PDF Download - hell gravure systems
PDF Download - hell gravure systems
PDF Download - hell gravure systems
- Keine Tags gefunden...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
E 1204413. Jahrgang · Januar 20021-2002Flexo Tief DruckInternationale technische Fachzeitschrift für Flexo- und VerpackungstiefdruckEine G&K TechMedia Publikation
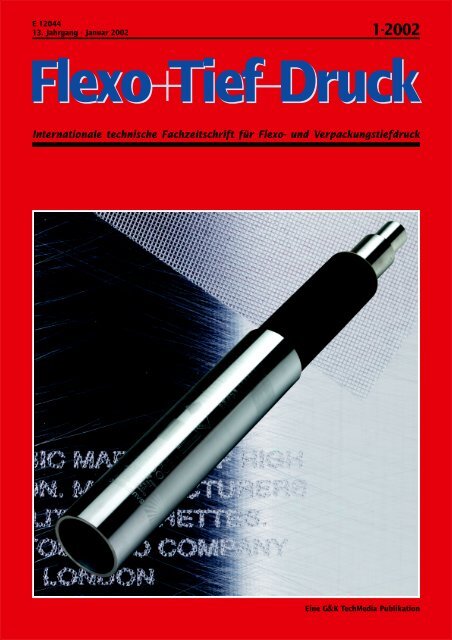
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○FACHBEITRÄGEWie kommt das Näpfchen in denTiefdruckzylinder?Grundsätzliches zu Aufgabe und Handhabung eines Gravier<strong>systems</strong> und dessen ElementeANSGAR WESSENDORF___________________________Trotz des Aufkommens neuerVerfahren wie die Lasertechnologie,ist die elektromechanischeGravur immer nochdominierend bei der Herstellungvon Tiefdruckzylindern. Dabeihängt die Gravurqualität vonunterschiedlichen Parameternab. Von entscheidender Bedeutungsind die digitalen Eingangsdaten(früher Opal-Film),die Kalibrierung der Graviermaschine(z.B HelioKlischograph)durch Ermittlung derEinschneidewerte, Festlegen derdruckspezifischen Eigenschaftendurch die Gravurgradationsowie die Kupferqualität desTiefdruckformzylinders. Die eigentlicheInformationsübertragungauf den Zylinder erfolgtjedoch durch das Graviersystem,auf dessen Aufgabenund Handhabung in diesem Artikelnäher eingegangen werdensoll.GraviersystemMit dem Graviersystem werdendie Bildinformationen auf denTiefdruckformzylinder übertragen.Es ist ein elektromechanischesSchwingsystem, auf dessendrehbarer Achse sich einzwischen den Polen eines Magnetenliegender Anker und einDiamantstichel befindet (Abbildung1). Wird dieses Systemdurch einen definierten Stromangeregt, erfährt der Anker eineAbbildung 1:Graviersystem.1 = Dämpfungsring,2 = Drehfederlager,3 = Permanentmagnet,4 = Anker,5 = Dämpfungsplättchen,6 = Torsionsstab,7 = Stichel,8 = Gleitfuß.elektromechanische Auslenkung,so daß die Ankerachsegedreht wird. Dabei beträgtder Verdrehungsgrad +/–0,35. Der Diamantstichel,der fest auf der Ankerachsesitzt, folgt dieser Drehbewegung,je nach Stromstärke, inForm einer entsprechend grossenAuf- oder Abwärtsbewegung.Die Ansteuerung des Gravier<strong>systems</strong>erfolgt über zweiüberlagerte Signale aus demGravurverstärker. Eine Datenquelleliefert zum Informationsaufbaudas bildabhängige, digitaleSignal, welches die Eindringtiefedes Stichels in dieKupferoberfläche des Druckformzylinderssteuert. Für denAufbau des Gravurrasters wirddas Graviersystem durch einzweites Signal mit konstanterund permanenter Frequenz angeregt.Dadurch wird der Stichelin eine ständig vibrierende Frequenzversetzt, die senkrecht zurOberfläche des Drurckformzylinderserfolgt. Bei älterenGravursystemen schwingt derStichel mit einer Frequenz von4000 Hz (oder 4000 Näpfchenpro Sekunde). Das 1998 eingeführteHelioSprint-System hatseine Gravurleistung auf 7500Hz erhöht, wodurch die Produktivitätder Graviermaschinensowie die Gravurqualität erheblichgesteigert wurde. Die Rasterweitein Umfangsrichtungund die Rasterwinkelung werdendurch die Zylinderdrehzahlbestimmt.Mit dem Vorschub inAchsrichtung wird die Rasterweitein Achsrichtung festgelegt.SchneidwinkelDer Gravurstichel schneidet dieRasternäpfchen, deren Formähnlich einer auf dem Kopf stehendenPyramide ähnlich ist.Das Farbübertragungsvolumen4 FLEXO+TIEF-DRUCK 1-2002
