Datenblatt
Datenblatt
Datenblatt

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
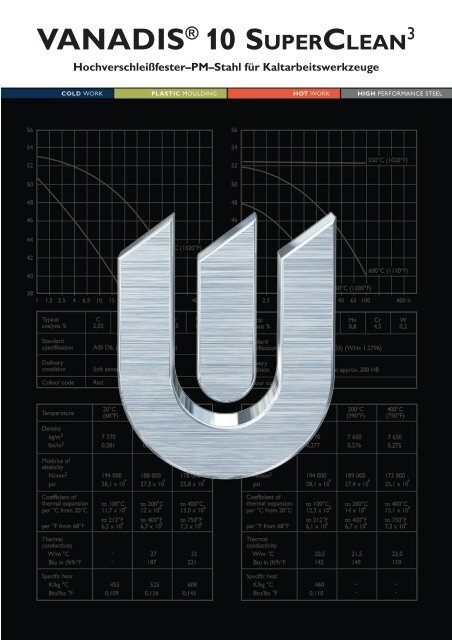
VANADIS ® 10 SUPERCLEAN 3<br />
Hochverschleißfester–PM–Stahl für Kaltarbeitswerkzeuge
VANADIS 10<br />
Ausschlaggebende<br />
Werkzeugstahleigenschaften<br />
für<br />
HOHE WERKZEUGLEISTUNG<br />
• Korrekte Härte für die Anwendung<br />
• Hoher Verschleißwiderstand<br />
• Gute Zähigkeit, um einen vorzeitigen Ausfall<br />
durch Ausbröckelungen/Rissbildung zu vermeiden.<br />
Hoher Verschleißwiderstand ist oft mit geringer<br />
Zähigkeit gekoppelt und umgekehrt. Für eine<br />
optimale Leistung des Werkzeugs sind jedoch in<br />
vielen Fällen sowohl hoher Verschleißwiderstand als<br />
auch hohe Zähigkeit ausschlaggebend.<br />
Vanadis 10 wird auf der modernsten Pulveranlage<br />
der Welt hergestellt. Dank seiner ausgewogenen<br />
Legierungszusammensetzung bietet dieser PM-Stahl<br />
neben guter Zähigkeit auch einen extrem hohen<br />
Verschleißwiderstand und ist somit für Hochleistungswerkzeuge<br />
besonders gut geeignet.<br />
WIRTSCHAFTLICHERE WERKZEUGHERSTELLUNG<br />
• Zerspanbarkeit<br />
• Wärmebehandlung<br />
• Maßbeständigkeit bei der Wärmebehandlung<br />
• Oberflächenbehandlung.<br />
Die Herstellung eines Werkzeuges aus hochlegierten<br />
Werkzeugstählen ist in Bezug auf die Zerspanbarkeit<br />
und die Wärmebehandlung oft problematischer<br />
als die Herstellung eines Werkzeuges aus<br />
niedriger legierten Stählen. Das erhöht natürlich die<br />
Herstellungskosten.<br />
Vanadis 10 ist ein pulvermetallurgisch hergestellter<br />
Kaltarbeitsstahl. Die Wärmebehandlung dieser<br />
modernen PM-Stähle ist wesentlich einfacher und<br />
kostengünstiger als die der älteren HSS PM-Stähle.<br />
Die Wärmebehandlung von Vanadis 10 ist der der<br />
W.-Nr. 1.2379 ähnlich. Die Maßbeständigkeit nach<br />
dem Härten und Anlassen ist ein großer Vorteil. Sie<br />
ist viel besser als bei den bekannten, konventionell<br />
hergestellten Hochleistungskaltarbeitsstählen. Das<br />
bedeutet, dass Vanadis 10 auch ein besonders<br />
geeigneter Werkzeugstahl für die CVD-Beschichtung<br />
ist.<br />
Anwendungsbereiche<br />
Vanadis 10 ist besonders geeignet für Werkzeuge<br />
für sehr lange Produktionsserien, bei denen<br />
abrasiver Verschleiß das dominierende Problem ist.<br />
Die sehr gute Kombination von extrem hohem<br />
Verschleißwiderstand und guter Zähigkeit bedeutet,<br />
dass Vanadis 10 eine interessante Alternative ist für<br />
Anwendungen, bei denen Werkzeuge aus anderen<br />
verschleißfesten Materialien wie z.B. Hartmetall zu<br />
Ausbröckelungen oder Rissbildung neigen.<br />
Beispiele:<br />
• Schneiden und Umformen<br />
• Feinschneiden<br />
• Schneiden von Trafo- und Rotor-Stator-Blechen<br />
