Vergleichstabelle nach Rockwell, Vickers und Brinell
Vergleichstabelle nach Rockwell, Vickers und Brinell
Vergleichstabelle nach Rockwell, Vickers und Brinell

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
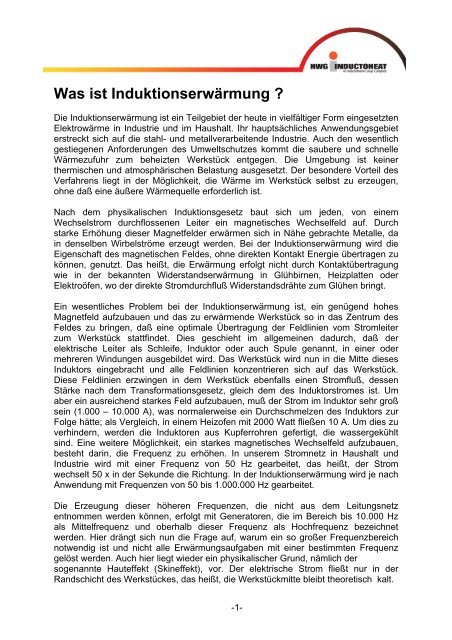
Was ist Induktionserwärmung ?Die Induktionserwärmung ist ein Teilgebiet der heute in vielfältiger Form eingesetztenElektrowärme in Industrie <strong>und</strong> im Haushalt. Ihr hauptsächliches Anwendungsgebieterstreckt sich auf die stahl- <strong>und</strong> metallverarbeitende Industrie. Auch den wesentlichgestiegenen Anforderungen des Umweltschutzes kommt die saubere <strong>und</strong> schnelleWärmezufuhr zum beheizten Werkstück entgegen. Die Umgebung ist keinerthermischen <strong>und</strong> atmosphärischen Belastung ausgesetzt. Der besondere Vorteil desVerfahrens liegt in der Möglichkeit, die Wärme im Werkstück selbst zu erzeugen,ohne daß eine äußere Wärmequelle erforderlich ist.Nach dem physikalischen Induktionsgesetz baut sich um jeden, von einemWechselstrom durchflossenen Leiter ein magnetisches Wechselfeld auf. Durchstarke Erhöhung dieser Magnetfelder erwärmen sich in Nähe gebrachte Metalle, dain denselben Wirbelströme erzeugt werden. Bei der Induktionserwärmung wird dieEigenschaft des magnetischen Feldes, ohne direkten Kontakt Energie übertragen zukönnen, genutzt. Das heißt, die Erwärmung erfolgt nicht durch Kontaktübertragungwie in der bekannten Widerstandserwärmung in Glühbirnen, Heizplatten oderElektroöfen, wo der direkte Stromdurchfluß Widerstandsdrähte zum Glühen bringt.Ein wesentliches Problem bei der Induktionserwärmung ist, ein genügend hohesMagnetfeld aufzubauen <strong>und</strong> das zu erwärmende Werkstück so in das Zentrum desFeldes zu bringen, daß eine optimale Übertragung der Feldlinien vom Stromleiterzum Werkstück stattfindet. Dies geschieht im allgemeinen dadurch, daß derelektrische Leiter als Schleife, Induktor oder auch Spule genannt, in einer odermehreren Windungen ausgebildet wird. Das Werkstück wird nun in die Mitte diesesInduktors eingebracht <strong>und</strong> alle Feldlinien konzentrieren sich auf das Werkstück.Diese Feldlinien erzwingen in dem Werkstück ebenfalls einen Stromfluß, dessenStärke <strong>nach</strong> dem Transformationsgesetz, gleich dem des Induktorstromes ist. Umaber ein ausreichend starkes Feld aufzubauen, muß der Strom im Induktor sehr großsein (1.000 – 10.000 A), was normalerweise ein Durchschmelzen des Induktors zurFolge hätte; als Vergleich, in einem Heizofen mit 2000 Watt fließen 10 A. Um dies zuverhindern, werden die Induktoren aus Kupferrohren gefertigt, die wassergekühltsind. Eine weitere Möglichkeit, ein starkes magnetisches Wechselfeld aufzubauen,besteht darin, die Frequenz zu erhöhen. In unserem Stromnetz in Haushalt <strong>und</strong>Industrie wird mit einer Frequenz von 50 Hz gearbeitet, das heißt, der Stromwechselt 50 x in der Sek<strong>und</strong>e die Richtung. In der Induktionserwärmung wird je <strong>nach</strong>Anwendung mit Frequenzen von 50 bis 1.000.000 Hz gearbeitet.Die Erzeugung dieser höheren Frequenzen, die nicht aus dem Leitungsnetzentnommen werden können, erfolgt mit Generatoren, die im Bereich bis 10.000 Hzals Mittelfrequenz <strong>und</strong> oberhalb dieser Frequenz als Hochfrequenz bezeichnetwerden. Hier drängt sich nun die Frage auf, warum ein so großer Frequenzbereichnotwendig ist <strong>und</strong> nicht alle Erwärmungsaufgaben mit einer bestimmten Frequenzgelöst werden. Auch hier liegt wieder ein physikalischer Gr<strong>und</strong>, nämlich dersogenannte Hauteffekt (Skineffekt), vor. Der elektrische Strom fließt nur in derRandschicht des Werkstückes, das heißt, die Werkstückmitte bleibt theoretisch kalt.-1-
