FORMAX - Uddeholm
FORMAX - Uddeholm
FORMAX - Uddeholm

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>FORMAX</strong><br />
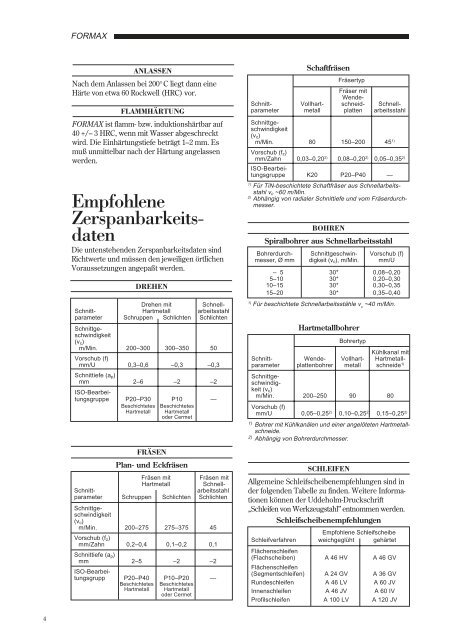
ANLASSEN<br />
Nach dem Anlassen bei 200°C liegt dann eine<br />
Härte von etwa 60 Rockwell (HRC) vor.<br />
FLAMMHÄRTUNG<br />
<strong>FORMAX</strong> ist flamm- bzw. induktionshärtbar auf<br />
40 +/– 3 HRC, wenn mit Wasser abgeschreckt<br />
wird. Die Einhärtungstiefe beträgt 1–2 mm. Es<br />
muß unmittelbar nach der Härtung angelassen<br />
werden.<br />
Empfohlene<br />
Zerspanbarkeitsdaten<br />
Die untenstehenden Zerspanbarkeitsdaten sind<br />
Richtwerte und müssen den jeweiligen örtlichen<br />
Voraussetzungen angepaßt werden.<br />
DREHEN<br />
Drehen mit<br />
Schnell-<br />
Schnitt- Hartmetall arbeitsstahl<br />
parameter Schruppen Schlichten Schlichten<br />
Schnittgeschwindigkeit<br />
(v c )<br />
m/Min. 200–300 300–350 50<br />
Vorschub (f)<br />
mm/U 0,3–0,6 –0,3 –0,3<br />
Schnittiefe (a p )<br />
mm 2–6 –2 –2<br />
ISO-Bearbeitungsgruppe<br />
P20–P30 P10 —<br />
Beschichtetes Beschichtetes<br />
Hartmetall Hartmetall<br />
oder Cermet<br />
FRÄSEN<br />
Plan- und Eckfräsen<br />
Fräsen mit Fräsen mit<br />
Hartmetall<br />
Schnell-<br />
Schnitt-<br />
arbeitsstahl<br />
parameter Schruppen Schlichten Schlichten<br />
Schnittgeschwindigkeit<br />
(v c )<br />
m/Min. 200–275 275–375 45<br />
Vorschub (f z )<br />
mm/Zahn 0,2–0,4 0,1–0,2 0,1<br />
Schnittiefe (a p )<br />
mm 2–5 –2 –2<br />
ISO-Bearbeitungsgrupp<br />
P20–P40 P10–P20 —<br />
Beschichtetes Beschichtetes<br />
Hartmetall Hartmetall<br />
oder Cermet<br />
Schaftfräsen<br />
Fräsertyp<br />
Fräser mit<br />
Wende-<br />
Schnitt- Vollhart- schneid- Schnellparameter<br />
metall platten arbeitsstahl<br />
Schnittgeschwindigkeit<br />
(v c )<br />
m/Min. 80 150–200 45 1)<br />
Vorschub (f z )<br />
mm/Zahn 0,03–0,20 2) 0,08–0,20 2) 0,05–0,35 2)<br />
ISO-Bearbeitungsgruppe<br />
K20 P20–P40 —<br />
1)<br />
Für TiN-beschichtete Schaftfräser aus Schnellarbeitsstahl<br />
v c ~60 m/Min.<br />
2)<br />
Abhängig von radialer Schnittiefe und vom Fräserdurchmesser.<br />
BOHREN<br />
Spiralbohrer aus Schnellarbeitsstahl<br />
Bohrerdurch- Schnittgeschwin- Vorschub (f)<br />
messer, Ø mm digkeit (v c ), m/Min. mm/U<br />
– 5 30* 0,08–0,20<br />
5–10 30* 0,20–0,30<br />
10–15 30* 0,30–0,35<br />
15–20 30* 0,35–0,40<br />
1)<br />
Für beschichtete Schnellarbeitsstähle v c<br />
~40 m/Min.<br />
Hartmetallbohrer<br />
Bohrertyp<br />
Kühlkanal mit<br />
Schnitt- Wende- Vollhart- Hartmetallparameter<br />
plattenbohrer metall schneide 1)<br />
Schnittgeschwindigkeit<br />
(v c )<br />
m/Min. 200–250 90 80<br />
Vorschub (f)<br />
mm/U 0,05–0,25 2) 0,10–0,25 2) 0,15–0,25 2)<br />
1) Bohrer mit Kühlkanälen und einer angelöteten Hartmetallschneide.<br />
2) Abhängig von Bohrerdurchmesser.<br />
SCHLEIFEN<br />
Allgemeine Schleifscheibenempfehlungen sind in<br />
der folgenden Tabelle zu finden. Weitere Informationen<br />
können der <strong>Uddeholm</strong>-Druckschrift<br />
,,Schleifen von Werkzeugstahl” entnommen werden.<br />
Schleifscheibenempfehlungen<br />
Empfohlene Schleifscheibe<br />
Schleifverfahren weichgeglüht gehärtet<br />
Flächenschleifen<br />
(Flachscheiben) A 46 HV A 46 GV<br />
Flächenschleifen<br />
(Segmentschleifen) A 24 GV A 36 GV<br />
Rundeschleifen A 46 LV A 60 JV<br />
Innenschleifen A 46 JV A 60 IV<br />
Profilschleifen A 100 LV A 120 JV<br />
4