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○FACHBEITRÄGEeines Näpfchens ist abhängigvon Rasterweite, Näpfchenkonfigurationund dem Schneidwinkeldes Stichels. Je kleinerder Schneidwinkel des Diamanten,desto tiefer ist das Näpfchenbei gleicher Oberfläche. Das bedeutet,mit einem spitzerenSchneidwinkel am Diamantstichelwird ein erweitertesNäpfchenvolumen geschnitten,wodurch grundsätzlich höhereDruckdichten erzielt werden.Unterschieden wird zwischenWinkeln von 110°, 120°, 130°und 140°. Für die meisten Gravurarbeitenist der 130° Standardstichelausreichend. Solldas Farbübertragungsvolumender Näpfchen verändert werden,muß ein Gravierdiamant mit geändertemSchneidwinkel eingesetztwerden.Gleitfuß und SchaberDer durch die elektronische Stichelgravurmechanisch abgetrageneKupferspan hinterläßteinen mehr oder weniger großenGrat, der durch einen Diamantschaberplan an der Druckzylinderoberflächeabgetrennt undabgesaugt wird. Mit dem Gleitfuß,auf dem sich das Graviersystemauf der Druckzylinderoberflächeabstützt, wird einemechanische Grundeinstellungvorgenommen und ein definierterAbstand zwischen Stichelund Oberfläche hergestellt.Normaler Verschleißdes DiamantstichelsBei dem Einsatz eines Diamantstichelsüber einen längerenZeitraum verändert sich durchdie mechanische Beanspruchungdes Graviervorgangs diegeometrische Form des Diamatschliffs.Dieser normale Verschleiß,dem jedes mechanischarbeitende Werkzeug unterliegt,macht sich durch eine Auskolkungder Stichelspitze bemerkbar.Aus der Praxis und ausvielen Analysen ist ersichtlich,daß sich der Stichel an den beidenSeiten stärker verschleißtals an der Spitze. Die Ursache istin der Struktur des Industriediamantenzu sehen, die größtenteilsin Form von Oktaedern,Rhombendodekaedern und wesentlichseltener in Würfelformvorkommt. Eine Veränderungder Stichelgeometrie wirkt sichselbstverständlich auf die zuschneidende Näpfchenformaus; diese wiederum ist sehrstark gradationsbildend. Um zuverhindern, daß durch den Stichelverschleißeine unkontrollierte,von der vorgegebenenGradation abweichende Druckcharakteristikaufgebaut wird,verfügt der HeIioKlischographüber eine elektronische Korrekturstufe,die Abweichungenaufgrund der Stichelabnutzungkompensiert. Ist die Abnutzungdes Schneiddiamanten so weitfortgeschritten, daß die elektronischeKorrektur die Abweichungnicht mehr ausgleichenkann, ist ein Stichelwechsel notwendig.Die Standzeit einesHelioSprint-Stichels beträgt200–300 Stunden.Wie macht sich derVerschleiß bemerkbar?Bei der Herstellung des Probeschnittskann trotz der Standardeinstellungdes Stromwertesim Gravurverstärker dieSoll-Diagonale des Näpfchensnicht mehr erreicht werden. DieAnfangs beschriebene Auskolkungder Schneideflanken istalso so weit fortgeschritten, daßbei gleichem Energieangebotnunmehr schmalere Rasternäpfchenentstehen. Möglich istauch, daß bei der Näpfchenvermessungdie Soll-Diagonaledurchaus festgestellt, im Andruckdie vorgegebene Druckdichteaber nicht erreicht wird.In diesem Falle führte die Auskolkungder Stichelflanken zurReduzierung der Stichelspitze.Dieser zweite Fall ist