Die Dicke der Schicht, in welcher der Strom fließt, ist wiederum abhängig von derFrequenz. Bei niederen Frequenzen ist die Schicht dick, das heißt, das Werkstückwird fast bis zur Mitte vom Strom durchflossen, folglich durchgewärmt. Bei sehrhohen Frequenzen fließt der Strom nur an der Oberfläche <strong>und</strong> die Einwärmtiefe liegtim Bereich von 0 bis 1 mm. Dieser Effekt wird nun ausgenutzt, um je <strong>nach</strong>Anwendungsfall die entsprechende Frequenz einzusetzen.Die Hauptanwendungsgebiete der Induktionserwärmung sind:• Schmelzen von Stahl <strong>und</strong> Buntmetallen mit Temperaturen bis zu 1500 °C.• Erwärmen für das Schmieden auf 1250 °C.• Weichglühen <strong>und</strong> Normalisieren <strong>nach</strong> dem Kaltverformen mit Temperaturen von750 bis 950 °C.• Oberflächenhärten von Werkstücken aus Stahl <strong>und</strong> Guß bei Temperaturen von850 bis 930 °C (Anlassen 200-300°C) <strong>und</strong> Weich- <strong>und</strong> Hartlöten mitTemperaturen bis 1100 °C, sowie Sondergebiete wie z.B. Erwärmen zumVerkleben, Sintern.Während beim Schmelzen, Schmiedeerwärmen <strong>und</strong> Glühen als Energiequellemeistens Mittelfrequenz eingesetzt wird, ist es beim Härten <strong>und</strong> Löten von denjeweiligen Forderungen abhängig, ob Hoch- oder Mittelfrequenz angewandt werdenkann oder muß.Zusammenfassung:Die Induktionserwärmung bietet eine Wärmequelle, die sehr gut regelbar ist, aufpartielle Heizzonen begrenzt werden kann <strong>und</strong> immer reproduzierbareAufheizvorgänge schafft. Dies ergibt die Möglichkeit, Erwärmungsanlagen zu bauen,die einen hohen Automatisierungsgrad haben <strong>und</strong> sich wie Werkzeugmaschinen inden Fertigungsfluß einbauen lassen.-2-
Übertragbare Leistungen bei verschiedenen ErwärmungsverfahrenErwärmungsartKonvektion(Wärmemitnahme, durch Molekularbewegung)Leistungsübertragung(W / cm²)5 ∗ 10 - 1Strahlung (Elektroofen, Muffelofen) 8Wärmeleitung, Berührung (Kochplatte, Salzbad) 20Infrarot-Punktstrahler 2 ∗ 10 2Flamme (Brenner) 10 3Induktionserwärmung 10 4Laser (CO 2 ) 10 8Elektronenstrahl 10 10-3-
Induzierter Wirbelstrom-4-
Eindringtiefen (mm) bei verschiedenen Werkstoffen in Abhängigkeit vonFrequenz <strong>und</strong> Temperatur (б)δTemp.Kupfer20°CKupfer1100°CStahl20°CStahl600°CStahl800°CStahl1500°CNi-CrGraphitAlu20°Cµ--60-804011---50 Hz 10 32500 Hz 2,97 1,38 22,50 3,89600 Hz 2,91 9,4 3,78 7,75 22,50 26 20,6 651000 Hz 2,2 7 2,9 5,8 17,5 20 16 501800 Hz 1,68 5,44 2,18 4,31 13 15 11,87 37,6 -2000 Hz 1,59 5,14 2,06 4,12 12,3 14,4 11,25 35,6 -3600 Hz 1,19 3,86 1,55 3,1 9,22 10,65 8,4 26,7 -4000 Hz 1,13 3,65 1,46 2,93 8,73 10 8,0 25,3 1,3810 kHz 0,7 2,22 0,82 1,83 5,53 6,32 5,05 15,8 0,8712 kHz 0,65 2,1 0,84 1,68 5,03 5,88 4,6 14,5 -500 kHz 0,1 0,32 0,13 0,26 0,78 0,9 0,7 2,25 -700 kHz 0,08 0,037 0,600 0,1042500 kHz 0,043 0,020 0,320 0,055-5-
Theoretischer Energiebedarf verschiedener WerkstoffekWh/kg StahlkWh/kg AluminiumkWh/kg KupferkWh/kg MessingkWh / kg0,420,40,380,360,340,320,30,280,260,240,220,20,180,160,140,120,10,080,060,040,0200 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700Temperatur in °C( i = in kWh/kg + kcal/kg)-6-