• Schneiden von Dichtungen<br />
• Tiefziehen<br />
• Kaltumformen<br />
• Messer für Papier und Folien<br />
• Pulverpressen<br />
• Granuliermesser<br />
• Extruderschnecken usw.<br />
Allgemeines<br />
Vanadis 10 ist ein Cr-Mo-V-legierter Stahl,<br />
charakterisiert durch:<br />
• Extrem hohen Verschleißwiderstand<br />
• Hohe Druckfestigkeit<br />
• Sehr gute Durchhärtungseigenschaften<br />
• Gute Zähigkeit<br />
• Sehr gute Maßbeständigkeit nach dem Härten<br />
und Anlassen<br />
• Gute Anlassbeständigkeit.<br />
Richt- C Si Mn Cr Mo V<br />
analyse % 2,9 0,5 0,5 8,0 1,5 9,8<br />
Lieferzustand<br />
Weichgeglüht auf ca. 280–310 HB<br />
Farbkennzeichnung<br />
Grün/violett<br />
Eigenschaften<br />
PHYSIKALISCHE EIGENSCHAFTEN<br />
Gehärtet und angelassen auf 62 HRC.<br />
Temperatur 20°C 200°C 400°C<br />
Dichte<br />
kg/m 3 7 400 – –<br />
Elastizitätsmodul<br />
N/mm 2 220 000 210 000 200 000<br />
Wärmeausdehnungskoeffizient<br />
pro °C ab 20°C – 10,7 x 10 –6 11,4 x 10 –6<br />
Wärmeleitfähigkeit<br />
W/m • °C – 20 22<br />
Spezifische Wärme<br />
J/kg °C 460 – –<br />
2
VANADIS 10<br />
SCHLAGZÄHIGKEIT<br />
Ungefähre Schlagzähigkeitswerte (bei Raumtemperatur)<br />
für verschiedene Anlasstemperaturen.<br />
Probengröße: 7 x 10 x 55 mm ungekerbt, Härtetemperatur:<br />
1020°C, Luftabkühlung, zweimal<br />
angelassen.<br />
Schlagzähigkeit, Joule<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
Härte<br />
Schlagzähigkeit<br />
Härte, HRC<br />
65<br />
45<br />
200 300 400 500 600°C<br />
Anlasstemperatur °C (2h + 2h)<br />
VERSCHLEISSWIDERSTAND<br />
Stift-Scheibe-Test. Scheibe: SiC<br />
Vanadis 10 = 62 HRC, W.-Nr. 1.2379 = 62 HRC<br />
Gewichtsverlust (mg/Min)<br />
150<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
VANADIS 10<br />
W.-Nr. 1.2379<br />
60<br />
55<br />
50<br />
Wärmebehandlung<br />
WEICHGLÜHEN<br />
Den Stahl vor Oxidation schützen und auf 900°C<br />
durchwärmen; dann im Ofen um ca. 10°C pro<br />
Stunde bis auf 750°C und anschließend an der Luft<br />
abkühlen.<br />
SPANNUNGSARMGLÜHEN<br />
Nach der Grobzerspanung sollte das Werkzeug auf<br />
650°C durchgewärmt und 2 Stunden auf dieser<br />
Temperatur gehalten werden; dann langsam auf<br />
500°C im Ofen und anschließend an der Luft<br />
abkühlen.<br />
HÄRTEN<br />
Vorwärmtemperatur: 600–700°C<br />
Austenitisierungstemperatur: 1020–1100°C<br />
Haltedauer: 30 Min.<br />
Anmerkung: Haltedauer = Zeitspanne des Haltens<br />
auf Austenitisierungstemperatur, beginnend mit<br />
dem Erreichen der Solltemperatur im Kern bis zur<br />
Einleitung des Abschreckvorganges. Eine Haltedauer<br />
von weniger als 30 Minuten führt zu Härteverlust!<br />
Während des Austenitisierens muss das Werkzeug<br />
vor Entkohlung und Oxidation geschützt werden.<br />
ABSCHRECKEN<br />
