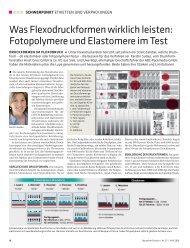
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○FACHBEITRÄGEWie kommt das Näpfchen in denTiefdruckzylinder?Grundsätzliches zu Aufgabe und Handhabung eines Gravier<strong>systems</strong> und dessen ElementeANSGAR WESSENDORF___________________________Trotz des Aufkommens neuerVerfahren wie die Lasertechnologie,ist die elektromechanischeGravur immer nochdominierend bei der Herstellungvon Tiefdruckzylindern. Dabeihängt die Gravurqualität vonunterschiedlichen Parameternab. Von entscheidender Bedeutungsind die digitalen Eingangsdaten(früher Opal-Film),die Kalibrierung der Graviermaschine(z.B HelioKlischograph)durch Ermittlung derEinschneidewerte, Festlegen derdruckspezifischen Eigenschaftendurch die Gravurgradationsowie die Kupferqualität desTiefdruckformzylinders. Die eigentlicheInformationsübertragungauf den Zylinder erfolgtjedoch durch das Graviersystem,auf dessen Aufgabenund Handhabung in diesem Artikelnäher eingegangen werdensoll.GraviersystemMit dem Graviersystem werdendie Bildinformationen auf denTiefdruckformzylinder übertragen.Es ist ein elektromechanischesSchwingsystem, auf dessendrehbarer Achse sich einzwischen den Polen eines Magnetenliegender Anker und einDiamantstichel befindet (Abbildung1). Wird dieses Systemdurch einen definierten Stromangeregt, erfährt der Anker eineAbbildung 1:Graviersystem.1 = Dämpfungsring,2 = Drehfederlager,3 = Permanentmagnet,4 = Anker,5 = Dämpfungsplättchen,6 = Torsionsstab,7 = Stichel,8 = Gleitfuß.elektromechanische Auslenkung,so daß die Ankerachsegedreht wird. Dabei beträgtder Verdrehungsgrad +/–0,35. Der Diamantstichel,der fest auf der Ankerachsesitzt, folgt dieser Drehbewegung,je nach Stromstärke, inForm einer entsprechend grossenAuf- oder Abwärtsbewegung.Die Ansteuerung des Gravier<strong>systems</strong>erfolgt über zweiüberlagerte Signale aus demGravurverstärker. Eine Datenquelleliefert zum Informationsaufbaudas bildabhängige, digitaleSignal, welches die Eindringtiefedes Stichels in dieKupferoberfläche des Druckformzylinderssteuert. Für denAufbau des Gravurrasters wirddas Graviersystem durch einzweites Signal mit konstanterund permanenter Frequenz angeregt.Dadurch wird der Stichelin eine ständig vibrierende Frequenzversetzt, die senkrecht zurOberfläche des Drurckformzylinderserfolgt. Bei älterenGravursystemen schwingt derStichel mit einer Frequenz von4000 Hz (oder 4000 Näpfchenpro Sekunde). Das 1998 eingeführteHelioSprint-System hatseine Gravurleistung auf 7500Hz erhöht, wodurch die Produktivitätder Graviermaschinensowie die Gravurqualität erheblichgesteigert wurde. Die Rasterweitein Umfangsrichtungund die Rasterwinkelung werdendurch die Zylinderdrehzahlbestimmt.Mit dem Vorschub inAchsrichtung wird die Rasterweitein Achsrichtung festgelegt.SchneidwinkelDer Gravurstichel schneidet dieRasternäpfchen, deren Formähnlich einer auf dem Kopf stehendenPyramide ähnlich ist.Das Farbübertragungsvolumen4 FLEXO+TIEF-DRUCK 1-2002