Stromeindringtiefen verschiedener Frequenzen bei StahlFrequenz 4kHzFrequenz 10kHzFrequenz 30kHzFrequenz 100kHzFrequenz 200kHzEindringtiefe in mm109,598,587,576,565,554,543,532,521,510,500 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700Temperatur in °C-7-
Energiequellen für InduktionserwärmungJe <strong>nach</strong> erforderlicher Stromeindringtiefe wird die Betriebsfrequenz derInduktionsanlage festgelegt. Der Bereich der anwendbaren Frequenzen reicht vomWert der Netzfrequenz (50 Hz) bis hin zum Kurzwellenbereich (3 MHz) <strong>und</strong> wird indrei Teilbereiche untergliedert:• Niederfrequenz 50 Hz - 500 Hz• Mittelfrequenz 500 Hz - 50 kHz• Hochfrequenz 50 kHz - 3 MHzInduktionsanlagen mit höheren Frequenzen müssen diese über Frequenzwandleraus der Netzfrequenz erzeugen. Dazu stehen folgende Verfahren zur Verfügung:Verfahren Frequenz in kHz Wirkungsgrad in %(Vollast)Leistung in kWFrequenzvervielfacher(statischer Frequenz-Umformer)0,150,250,4588 - 93 bis 3.000Thyristor-Umrichter<strong>und</strong> Transistor-Umrichter0,5 - 25 90 – 95 bis 15.000HF-Transistor-Umrichter 50 – 800 88 – 92 bis 1.000Hochfrequenz(Röhrengenerator)1000 – 3.000 60 – 70 bis 250-8-
Härtungsvorgang im WerkstoffDer beim Induktionshärten im Werkstoff ablaufende Vorgang ist der für die Eisen-Kohlenstoff-Werkstoffe bekannte Umwandlungs- bzw. Abschreckhärtevorgang. DerStahl wird zunächst auf Temperaturen oberhalb der GOS-Linie (Bild 3.4) erwärmt.Dabei bildet sich aus dem ursprünglich vorliegenden Zementit-Ferrit-Kristallgemischein homogener Mischkristall, das Austenit. Der Kohlenstoff, der im Zementit (Fe 3 C)geb<strong>und</strong>en war, ist im Austenit atomar gelöst. Die <strong>nach</strong>folgende Abkühlung muß soschnell erfolgen, daß der Kohlenstoff auch <strong>nach</strong> der Kristallumwandlung gelöst bleibt<strong>und</strong> die Umwandlung des Austenits zu Perlit <strong>und</strong> Ferrit unterdrückt wird. Dadurchentsteht das Härtungsgefüge Martensit. Martensit ist der Träger der erhöhten Härte.Die beachtliche Härtesteigerung durch Martensitbildung wird erst deutlich <strong>und</strong>praktisch von Nutzen, wenn der C-Gehalt des Stahls 0,35 % übersteigt. DerHärtegewinn steigt weiter bis zu C-Gehalten von 0,7 %. Höhere C-Gehalte als 0,7 %bringen keine wesentlichen Härtesteigerungen mehr. Im Gegenteil bewirken höhereC-Gehalte, besonders in Verbindung mit Legierungselementen, daß die Umwandlungdes Austenits zum Martensit zu tiefen Temperaturen verschoben wird, <strong>und</strong> zwar so,daß diese bei Raumtemperatur noch nicht völlig abgeschlossen ist. Dadurch bleibteine mehr oder weniger große Menge an Austenit (Restaustenit) im Gefüge zurück,der durch seine niedrige Härte die Gesamthärte verringert.1000Temp.[°C]GHärtetemperaturen fürInduktionserwärmung800600POSOfenerwärmung4002000 0,2 0,4 0,6 0,8 1,0C-Gehalt [%]Bild 3.4. Ausschnitt aus dem Eisen-Kohlenstoff-Diagramm-9-
