Seite 3 Aufgabe 1 : (10 + 6 + 4 = 20 Punkte ...
Seite 3 Aufgabe 1 : (10 + 6 + 4 = 20 Punkte ...
Seite 3 Aufgabe 1 : (10 + 6 + 4 = 20 Punkte ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Aufgabe</strong> 1 : (<strong>10</strong> + 6 + 4 = <strong>20</strong> <strong>Punkte</strong>)<br />
Wirtschaftlichkeitsbetrachtung<br />
Als Jungingenieur arbeiten Sie in einer mittleren Firma an der Auslegung eines neuen<br />
Produktionsprozesses. Bei der Planung haben Sie die Idee, den Prozeß mit einer<br />
Energierückgewinnung aus dem anfallenden heißen Abgas auszustatten. Ihr Chef ist<br />
dem Konzept gegenüber skeptisch eingestellt und möchte von Ihnen den Beweis in<br />
Zahlen, daß die Energierückgewinnung sich für sein Unternehmen lohnt.<br />
Der Produktionsprozeß erzeugt ein Abgas mit den folgenden Daten:<br />
- Volumenstrom: = 400.000 m 3 /h (NTP),<br />
Φ V<br />
- Temperatur: T = 1.000 °C,<br />
1,000°C<br />
c p 80°C<br />
- mittlere Wärmekapazität: = 1,1 kJ/(kg . K),<br />
- Dichte des Abgases: = 1,2 kg/m 3 (NTP).<br />
ρ Abgas<br />
Ihr Energierückgewinnungskonzept sieht vor, das Abgas auf 80 °C abzukühlen und<br />
die zurückgewonnene Energie mit einem Gesamtwirkungsgrad η = 30 % in elektrische<br />
Energie umzuwandeln. Sämtliche Anlagen des Betriebs arbeiten “rund um die<br />
Uhr” im 3-Schicht-Betrieb.<br />
Die Investition für den Produktionsprozeß ohne Energierückgewinnung beträgt 80<br />
Mio. Euro, mit Energierückgewinnung <strong>10</strong>0 Mio. Euro. Die jährlichen Ausgaben für den<br />
Betrieb der Energierückgewinnungsanlage betragen 2 Mio. Euro/a.<br />
Die zurückgewonnene Energie wird mit einem jährlichen Leistungspreis von <strong>10</strong>0.000<br />
Euro/(MW . a) und einem Arbeitspreis von 50 Euro/MWh innerhalb Ihrer Firma bewertet.<br />
Ihre Rechnungs- und Buchführungsabteilung gibt Ihnen weiterhin die folgenden<br />
Daten:<br />
Der Kalkulationszinsfuß beträgt zur Zeit 8 %/a. Die Energierückgewinnungsanlage<br />
soll auf einen Zeitraum von <strong>10</strong> a linear abgeschrieben werden. Der Restwert der<br />
Anlage ist ungefähr gleich den Kosten für den Abriß und die Entsorgung.<br />
Ihr Chef will von Ihnen die Antworten auf die folgenden Fragen:<br />
1.1 Wie groß ist die statische Amortisationszeit der Rückgewinnungsanlage<br />
1.2 Wie groß sind die kalkulatorischen Kosten der Rückgewinnungsanlage<br />
1.3 Wie groß ist die Rentabilität der Rückgewinnungsanlage<br />
<strong>Seite</strong> 3
<strong>Aufgabe</strong> 2 : (2 + 3 + 7 + 3 + 5 = <strong>20</strong> <strong>Punkte</strong>)<br />
In einer adiabatisch und bei atmosphärischem Druck betriebenen Füllkörperkolonne<br />
sollen <strong>20</strong>00 m 3 /h HCl-Gas (im Normzustand) im Gegenstrom mit Wasser zu Salzsäure<br />
umgesetzt werden. Das Gas tritt mit einer Temperatur von 65 °C am Fuß der<br />
Kolonne ein. Im Sumpf der Kolonne wird eine 34 %-ige Salzsäure mit 65 °C abgezogen.<br />
Am Kopf der Kolonne wird <strong>10</strong>0 °C heißes Wasser flüssig aufgegeben, und es<br />
wird <strong>10</strong>0 °C heißer Wasserdampf abgezogen.<br />
2.1 Zeichnen Sie den Aufbau einer solchen Füllkörperkolonne in der Art eines<br />
Fließbildes.<br />
2.2 Berechnen Sie den produzierten Salzsäurestrom. Das HCl-Gas wird dabei<br />
als ideales Gas angenommen.<br />
2.3 Berechnen Sie die produzierte Dampfmenge und die Wassermenge, die am<br />
