Thermische Beanspruchung von Walzen ... - Gebr. Pfeiffer SE
Thermische Beanspruchung von Walzen ... - Gebr. Pfeiffer SE
Thermische Beanspruchung von Walzen ... - Gebr. Pfeiffer SE
- Keine Tags gefunden...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
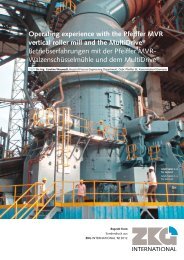
PROCESSKNOW HOW2. Mechanismen bei thermischer BauteilebeanspruchungDas thermisch am höchsten beanspruchte Bauteil <strong>von</strong> Vertikalmühlenist, wegen seiner geometrischen Form und desdamit verbundenen Temperaturgefälles, die Mahlschüssel.Nachfolgende Ausführungen beschränken sich deshalb aufdieses Bauteil. Andere im Heißgasstrom liegende Bauteilesind vergleichbaren Betrachtungen zu unterziehen.Die äußere Oberfläche der Mahlschüssel ist je nach konstruktiverAusführung des Heißgasraums mehr oder wenigerintensiv dem Heißgasstrom ausgesetzt. Die Wärmeübertragungauf die Innenseite der Mahlschüssel erfolgtdurch Wärmeleitung. Bild 1 zeigt Heißgaskanal und Mahlschüsseleiner <strong>Pfeiffer</strong>-MPS-Mühle. Die Temperaturdifferenzenzwischen Mahlschüsselaußen- und -innenseite hängen<strong>von</strong> den Heißgas- und Mahlraumtemperaturen, <strong>von</strong> denMahlschüsselwanddicken, den Wärmeschutzmaßnahmen(Wärmeschutzschild, Isolation etc.) sowie <strong>von</strong> Wärmeübergangund Wärmedurchgang ab. Diese Vorgänge sind in Bild 2schematisch dargestellt [2]. Die Schaubilder verdeutlichen,daß die Temperaturdifferenzen zwischen Mahlschüsselmolienday adaptarias así de forma óptima a las distintas condiciones del servicio. Cuandohay que evaporar cantidades de agua demasiado grandes, las temperaturas de los gases a laentrada del molino son, en parte, muy altas, es decir entre 400 y 600°C. Los elementos delmolino que quedan en la corriente de gases calientes tienen que ser dimensionados, por estarazón, de forma que aguanten temperaturas muy altas o bien ser protegidos contra los influjosde las temperaturas excesivas. Citando el ejemplo de la cubeta de molienda, que es el elementoexpuesto a mayor solicitación, se describen los mecanismos de solicitación así comoalgunos procedimientos modernos y acreditados de dimensionamiento de elementos constructivos.Durante el arranque en frio de los molinos hay que procurar que no se sobrepasenlos gradientes de temperatura previamente calculados y elegidos como base para el dimensionamientode los elementos constructivos. La construcción y el modo de servicio de los molinosMPS permiten un servicio económico y libre de perturbaciones, incluso para materialescon grados de humedad superiores a 20%.rodillos, destinados ala molienda de materialesmuy húmedos1. Mühlenauslegung und TemperaturenMPS-<strong>Walzen</strong>schüsselmühlen sind, aufgrund der Möglichkeitgroße Gasvolumenströme durchzusetzen, besonders gutfür die Mahltrocknung <strong>von</strong> sehr feuchten Schüttgütern wiez.B. Zementrohmaterial, Kreide, Braunkohle, Gips und Tongeeignet [4].Für die Größenauslegung <strong>von</strong> MPS-<strong>Walzen</strong>schüsselmühlensind sowohl die Mahlbarkeit des Gesteins als auch der zurTrocknung erforderliche Wärmemengenstrom <strong>von</strong> entscheidenderBedeutung. Aufgrund der modularen Bauweisedieser Mühlen können Gehäusequerschnitte und Mahlteilegeometrienoptimal aufeinander abgestimmt werden. Sowerden z.B. bei gut mahlbaren und sehr feuchten Schüttgüternrelativ kleine Mahlwalzen, bei schwer mahlbarenund weniger feuchten Schüttgütern große Mahlwalzen einerbestimmten Gehäusegeometrie zugeordnet.Der für die Trocknung des Schüttgutes verfügbare Wärmemengenstromdurch die Mühle wird durch den Gasvolumenstromund die Gastemperaturen am Mühleneintrittund am Sichteraustritt bestimmt.Die Temperatur am Sichteraustritt liegt, in Abhängigkeit<strong>von</strong> Materialaufgabefeuchte und Produktrestfeuchte, zwischen80 und 110°C (bei Mahlcalcinierung <strong>von</strong> Gips bis160°C) und damit in Bezug auf die thermische <strong>Beanspruchung</strong><strong>von</strong> Konstruktionsteilen auf