weitausunangenehmer, weil die Fehlererkennungerst bei abgeschlossenerFormherstellung möglichist. In der Regel kombinierensich bei abgenutzten Stichelnaber Volumenverlust durchmangelnde Näpfchentiefe undVolumenverlust durch reduzierteNäpfchendiagonale. Die Abnutzungnur durch Auskolkungoder nur durch Spitzenrückgangist sehr selten und in derPraxis kann am Probeschnittder Stichelzustand analysiertwerden.StichelbruchVerschiedene Ursachen könnenden Stichelbruch herbeiführen.Neue Stichel sind dabei genausogefährdet wie nahezu abgenutzteSchneiddiamanten. Abhängigvon der Art und Weise derBeschädigung und vom Ausmaßdes Bruchs führt die Sti-Graviersystem mit Gleitfuß,Stichel undDämpfungsplättchen.FLEXO+TIEF-DRUCK 1-2002 5
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○FACHBEITRÄGE○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○○chelbeschädigung zum teilweisenbis völligen Ausfall der Gravierfunktion.SpitzenbruchBeim Verlust der Stichelspitzeist der kleinste zu druckende Tonnicht mehr darstellbar. KleineRasternäpfchen fehlen ganz,stärkere Tonwerte weisen unregelmäßigeNäpfchenumrisseauf. Das Näpfchenvolumen istreduziert, die positiven Eigenschaftender Pyramidenformauf das Farbabgabeverhaltensind gestört. Resultat sind Mangelan Druckdichte, Detailverlustund unkontrollierte Gradationssprünge.Der Stichel ist unbrauchbar,er muß ausgetauschtoder nachgeschliffen werden.Mögliche Ursachen hierfür sindfalsche Einstellungen am Gravierverstärker.Oft wird fälschlicherweiseangenommen, daß hohe Virbrationswerteim Verhältnis zur Zylinderoberflächen-Geschwindigkeitgesteigerte Näpfchenvolumenzur Folge hätten. Dader Stichel aber tiefer eintauchtals beim Schliff vorgesehen,setzt der Stichel mit seinen rückwärtigenFreiflächen bei jedemSchnitt auf das Kupfer auf, derStichel wird überbeanspruchtund bricht. Dies Erscheinungtritt vor allem bei der Rasterwinkelung»Null« auf. Reduziertwird diese Phänomen durch denEinsatz des von Hell entwickeltenPisa-Stichels, der einen speziellenSchliff aufweist. Einschlüsseim Kupfer sowie zuhohe Vickers-Härte führenebenfalls zu Brüchen. DerSchliff des Diamantstichels istauf ein spezielles Schneidverhaltenausgelegt. Die entstehendenKräfte bei Schneidbewegungund Aushub werden alsoohne weiteres bewältigt. Ändertsich aber nun die Richtung dereinwirkenden Kräfte durch dasKupfer, bricht die Spitze ebenfalls.Mangelnde Vickers-Härtedes Kupfers führt zu schlechterZerspanung und damit zuschlechtem (verschmiertem)Gravierbild. Weitere Ursachenvon Spitzenbrüchen könnenunsachgemäße Behandlung,wie hartes Aufsetzen des Gravier<strong>systems</strong>bei zu kurz eingestelltemGleitfuß sein.GrobausbrücheGrößere Ausbrüche an denSchneidflanken führen am geschnittenenNäpfchen oft zuUnsicherheiten bei der meßtechnischenErfassung derNäpfchendiagonale. Dies wiederumerschwert die Justage desGravier<strong>systems</strong>. Die Näpfchenkonfigurationwird asymmetrisch,und durch fehlenden Aushubreduziert sich das Volumen.Druckdichteverlust und Gradationsverschiebungenspeziell inden lichten Tönen sind die Folge.Für qualitativ hochstehendeArbeiten sind solche Stichelselbstverständlich nicht mehreinsetzbar. Mögliche Ursachen:Auftreffen des Schneiddiamantenauf