Inject_3_2011_de.pdfHerunterladen - Sumitomo (SHI)
Inject_3_2011_de.pdfHerunterladen - Sumitomo (SHI)
Inject_3_2011_de.pdfHerunterladen - Sumitomo (SHI)

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
TECHNOLOGIE<br />
Füllkritische Teile reproduzierbar herstellen<br />
activeFlowBalance vereinfacht die Prozessführung und steigert die Produktqualität<br />
Zur Vereinfachung von Spritzgießprozessen<br />
mit einem sensiblen Übergang von<br />
Spritz- auf Nachdruck bietet <strong>Sumitomo</strong><br />
(<strong>SHI</strong>) Demag jetzt die Maschinenfunktion<br />
activeFlowBalance. Sie gleicht am En<strong>de</strong><br />
<strong>de</strong>s Einspritzvorganges unterschiedliche<br />
Druckverhältnisse innerhalb einer Kavität<br />
o<strong>de</strong>r zwischen mehreren Kavitäten eines<br />
Mehrfachwerkzeuges auf eine schonen<strong>de</strong><br />
Art und Weise aus. Damit lassen sich nun<br />
auch füllkritische Formteile, die bisher mit<br />
Unterfüllung, Gratbildung o<strong>de</strong>r Verbrennungen<br />
zu kämpfen hatten und komplexe<br />
Einstellungen erfor<strong>de</strong>rten, in einem robusten<br />
Prozess herstellen.<br />
Bisher gibt es für <strong>de</strong>n Einrichter zwei prinzipielle<br />
Möglichkeiten, auf die ungleichmäßige<br />
o<strong>de</strong>r schwanken<strong>de</strong> Balancierung<br />
von Kavitäten zu reagieren. Entwe<strong>de</strong>r<br />
wird solange eingespritzt, bis auch die<br />
letzte Kavität vollständig gefüllt ist. Dabei<br />
entstehen aber in <strong>de</strong>n bereits gefüllten<br />
Kavitäten Druckspitzen, die zur Gratbildung<br />
führen können. Zu<strong>de</strong>m erzeugen die<br />
verschie<strong>de</strong>nen Druckniveaus unterschiedliche<br />
Zustän<strong>de</strong> in <strong>de</strong>n einzelnen Kavitäten,<br />
was u.a. Eigenspannungen, Verzug und<br />
unterschiedliche Schwindung <strong>de</strong>r Formteile<br />
nach sich ziehen kann. Darüber hinaus<br />
steigt die Schmelzefrontgeschwindigkeit<br />
in <strong>de</strong>n nacheilen<strong>de</strong>n Kavitäten sprunghaft<br />
an, sobald die erste Kavität gefüllt ist.<br />
Nicht selten entstehen dadurch Entlüftungsprobleme,<br />
die sich in Verbrennungen<br />
o<strong>de</strong>r nicht voll ausgespritzten Teilen<br />
äußern. Alternativ dazu kann sofort bei<br />
Erreichen <strong>de</strong>r volumetrischen Füllung <strong>de</strong>r<br />
ersten Kavität auf Nachdruck umgeschaltet<br />
wer<strong>de</strong>n. Dieses Vorgehen vermei<strong>de</strong>t<br />
zwar die o.g. negativen Effekte, birgt aber<br />
das Risiko <strong>de</strong>r Unterfüllung von Kavitäten.<br />
Auch hierbei führen die unterschiedlichen<br />
Druckverhältnisse zu entsprechen<strong>de</strong>n Unterschie<strong>de</strong>n<br />
im Gefüge <strong>de</strong>r Teile.<br />
fest, bevor sie <strong>de</strong>n Nachdruck aufbaut.<br />
Während dieser Phase entspannt sich<br />
die durch <strong>de</strong>n Spritzdruck komprimierte<br />
Schmelze. Teilgefüllte Kavitäten, in <strong>de</strong>nen<br />
ein geringerer Gegendruck als in bereits<br />
vollen Kavitäten herrscht, füllen sich dadurch<br />
stärker. Die Füllstän<strong>de</strong> balancieren<br />
sich so auf natürliche Weise. Die Dauer<br />
<strong>de</strong>s Druckausgleichs ist Teil <strong>de</strong>r Nachdruckzeit<br />
und verlängert <strong>de</strong>n Zyklus nicht.<br />
activeFlowBalance bietet insbeson -<br />
<strong>de</strong>re Vorteile beim Spritzgießen mit<br />
• Multikavitätenwerkzeugen mit<br />
Balancierungsproblemen<br />
• Werkzeugen mit instabilen Zustän<strong>de</strong>n<br />
im Heißkanal<br />
• Werkzeugen mit Entlüftungsproblemen<br />
o<strong>de</strong>r von<br />
• Formteilen mit Mehrfachanschnitten<br />
• Formteilen mit dünnwandigen<br />
Bereichen am Fließwegen<strong>de</strong><br />
• Formteilen, die im Verhältnis zum<br />
Angussgewicht sehr klein sind,<br />
• Formteilen aus Familienwerkzeugen<br />
und Tan<strong>de</strong>m-Prozessen.<br />
Während es bisher für <strong>de</strong>n Einrichter<br />
schwierig war, solche Prozesse sicher zu<br />
beherrschen, lässt sich activeFlowBalance<br />
<strong>de</strong>nkbar einfach bedienen. Neben <strong>de</strong>r<br />
Am Umschaltpunkt (oben) sind drei Kavitäten<br />
<strong>de</strong>utlich unterfüllt, während bereits<br />
nach nach 0,2 s activeFlowBalance Zeit<br />
(unten) in <strong>de</strong>n Kavitäten ein ausgeglichener<br />
Füllstand bei ausgeglichenem Schmel -<br />
zedruck herrscht.<br />
Die neue Funktion activeFlowBalance<br />
stoppt <strong>de</strong>n Schneckenvorschub am En<strong>de</strong><br />
<strong>de</strong>s Einspritzvorganges und hält die<br />
Schneckenposition für eine <strong>de</strong>finierte Zeit<br />
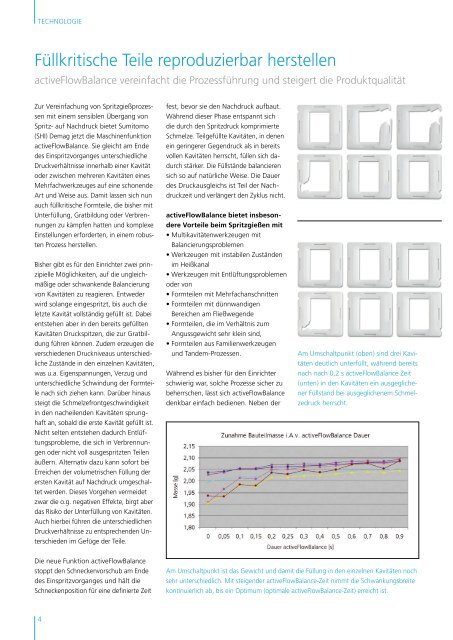
Am Umschaltpunkt ist das Gewicht und damit die Füllung in <strong>de</strong>n einzelnen Kavitäten noch<br />
sehr unterschiedlich. Mit steigen<strong>de</strong>r activeFlowBalance-Zeit nimmt die Schwankungsbreite<br />
kontinuierlich ab, bis ein Optimum (optimale activeFlowBalance-Zeit) erreicht ist.<br />
4