relativ niedrigem Niveau.Am Mühleneintritt hingegen liegt die Temperatur fürdie Mahltrocknung <strong>von</strong> sehr feuchten Schüttgütern mit 400bis 600°C sehr hoch. Die thermische <strong>Beanspruchung</strong> <strong>von</strong>Bauteilen im Heißgasbereich muß deshalb durch konstruktiveMaßnahmen berücksichtigt und durch Temperaturlimitsbegrenzt werden.1. Mill rating and temperaturesThanks to their ability to handle large gas volumes, theMPS vertical roller mills are particularly well suited fordrying and grinding very moist bulk materials such as cementraw material, chalk, lignite, gypsum and clay [4].The grindability of the feed material and the heat flowrequired for drying it are crucial for sizing an MPS verticalroller mill. The modular design of these mills allowsthe housing cross-sections and the geometry of thegrinding elements to be optimally matched to one another.With easy-to-grind and very moist bulk materials,for example, relatively small grinding rollers will be assignedto a certain housing geometry, whereas largegrinding rollers will be assigned to it for difficult-to-grindand less moist bulk materials.The flow of heat through the mill which is available fordrying the bulk material is defined by the gas volume flowand the gas temperatures at the mill inlet and classifieroutlet.The temperature at the classifier outlet lies between 80to 110°C (up to 160°C for combined grinding and calciningof gypsum), depending on the moisture of the feed materialand the residual moisture in the product, and istherefore relatively low as far as the thermal stress actingon the structural components is concerned. The temperaturesat the mill inlet of 400 to 600°C for drying verymoist bulk materials are, however, very high. The thermalstress acting on the structural components in the hotgas area must therefore be taken into account in the design,and restricted by setting temperature limits.2. Mechanisms affecting structural componentsexposed to thermal stressingThe structural component most exposed to thermal stressin a vertical roller mill is the grinding bowl because ofits geometrical shape and the associated temperature gradients.The following observations are therefore confinedto this component. Other mill components exposed to thehot gas flow are subject to similar considerations.The external surface of the grinding bowl is exposed tothe hot gas flow more or less intensively, depending onthe design of the hot gas chamber. Heat is transferred tothe inside of the grinding bowl by thermal conductivity.Fig. 1 shows the hot gas duct and the grinding bowl crosssection of a <strong>Pfeiffer</strong> MPS vertical roller mill. Temperaturedifferences between the inside and outside of thegrinding bowl depend on the hot gas and grinding chambertemperatures, the grinding bowl wall thicknesses, thethermal protection measures (heat shield, insulation, etc),and on the heat transfer and heat transmission. Theseprocesses are illustrated schematically in Fig. 2 [2]. Thediagrams clearly show that in the end the temperaturedifferences between the outside and inside of the grind-ZKG INTERNATIONAL – Nr. 8/1998 (51. Jahrgang) 439
PROCESSKNOW HOWaußen- und -innenseite letztendlich nur über Mühleneintrittstemperaturund Wärmeschutzmaßnahmen beeinflußtwerden können. Alle anderen Parameter sind entweder konstruktivoder prozeßtechnisch vorbestimmt. So werden z.B.die Mahlraumtemperatur <strong>von</strong> der angestrebten Restfeuchteim Produkt und die Mahlschüsselwanddicken <strong>von</strong> dermechanischen Belastung (Mühlengröße) bestimmt.Bei der sich innerhalb der Mahlschüssel zwangsläufig einstellendenTemperaturverteilung treten infolge behinderterWärmedehnung Eigenspannungen, sogenannte Wärmespannungen,auf. Diese kann man bei komplexen Bauteilenwie der Mahlschüssel mit den Hilfsmitteln der konventionellenFestigkeitslehre mit vertretbarem Aufwand nichtmehr berechnen. In einfachen Fällen, unter definierten Bedingungen,können die Wärmespannungen infolge