken<br />
Die durch den Überlauf der dritten Hydrozyklonstufe <strong>aus</strong> dem<br />
Prozess entfernte phosphatarme Schlammsuspension ist sehr<br />
feinkörnig (100 % < 20 µm, wobei 80 % < 6 µm sind) und besteht<br />
nur <strong>aus</strong> 4 % Feststoffen. Der Rest ist Wasser, welches dem<br />
System in möglichst großen Teil wieder zugeführt werden sollte.<br />
Die Investitions- und Betriebskosten sowie das Handling der entwässerten<br />
Schlämme mussten dabei berücksichtigt werden.<br />
Bei der Suche nach einer optimalen Methode, dieses Wasser für<br />
den Prozess zurückzugewinnen, wurden drei Verfahren <strong>unter</strong>sucht:<br />
– Kammerfi lterpressen<br />
– Dekanter<br />
– Eindicker.<br />
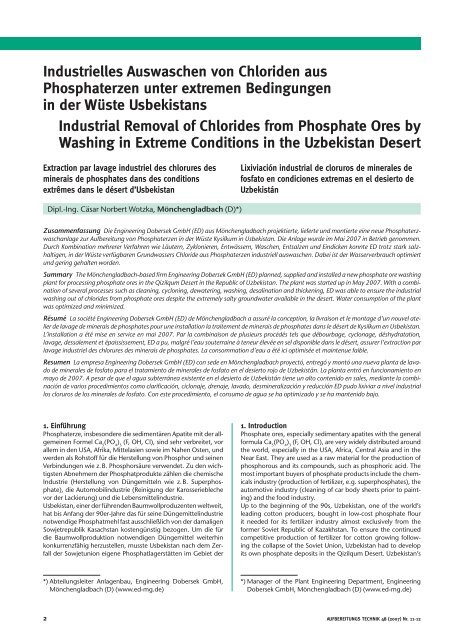
Der Eindicker erwies sich in diesem Fall als die beste Lösung, wobei<br />
es sich um einen Pasteneindicker (Bild 4) handelt, in dem<br />
die feste Fraktion der Schlämme bis zu 40 % Feststoffanteil eingedickt<br />
werden kann und dabei eine Viskosität <strong>von</strong> ca. 33 m Pas<br />
erreicht. Bei einem konventionellen Eindicker wäre bei diesen äußerst<br />
feinen Schlämmen eine Eindickung <strong>von</strong> max. 20 % möglich<br />
gewesen.<br />
Der Pasteneindicker wurde mit einem auf dem Injektorprinzip<br />
basierenden Zulauf-Verdünnungssystem <strong>aus</strong>gestattet, um die<br />
optimale Konzentration für die Flockung und die Sedimentation<br />
zu erreichen. Die einströmende Suspension wird mit überstehendem<br />
Wasser <strong>aus</strong> dem Klarwasserbereich des Eindickers verdünnt.<br />
Eine im Eindicker installierte Absetzgeschwindigkeitsmessung für<br />
die Flocken steuert die Dosierung der Flockungshilfsmittel.<br />
Der Eindickerinhalt wird durch die Messung des Druckes innerhalb<br />
des Eindickertanks kontrolliert. Die Druckmesszelle befi ndet<br />
sich im <strong>unter</strong>en Bereich des Entnahmezylinders. Mit wachsendem<br />
Schlammbettniveau wächst der Druck und die <strong>unter</strong> dem Eindicker<br />
installierte frequenzgesteuerte Membrankolbenpumpe erhöht<br />
automatisch ihre Fördermenge.<br />
Um die Schlammentnahme <strong>aus</strong> dem unten liegenden Entnahmezylinder<br />
des Eindickers, an dem der Druck und die Scherkräfte<br />
im Schlamm am größten sind, gut zu kontrollieren, wurde eine<br />
ers (ø 2.8 x 16 m) with fi re tube are used as these are very suitable<br />
for drying phosphate ores. Each dryer has a maximum thermal<br />
output of 9.5 MW. Natural gas is available as fuel. The 52 t/h ore<br />
is dried in the temperature range from 600 to 700° C, the range<br />
recommended for phosphates.<br />
Special measures in the vicinity of the feed chute, e.g. the installation<br />
of a vibrator and dedicated design of the paddle in the feed<br />
zone of the drum are used to combat the caking tendency of the<br />
moist phosphate rock.<br />
3.5 Thickening<br />
The low-phosphate slurry suspension removed from the process<br />
with the overfl ow of the third hydrocyclone stage consists of very<br />
fi ne particles (100 % < 20 µm, including 80 % < 6 µm) and contains<br />
only 4 % solids. The rest is water, the largest possible volume<br />
of which must be returned to the system. The investment and<br />
operating costs as well as the handling of the dewatered sludges<br />
had to be taken into consideration.<br />
In the search for an optimum method of recovery for this water<br />
for the process, three options were tested:<br />
– chamber presses<br />
– decanters<br />
– thickeners.<br />
For this application, the thickener proved the best solution. A<br />
paste thickener (Fig. 4) was selected, in which the solid fraction<br />
of the slurry can be thickened up to 40 % solids concentration,<br />
thus achieving a viscosity of around 33 m Pas. In a conventional<br />
thickener, thickening of max. 20 % would have been possible for<br />
these extremely fi ne slurries.<br />
Bild 4: Eindicker ø 16 m, H = 16 m während der Montage<br />
Fig. 4: Paste thickener ø 16 m, H = 16 m during assembly<br />
The paste thickener is equipped with a feed thinning system<br />
based on the injector principle to obtain the optimal concentration<br />