Einschlüsse harter Partikelchenim Kupfer oder aufRückstände vom Schleifen desZylinders (Schleifkorn) oderLunkerstellen (Hohlräume) imKupfer.FeinausbrücheAn den Schneidflächen könnensich nach einer gewissen Zeitfeine Scharten bilden, die beimSchnitt im Näpfchengrund Riefenhinterlassen. Neben der somitschwierig gewordenen Bestimmungder exakten Diagonale,beeinflussen die zerklüftetenNäpfchenwände ganz besondersdas Farbabgabeverhalten.Das Verhältnis zwischenStromwert, Näpfchendiagonaleund resultierender Druckdichteist gestört. Unter dem Meßmikroskopkann das Ausmaß derRiefenbildung festgestellt werden.Nimmt deren Einfluß aufdie Druckdichte meßbar zu, sosoll auf keinen Fall mit übersteigerterVibration ein Ausgleichversucht werden. Überschreitetder Grad der Dichteabweichungdie betriebsinterne Toleranz,hilft nur ein Stichelwechsel.Mögliche Ursachen sind das Berührendes Stichels mit dem Finger,Auftreffen des Schneiddiamantenauf feine Schleifrückständeder Zylinderoberflächenbearbeitungund Verunreinigungenim Kupfer. Wegen derallgemein bekannten Härte undWiderstandsfähigkeit von Diamantenerscheint es oft wenigglaubhaft, daß der Schneiddiamantnicht mit den Fingern odermit Textilien in Berührung kommendarf. Schon ein leichterKontakt kann zu den beschriebenenZerstörungen führenund den Stichel unbrauchbarwerdenlassen. Sehr anschaulichläßt sichdies an anhandeinerPyramideerklären.Das Pyramidengebäudebehält nur deshalb seine Form,weil das Steingewicht durchDruck auf den Unterbau dieKonstruktion stabilisiert. DurchKräfteeinwirkung von oben istdem Gebäude kein Schaden zuzufügen.Die Steine seitlichwegzuschieben bedarf dagegenrelativ kleiner Anstrengung. Beider mechanischen Stichelarbeitwird die Stichelschneide rungMikroskopaufnahmegravierter Näpfchen.1 = Torsionsstab,2 = Anker,3 = Drehfederlager,4 = Nabe für Dämpfungsring,5 = Schneiddiamant,6 = Stichelhalter.6 FLEXO+TIEF-DRUCK 1-2002
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○FACHBEITRÄGE○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○○wiegend in Richtung der Pyramidenspitzebeansprucht undhält somit der Belastung stand.Berührt man die Diamantschneidedagegen mit dem Finger,ergibt sich in jedem Fall einunkontrollierter Druck auf eineweniger stabile Pyramidenflankeund Teile der Schneide brechenaus.Ebenso gefährlich für die Stichelschneidesind Reinigungsversuchemit Druckluft. Trifftein Schmirgelkorn oder Staubpartikelchenmit hoher Geschwindigkeitauf die Schneide,so genügt dies, um die Schneidezu zerstören. Weiter besteht dieGefahr, daß durch DruckluftKupferspäne in die Lagerungdes Gravier<strong>systems</strong> geblasenwerden und so die Sticheldämpfungbeeinträchtigt wird.In der Regel ist es nicht notwendig,den Stichel zu berühren.Beim Aufsetzen und Absetzendes Stichelhalter kann durchausein Kontakt mit dem Diamantenvermieden werden. Liegt keinemikroskopische Untersuchungan, sollte man von einer ReinigungAbstand nehmen, da dieAbsaugvorrichtung in genügenderWeise eine schädlicheAnsammlung von Kupferspänenverhindert. Sollte es sichdennoch nicht umgehen lassen,den Stichel der riskanten Reinigungsprozedurzu unterziehen,ist dafür ausschließlich in Spiritusgetränktes Holundermarkeinzusetzen. Weiterhin