SLEIPNER Kaltarbeitsstahl - Uddeholm
SLEIPNER Kaltarbeitsstahl - Uddeholm
SLEIPNER Kaltarbeitsstahl - Uddeholm

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>SLEIPNER</strong><br />
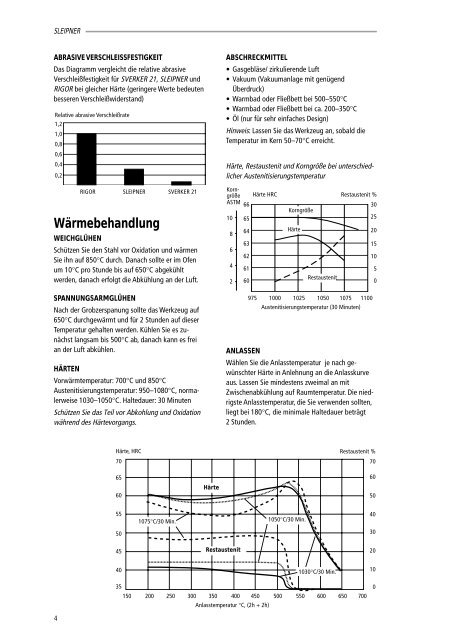
ABRASIVE VERSCHLEISSFESTIGKEIT<br />
Das Diagramm vergleicht die relative abrasive<br />
Verschleißfestigkeit für SVERKER 21, <strong>SLEIPNER</strong> und<br />
RIGOR bei gleicher Härte (geringere Werte bedeuten<br />
besseren Verschleißwiderstand)<br />
Relative abrasive Verschleißrate<br />
1,2<br />
1,0<br />
0,8<br />
0,6<br />
0,4<br />
0,2<br />
ABSCHRECKMITTEL<br />
• Gasgebläse/ zirkulierende Luft<br />
• Vakuum (Vakuumanlage mit genügend<br />
Überdruck)<br />
• Warmbad oder Fließbett bei 500–550°C<br />
• Warmbad oder Fließbett bei ca. 200–350°C<br />
• Öl (nur für sehr einfaches Design)<br />
Hinweis: Lassen Sie das Werkzeug an, sobald die<br />
Temperatur im Kern 50–70°C erreicht.<br />
Härte, Restaustenit und Korngröße bei unterschiedlicher<br />
Austenitisierungstemperatur<br />
RIGOR <strong>SLEIPNER</strong> SVERKER 21<br />
Wärmebehandlung<br />
WEICHGLÜHEN<br />
Schützen Sie den Stahl vor Oxidation und wärmen<br />
Sie ihn auf 850°C durch. Danach sollte er im Ofen<br />
um 10°C pro Stunde bis auf 650°C abgekühlt<br />
werden, danach erfolgt die Abkühlung an der Luft.<br />
Korngröße<br />
ASTM<br />
10<br />
8<br />
6<br />
4<br />
2<br />
66<br />
65<br />
64<br />
63<br />
62<br />
61<br />
60<br />
Härte HRC<br />
Korngröße<br />
Härte<br />
Restaustenit<br />
Restaustenit %<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
SPANNUNGSARMGLÜHEN<br />
Nach der Grobzerspanung sollte das Werkzeug auf<br />
650°C durchgewärmt und für 2 Stunden auf dieser<br />
Temperatur gehalten werden. Kühlen Sie es zunächst<br />
langsam bis 500°C ab, danach kann es frei<br />
an der Luft abkühlen.<br />
HÄRTEN<br />
Vorwärmtemperatur: 700°C und 850°C<br />
Austenitisierungstemperatur: 950–1080°C, normalerweise<br />
1030–1050°C. Haltedauer: 30 Minuten<br />
Schützen Sie das Teil vor Abkohlung und Oxidation<br />
während des Härtevorgangs.<br />
975 1000 1025 1050 1075 1100<br />
Austenitisierungstemperatur (30 Minuten)<br />
ANLASSEN<br />
Wählen Sie die Anlasstemperatur je nach gewünschter<br />
Härte in Anlehnung an die Anlasskurve<br />
aus. Lassen Sie mindestens zweimal an mit<br />
Zwischenabkühlung auf Raumtemperatur. Die niedrigste<br />
Anlasstemperatur, die Sie verwenden sollten,<br />
liegt bei 180°C, die minimale Haltedauer beträgt<br />
2 Stunden.<br />
Härte, HRC<br />
70<br />
65<br />
60<br />
Härte<br />
Restaustenit %<br />
70<br />
60<br />
50<br />
55<br />
1075°C/30 Min.<br />
1050°C/30 Min.<br />
40<br />
50<br />
30<br />
45<br />
Restaustenit<br />
20<br />
40<br />
1030°C/30 Min.<br />
10<br />
35<br />
150 200 250 300 350 400 450 500 550 600 650 700<br />
Anlasstemperatur °C, (2h + 2h)<br />
0<br />
4