behinderterWärmedehnung berechnet werden [1].Grundlage für solche Berechnungen ist das physikalischeGesetz der Wärmeausdehnung. Die Längenänderung infolgedes Temperatureinflusses kann näherungsweise durch daslineare Wärmedehnungsgesetz beschrieben werden. Danachgilt:ε = α ⋅∆ ϑ(1)ϑDie Größe in dieser Gleichung bedeutet den linearenAusdehnungskoeffizienten. Für Eisen beträgt dieser etwa12 · 10 –6 grd –1 , bezogen auf einen Temperaturbereich zwischen0 und 100°C. Hat beispielsweise ein stabförmiger Körperdie Länge l, dann verlängert er sich somit um∆l= l⋅ ε = l⋅α ⋅∆ϑϑWird diese Ausdehnung behindert, dann entsteht im Stabdie Wärmespannungσ = E⋅ ε = E⋅α ⋅∆ϑϑϑϑϑ(2)(3)stationärer Wärmedurchgang durch einemehrschichtige Wandsteady-state passage of heat through a multi-layer flat wallstationärer Wärmedurchgang durch eineebene Wandsteady-state passage of heat througha flat wallBILD 2: Veranschaulichung des stationären Wärmedurchgangs durcheine ebene und mehrschichtig ebene WandFIGURE 2: Illustration of the passage of heat through a flat wall anda multi-layer flat walling bowl can only be influenced by mill inlet temperatureand thermal insulation. All the other parameters arepredetermined either by the design or by the process. Thetemperature in the grinding chamber, for example, is determinedby the target residual moisture in the product,and the grinding bowl wall thickness is determined bythe mechanical loading (mill size).The temperature distribution that inevitably occurs withinthe grinding bowl causes internal stresses, so-calledthermal stresses, due to constricted thermal expansion.These cannot be calculated with a justifiable level of expenditurefor complex components, such as the grindingbowl, using the conventional theory of the strength of thematerials. However, in simple cases and under definedconditions it is possible to calculate the thermal stresscaused by constricted thermal expansion [1].The basis for such calculations is the physical law of thermalexpansion. Linear deformation caused by temperaturecan be described approximately by the law of linearthermal expansion:ε = α ⋅∆ϑϑϑ(1)The quantity in this equation signifies the coefficientof linear expansion. For iron this is approximately12 · 10 –6 degree –1 for a temperature range between 0 and100°C.If, for example, a rod-shaped body has a length l, it expandsby:∆l= l⋅ ε = l⋅α ⋅∆ϑϑϑ(2)BILD 1: Schnitt durch die Mahlschüssel einer <strong>Pfeiffer</strong>-MPS-<strong>Walzen</strong>schüsselmühleFIGURE 1: Section though the grinding bowl of a <strong>Pfeiffer</strong> MPS verticalroller mill1 Düsenring ported air ring2 Luftleitkonus mit Panzerung air guide cone with liner plates3 Mahlteile grinding elements4 Heißgaskanal hot gas duct5 Mühlengehäuse mill housing6 Mahlschüssel grinding bowl7 Abstreifer scraper8 Getriebe gear unit9 Stützrohr zum MPS Lift-and- central column of MPSSwing-SystemLift-and-Swing SystemIf this expansion is constricted the thermal stress in therod is:σ = E⋅ ε = E⋅α ⋅∆ϑϑ3. Calculation and dimensioning of componentsexposed to high thermal stressingBecause of the complicated geometry of grinding bowlsand the inadequate results from conventional stress cal-ϑ(3)440 (51. Jahrgang) Nr. 8/1998 – ZKG INTERNATIONAL
PROCESSKNOW HOW3. Berechnung und Dimensionierung <strong>von</strong> thermischhoch beanspruchten BauteilenAufgrund der Komplexität der Mahlschüssel sowie unzureichenderErgebnisse aus konventionellen Spannungsberechnungenwurden in den vergangenen Jahren mit Hilfeder Finite-Elemente-Methode (FEM)*) Berechnungendurchgeführt und auf Basis dieser Ergebnisse die Mahlschüsselnkonstruktiv optimiert [3].Die Berechnungen wurden durch Messungen an Betriebsanlagenbegleitet und auf dieser Grundlage abgesichert.Tabelle 1 zeigt Oberflächentemperaturen <strong>von</strong> Mahlschüsselnin Abhängigkeit <strong>von</strong> der Mühleneintrittstemperatur.Die FEM-Optimierungsrechnungen haben ergeben, daß diebis dahin allgemein übliche T-förmige Konstruktion in Bezugauf