• Luft/Gas<br />
• Vakuumanlage (Gasüberdruck 2–5 bar)<br />
• Warmbad oder Fließbett bei 500–550°C<br />
• Warmbad oder Fließbett bei 200–350°C, wobei<br />
350°C empfohlen werden.<br />
Anm. 1: Das Werkzeug soll sofort angelassen<br />
werden, wenn eine Temperatur von 50–70°C<br />
erreicht ist.<br />
Anm. 2: Für eine optimale Zähigkeit sollte die<br />
Abkühlung so schnell wie möglich erfolgen. Dabei<br />
muss berücksichtigt werden, dass der Verzug<br />
akzeptabel bleibt.<br />
Anm. 3: Querschnitte >50 mm sollten nach dem<br />
Temperaturausgleich im Warmbad mit Gebläseluft<br />
weiter abgekühlt werden.<br />
3
VANADIS 10<br />
ZTU-Schaubild für kontinuierliche Abkühlung<br />
Austenitisierungstemperatur 1020–1060°C. Haltedauer 30 Minuten.<br />
Temperatur<br />
°C<br />
1100<br />
1000<br />
900<br />
Ac 1f<br />
800<br />
Karbide<br />
Perlit<br />
Ac 1s<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
M s<br />
Martensit<br />
M f<br />
1 2 3 4<br />
Bainit<br />
5 6 7 8 9<br />
Kurve Härte T 800–500<br />
Nr HV 10 (Sek.)<br />
1 890 3,8<br />
2 878 10<br />
3 818 232<br />
4 806 481<br />
5 731 695<br />
6 635 1389<br />
7 509 2318<br />
8 325 4633<br />
9 311 6947<br />
1 10 100 1 000 10 000 100 000 Sekunden<br />
1 10 100 1 000 Minuten<br />
1 10 100 Stunden<br />
Luftabkühlung<br />
0,2 1,5 10 90 600 von Stäben, Ø mm<br />
Isothermisches ZTU-Schaubild<br />
Austenitisierungstemperatur 1020°C. Haltedauer 30 Minuten.<br />
Temperatur<br />
°C<br />
1100<br />
1000<br />
Austenitizing temperature: 1020°C<br />
Holding time: 30 min.<br />
900<br />
Ac 1f<br />
800<br />
Perlit Pearlite<br />
700<br />
600<br />
500<br />
400<br />
300<br />
Bainite<br />
Ms<br />
200<br />
100<br />
Mf<br />
1<br />
1 10 100 1 000 10 000 100 000 Sekunden<br />
Ac 1s<br />
Härte<br />
Temp. Zeit HV10<br />
°C Stunde (ca.)<br />
800 4,5 297<br />
750 18 302<br />
700 1,1 350<br />
675 22 354<br />
650 4 423<br />
600 23 523<br />
500 44 890<br />
425 61 890<br />
400 22,5 890<br />
350 15 858<br />
325 3,5 715<br />
300 7 642<br />
250 22 673<br />
1 10 100 1 000 Minuten<br />
1 10 100 Stunden<br />
Luftabkühlung<br />
0,2 1,5 10 90 600 von Stäben, Ø mm<br />
4
VANADIS 10<br />
Veränderung der Härte, Korngröße und des Restaustenits<br />
in Abhängigkeit von der Austenitisierungstemperatur.<br />
Haltedauer 30 Minuten. Luftabkühlung.<br />
Härte, HRC<br />
70<br />
68<br />
66<br />
64<br />
62<br />
60<br />
58<br />
56<br />
Härte<br />
Restaustenit, %<br />
20<br />
975 1000 1020 1050 1075 °C<br />
Austenitisierungstemperatur<br />
ANLASSEN<br />
Die Anlasstemperatur kann je nach gewünschter<br />
Härte dem Anlassdiagramm entnommen werden.<br />
Es soll zweimal angelassen werden mit einer<br />
Zwischenkühlung auf Raumtemperatur. Die niedrigste<br />