for fl occulation and sedimentation. The infl owing suspension<br />
is diluted with supernatant water from the clarifi ed water<br />
section of the thickener. A system for measuring the settling rate<br />
of the fl ocs is installed in the thickener and, based on this measurement,<br />
dosing of the fl occulants is controlled.<br />
The content of the thickener is controlled based on measurement<br />
of the pressure inside the thickener tank. The pressure measurement<br />
cell is located in the lower part of the extraction cylinder.<br />
When the level of the slurry bed rises, the pressure increases and<br />
the frequency-controlled membrane piston pump installed below<br />
the thickener automatically controls the discharge rate.<br />
To effectively control the slurry extraction from the extraction<br />
cylinder below the thickener, in which the pressure and shear<br />
forces in the slurry are highest, a centrifugal pump is installed as<br />
a circulation pump. This ensures that part of the thickened slurry<br />
6 AUFBEREITUNGS TECHNIK 48 (2007) Nr. 11-12
Bild 5: Gesamtansicht der Phosphatwaschanlage<br />
Fig. 5: Overview of the phosphate washing plant<br />
Kreiselpumpe als Rezirkulationspumpe installiert. Dadurch wird<br />
kontinuierlich ein Teil des eingedickten Schlammes in Bewegung<br />
gehalten und die Ansaugung durch die nachgeschaltete Membrankolbenpumpe<br />
deutlich erleichtert. Der eingedickte Schlamm<br />
wird 5 km zu einer im alten Tagebau platzierten Deponie gefördert.<br />
3.6 Entsalzen des Frischwassers mittels Umkehrosmose<br />
Die zahlreichen durch ED vor der Projektierung der Anlage durchgeführten<br />
Untersuchungen haben gezeigt, dass das bei dem Vakuumbandfi<br />
lter verwendete Waschwasser nahezu salzfrei sein<br />
muss, damit der vom Kunden defi nierte Chloridrestgehalt im<br />
Wertprodukt <strong>von</strong> max. 0,033 % erreicht werden kann. Da bereits<br />
das zur Verfügung stehende Frischwasser ca. 650 mg/l Chloride<br />
aufweist, musste eine Entsalzungsanlage vorgesehen werden.<br />
Die realisierte Anlage besteht im Wesentlichen <strong>aus</strong> einer Kiesfi lterstation<br />
und zwei parallel arbeitenden Umkehrosmoseanlagen.<br />
Die Förderleistung der Anlage beträgt ca. 35 m³/h salzfreies<br />
Permeat. Das während des Umkehrosmoseprozesses gleichzeitig<br />
zum Permeat entstehende salzhaltige Konzentrat wird dem<br />
Kreislaufwassersystem wieder zugeführt.<br />
4. Aufbau der Anlage<br />
Die gesamte Phosphatwaschanlage wurde auf einer Fläche <strong>von</strong><br />
ca. 350 m x 380 m aufgebaut (Bild 5) und kann vollautomatisch<br />
betrieben werden. Die wichtigsten Elemente der Anlage<br />
wie die Waschtrommeln, die Hydrozykloncluster, die beiden<br />
Vakuumbandfi lterlinien und die Wasserentsalzung, in denen<br />
der nasse Prozess stattfi ndet, wurden in einer geschlossenen,<br />
56 x 33 x 28 m großen Halle kompakt <strong>unter</strong>gebracht, um sie<br />
vor den extremen Außentemperaturen <strong>von</strong> –29 °C bis +55 °C zu<br />
schützen. Zur Erhöhung der Betriebsverfügbarkeit wurde die Anlage<br />
in zwei parallel arbeitende Produktionslinien aufgeteilt. Für<br />
den internen notwendigen Transport des Erzes sorgen insgesamt<br />
22 Förderbänder. Das auf dem Vakuumbandfi lter gewaschene<br />
und entwässerte Erz kann entweder direkt zu den Trocknern<br />
oder auch zu einem Zwischenlager vor der Trockneranlage gefördert<br />
werden. Dort können dem Erz durch die Sonnenbestrahlung<br />
während des langen Wüstensommers einige Prozente an<br />
Restfeuchte zusätzlich entzogen werden. Der Gasverbrauch der<br />
Trockner wird durch diese Maßnahme wesentlich reduziert.<br />
5. Fazit<br />
Die Kombination <strong>von</strong> bekannten Komponenten wie Waschtrommel,<br />
Vakuumbandfi lter und Trommeltrockner mit unkonventionellen<br />
Lösungen wie das dreistufi ge Hydrozyklonieren, die Verwendung<br />
<strong>von</strong> Permeat beim Betrieb eines Vakuumbandfi lters<br />
sowie der Einsatz eines Pasteneindickers führte zu einer betriebs-<br />
is kept in continuous motion, considerably facilitating extraction<br />
by the downstream membrane piston pump. The thickened slurry<br />
is pumped over 5 km to a landfi ll located in an old open-cast<br />