Wärmespannungen optimiert werden kann. Da dieWärmespannungen aufgrund des unvermeidlichen Temperaturgefälles(außen/innen) gegenüber den Spannungen ausden zu übertragenden Mahlkräften dominieren, hat mansich schon frühzeitig für eine L-förmige Mahlschüsselkonstruktionbei Mühlen mit hohen Temperaturbeanspruchungenentschieden. Bild 3 zeigt die mit Hilfe <strong>von</strong> FEM-Rechnungen ermittelten Spannungsverteilungen an T- undL-förmigen Mahlschüsselkonstruktionen.Mahlschüsseln für <strong>Walzen</strong>schüsselmühlen werden ausschließlichaus duktilem Gußeisen hergestellt. Für die gegebenenAnforderungen an Duktilität und Festigkeit stellenein Gußeisen mit Kugelgraphit und ein Stahlguß die ersteWerkstoffwahl dar. Aufgrund seiner hervorragendenWerkstoffeigenschaften und einem günstigen Preis/Leistungs-Verhältniswird jedoch Gußeisen mit Kugelgraphitbevorzugt eingesetzt. Die erforderliche Hitzebeständigkeitwird durch entsprechende Legierungsbestandteile erreicht.TABELLE 1: Oberflächentemperaturen <strong>von</strong> Mahlschüsseln inAbhängigkeit <strong>von</strong> der EintrittstemperaturTABLE 1: Surface temperatures of grinding bowls as a function of inlettemperatureMahlschüssel- Eintritts- Oberflächen- Oberflächendurchmessertemperatur temperatur temperaturaußen/ innen/grinding bowl inlet surface surfacediameter temperature temperature temperatureoutside insidemm °C °C °C5 600 225 186 1185 300 420 330 1905 300 260 220 1483 750 238 195 113BILD 3: Verteilung der Vergleichsspannung an einer T- und L-förmigausgebildeten Mahlschüssel (FEM-Berechnung)FIGURE 3: Distribution of the equivalent stress in a T-shaped and anL-shaped grinding bowl (FEM calculation)BILD 4: MPS-Mahlschüssel mit HitzeschildFIGURE 4: MPS grinding bowl with heat shieldculations the finite element method (FEM)*) has been usedin recent years to carry out calculations which have beenused as a basis for optimizing the grinding bowl design [3].The calculations were accompanied and verified by measurementscarried out in operating plants. Table 1 showsthe surface temperatures of grinding bowls as a functionof mill inlet temperatures.The FEM calculations have shown that the T-shaped designgenerally employed can be optimized with respectto thermal stress. The thermal stresses caused by the unavoidabletemperature gradient (outside/inside) aregreater than the stresses from the transmitted grindingforces, so a decision was made at an early stage to use anL-shaped grinding bowl design for vertical roller millsexposed to high temperatures. Fig. 3 shows the stress distributionsin T-shaped and L-shaped grinding bowls determinedwith the aid of FEM calculations.Grinding bowls for vertical roller mills are manufacturedexclusively from ductile cast iron. Cast iron with nodulargraphite and cast steel are the possible materialswhich meet the requirements of ductility and strength.Preference is given to cast iron with nodular graphite becauseof its excellent material properties and favourablecost-performance ratio. The required heat resistance isattained by using appropriate alloying constituents. Formaterial surface temperatures up to 400°C the mechanicproperties of cast iron with nodular graphite meet therelevant requirements [5].Table 1 lists the gas inlet temperatures and associatedmaterial temperatures. In order to keep the material temperatureof the grinding bowl below admissible limits,even with very high gas inlet temperatures, the grindingbowl can either be insulated or provided with a heatshield. Fig. 4 shows an example of the design of an MPSgrinding bowl with heat shield. Structural thermal protectionis avoided in specified areas to allow the tempera-*) FEM: Finite Element Methode zur numerischen Lösung <strong>von</strong> Festigkeitsproblemensowohl im elastischen als auch plastischen Bereich.*) FEM: Finite Element Method for numerical solution of strength problems in boththe elastic and the plastic rangesZKG INTERNATIONAL – Nr. 8/1998 (51. Jahrgang) 441
