

Hochharte Schneidstoffe - MAPAL Dr. Kress KG
Hochharte Schneidstoffe - MAPAL Dr. Kress KG
Hochharte Schneidstoffe - MAPAL Dr. Kress KG

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
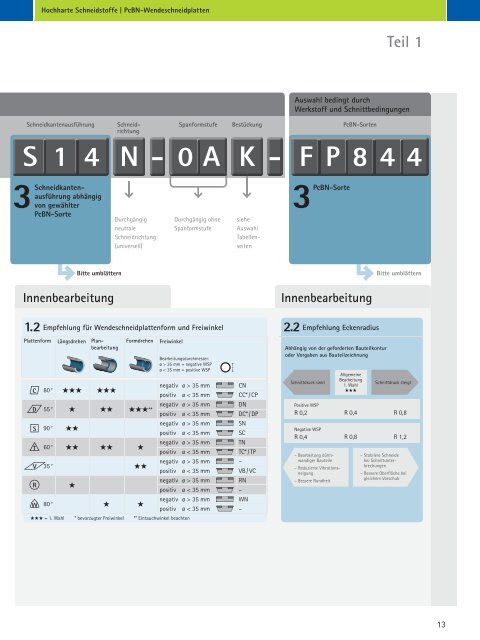
<strong>Hochharte</strong> <strong>Schneidstoffe</strong> | PcBN-Wendeschneidplatten<br />
Teil 1<br />
Auswahl bedingt durch<br />
Werkstoff und Schnittbedingungen<br />
Schneidkantenausführung<br />
Schneidrichtung<br />
Spanformstufe<br />
Bestückung<br />
S 1 4 N - 0 A K -<br />
PcBN-Sorten<br />
F P 8 4 4<br />
3<br />
siehe<br />
Auswahl<br />
Tabellenseiten<br />
Schneidkantenausführung<br />
abhängig<br />
von gewählter<br />
PcBN-Sorte<br />
Durchgängig<br />
neutrale<br />
Schneidrichtung<br />
(universell)<br />
Durchgängig ohne<br />
Spanformstufe<br />
3PcBN-Sorte<br />
Bitte umblättern<br />
Bitte umblättern<br />
Innenbearbeitung<br />
1.2<br />
Empfehlung für Wendeschneidplattenform und Freiwinkel<br />
Plattenform Längsdrehen Planbearbeitung<br />
Formdrehen<br />
Freiwinkel<br />
Bearbeitungsdurchmesser:<br />
ø > 35 mm = negative WSP<br />
ø < 35 mm = positive WSP<br />
C<br />
D<br />
S<br />
T<br />
V<br />
R<br />
W<br />
80 °<br />
55 °<br />
90 °<br />
60 °<br />
35 °<br />
80 °<br />
★★★<br />
★<br />
★★<br />
★★<br />
★<br />
★★★<br />
★★<br />
★★<br />
★<br />
★★★**<br />
★<br />
★★<br />
★<br />
negativ ø > 35 mm CN<br />
positiv ø < 35 mm CC* / CP<br />
negativ ø > 35 mm DN<br />
positiv ø < 35 mm DC* / DP<br />
negativ ø > 35 mm SN<br />
positiv ø < 35 mm SC<br />
negativ ø > 35 mm TN<br />
positiv ø < 35 mm TC* / TP<br />
negativ ø > 35 mm –<br />
positiv ø < 35 mm VB / VC<br />
negativ ø > 35 mm RN<br />
positiv ø < 35 mm –<br />
negativ ø > 35 mm WN<br />
positiv ø < 35 mm –<br />
★★★ = 1. Wahl * bevorzugter Freiwinkel ** Eintauchwinkel beachten<br />
Ø<br />
Innenbearbeitung<br />
2.2<br />
Empfehlung Eckenradius<br />
Abhängig von der geforderten Bauteilkontur<br />
oder Vorgaben aus Bauteilzeichnung<br />
Schnittdruck sinkt<br />
Positive WSP<br />
R 0,2<br />
Negative WSP<br />
R 0,4<br />
– Bearbeitung dünnwandiger<br />
Bauteile<br />
– Reduzierte Vibrationsneigung<br />
– Bessere Rundheit<br />
Allgemeine<br />
Bearbeitung<br />
1. Wahl<br />
★★★<br />
R 0,4<br />
R 0,8<br />
Schnittdruck steigt<br />
R 0,8<br />
R 1,2<br />
– Stabilere Schneide<br />
bei Schnittunterbrechungen<br />
– Bessere Oberfläche bei<br />
gleichem Vorschub<br />
13