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○FACHBEITRÄGEeines Näpfchens ist abhängigvon Rasterweite, Näpfchenkonfigurationund dem Schneidwinkeldes Stichels. Je kleinerder Schneidwinkel des Diamanten,desto tiefer ist das Näpfchenbei gleicher Oberfläche. Das bedeutet,mit einem spitzerenSchneidwinkel am Diamantstichelwird ein erweitertesNäpfchenvolumen geschnitten,wodurch grundsätzlich höhereDruckdichten erzielt werden.Unterschieden wird zwischenWinkeln von 110°, 120°, 130°und 140°. Für die meisten Gravurarbeitenist der 130° Standardstichelausreichend. Solldas Farbübertragungsvolumender Näpfchen verändert werden,muß ein Gravierdiamant mit geändertemSchneidwinkel eingesetztwerden.Gleitfuß und SchaberDer durch die elektronische Stichelgravurmechanisch abgetrageneKupferspan hinterläßteinen mehr oder weniger großenGrat, der durch einen Diamantschaberplan an der Druckzylinderoberflächeabgetrennt undabgesaugt wird. Mit dem Gleitfuß,auf dem sich das Graviersystemauf der Druckzylinderoberflächeabstützt, wird einemechanische Grundeinstellungvorgenommen und ein definierterAbstand zwischen Stichelund Oberfläche hergestellt.Normaler Verschleißdes DiamantstichelsBei dem Einsatz eines Diamantstichelsüber einen längerenZeitraum verändert sich durchdie mechanische Beanspruchungdes Graviervorgangs diegeometrische Form des Diamatschliffs.Dieser normale Verschleiß,dem jedes mechanischarbeitende Werkzeug unterliegt,macht sich durch eine Auskolkungder Stichelspitze bemerkbar.Aus der Praxis und ausvielen Analysen ist ersichtlich,daß sich der Stichel an den beidenSeiten stärker verschleißtals an der Spitze. Die Ursache istin der Struktur des Industriediamantenzu sehen, die größtenteilsin Form von Oktaedern,Rhombendodekaedern und wesentlichseltener in Würfelformvorkommt. Eine Veränderungder Stichelgeometrie wirkt sichselbstverständlich auf die zuschneidende Näpfchenformaus; diese wiederum ist sehrstark gradationsbildend. Um zuverhindern, daß durch den Stichelverschleißeine unkontrollierte,von der vorgegebenenGradation abweichende Druckcharakteristikaufgebaut wird,verfügt der HeIioKlischographüber eine elektronische Korrekturstufe,die Abweichungenaufgrund der Stichelabnutzungkompensiert. Ist die Abnutzungdes Schneiddiamanten so weitfortgeschritten, daß die elektronischeKorrektur die Abweichungnicht mehr ausgleichenkann, ist ein Stichelwechsel notwendig.Die Standzeit einesHelioSprint-Stichels beträgt200–300 Stunden.Wie macht sich derVerschleiß bemerkbar?Bei der Herstellung des Probeschnittskann trotz der Standardeinstellungdes Stromwertesim Gravurverstärker dieSoll-Diagonale des Näpfchensnicht mehr erreicht werden. DieAnfangs beschriebene Auskolkungder Schneideflanken istalso so weit fortgeschritten, daßbei gleichem Energieangebotnunmehr schmalere Rasternäpfchenentstehen. Möglich istauch, daß bei der Näpfchenvermessungdie Soll-Diagonaledurchaus festgestellt, im Andruckdie vorgegebene Druckdichteaber nicht erreicht wird.In diesem Falle führte die Auskolkungder Stichelflanken zurReduzierung der Stichelspitze.Dieser zweite Fall ist weitausunangenehmer, weil die Fehlererkennungerst bei abgeschlossenerFormherstellung möglichist. In der Regel kombinierensich bei abgenutzten Stichelnaber Volumenverlust durchmangelnde Näpfchentiefe undVolumenverlust durch reduzierteNäpfchendiagonale. Die Abnutzungnur durch Auskolkungoder nur durch Spitzenrückgangist sehr selten und in derPraxis kann am Probeschnittder Stichelzustand analysiertwerden.StichelbruchVerschiedene Ursachen könnenden Stichelbruch herbeiführen.Neue Stichel sind dabei genausogefährdet wie nahezu abgenutzteSchneiddiamanten. Abhängigvon der Art und Weise derBeschädigung und vom Ausmaßdes Bruchs führt die Sti-Graviersystem mit Gleitfuß,Stichel undDämpfungsplättchen.FLEXO+TIEF-DRUCK 1-2002 5