PROCESSKNOW HOWBei Werkstoffoberflächentemperaturen bis 400°C genügendie mechanischen Eigenschaften <strong>von</strong> Gußeisen mit Kugelgraphitden jeweiligen Anforderungen [5].Tabelle 1 enthält eine Zusammenstellung der Gaseintrittsundzugehörigen Werkstofftemperaturen. Um auch bei sehrhohen Gaseintrittstemperaturen die Werkstofftemperatur<strong>von</strong> Mahlschüsseln unterhalb zulässiger Grenzwerte zu halten,kann die Mahlschüssel isoliert oder mit einem Wärmeschutzschildversehen werden. Bild 4 zeigt beispielhaftdie Ausführung einer MPS-Mahlschüssel mit Wärmeschutzschild.In ausgewählten Bereichen wird auf konstruktivenWärmeschutz verzichtet, um durch gezielte örtlicheWärmezufuhr das Temperaturgefälle zwischen Mahlschüsselinnen-und -außenseite zu beeinflussen. Im Vergleichzur T-förmigen Mahlschüsselausführung trägt dieL-förmige Ausführung zusätzlich zur Reduzierung des Temperaturgefällesbei. Entscheidend hierbei ist der weitesteAbstand zwischen Mahlschüsselaußen- und -innenseite.Aufgrund der Wartungsfreiheit wird der konstruktive Wärmeschutzgegenüber einer Isolation mit Wärmedämmaterialbevorzugt.4. Anfahren aus kaltem BetriebszustandIm stationären Betriebszustand stellt sich in Abhängigkeit<strong>von</strong> Heißgastemperatur und Wärmeschutzmaßnahmen zwischenMahlschüsselaußen- und -innenseite ein konstantesTemperaturgefälle ein (Bild 5). Die dabei im Werkstoff auftretendenWärmespannungen werden, wie bereits beschrieben,durch dieses Temperaturgefälle verursacht undmüssen bei der Dimensionierung einer Mahlschüsselberücksichtigt werden. Beim Anfahren <strong>von</strong> Mühlen aus demkalten Betriebszustand ist deshalb darauf zu achten, daß dasvorgesehene Temperaturgefälle zwischen Mahlschüsselaußen-und -innenseite nicht überschritten wird. Durch Vorwärmungder betriebsbereiten Mahlanlage mittels Ofenabgasenund durch stufenweise Steigerung des Durchsatzesbis auf Nenngröße, kann dieser Anforderung auch beivoll automatisiertem Prozeßablauf entsprochen werden.Für den Betrieb <strong>von</strong> Drehöfen ist diese Anfahrprozedurselbst beim in-line-Betrieb deshalb nicht hinderlich, weildie Zeitspanne zwischen dem Kaltstart und dem stationärenBetrieb eines Drehofens deutlich länger ist als bei Mahlanlagen.Ein Mühlenstart, selbst nach mehreren StundenStillstand, muß aufgrund der relativ geringen Abkühlungder Mahlschüssel nicht als Kaltstart angesehen werden. Indiesem Fall kann die Mühle sehr schnell angefahren und aufihren Nenndurchsatz gebracht werden. Das zulässige Temperaturgefällekann dabei nicht überschritten werden.5. Temperatureinflüssen ausgesetzte MaschinenteileAußer der Mahlschüssel sind noch weitere Maschinenteile,wie z.B. das Mühlengetriebe, das Segmentdrucklager imture difference between the inside and outside of thegrinding bowl to be reduced by a carefully directed localheat supply. When compared with the T-shaped grindingbowl the L-shaped design also contributes to reducing thetemperature difference. The decisive factor is the greatestdistance between the outside and inside of the grindingbowl. For ease of maintenance structural thermal protectionis preferred to lining with heat insulating material.4. Cold start-upDuring steady-state operation there is a constant temperaturegradient between the inside and outside of thegrinding bowl which depends on the hot gas temperatureand the thermal insulation measures (Fig. 5). As alreadymentioned, this temperature difference causes thermalstresses in the material which have to be taken into accountwhen dimensioning a grinding bowl. When a millis started from cold care must therefore be taken that theexpected temperature difference between the outside andinside of the grinding bowl is not exceeded. This requirementcan be met, even with a fully automated process sequence,by preheating the grinding plant with kiln exhaustgas prior to operation, and by increasing thethroughput in steps until the nominal value is reached.Rotary kiln operation is not impaired by this start-up procedure,even in the