Gegenüberstellung der Induktions-, Flamm-, Tauch-, Einsatz- <strong>und</strong> Nitrier-HärteverfahrenDie Induktionshärtung soll <strong>und</strong> kann nicht die allgemein üblichen Oberflächen-Härteverfahren verdrängen. Sie ist ein zusätzliches Härteverfahren, das immer dorteingesetzt wird, wo es technische <strong>und</strong> ökonomische Vorteile mit sich bringt. DerVorteil wird dabei um so eindeutiger, je kleiner bei einem Werkstück die zu härtendeFläche im Vergleich zur Gesamtoberfläche ist. Im folgenden sollen die Vor- <strong>und</strong>Nachteile der einzelnen Oberflächen-Härteverfahren zusammengestellt werden. EineEntscheidung, welches Härteverfahren für ein bestimmtes Werkstück vorteilhaftanzuwenden ist, kann nur vom verarbeitenden Betrieb <strong>und</strong> in Zweifelsfällen unterHinzuziehung von Fachleuten für diese Verfahren getroffen werden.InduktionshärtungVorteileGleichmäßige Aufheizung der zu härtenden Stellen. Kurze Erwärmungszeiten <strong>und</strong>infolgedessen geringe Z<strong>und</strong>erbildung. In vielen Fällen ist keine Nacharbeiterforderlich. Durch die kurzzeitige Erwärmung wird Grobkornbildung durchÜberzeiten oder Überhitzen vermieden.Sichere Beherrschung der Wärmezufuhr. Dieerforderlichen Temperaturen werden eingehalten. Der Verzug ist im allgemeinengering. Im Vergleich zur Einsatzhärtung können legierte Einsatzstähle durch billigeVergütungsstähle ersetzt werden. Partielle Härtung ist meistens auch noch beischwierigsten Werkstückformen möglich. Die Aufstellung der Härtemaschinen <strong>und</strong>Generatoren kann direkt in den Fertigungsstraßen erfolgen. Der Platzbedarf istgering, die Bedienung einfach, die Arbeitsweise sauber <strong>und</strong> nichtges<strong>und</strong>heitsgefährdend.Die Härteanlage ist jederzeit betriebsbereit <strong>und</strong> bei sorgfältiger Wartungbetriebssicher. Die Härtemaschinen können so hergestellt werden, daß sievollautomatisch arbeiten.NachteileDie Anschaffungskosten für eine Härteanlage sind hoch <strong>und</strong> amortisieren sich nurbei guter Auslastung bzw. bei größeren Werkstückmengen. Beim Härten vergüteterStähle entsteht mitunter zwischen Kern <strong>und</strong> gehärteter Randschicht eine Zone mitgeringerer Festigkeit (Weichzone). Für die einzelnen Verfahren müssenverschiedene Induktoren benutzt werden. Das Mithärten vonQuerschnittsübergängen ist teilweise schwierig.-11-
FlammhärtungVorteileGeringe Investitionskosten. Die Erwärmungszeiten sind relativ kurz. Der Verzug istgering. Die erreichbaren minimalen Enhärtungstiefen sind <strong>nach</strong> unten stärkerbegrenzt als bei der Induktionshärtung. Partielle Härtung ist bis auf kleineEinschränkungen möglich. Die Aufstellung der Härteanlagen <strong>und</strong> Härtevorrichtungenkann direkt in den Fertigungsstraßen erfolgen. Der Platzbedarf ist gering, dieBedienung einfach. Die Anlage ist jederzeit betriebsbereit. Die Härtemaschinenkönnen teilweise automatisch arbeiten.NachteileDa sich bei Stadtgasanlagen der Gasdruck <strong>und</strong> die Gaszusammensetzung ändern,ist die Flammentemperatur nicht immer gleichmäßig; deshalb ist die Härtungstiefeschwankend. Das Härten von Bohrungen ist schwierig bzw. nur bei größerenAbmessungen möglich. Für die Härtung verschiedener Werkstücke müssenverschiedene Brenner benutzt werden. Beim Härten vergüteter Stähle entstehtzwischen Kern <strong>und</strong> Härteschicht eine Anlaßzone (Weichzone).TauchhärtungVorteileNiedrige Wärmebehandlungskosten. Kurze Behandlungszeiten. Der Verzug istgering.NachteilePartielle Härtung ist nur beschränkt möglich. Das gesamte Werkstück wirdoberflächengehärtet, weil ein Abdecken nicht zu härtender Stellen unmöglich ist. AnQuerschnittsübergängen <strong>und</strong> Kerben ist keine einwandfreie Härteschicht zu erhalten.Die Härtungen können nur in einer zentralen Härterei durchgeführt werden; dadurchentstehen zusätzliche Transportkosten. Die Dämpfe der Tauchbäder sindges<strong>und</strong>heitsschädlich. Die gehärteten Werkstücke bedürfen einer Nacharbeit.-12-
