Untitled
Untitled
Untitled
- Keine Tags gefunden...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
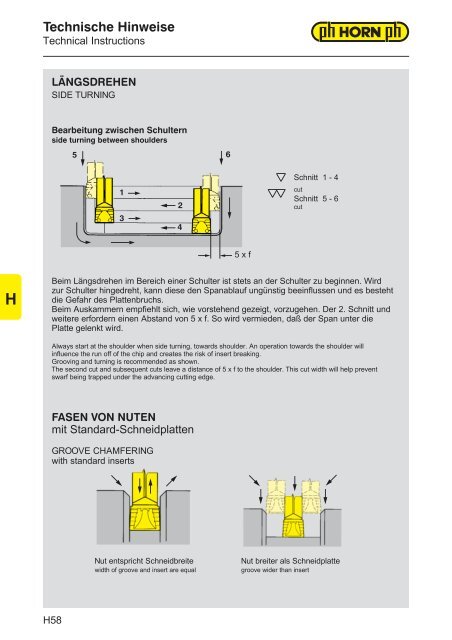
Technische2Hinweise2Technical InstructionsLÄNGSDREHENSIDE TURNINGBearbeitung2zwischen2Schulternside2turning2between2shoulders561324Schnitt 1 − 4cutSchnitt 5 − 6cut5 x fBeim Längsdrehen im Bereich einer Schulter ist stets an der Schulter zu beginnen. Wirdzur Schulter hingedreht, kann diese den Spanablauf ungünstig beeinflussen und es bestehtdie Gefahr des Plattenbruchs.Beim Auskammern empfiehlt sich, wie vorstehend gezeigt, vorzugehen. Der 2. Schnitt undweitere erfordern einen Abstand von 5 x f. So wird vermieden, daß der Span unter diePlatte gelenkt wird.Always start at the shoulder when side turning, towards shoulder. An operation towards the shoulder willinfluence the run off of the chip and creates the risk of insert breaking.Grooving and turning is recommended as shown.The second cut and subsequent cuts leave a distance of 5 x f to the shoulder. This cut width will help preventswarf being trapped under the advancing cutting edge.FASEN2VON2NUTEN2mit Standard−SchneidplattenGROOVE CHAMFERINGwith standard insertsNut entspricht Schneidbreitewidth of groove and insert are equalNut breiter als Schneidplattegroove wider than insertH58