Anlasstemperatur beträgt 180°C. Die Mindesthaltedauer<br />
beträgt 2 Stunden. Bei einer Härtetemperatur<br />
von 1100°C oder höher wird eine<br />
Anlasstemperatur von mindestens 525°C empfohlen,<br />
um den Restaustenitgehalt zu reduzieren.<br />
Anlassdiagramm<br />
Härte, HRC<br />
70<br />
68<br />
66<br />
64<br />
62<br />
60<br />
58<br />
56<br />
54<br />
Austenitisierungstemperatur<br />
1060°C<br />
Restaustenit<br />
1020°C<br />
15<br />
10<br />
5<br />
Restaustenit , %<br />
1100°C<br />
10<br />
MASSÄNDERUNGEN NACH DEM ANLASSEN<br />
Proben: Würfel von 65 x 65 x 65 mm<br />
Austenitisierungstemperatur<br />
Maßänderung %<br />
0,10<br />
0,08<br />
0,06<br />
0,04<br />
0,02<br />
0,00<br />
980°C 1020°C 1060°C<br />
Nicht angelassen 200°C 550°C<br />
Anlasstemperatur<br />
Proben: Platten von 125 x 125 x 25 mm<br />
Maßänderung %<br />
0,10<br />
0,08<br />
0,06<br />
0,04<br />
0,02<br />
0,00<br />
Nicht angelassen 200°C 550°C<br />
Anlasstemperatur<br />
TIEFTEMPERATURBEHANDELN<br />
Werkzeuge, von denen eine maximale Maßstabilität<br />
während der Anwendung verlangt wird, können<br />
folgendermaßen tieftemperaturbehandelt werden:<br />
Unmittelbar nach dem Abschrecken sollte das Teil<br />
auf –70 bis – 80°C tiefgekühlt werden, Haltedauer<br />
1–3 Stunden, und anschließend angelassen werden.<br />
Die Tieftemperaturbehandlung führt zu einem<br />
Abbau von Restaustenit. Dadurch steigert sich die<br />
Härte um ~1 HRC im Vergleich zu nicht tiefgekühlten<br />
Werkzeugen, wenn niedrigtemperaturangelassen<br />
wird. Hochtemperaturangelassene Werkzeuge<br />
erhalten keine höhere Härte. Verglichen mit<br />
den Anlasskurven von nicht tiefgekühlten Werkzeugen,<br />
sollte eine um 25–50°C tiefere Anlasstemperatur<br />
gewählt werden, um die gewünschte<br />
Härte zu erzielen.<br />
Restaustenit<br />
1060°C<br />
5<br />
0<br />
200 300 400 500 600°C<br />
Anlasstemperatur, °C<br />
Typisches Anwendungsbeispiel für Vanadis 10:<br />
Werkzeug für das Stanzen von Elektrobändern.<br />
5
VANADIS 10<br />
Werkzeuge, die ausreichend hochtemperaturangelassen<br />
sind, haben auch ohne Tieftemperaturbehandlung<br />
einen niedrigen Restaustenitgehalt und<br />
damit in vielen Fällen eine zufriedenstellende Maßstabilität.<br />
Wird jedoch eine höhere Maßstabilität im<br />
Einsatz gefordert, ist es manchmal trotzdem notwendig,<br />
Werkzeuge tiefzukühlen, die anschließend<br />
hochtemperaturangelassen werden.<br />
Für höchste Ansprüche an Maßstabilität wird eine<br />
Tieftemperaturbehandlung mit Flüssigstickstoff nach<br />
dem Abschrecken und nach jedem Anlassvorgang<br />
empfohlen.<br />
NITRIEREN<br />
Durch Nitrieren entsteht eine harte Randschicht, die<br />
den Verschleißwiderstand erhöht und die Neigung<br />
zu Kaltaufschweißungen verringert.<br />