EinsatzhärtungVorteileDie Härteschicht ist gleichmäßig, wenn auch relativ dünn. Partielle Härtung läßt sich<strong>nach</strong> Werkstückform teilweise erreichen. Die Kernfestigkeit erhöht sich gleichzeitigmit der Härtung de Oberfläche. Höhere Wirtschaftlichkeit im allgemeinen bei Teilen,deren Gesamtoberfläche zu härten ist.NachteileHohe Betriebskosten, lange Glühzeiten. Es kann stärkerer Verzug auftreten, weil dasgesamte Werkstück erwärmt wird. Nicht zu härtende Stellen müssen abgedeckt oderdie Einsatzschicht vor dem Härten entfernt werden. Eine zentrale Härterei isterforderlich; dadurch entstehen erhöhte Transportkosten. Die gehärteten Werkstückebedürfen einer Nacharbeit zur Herstellung einer sauberen Oberfläche.Nitrierhärtung (Gasnitrieren)VorteileGleichmäßige Härteschicht, unabhängig von der Form der Werkstücke. Da dieBehandlungstemperatur niedrig ist (etwa 500 ° C) , ist bei spannungsfrei geglühtenWerkstücken der Verzug gering. Das Werkstück braucht nicht abgeschreckt zuwerden. Die erreichbare Härte ist sehr hoch <strong>und</strong> bleibt bei Temperaturen bis über500 ° C fast völlig unverändert. Die Verschleißfestigkeit ist entsprechend der hohenHärte sehr groß. Nacharbeit der nitrierten Werkstücke ist nicht erforderlich.NachteileHohe Betriebskosten. Es kommen nur Sonderstähle in Frage. Die Glühzeiten sindsehr lang, je <strong>nach</strong> Einhärtungstiefe 1 bis 4 Tage. Das gesamte Werkstück wirddurchgeheizt. Die Härteschichten sind dünn. Die Härte sinkt in den Zonen unter0,2 mm stark ab. Die Oberflächen halten keinen starken Flächendruck aus; siebrechen ein. Nicht zu härtende Stellen müssen durch Verzinnen oder Vernickelnabgedeckt werden. Die Oberfläche der Werkstücke muß vor dem Nitriereneinwandfrei sauber sein. Zentrale Härterei, hohe Transportkosten.-13-
Abkühlkurvenvon Wasser, Mineralöl <strong>und</strong> wässrigen LösungenWasserSERVISCOL 78 10%ige synthetische AbschrecklösungDURIXOL 4intensives Hochleistungs-AbschreckmittelDURIXOL W 25 verdampfungsfestes Hochleistungs-AbschreckmittelDURIXOL A 650 Heißbadöl für Badtemperaturen bis 250 °CDURIXOL H 222 Vakuum-Abschrecköl900800700Temperatur in °C60050040030020010001 2 3 4 5 6 7 8 9 10 11 12 13 14 15Zeit in Sek.-14-
<strong>Vergleichstabelle</strong> für Härtewerte<strong>nach</strong> <strong>Rockwell</strong>, <strong>Vickers</strong>, <strong>Brinell</strong>, Zugfestigkeit<strong>Rockwell</strong> <strong>Vickers</strong> <strong>Brinell</strong>ZugfestigkeitR mHRC HV HB N/mm²20 240 228 77021 245 233 78522 250 238 80023 255 242 82024 260 247 83525 265 252 85026 270 257 86527 280 266 90028 285 271 91529 295 280 95030 300 285 96531 310 295 99532 320 304 103033 330 314 106034 340 323 109535 345 330 111536 355 335 114037 365 340 115038 370 352 119039 380 361 122040 390 371 125541 400 380 129042 410 390 132043 420 399 1350Zugfestigkeit<strong>Rockwell</strong> <strong>Vickers</strong> <strong>Brinell</strong>R mHRC HV HB N/mm²44 430 409 138545 445 423 145046 460 437 148547 470 447 152048 480 456 155549 500 475 163050 510 485 166551 520 495 170052 545 515 178053 560 532 184554 580 551 192055 600 570 199556 610 580 203057 630 599 210558 650 620 218059 670 - -60 700 - -61 720 - -62 740 - -63 770 - -64 800 - -65 830 - -66 860 - --15-
-16-