Kopf der Kolonne aufgegeben werden muß, damit die ablaufende Salzsäure<br />
die geforderte Konzentration hat.<br />
Vereinfachung:<br />
- c p (Salzsäure) = x HCl * c p (HCl, gasf.) + x H2O * c p (H2O, fl.)<br />
- Die Absorptionsenthalpie kann wie eine zusätzlich zugeführte Wärme betrachtet<br />
werden<br />
2.4 Der am Kopf der Kolonne abgezogene Wasserdampf soll in ein Dampfnetz<br />
mit 1,5 bar Überdruck eingespeist werden. Dazu wird der Dampf adiabatisch<br />
komprimiert. Berechnen Sie mit Hilfe der adiabatischen Zustandsgleichung<br />
p⋅<br />
V χ<br />
=<br />
const<br />
(κ = 1,14)<br />
die Temperatur des Dampfes nach der Kompression. Liegt der Dampf nach<br />
der Kompression als Naßdampf, Sattdampf oder als überhitzter Dampf vor.<br />
(Die Siedetemperatur von Wasser beim Enddruck beträgt 127,4 °C)<br />
2.5 Die Kompression des Dampfes erfolgt mit Hilfe eines elektrischen Verdichters<br />
mit einem Wirkungsgrad von 90 %. Wie groß ist der zur Bereitstellung<br />
des elektrischen Stroms erforderliche Kohlemassenstrom, wenn die Kohle in<br />
einem modernen Kohlekraftwerk (Elektr. Wirkungsgrad = 42 %) verbrannt<br />
wird.<br />
<strong>Seite</strong> 4
Daten: M HCl = 36,5 g/mol R = 8,314 J/(mol*K)<br />
∆h Absorption, HCl (65 °C) = - 1700 kJ/kg HCl<br />
∆h Verdampfung, H2O (<strong>10</strong>0 °C) = 2250 kJ/kg<br />
c p (H2O, flüssig) = 4,2 kJ/(kg*K) (25 °C < T < <strong>10</strong>0 °C)<br />
H u, Kohle = 30 MJ/kg<br />
<strong>Seite</strong> 5
<strong>Aufgabe</strong> 3 : (1 + 4 + 3 + 5 + 3 + 2 + 2 + 3 = 23 <strong>Punkte</strong>)<br />
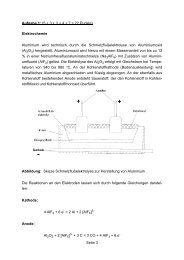
Autotherme Vergasung<br />
Zur stofflichen Verwertung von Schwerölen und anderen flüssigen Abfällen bietet sich<br />
die autotherme Vergasung mit Sauerstoff und Wasserdampf zu Synthesegas an. Bei<br />
einem typischen Verfahren zur autothermen Vergasung eines Schweröls beträgt die<br />
Sauerstoffzugabe 1,127 kg O 2 /kg Öl.<br />
Weitere Daten:<br />
Tabelle 1: Analysendaten des Schweröls und des Synthesegases<br />
Heizwert des Schweröls<br />
Elementaranalyse des<br />
Schweröls<br />
Zusammensetzung des<br />
Synthesegases<br />
40 MJ/kg<br />
C: 85 Gew.-%<br />
H: <strong>10</strong> Gew.-%<br />
S: 5 Gew.-%<br />
H 2 : 41,4 Vol.-%<br />
CO: 44,4 Vol.-%<br />
CO 2 : 6,4 Vol.-%<br />
H 2 O: 6,7 Vol.-%<br />
H 2 S: 1,1 Vol.-%<br />
Molares Volumen eines idealen Gases:<br />
V m = 22,4 m 3 /kmol (NTP)<br />
mittlere spezifische Wärme des Synthesegases: = 35 J/(mol . K)<br />
c p,<br />
gas<br />
Standardbildungsenthalpien bei 250 °C:<br />
∆ B H 0 (H 2 O) = - 244 kJ/mol,<br />
∆ B H 0 (CO 2 ) = - 393 kJ/mol,<br />
∆ B H 0 (CO) = - 1<strong>10</strong> kJ/mol.<br />
Molmasse von Kohlenstoff:<br />
M C = 12 g/mol<br />
Siedetemperatur von Wasser bei <strong>10</strong>0 bar: T S = 311 °C<br />
Verdampfungsenthalpie von Wassers bei <strong>10</strong>0 bar: ∆ vap h = 1.316 kJ/kg<br />
mittlere spezifische Wärme von flüssigem Wasser<br />
zwischen 50 °C und 311 °C: = 4,2 kJ/(kg . K)<br />
c p, H2O,<br />
fl<br />
mittlere spezifische Wärme von Wasserdampf<br />
zwischen 311 °C und 500 °C: = 2,2 kJ/(kg . K)<br />
c p, H2O,<br />
gas<br />
Dichte von flüssigem Wasser: = 1.000 kg/m 3<br />
ρ H2O<br />
<strong>Seite</strong> 6
Fragen:<br />
3.1 Was bedeutet autotherme Vergasung<br />