ist daraufzu achten, daß die benutzteMarkfläche nach der Reinigungmit Hilfe einer Rasierklinge abgetrenntwird.Der SchaberDer Schaber hat die Aufgabe,den bei der Gravur aufgeworfenenGrat zu entfernen. Der Keilwinkelseiner Schneide ist mit90° nicht so klein wie beim Stichelund daher auch nicht soempfindlich.Normaler Verschleißdes SchabersWährend des Einsatzes im Gravier<strong>systems</strong>chleift sich derSchaberdiamant auf den Druckzylinderdurchmesserein. Ist derSchaber neu, findet dies relativschnell statt; es verlangsamtsich aber durch den gleichzeitigstattfindenden Kräfteausgleich.Mit welcher Geschwindigkeitdieses Anpassen an den Zylinderdurchmesserstattfindet, istabhängig von der Oberflächenrauhigkeitdes eingesetztenKupferzylinders und von derKupferqualität selbst. Im Prinzipkommt das Einschleifen desSchabers auf einen Zylinderdurchmesserder Schabereigenschaftzugute, da eine exakt angepaßteSchneide auch zu einemguten Schneidergebnis führt.Wird allerdings nach längeremGravieren von Zylindern gleicherDurchmesser dieser verändert,kann das negative Folgenfür die Schabertätigkeit haben.Beim Wechsel von einem kleinenauf einen größeren Zylinderdurchmessermuß auf alleFälle eine neue Schaberjustageoder sogar ein Schaberwechselerfolgen. Denn dort wo dieSchaberspur liegen soll, hat dieKupferoberfläche aufgrund derausgeschliffenen Wölbung keinenKontakt zum Schaberdiamanten.Der aufgeworfene Gratkann somit nicht mehr abgeschertwerden. Kontakt zur Kupferoberflächehaben allerdingsdie scharfen Kanten der ausgeschliffenenWölbung. Diesewirken wie ein Drehstahl undschneiden einen feinen Spanaus dem Kupfer. Nahezu problemlosist der Wechsel von großenauf kleinere Zylinder. DieSchaberspur liegt zwar auchhier innerhalb der ausgeschliffenenHöhlung, hat aberaufgrund des größeren Radiusdes Ausschliffs vollen Kontaktzur Kupferoberfläche. GefährlicheSchneidkanten tretennicht auf. Werden ständig unterschiedlicheZylinderdimensionengraviert, ergeben sich bezüglichdes Schabers und seinerFunktion keine Probleme. Diein kurzen Zeitabständen zubearbeitenden verschiedenenDurchmesser verhindern dasEinschleifen. Der Schaberverschleißmacht sich dadurch bemerkbar,daß trotz optimalerLage der Tragspur der aufgeworfeneGrat nicht mehr restlosentfernt wird. Die abgescherteFläche, die bei einwandfreierSchabfunktion spiegelblankund vollkommen eben ist, liegtteilweise höher als die Kupferoberflächeund weist stumpfe,ausgequetschte Stellen auf. SolcheSchaber müssen nachjustiertoder ausgewechselt werden.SchaberbruchDefekte, die nicht dem normalenVerschleiß des Schabers zuzuordnensind, treten sehr seltenauf. Durch hartes Aufsetzen desSchabertigels auf die Zylinderoberflächekönnen Teile aus derSchaberschneide brechen, diedabei entstehenden Schartenhinterlassen Riefen. Diese Riefenbeeinträchtigen das Abrakelnin der Tiefdruckrotationund sind für frühzeitigenRakelverschleißmitverantwortlich.VerunreinigungenimKupfer könnenebenfallszur Zerstö-Größenvergleich:Diamant-stichel,Gleitfuß-Diamant undein StreichholzkopfGraviereinheit»Helio Sprint«.FLEXO+TIEF-DRUCK 1-2002 7
