

Hochharte Schneidstoffe - MAPAL Dr. Kress KG
Hochharte Schneidstoffe - MAPAL Dr. Kress KG
Hochharte Schneidstoffe - MAPAL Dr. Kress KG

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Hochharte</strong> <strong>Schneidstoffe</strong> | PcBN-Wendeschneidplatten<br />
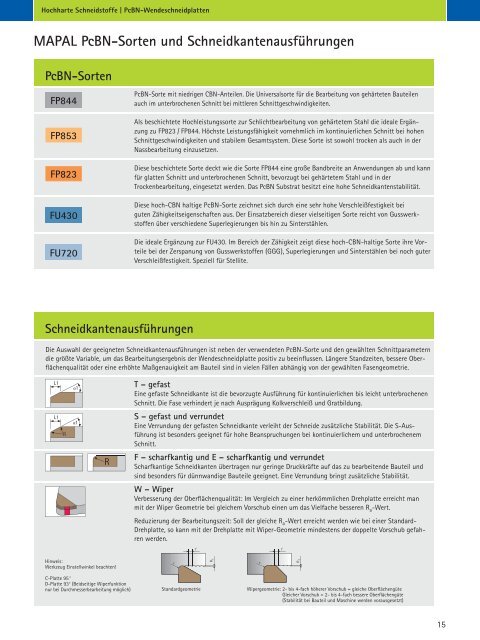
<strong>MAPAL</strong> PcBN-Sorten und Schneidkantenausführungen<br />
PcBN-Sorten<br />
FP844<br />
FP853<br />
FP823<br />
FU430<br />
FU720<br />
PcBNSorte mit niedrigen CBNAnteilen. Die Universalsorte für die Bearbeitung von gehärteten Bau teilen<br />
auch im unterbrochenen Schnitt bei mittleren Schnittgeschwindigkeiten.<br />
Als beschichtete Hochleistungssorte zur Schlichtbearbeitung von gehärtetem Stahl die ideale Ergänzung<br />
zu FP823 / FP844. Höchste Leis tungs fähigkeit vornehmlich im kontinuierlichen Schnitt bei hohen<br />
Schnittgeschwindigkeiten und stabilem Gesamtsystem. Diese Sorte ist sowohl trocken als auch in der<br />
Nassbearbeitung einzusetzen.<br />
Diese beschichtete Sorte deckt wie die Sorte FP844 eine große Bandbreite an Anwendungen ab und kann<br />
für glatten Schnitt und unterbrochenen Schnitt, bevorzugt bei gehärtetem Stahl und in der<br />
Trockenbearbeitung, eingesetzt werden. Das PcBN Sub strat besitzt eine hohe Schneidkantenstabilität.<br />
Diese hochCBN haltige PcBNSorte zeichnet sich durch eine sehr hohe Verschleißfestigkeit bei<br />
guten Zähigkeitseigenschaften aus. Der Einsatzbereich dieser vielseitigen Sorte reicht von Gusswerkstoffen<br />
über verschiedene Superlegierungen bis hin zu Sinterstählen.<br />
Die ideale Ergänzung zur FU430. Im Bereich der Zähigkeit zeigt diese hochCBNhaltige Sorte ihre Vorteile<br />
bei der Zerspanung von Gusswerkstoffen (GGG), Superlegierungen und Sinterstählen bei noch guter<br />
Verschleißfestigkeit. Speziell für Stellite.<br />
Schneidkantenausführungen<br />
Die Auswahl der geeigneten Schneidkantenausführungen ist neben der verwendeten PcBNSorte und den gewählten Schnittparametern<br />
die größte Variable, um das Bearbeitungsergebnis der Wendeschneidplatte positiv zu beeinflussen. Längere Standzeiten, bessere Oberflächenqualität<br />
oder eine erhöhte Maßgenauigkeit am Bauteil sind in vielen Fällen abhängig von der gewählten Fasengeometrie.<br />
R<br />
R<br />
T – gefast<br />
Eine gefaste Schneidkante ist die bevorzugte Ausführung für kontinuierlichen bis leicht unterbrochenen<br />
Schnitt. Die Fase verhindert je nach Ausprägung Kolkverschleiß und Gratbildung.<br />
S – gefast und verrundet<br />
Eine Verrundung der gefasten Schneidkante verleiht der Schneide zusätzliche Stabilität. Die SAusführung<br />
ist besonders geeignet für hohe Beanspruchungen bei kontinuier lichem und unterbrochenem<br />
Schnitt.<br />
F – scharfkantig und E – scharfkantig und verrundet<br />
Scharfkantige Schneidkanten übertragen nur geringe <strong>Dr</strong>uckkräfte auf das zu bearbeitende Bauteil und<br />
sind besonders für dünnwandige Bauteile geeignet. Eine Verrundung bringt zusätzliche Stabilität.<br />
W – Wiper<br />
Verbesserung der Oberflächenqualität: Im Vergleich zu einer herkömmlichen <strong>Dr</strong>ehplatte erreicht man<br />
mit der Wiper Geometrie bei gleichem Vorschub einen um das Vielfache besseren R a Wert.<br />
Reduzierung der Bearbeitungszeit: Soll der gleiche R a Wert erreicht werden wie bei einer Standard<br />
<strong>Dr</strong>ehplatte, so kann mit der <strong>Dr</strong>ehplatte mit WiperGeometrie mindestens der doppelte Vorschub gefahren<br />
werden.<br />
f<br />
f<br />
Hinweis:<br />
Werkzeug Einstellwinkel beachten!<br />
r<br />
R t<br />
r<br />
R t<br />
CPlatte 95 °<br />
DPlatte 93° (Beidseitige Wiperfunktion<br />
nur bei Durchmesserbearbeitung möglich) Standard geometrie Wipergeometrie: 2 bis 4fach höherer Vorschub = gleiche Oberflächengüte<br />
Gleicher Vorschub = 2 bis 4fach bessere Oberflächengüte<br />
(Stabilität bei Bauteil und Maschine werden vorausgesetzt)<br />
15