3.2 Wieviel Normkubikmeter (d.h. m 3 (NTP)) Synthesegas können durch Vergasung<br />
von 1 kg Öl hergestellt werden<br />
3.3 Berechnen Sie den Heizwert des Synthesegases (Angabe in kJ/m 3 (NTP))<br />
und geben Sie an, welcher Anteil des Heizwertes des eingesetzten Öls sich<br />
im Synthesegas wiederfindet (vernachlässigen Sie dabei den Schwefelwasserstoff).<br />
3.4 Wie groß ist die die kalorimetrische Reaktionsendtemperatur, wenn 3,3 m 3<br />
(NTP) Synthesegas/kg Öl mit einem Heizwert von <strong>10</strong>.500 kJ/m 3 (NTP) entstehen<br />
Die Eintrittstemperatur aller Komponenten beträgt 250 °C.<br />
Die Bedingungen zur Berechnung der kalorimetrischen Reaktionsendtemperatur<br />
lauten:<br />
- isobarer Reaktionsverlauf,<br />
- adiabates System,<br />
- vollständiger Reaktionsverlauf,<br />
- keine Dissoziation der Gase bei hohen Temperaturen.<br />
Hinweis: Rechnen Sie auch bei anderslautenden Ergebnissen in 3.2<br />
und 3.3 mit den in 3.4 angegebenen Zahlenwerten.<br />
Weitere Stoffdaten:<br />
mittlere spezifische Wärme von Dampf: = 2,0 kJ/(kg . K),<br />
c p,<br />
Dampf<br />
mittlere spezifische Wärme des Öls: = 3,9 kJ/(kg . K),<br />
c p,<br />
Oel<br />
mittlere spezifische Wärme von O 2 : = 0,9 kJ/(kg . k).<br />
c p,<br />
O2<br />
3.5 Das Synthesegas wird in einem Abhitzekessel von T kal (aus 3.4) auf <strong>20</strong>0 °C<br />
abgekühlt. Wieviel kg Dampf (<strong>10</strong>0 bar, 500 °C) können pro Normkubikmeter<br />
Synthesegas dabei erzeugt werden, wenn das Speisewasser mit <strong>10</strong>0 bar und<br />
50 °C zugeführt wird<br />
Hinweis: Rechnen Sie auch bei anderslautendem Ergebnis in 3.4 mit<br />
T kal = 1.400 °C.<br />
3.6 Welche Arbeit leistet die Speisewasserpumpe (p ein = 1 bar), um 1 t Speise-<br />
wasser auf <strong>10</strong>0 bar zu verdichten<br />
<strong>Seite</strong> 7
3.7 Der erzeugte Hochdruckdampf wird in einer Dampfturbine adiabatisch rever-<br />
sibel von <strong>10</strong>0 bar und 500 °C auf <strong>10</strong> bar entspannt ( p⋅<br />
V κ = const ;<br />
κ = 12 , ). Auf welchen Wert sinkt dabei die Temperatur des Dampfes<br />
Hinweis: Der Wasserdampf verhält sich bei der Entspannung wie ein<br />
ideales Gas.<br />
3.8 Synthesegas kann auch aus Erdgas durch Dampfreformieren (Steamreforming)<br />
hergestellt werden.<br />
a.)Nennen Sie die wesentlichen Prozeßbedingungen (Katalysator, Temperatur,<br />
typischer Betriebsdruck, Reaktortyp) und die Hauptreaktionsgleichung.<br />
b.)Warum muß bei diesem Prozeß ein Katalysator verwendet werden<br />
c.)Wie ändert sich die Ausbeute an CO und H 2 qualitativ, wenn die Reaktions-<br />
temperatur gesenkt wird (Begründung)<br />
<strong>Seite</strong> 8
<strong>Aufgabe</strong> 4: (4 + 6 + 4 + 2 + 4 = <strong>20</strong> <strong>Punkte</strong>)<br />
Wirbelschichtreaktor<br />
In einem Wirbelschichtreaktor mit 12 m 2 Querschnittsfläche soll Braunkohlekoks vergast<br />
werden. Die näherungsweise kugeligen Koksteilchen haben einen mittleren<br />
Korndurchmesser von d K = 2 mm. Die Vergasung soll bei einer Temperatur von 800<br />
°C unter Atmosphärendruck erfolgen.<br />
Fragen:<br />
4.1 Im Betriebszustand (800 °C, 1,013 bar) soll die Wirbelschicht eine Höhe von 2<br />
m haben. Die Porosität ε in der Wirbelschicht im Betriebszustand soll 0,6<br />
betragen.<br />
Berechnen Sie den Druck, auf den die Einsatzgase verdichtet werden müssen,<br />
