DTA 760 S - tormatic
DTA 760 S - tormatic
DTA 760 S - tormatic

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
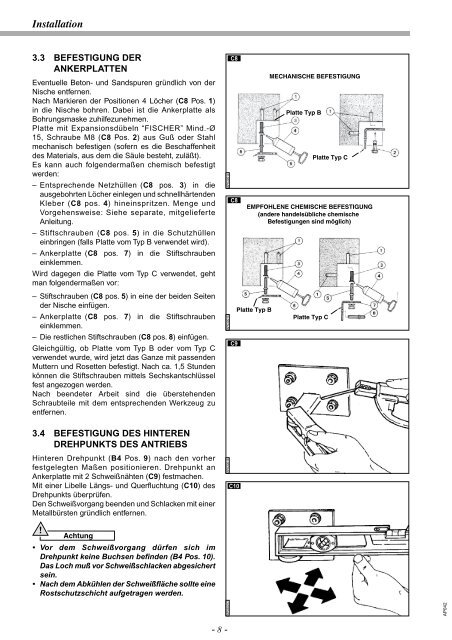
Installation3.3 BEFESTIGUNG DERANKERPLATTENEventuelle Beton- und Sandspuren gründlich von derNische entfernen.Nach Markieren der Positionen 4 Löcher (C8 Pos. 1)in die Nische bohren. Dabei ist die Ankerplatte alsBohrungsmaske zuhilfezunehmen.Platte mit Expansionsdübeln “FISCHER” Mind.-Ø15, Schraube M8 (C8 Pos. 2) aus Guß oder Stahlmechanisch befestigen (sofern es die Beschaffenheitdes Materials, aus dem die Säule besteht, zuläßt).Es kann auch folgendermaßen chemisch befestigtwerden:– Entsprechende Netzhüllen (C8 pos. 3) in dieausgebohrten Löcher einlegen und schnellhärtendenKleber (C8 pos. 4) hineinspritzen. Menge undVorgehensweise: Siehe separate, mitgelieferteAnleitung.– Stiftschrauben (C8 pos. 5) in die Schutzhülleneinbringen (falls Platte vom Typ B verwendet wird).– Ankerplatte (C8 pos. 7) in die Stiftschraubeneinklemmen.Wird dagegen die Platte vom Typ C verwendet, gehtman folgendermaßen vor:AP030014C8C8MECHANISCHE BEFESTIGUNGPlatte Typ BPlatte Typ CEMPFOHLENE CHEMISCHE BEFESTIGUNG(andere handelsübliche chemischeBefestigungen sind möglich)– Stiftschrauben (C8 pos. 5) in eine der beiden Seitender Nische einfügen.– Ankerplatte (C8 pos. 7) in die Stiftschraubeneinklemmen.– Die restlichen Stiftschrauben (C8 pos. 8) einfügen.Gleichgültig, ob Platte vom Typ B oder vom Typ Cverwendet wurde, wird jetzt das Ganze mit passendenMuttern und Rosetten befestigt. Nach ca. 1,5 Stundenkönnen die Stiftschrauben mittels Sechskantschlüsselfest angezogen werden.Nach beendeter Arbeit sind die überstehendenSchraubteile mit dem entsprechenden Werkzeug zuentfernen.AP030015C9Platte Typ BPlatte Typ C3.4 BEFESTIGUNG DES HINTERENDREHPUNKTS DES ANTRIEBSHinteren Drehpunkt (B4 Pos. 9) nach den vorherfestgelegten Maßen positionieren. Drehpunkt anAnkerplatte mit 2 Schweißnähten (C9) festmachen.Mit einer Libelle Längs- und Querfl uchtung (C10) desDrehpunkts überprüfen.Den Schweißvorgang beenden und Schlacken mit einerMetallbürsten gründlich entfernen.!Achtung• Vor dem Schweißvorgang dürfen sich imDrehpunkt keine Buchsen befinden (B4 Pos. 10).Das Loch muß vor Schweißschlacken abgesichertsein.• Nach dem Abkühlen der Schweißfläche sollte eineRostschutzschicht aufgetragen werden.AP030016C10AP030017AP042- 8 -