Metall (Karosserie)
Metall (Karosserie)
Metall (Karosserie)

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Metall</strong> (<strong>Karosserie</strong>)<br />
Vorteile des Eisens:<br />
Häufiges Vorkommen in der Erdkruste (5,1% = 4. Stelle, nach Sauerstoff O 46,6%, Silizium Si 27,7%<br />
und Aluminium Al 8,1%)<br />
Vergleichsweiser geringer Energieaufwand bei der Verarbeitung.<br />
Gute Recycelbarkeit.<br />
Hohe Festigkeit im Vergleich zu anderen Materialien (z.B. Holz,...)<br />
Annähernd beliebige Formbarkeit (Freiformen bei Automobil-<strong>Karosserie</strong>n)<br />
gutes Verhältnis zwischen Tragverhalten und Gewicht (Material-Volumen ⇒ geringe<br />
Bauteilabmessungen z.B. Dicke,...)<br />
Stahlguss:<br />
ist jeder in Formen gegossene Stahl, der keiner nachträglichen Umformung mehr unterworfen wird.<br />
Erschmolzen wird er aus beruhigtem, nichtlegiertem Stahl nach den bei der Herstellung von Stahl<br />
üblichen Verfahren. Stahlgussteile sind schweißbar, müssen aber i. allg. vorgewärmt und bei größeren<br />
Teilen spannungsfrei geglüht werden.<br />
Anwendung: für hoch beanspruchte Werkstücke, wenn die Festigkeits- und Zähigkeitseigenschaften<br />
von Gusseisen nicht mehr ausreichen oder sich die Teile wegen ihrer verwickelten Form nicht durch<br />
Walzen oder Schmieden herstellen lassen, z.B. Maschinenteile, Lagerteile, Seilhülsen und –knoten,<br />
Gehäuse, Motorblöcke, Maschinenbetten, Pumpen etc. Nach den Anwendungsgebieten unterscheidet<br />
man hochfesten, kaltzähen, warmfesten, nichtrostenden, hitzebeständigen, nichtmagnetisierbaren,<br />
vergüteten Stahlguss.<br />
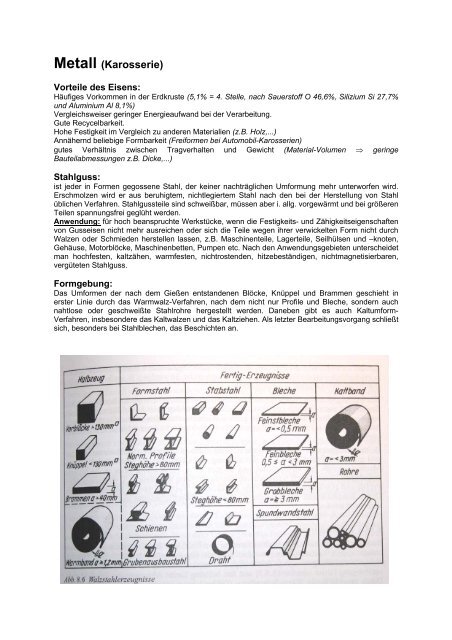
Formgebung:<br />
Das Umformen der nach dem Gießen entstandenen Blöcke, Knüppel und Brammen geschieht in<br />
erster Linie durch das Warmwalz-Verfahren, nach dem nicht nur Profile und Bleche, sondern auch<br />
nahtlose oder geschweißte Stahlrohre hergestellt werden. Daneben gibt es auch Kaltumform-<br />
Verfahren, insbesondere das Kaltwalzen und das Kaltziehen. Als letzter Bearbeitungsvorgang schließt<br />
sich, besonders bei Stahlblechen, das Beschichten an.