case of in-line operation, because thetime span between the cold start and steady-state operationof a rotary kiln is significantly longer than withgrinding plants. A mill start, even after a stoppage of severalhours, does not have to be regarded as a cold startbecause of the relatively slight cooling of the grindingbowl. In this case the mill can be started up and broughtto nominal capacity very quickly as the permissible temperaturedifference cannot be exceeded.5. Machine components exposed to the effects oftemperatureApart from the grinding bowl, other mechanical components,such as the mill gear unit, the segmented thrustbearing in the mill gear unit, and the grinding rollers, arealso exposed to the effects of temperature. These temperatureeffects lie at a significantly lower level than with thegrinding bowl and are dealt with as follows:The mill gear unit is protected against inadmissible heatingcaused by thermal radiation from the hot gas duct byinsulating the bottom of the hot gas duct. The segmentedthrust bearing is protected against the effects of heatby adequate and controlled oil circulation with an oilcooling system.As with the grinding bowl, the grinding rollers also sufferfrom thermal stresses, especially while the mill is heatingup. However, through the segmented design of thewearing parts and by changing the positions of the rollerswith the auxiliary drive the thermal stresses are relativelylow, and can be disregarded during the heating andstart-up of an MPS mill. Because of their intensive contactwith the material during the grinding process thegrinding rollers take on the product temperature.BILD 5: Heißgastemperaturen an der Mahlschüssel einer MPS-<strong>Walzen</strong>schüsselmühleFIGURE 5: Hot gas temperatures at the grinding bowl of an MPS verticalroller mill6. Industrial plants<strong>Pfeiffer</strong> has supplied many MPS vertical roller mills forgrinding very moist mineral bulk materials, and thereforehas extensive operating experience and proven designs.The mill inlet temperatures of these drying andgrinding plants differ and depend on the moisture contentof the feed material, the grindability of the particularbulk material, and the process gases available for thedrying and grinding. Table 2 lists the design temperaturesfor some of the MPS mills supplied.442 (51. Jahrgang) Nr. 8/1998 – ZKG INTERNATIONAL
PROCESSKNOW HOWMühlengetriebe und die Mahlwalzen Temperatureinflüssenausgesetzt. Diesen im Vergleich zur Mahlschüssel auf deutlichniedrigerem Niveau liegenden Temperatureinflüssenwird wie folgt begegnet:Das Mühlengetriebe wird gegen unzulässige Erwärmung infolge<strong>von</strong> Wärmeabstrahlung des Heißgaskanals durch Isolationdes Heißgaskanalbodens, das Segmentdrucklagerdurch einen ausreichenden und kontrollierten Ölumlauf mitÖlkühlung gegen Wärmeeinflüsse geschützt.Insbesondere während der Aufheizphase einer Mühle stellensich, ähnlich wie bei der Mahlschüssel, auch für dieMahlwalzen wärmebedingte <strong>Beanspruchung</strong>en ein. Durchdie segmentierte Ausführung der Verschleißteile sowiedurch mehrfaches Umpositionieren der <strong>Walzen</strong>stellung mittelsHilfsantrieb, liegen die Wärmespannungen jedoch verhältnismäßigniedrig, so daß sie beim Aufheizen und Anfahren<strong>von</strong> MPS-Mühlen unberücksichtigt bleiben können.Beim Mahlvorgang nehmen die Mahlwalzen aufgrund ihresintensiven Kontakts mit dem Mahlgut die Produkttemperaturan.TABELLE 2: Auslegungstemperaturen <strong>von</strong> ausgeführten MPS-<strong>Walzen</strong>schüsselmühlenTABLE 2: Design temperatures of existing MPS vertical roller millsMahlschlüssel- Mühlen- Mühlen- Material Materialdurchmessereintritts- austritts- feuchtetemperatur temperaturgrinding bowl mill inlet mill outlet material materialdiameter temperature temperature moisturemm °C °C %5 600 420 100 Zementrohmat. 12cement raw material5 000 425 100 Zementrohmat. 