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○FACHBEITRÄGE○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○○rung des Schaberdiamanten beitragen.Im Kupfer eingelagerteharte Partikelchen schleifen indie Schaberauflagefläche feineRiefen ein, deren Abstände zueinanderden Vorschubschrittendes Gravier<strong>systems</strong> entsprechen.Beim Abscheren desNäpfchenaushubs entstehendann ebenfalls Riefen mit denbereits beschriebenen Folgen.Unter Reflexlicht und mit Hilfeeiner Lupe kann das Ausmaß desVerschleißes am Schaber festgestelltwerden. Solche Defekte amDiamanten können durch Nachschleifenbeseitigt werden.Sachgemäße Behandlungdes SchabersObwohl der Schaber weit wenigerempfindlich ist als der Stichel,gelten auch hier die gleichen»Stichel-Regeln« für dieBehandlung. Grundsätzlichmuß eine Berührung des Schaberdiamantenmit dem Fingeroder mit irgendwelchen Gegenständenvermieden werden. Füreine eventuelle Reinigung, istwie beim Stichel ausschließlichHolundermark einzusetzen.Gleitspindel (Gleitfuß)Der Diamant der Gleitspindelstützt den Gravierstichel in einembestimmten Abstand gegendie Zylinderoberfläche ab. DieFestlegung der Schnittiefe fürden ersten druckenden Ton geschiehtbei Graviersystemen fürFeinraster und konstantem Gravierstromüber die Gleitspindel.Bei der Gleitspindel ist derballig geschliffene, achteckigeDiamant mit der Feingewindespindeldirekt verkittet, drehtsich also auch beim Justierenentsprechend mit. Der Schliffder Diamanten ist ballig und sollbei kleinstmöglicher Kontaktflächeeine optimale Auflage aufdem Zylinder gewährleisten.Normaler Verschleißder GleitspindelBei längerem Gravierbetrieb unterliegtauch dieser Diamant dermechanischen Abnutzung. Beider Gleitspindel macht sich diesjedoch nicht so sehr bemerkbar,weil hier beim gelegentlichenNachjustieren die Stellung desDiamanten verändert wird. Mitder Zeit bilden sich somit anstelleder balligen Form Flächen, dieentsprechend der Dauer der beibehaltenenPosition mehr oderweniger ausgeprägt sein können.Sachgemäße Behandlungdes GleitspindelSchneidet sich die Kante einerder eingeschliffenen Flächenauf dem Kupferzylinder ein undGeschichtliche Entwicklung der Hell-Gravursysteme● 1952: Klischograph K151, Graviersystem mit 800 Hz Gravurfrequenz● 1963: Klischograph K190, Graviersystem mit 4000 Hz Gravurfrequenz● 1974: Klischograph K200, Graviersystem mit 4000 Hz Cravurfrequenz● 1989: HelioSpeed mit 5000 Hz Gravurfrequenz● 1996: Start der Entwicklung eines schnellen Gravier<strong>systems</strong> auf Basis● eines Piezo- und elektromagnetischen Antriebs● 1998: HelioSprint mit 7500 Hz Gravurfrequenz● 2001: HelioSprint B mit 6000/7500 Hz Gravurfrequenz (Raster 54–80)verbietet die Einstellung desGravier<strong>systems</strong> eine Drehungder Spindel, so muß die Gleitspindelausgetauscht und nachgeschliffenwerden (Kante kannwie ein Drehstahl wirken!). ImVergleich zu Stichel und Schaberist der Diamant an der Spindelam wenigstens anfällig gegenBeschädigung. Ausbrüchebleiben eine seltene Ausnahmeund ohne eine Schneide aufzuweisen,verträgt er sogar eineBerührung mit dem Finger.Trotzdem muß mit der gleichenSorgfalt vorgegangen werden,wie dies oben bereits beschriebenwurde.■Links:Drehkopf zur Justagedes eingebauten Gleitspindel.Rechts:Gleitspindel (Gleitfuß).8 FLEXO+TIEF-DRUCK 1-2002