Da die Nitriertemperatur immer unter der Anlasstemperatur<br />
liegen muss, muss ein Werzeug, das<br />
nitriert werden soll, hinter dem Sekundärhärtemaximum<br />
angelassen werden. Die Temperatur für<br />
das Hochtemperaturanlassen von Vanadis 10 liegt<br />
bei ca. 525°C. Die Nitriertemperatur sollte daher<br />
500–525°C nicht überschreiten.<br />
Ionnitrieren wird bevorzugt. Die Oberflächenhärte<br />
nach dem Nitrieren beträgt ca. 1250 HV 0,2 kg . Die zu<br />
erzielende Nitrierschichtdicke richtet sich nach der<br />
Anwendung.<br />
Empfehlungen<br />
für die spanabhebende<br />
Bearbeitung<br />
Die untenstehenden Zerspanbarkeitsdaten sollen als<br />
Richtwerte betrachtet werden. Diese müssen den<br />
jeweiligen örtlichen Voraussetzungen angepasst<br />
werden.<br />
DREHEN<br />
Drehen mit Hartmetall Drehen mit<br />
Schnellarbeitsstahl<br />
Schnittparameter Schruppen Schlichten Schlichten<br />
Schnittgeschwindigkeit<br />
(v c )<br />
m/min 50–80 80–100 5–8<br />
Vorschub (f)<br />
mm/U 0,2–0,4 0,05–0,2 0,05–0,3<br />
Schnitttiefe (a p )<br />
mm 2–4 0,5–2 0,5–3<br />
Bearbeitungsgruppe<br />
ISO K20* K15* –<br />
* Ein verschleißfestes Al 2 0 3 beschichtetes Hartmetall wird<br />
empfohlen.<br />
FRÄSEN<br />
Plan- und Eckfräsen<br />
Fräsen mit Hartmetall<br />
Schnittparameter Schruppen Schlichten<br />
Schnittgeschwindigkeit (v c )<br />
m/Min. 30–50 50–70<br />
Vorschub (f z )<br />
mm/Zahn 0,2–0,4 0,1–0,2<br />
Schnitttiefe (a p )<br />
mm 2–4 –2<br />
Bearbeitungsgruppe ISO K20–P20 K15–P15<br />
beschichtetes beschichtetes<br />
Hartmetall Hartmetall<br />
oder Cermet<br />
Schaftfräsen<br />
Fräsertyp<br />
Fräser mit<br />
Schnitt- Vollhart- Wendeschneid- Schnellparameter<br />
metall platten arbeitsstahl 1)<br />
Schnittgeschwindigkeit<br />
(v c ) m/Min. 30–40 30–50 10–14<br />
Vorschub (f z )<br />
mm/Zahn 0,03–0,20 2) 0,08–0,20 2) 0,05–0,35 2)<br />
Bearbeitungsgruppe<br />
ISO – K 15 3) –<br />
1)<br />
Unbeschichteter Schnellarbeitsstahl wird nicht empfohlen.<br />
2)<br />
Abhängig von radialer Schnitttiefe und vom Fräserdurchmesser.<br />
3)<br />
Ein verschleißfestes Al 2 O 3 -beschichtetes Hartmetall wird<br />
empfohlen.<br />
BOHREN<br />
Spiralbohrer aus Schnellarbeitsstahl<br />
Bohrer-<br />
Schnittgedurchmesser<br />
schwindigkeit (v c ) Vorschub (f)<br />
mm m/Min. mm/U<br />
–5 6–8* 0,05–0,15<br />
5–10 6–8* 0,15–0,20<br />
10–15 6–8* 0,20–0,25<br />
15–20 6–8* 0,25–0,35<br />
* Für beschichtete Schnellarbeitsstähle v c 12–14 m/Min.<br />
Hartmetallbohrer<br />
Bohrertyp<br />
Kühlkanalbohrer<br />
mit<br />
Schnitt- Wende- Vollhart- Hartmetallparameter<br />
plattenbohrer metall schneide 1)<br />
Schnittgeschwindigkeit<br />
(v c )<br />
m/Min. 70–90 40–60 20–30<br />
Vorschub (f)<br />
mm/U 0,05–0,15 2) 0,10–0,25 2) 0,15–0,25 2)<br />