mine.<br />
3.6 Desalination of the fresh water by reverse osmosis<br />
fi ltration<br />
The numerous tests performed by ED prior to planning of the<br />
plant showed that the water used in the vacuum belt fi lter must<br />
be practically salt-free in order to achieve the residual chloride<br />
content of max. 0.033 % in the value product as specifi ed by<br />
the client. As the fresh water available contains around 650 mg/l<br />
chlorides, a desalination plant had to be included in the planning.<br />
The realized plant consists essentially of a gravel fi lter station and<br />
two reverse osmosis fi lters that operate parallel. The delivery rate<br />
of the plant reaches around 35 m³/h salt-free permeate. The salty<br />
concentrate produced at the same time as the permeate during<br />
the reverse osmosis process is returned to the water circuit.<br />
4. Plant Installation<br />
The entire phosphate washing plant was installed over an area<br />
covering around 350 m x 380 m (Fig. 5) and can be operated<br />
fully automatically. The key elements of the plant, such as the<br />
washing trommel, the hydrocyclone cluster, the two vacuum<br />
belt fi lter lines and the water desalination unit, in which wet<br />
processing takes place, were housed in a closed facility measuring<br />
56 x 33 x 28 m, to protect them from the extreme outside<br />
temperatures from –29° C to +55° C. To enhance operating availability,<br />
the plant was split into two parallel operating production<br />
lines. A total of 22 belt conveyors are used for the necessary internal<br />
transport of the ore. The washed and dewatered ore on<br />
the vacuum belt fi lter can either be sent direct to the dryers or<br />
to an intermediate storage facility upstream of the dryer. Here<br />
several percent of the residual moisture in the ore can be additionally<br />
extracted by means of solar radiation during the long<br />
desert summer. This reduces the gas consumption of the dryers<br />
substantially.<br />
5. Conclusion<br />
The combination of proven components such as washing trommel,<br />
vacuum belt fi lter and drum dryer with unconventional solutions,<br />
such as the three-stage hydrocycloning, the use of permeate<br />
in operation of a vacuum belt fi lter and the use of a paste<br />
thickener, led to the installation of a reliably operating plant that<br />
meets all specifi cations defi ned in the contract (see section 2).<br />
Thanks to economical water management in the plant, the entire<br />
water consumption could be reduced by more than a half<br />
AUFBEREITUNGS TECHNIK 48 (2007) Nr. 11-12 7
sicheren Anlage, die alle vertraglich defi nierten Anforderungen<br />
(s. Abs. 2) vollständig erfüllt hat. Durch eine geschickte Wasserwirtschaft<br />
innerhalb der Anlage konnte der gesamte Wasserverbrauch<br />
um mehr als die Hälfte – im Vergleich zu den früher vom<br />
Kunden erwarteten und gleichzeitig befürchteten Werten – verringert<br />
werden. Dies hatte die positive Konsequenz, dass sich neben<br />
dem für den Kunden akzeptablen Wasserverbrauch – <strong>von</strong> ca.<br />
80 m³/h bei 25 % Schlämme bis ca. 160 m³/h bei 45 % Schlämme<br />
im Roherz – auch die Größe der im aufgelassenen Bereich des<br />
Phosphaterz-Tagebaues platzierten Schlammdeponie deutlich<br />
verringern konnte.<br />
Als weiterer positiver Nebeneffekt kann das Phosphaterz durch<br />
die Trennung <strong>von</strong> den phosphatarmen, ton- und lösshaltigen<br />
Schlämmen um 2 bis 4 % P 2 O 5 zusätzlich angereichert werden.<br />
of the level originally expected and feared by the client. Besides<br />
ensuring a water consumption of approx, 80 m³/h at 25 % slurry<br />
to around 160 m³/h at 45 % slimes in the raw ore, which was<br />
acceptable to the client, this had the positive consequence of a<br />
considerable reduction in the size of the slurry landfi ll located in<br />
the old open-case phosphate rock mine.<br />
Another positive side-effect is that the phosphate ore can be concentrated<br />
by an additional 2 to 4 % P 2 O 5 thanks to the removal of<br />
the low-phosphate clay and loess-containing slurries.<br />
8 AUFBEREITUNGS TECHNIK 48 (2007) Nr. 11-12