Flacherzeugnisse:<br />
Breitflachstahl: Breiten 150-1250mm, Dicke >3mm<br />
Grobbleche: Dicke >3mm<br />
Feinbleche: Dicke 0,5-3mm<br />
Feinstbleche: Dicke
Aluminium:<br />
korrosionsbeständig, geringe Dichte – Fahrzeugbau<br />
Recycling: Das fortschreitende Umweltbewusstsein, das auch in der Gesetzgebung seinen<br />
Niederschlag findet, verlangt nach geringerem Energieverbrauch und einer Materialkreislaufwirtschaft.<br />
Der Werkstoff Aluminium kommt beiden Forderungen entgegen. So ermöglicht er z.B. im<br />
Fahrzeugbau beträchtliche Masseeinsparungen, was sich direkt in geringerem Energieverbrauch<br />
auszahlt. Zur Zeit werden im Straßen- und Schienenfahrzeugbau <strong>Karosserie</strong>aufbauten,<br />
Fahrwerkselemente und Motorteile von Stahl auf Aluminium umgestellt.<br />
Gießverfahren: Konventionell gegossene Druckgussstücke haben fertigungsbedingt komprimierte<br />
Lufteinschlüsse, die sich bei Erwärmung über 300C° ausdehnen und Poren ergeben. Sie sind daher<br />
nicht aushärtbar und nicht schweißbar. Spezielle Druckgießverfahren arbeiten mit evakuierten<br />
Formhohlräumen, wodurch Lufteinschlüsse vermieden werden. Vakuum-Druckguss ist allerdings<br />
teuer. Die Verbindungsknoten des Gitterrohrrahmens der Aluminiumkarosserie des PKW A8 (Audi)<br />
werden aus Vakuumdruckguss gefertigt, sie sind damit schweißbar und können mit den<br />
Strangpressprofilen des Rahmens verschweißt werden.<br />
Quelle: Werkstofftechnik – <strong>Metall</strong>e, Verlag Oldenbourg (UBI Nr. T135311)<br />
Tiefziehen: Bei diesem Verfahren wird mit Zug bzw. Druck ein Blech, eine Folie oder ein erwärmter<br />
Thermoplast zu einem dreidimensionalen Produkt umgeformt. Das Plattenmaterial, seine<br />
Eigenschaften und die Materialstärke richten sich nach der späteren Form, der Tiefe und der minimal<br />
benötigten Wandstärke des Bauteils. Das Tiefziehen ist ein wichtiges Verfahren zur Umformung von<br />
Plattenwerkstoffen in der Massenproduktion von Automobilkarosserien und Haushaltsgeräten. Dank<br />
der Modifikation des Eigenschaftspotentials eignen sich einige neue Materialien für das<br />
Tiefziehverfahren.<br />
Im Buch angegebene Websites zum Thema: „Material & Technologie“<br />
Rat für Formgebung/German Design Council<br />
www.german-design-council.de<br />
Deutsche Forschungsgemeinschaft<br />
www.dfg.de<br />
Symposium „Werk-Stoff“<br />
www.BauNetz.de/arch/bauwelt/<br />
Festo AG<br />
www.festo.com<br />
Materialconnexion (Datenbank)<br />
www.materialconnexion.com<br />
Tecnaro (Werkstoff Arboform)<br />
www.tecnaro.de<br />
Institut für neue Materialien (INM)<br />
www.inm-gmbh.de<br />
Spektrum der Wissenschaft<br />
www.spektrum.de<br />
Verlag des Vereins Deutscher Ingenieure<br />
www.vdi-verlag.de<br />
Quelle: Handbuch Material Technologie, Verlag advedition (UBI Nr. T252864)
Buch: „Styling – automobiles Design“<br />
...über die Entwicklung der <strong>Karosserie</strong> beim PKW (jedoch im Fall „minimetro“ nicht sehr hilfreich)<br />
S.17: Bleche – Form – Stabilität<br />
S.20: Form – Fortbewegung<br />
S.24: selbsttragender Rahmen aus Blech<br />
S.30: Geschwindigkeit wird gestaltbetonend<br />
S.34: Buckminster Fuller, Le Corbusier, Gropius...Automobilentwürfe<br />
S.78: Lancia Sibilo (Prototyp: Glas + Blech als übergangslose Hülle / Entwurf: Bertone)<br />
S.104: Aerodynamik: Energie sparen = Geld sparen<br />
Quelle: Styling – automobiles Design (UBI Nr. T150038)