19cement raw material2 250 450 96 Kohle 25coal1120 440 90 Ton 11clay1 000 500 130 Gips Calcinie–gypsum rungcalcining6. Betriebsanlagen<strong>Pfeiffer</strong> hat viele MPS-<strong>Walzen</strong>schüsselmühlen für dieMahlung <strong>von</strong> sehr feuchten mineralischen Schüttgütern geliefertund verfügt somit über umfangreiche Betriebserfahrungenund bewährte Konstruktionen. Die Mühleneintrittstemperaturendieser Mahltrocknungsanlagen sindunterschiedlich und hängen <strong>von</strong> der Feuchte des Aufgabematerials,der Mahlbarkeit des jeweiligen Schüttgutes undden für die Mahltrocknung zur Verfügung stehenden Prozeßabgasenab. In Tabelle 2 sind die Auslegungstemperatureneiniger gelieferter MPS-Mühlen aufgeführt.Die mittlere Verweilzeit des jeweiligen Mahlguts im Mahlraumzur Erreichung des gewünschten Zerkleinerungsgradesliegt im Bereich <strong>von</strong> Minuten. Zur Erreichung des erforderlichenTrocknungsgrades ist eine deutlich geringereVerweilzeit erforderlich. MPS-<strong>Walzen</strong>schüsselmühlen könnendeshalb auch mit sehr niedrig temperierten ProzeßgasenMahlgüter mit hohen Feuchten mahlen. Mit sehr hohenMühleneintrittstemperaturen wird dann gearbeitet, wennkeine oder nicht genügend Prozeßgase für die Mahltrocknungzur Verfügung stehen bzw. der Gasvolumenstromdurch die Mahltrocknungsanlage begrenzt werden soll.Bild 6 zeigt eine <strong>Pfeiffer</strong>-MPS-Mühle mit einem Mahlbahndurchmesser<strong>von</strong> 5,6 m. Diese Mühle zur Herstellung<strong>von</strong> Zementrohmehl befindet sich seit Ende 1996 in einemZementwerk der Türkei im Einsatz. Die Fertigproduktratedieser Mühle beträgt bis zu 450 t/h, die Materialaufgabefeuchtebis zu 18%. Im Mahlraum dieser Mühle kann durchdas Rohmaterial eingetragene Wasser bis zu 100 t/h verdampftwerden.Literaturverzeichnis/Literature[1] Holzmann, G., Meyer, H., Schumpich, H.: TechnischeMechanik; Teil 3, Festigkeitslehre. B.G. Teubner,Stuttgart.[2] Puschmann, G., Drath, R.: Die Grundzüge derTechnischen Wärmelehre. Technik-Tabellen-VerlagFikentscher, Darmstadt.[3] Beitz W., K.-H. Küttner: Taschenbuch für den Maschinenbau.Springer-Verlag.[4] Jung, O.: Energy Saving by using modern Vertical RollerMills in the Cement Industrie. Fifth NCB InternationalSeminar on Cement and Material and BuildingMaterials, New Delhi 26–29 November 96.[5] Gußeisen mit Kugelgraphit. Zentrale für Gußverwendung,Düsseldorf, Nachdruck aus „konstruieren +gießen“ 13 (1988) No. 1.BILD 6: <strong>Pfeiffer</strong>-MPS-<strong>Walzen</strong>schüsselmühle mit einem Mahlschüsseldurchmesser<strong>von</strong> 5,6 m zur Herstellung <strong>von</strong> Zementrohmehl mit einerAufgabefeuchte <strong>von</strong> 18%. Die Mahlanlage ging Ende 1996 in einem Zementwerkder Türkei in BetriebFIGURE 6: <strong>Pfeiffer</strong> MPS vertical roller mill with a grinding bowl diameterof 5.6 m for producing cement raw meal for a feed moisture of18%. The grinding plant went into operation at the end of 1996 in acement works in TurkeyThe average residence time of the material in the grindingchamber needed to achieve the required fineness isof the order of minutes. A significantly shorter residencetime is needed to achieve the required degree of drying.For this reason MPS vertical roller mills are capable ofgrinding high-moisture materials even with very lowtemperature process gases. Very high mill inlet temperaturesare used when either no process gases are availablefor the drying and grinding or when they are only availablein insufficient quantity, or else where the intentionis to limit the volumetric flow of gas through the dryingand grinding plant.Fig. 6 shows a <strong>Pfeiffer</strong> MPS vertical roller mill with agrinding track diameter of 5.6 m. This mill has been inuse for producing cement raw meal in a cement works inTurkey since the end of 1996. This mill has a finishedproduct rate of up to 450 t/h, with material feed moisturelevels of up to 18%. Up to 100 t/h of water broughtin with the raw material can be evaporated in the grindingchamber of this mill.ZKG INTERNATIONAL – Nr. 8/1998 (51. Jahrgang) 443