

Betriebsanleitung
Betriebsanleitung
Betriebsanleitung

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
8<br />
hinweis:- Es gibt eine Reibungsbremse an der Bandspulen-<br />
Baugruppe, um zu verhindern, dass die Drahtspule nicht weiter<br />
abspult, wenn das Schweißen gestoppt wird. Stellen Sie sicher,<br />
dass sie auf die Mindesteinstellung zurückgestellt ist Sie kann<br />
mithilfe der Mutter angepasst werden, welche sichtbar wird,<br />
wenn die Plastikmutter entfernt wird.<br />
5. Drehen Sie die Spule, bis Sie auf das freie Ende der<br />
Elektrode zugreifen können. Halten Sie die Elektrode gut<br />
fest, schneiden Sie das gebogene Ende ab und biegen Sie<br />
die ersten 18 cm gerade. (Wird die Elektrode nicht korrekt<br />
geglättet, lässt sie sich möglicherweise nicht korrekt durch<br />
das Drahtvorschubsystem führen. Schieben Sie den Draht<br />
manuell von der Drahthaspel vor und durch die Drahtführung<br />
und anschließend über die Oberseite der Drahtvorschubrolle<br />
(achten Sie darauf, dass sich der Druckarm in angehobener<br />
Position befindet).<br />
6. Schieben Sie den Draht weiter durch die Ausgangsführung, bis<br />
20 mm Draht vorne an der Maschine aus dem Anschluss für<br />
den Schweißbrenner herausragt.<br />
7. Bringen Sie den anpassbaren Druckarm zurück in seine<br />
ursprüngliche Position, um Druck aufzubringen. Passen Sie<br />
den Druck gegebenenfalls an.<br />
hinweis: Der Druckarm muss angepasst werden, damit er den<br />
Mindestdruck auf den Draht aufbringt, der einen verlässlichen<br />
Vorschub gewährleistet.<br />
5.7 Installation des Schweißbrenners<br />
Ihr Parweld MIG/MAG-Schweißbrenner wurde einsatzbereit<br />
geliefert. Er ist mit den standardmäßigen Verbrauchsmaterialien<br />
ausgestattet, die in der Produktbroschüre genannt sind.<br />
Abbildung 1 Abbildung 2<br />
www.parweld.com<br />
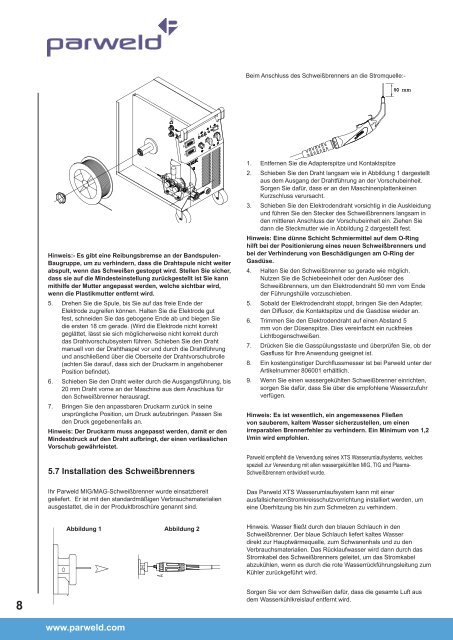
Beim Anschluss des Schweißbrenners an die Stromquelle:-<br />
1. Entfernen Sie die Adapterspitze und Kontaktspitze<br />
2. Schieben Sie den Draht langsam wie in Abbildung 1 dargestellt<br />
aus dem Ausgang der Drahtführung an der Vorschubeinheit.<br />
Sorgen Sie dafür, dass er an den Maschinenplattenkeinen<br />
Kurzschluss verursacht.<br />
3. Schieben Sie den Elektrodendraht vorsichtig in die Auskleidung<br />
und führen Sie den Stecker des Schweißbrenners langsam in<br />
den mittleren Anschluss der Vorschubeinheit ein. Ziehen Sie<br />
dann die Steckmutter wie in Abbildung 2 dargestellt fest.<br />
hinweis: Eine dünne Schicht Schmiermittel auf dem O-Ring<br />
hilft bei der Positionierung eines neuen Schweißbrenners und<br />
bei der Verhinderung von Beschädigungen am O-Ring der<br />
Gasdüse.<br />
4. Halten Sie den Schweißbrenner so gerade wie möglich.<br />
Nutzen Sie die Schiebeeinheit oder den Auslöser des<br />
Schweißbrenners, um den Elektrodendraht 50 mm vom Ende<br />
der Führungshülle vorzuschieben.<br />
5. Sobald der Elektrodendraht stoppt, bringen Sie den Adapter,<br />
den Diffusor, die Kontaktspitze und die Gasdüse wieder an.<br />
6. Trimmen Sie den Elektrodendraht auf einen Abstand 5<br />
mm von der Düsenspitze. Dies vereinfacht ein ruckfreies<br />
Lichtbogenschweißen.<br />
7. Drücken Sie die Gasspülungsstaste und überprüfen Sie, ob der<br />
Gasfluss für Ihre Anwendung geeignet ist.<br />
8. Ein kostengünstiger Durchflussmesser ist bei Parweld unter der<br />
Artikelnummer 806001 erhältlich.<br />
9. Wenn Sie einen wassergekühlten Schweißbrenner einrichten,<br />
sorgen Sie dafür, dass Sie über die empfohlene Wasserzufuhr<br />
verfügen.<br />
hinweis: Es ist wesentlich, ein angemessenes Fließen<br />
von sauberem, kaltem Wasser sicherzustellen, um einen<br />
irreparablen Brennerfehler zu verhindern. Ein Minimum von 1,2<br />
l/min wird empfohlen.<br />
Parweld empfiehlt die Verwendung seines XTS Wasserumlaufsystems, welches<br />
speziell zur Verwendung mit allen wassergekühlten MIG, TIG und Plasma-<br />
Schweißbrennern entwickelt wurde.<br />
Das Parweld XTS Wasserumlaufsystem kann mit einer<br />
ausfallsicherenStromkreisschutzvorrichtung installiert werden, um<br />
eine Überhitzung bis hin zum Schmelzen zu verhindern.<br />
Hinweis. Wasser fließt durch den blauen Schlauch in den<br />
Schweißbrenner. Der blaue Schlauch liefert kaltes Wasser<br />
direkt zur Hauptwärmequelle, zum Schwanenhals und zu den<br />
Verbrauchsmaterialien. Das Rücklaufwasser wird dann durch das<br />
Stromkabel des Schweißbrenners geleitet, um das Stromkabel<br />
abzukühlen, wenn es durch die rote Wasserrückführungsleitung zum<br />
Kühler zurückgeführt wird.<br />
Sorgen Sie vor dem Schweißen dafür, dass die gesamte Luft aus<br />
dem Wasserkühlkreislauf entfernt wird.<br />
x