um die Wirbelschicht aufrecht zu erhalten. Der Druckverlust des<br />
Anströmboden wird dabei vernachlässigt.<br />
4.2 Wie ändert sich der Druckverlust in der Wirbelschicht, wenn bei sonst unveränderten<br />
Bedingungen<br />
a) die Gasgeschwindigkeit auf die Lockerungsgeschwindigkeit herabgesetzt<br />
wird,<br />
b) der mittlere Korndurchmesser auf 4 mm erhöht wird<br />
(Annahme ε = konstant),<br />
c) die Masse des Wirbelgutes und damit die Höhe des Wirbelbettes um<br />
30 % erhöht wird <br />
4.3 Berechnen Sie den Korndurchmesser unterhalb dessen die Koksteilchen aus<br />
der Wirbelschicht ausgetragen werden. Rechnen Sie mit einem<br />
Widerstandsbeiwert c W = 7.<br />
4.4 Überprüfen Sie den benutzten c W -Wert anhand der Beziehung c W = 24 / Re.<br />
4.5 Berechnen Sie die Geschwindigkeit am Lockerungspunkt mit Hilfe des laminaren<br />
Anteils der Ergun-Gleichung. Die Porosität am Lockerungspunkt ε L<br />
beträgt 0,4.<br />
( 1 – ε) ∆p 150 ------------------ 2 H<br />
η g<br />
------ u 0<br />
175 1 ----------<br />
– ε ρ ⋅ u2<br />
0<br />
= ⋅ ⋅ ⋅ ⋅ + , ⋅ ⋅ ------------- ⋅ H<br />
ε 3<br />
d K<br />
2<br />
ε 3<br />
d K<br />
Daten: - Scheinbare Dichte des Kokses: ρ K = <strong>10</strong>00 kg/m 3<br />
- Leerrohrgeschwindigkeit unter Betriebsbedingungen:<br />
(800 °C, 1,013 bar) u = 1,5 m/s<br />
<strong>Seite</strong> 9
- dynamische Viskosität des Gases unter Betriebsbedingungen:<br />
(800 °C, 1,013 bar) η g = 4,2 * <strong>10</strong> -5 kg / (m*s)<br />
- Erdbeschleunigung: g = 9,81 m/s<br />
- Gasdichte unter Betriebsbedingungen:<br />
(800 °C, 1,013 bar) ρ g = 0,3 kg/m 3<br />
<strong>Seite</strong> <strong>10</strong>
<strong>Aufgabe</strong> 5 (4 + 3 + 4 + 2 + 6 = 19 <strong>Punkte</strong>)<br />
Reaktionskinetik<br />
In einem kontinuierlich stationär betriebenen idealen Rührkessel sollen die zwei<br />
Komponenten A und B zum Produkt C umgesetzt werden.<br />
A + B C ; ∆ R H = 0<br />
Die Reaktionsgeschwindigkeit ist 1. Ordnung bezüglich der Konzentration an A und 0.<br />
Ordnung bezüglich der Konzentration an B. Die Reaktionsgeschwindigkeit läßt sich<br />
durch eine Gleichung der folgenden Form darstellen:<br />
r A<br />
=<br />
1<br />
– kT ( ) ⋅ c A<br />
⋅<br />
c B<br />
0<br />
Daten:<br />
Allgemeine Gaskonstante: R = 8,314 J . mol -1. K -1<br />
Reaktionsgeschwindigkeitskonstante: k(T) = 0,05 s -1 ; für T = <strong>10</strong>0 °C<br />
Reaktionsvolumen: V R = 0,5 m 3<br />
Aktivierungsenergie: E A = <strong>10</strong>0 kJ . mol -1<br />
Eingangskonzentration des Stoffes A: c A,ein = 1 mol . l -1<br />
Volumenstrom: V·<br />
= 3 . <strong>10</strong> -2 m 3 . s -1<br />
Fragen:<br />
5.1 Leiten Sie die Kopplung des Umsatzgrades U A mit der Verweilzeit her.<br />
5.2 Berechnen Sie mit den oben angegebenen Daten k(T= <strong>20</strong>0 °C).<br />
5.3 Welche Temperatur is nötig, wenn U A = 90 % erreicht werden soll<br />
5.4 Welche Temperatur ist nötig, wenn für c A,ein = 2 mol . l -1 ein Umsatz U A von<br />
90 % erreicht werden soll<br />
5.5 Die oben beschriebene Reaktion soll jetzt in einem idealen, stationär betriebenen<br />
Strömungsrohr als Reaktor ablaufen.<br />
Welche Annahmen gelten für das ideale Strömungsrohr<br />
Welche Temperatur ist nötig, um U A = 90 % bei gleicher Verweilzeit wie im<br />
zuvor beschriebenen Rührkessel zu erreichen<br />
<strong>Seite</strong> 11