1)<br />
Bohrer mit Kühlkanälen und einer angelöteten Hartmetallschneide.<br />
2)<br />
Abhängig vom Bohrerdurchmesser.<br />
6
VANADIS 10<br />
SCHLEIFEN<br />
Allgemeine Schleifscheibenempfehlungen sind in<br />
der Tabelle zu finden. Weitere Informationen<br />
können der Uddeholm-Druckschrift „Schleifen von<br />
Werkzeugstahl” entnommen werden.<br />
Schleifverfahren weichgeglüht gehärtet<br />
Umfangsschleifen A 46 HV B151 R50 B3 1)<br />
A 46 GV 2)<br />
Stirnschleifen A 36 GV A 46 GV<br />
(Segment)<br />
Außenrundschleifen A 60 KV B151 R75 B3 1)<br />
A 60 JV 2)<br />
Innenrundschleifen A 60 JV B151 R75 B3 1)<br />
A 60 IV<br />
Profilschleifen A 100 IV B126 R100 B6 1)<br />
A 100 JV 2)<br />
1)<br />
Für diese Anwendungen sollten, wenn möglich, CBN-Scheiben<br />
verwendet werden.<br />
2)<br />
Für diese Anwendungen sollten Schleifscheiben mit gesintetem<br />
Korund (Norton SG-Scheiben) verwendet werden.<br />
Funkenerosive<br />
Bearbeitung<br />
Wenn der Stahl im gehärteten und angelassenen<br />
Zustand funkenerosiv bearbeitet wird, sollte die<br />
Bearbeitung mit einem „Schlichtvorgang” (d.h.<br />
niedriger Strom, hohe Frequenz) beendet werden.<br />
Für eine optimale Werkzeugleistung sollten die<br />
funkenerosiv bearbeiteten Flächen geschliffen/<br />
poliert werden. Anschließend sollte das Werkzeug<br />
nochmals bei einer Temperatur von etwa 25°C<br />
unter der letztbenutzten Anlasstemperatur angelassen<br />
werden.<br />
Beim funkenerosiven Drahtschneiden größerer<br />
Querschnitte oder komplizierter Teile sollte Vanadis<br />
10 bei Temperaturen über 500°C angelassen<br />
werden.<br />
Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen<br />
Wissensstand und vermitteln nur allgemeine Informationen über unsere<br />
Produkte und deren Anwendungsmöglichkeiten. Sie können nicht als<br />
Garantie ausgelegt werden weder für die spezifischen Eigenschaften der<br />
beschriebenen Produkte noch für die Eignung für die als Beispiel<br />
genannten Anwendungsmöglichkeiten.<br />
Relativer Vergleich<br />
der Kaltarbeitsstähle von Uddeholm<br />
ARNE<br />
CALMAX<br />
CALDIE<br />
RIGOR<br />
SLEIPNER<br />
SVERKER 21<br />
SVERKER 3<br />
VANADIS 4 Extra<br />
VANADIS 4<br />
VANADIS 6<br />
VANADIS 10<br />
VANADIS 23<br />
VANADIS 30<br />
VANADIS 60<br />
W. -Nr. 1.3343<br />
Typischer Anwendungsbereich für Vanadis 10:<br />
lange Serien in der Elektroindustrie.<br />
MATERIALEIGENSCHAFTEN UND WIDERSTAND GEGEN AUSFALLMECHANISMEN<br />
Härte/<br />
Widerstand Widerstand gegen<br />
Widerstand gegen<br />
Ermüdungsrisse<br />
Uddeholm gegen plast. Zerspan- Schleif- Maßbestän- abrasiven adhäsiven Duktilität/ Zähigkeit/<br />
Stahl Verformung barkeit barkeit digkeit Verschleiß Verschleiß Ausbrüche Totalbruch<br />
7