

Hier zur (PDF)
Hier zur (PDF)
Hier zur (PDF)

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
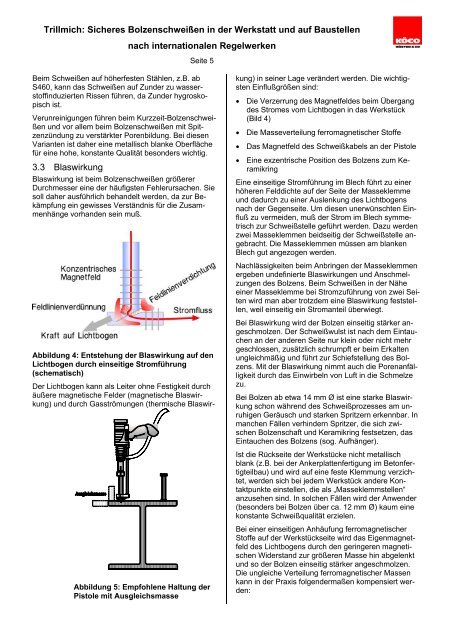
Trillmich: Sicheres Bolzenschweißen in der Werkstatt und auf Baustellennach internationalen RegelwerkenSeite 5Beim Schweißen auf höherfesten Stählen, z.B. abS460, kann das Schweißen auf Zunder zu wasserstoffinduziertenRissen führen, da Zunder hygroskopischist.Verunreinigungen führen beim Kurzzeit-Bolzenschweißenund vor allem beim Bolzenschweißen mit Spitzenzündungzu verstärkter Porenbildung. Bei diesenVarianten ist daher eine metallisch blanke Oberflächefür eine hohe, konstante Qualität besonders wichtig.3.3 BlaswirkungBlaswirkung ist beim Bolzenschweißen größererDurchmesser eine der häufigsten Fehlerursachen. Siesoll daher ausführlich behandelt werden, da <strong>zur</strong> Bekämpfungein gewisses Verständnis für die Zusammenhängevorhanden sein muß.Abbildung 4: Entstehung der Blaswirkung auf denLichtbogen durch einseitige Stromführung(schematisch)Der Lichtbogen kann als Leiter ohne Festigkeit durchäußere magnetische Felder (magnetische Blaswirkung)und durch Gasströmungen (thermische Blaswirkung)in seiner Lage verändert werden. Die wichtigstenEinflußgrößen sind:• Die Verzerrung des Magnetfeldes beim Übergangdes Stromes vom Lichtbogen in das Werkstück(Bild 4)• Die Masseverteilung ferromagnetischer Stoffe• Das Magnetfeld des Schweißkabels an der Pistole• Eine exzentrische Position des Bolzens zum KeramikringEine einseitige Stromführung im Blech führt zu einerhöheren Felddichte auf der Seite der Masseklemmeund dadurch zu einer Auslenkung des Lichtbogensnach der Gegenseite. Um diesen unerwünschten Einflußzu vermeiden, muß der Strom im Blech symmetrisch<strong>zur</strong> Schweißstelle geführt werden. Dazu werdenzwei Masseklemmen beidseitig der Schweißstelle angebracht.Die Masseklemmen müssen am blankenBlech gut angezogen werden.Nachlässigkeiten beim Anbringen der Masseklemmenergeben undefinierte Blaswirkungen und Anschmelzungendes Bolzens. Beim Schweißen in der Näheeiner Masseklemme bei Stromzuführung von zwei Seitenwird man aber trotzdem eine Blaswirkung feststellen,weil einseitig ein Stromanteil überwiegt.Bei Blaswirkung wird der Bolzen einseitig stärker angeschmolzen.Der Schweißwulst ist nach dem Eintauchenan der anderen Seite nur klein oder nicht mehrgeschlossen, zusätzlich schrumpft er beim Erkaltenungleichmäßig und führt <strong>zur</strong> Schiefstellung des Bolzens.Mit der Blaswirkung nimmt auch die Porenanfälligkeitdurch das Einwirbeln von Luft in die Schmelzezu.Bei Bolzen ab etwa 14 mm Ø ist eine starke Blaswirkungschon während des Schweißprozesses am unruhigenGeräusch und starken Spritzern erkennbar. Inmanchen Fällen verhindern Spritzer, die sich zwischenBolzenschaft und Keramikring festsetzen, dasEintauchen des Bolzens (sog. Aufhänger).Ist die Rückseite der Werkstücke nicht metallischblank (z.B. bei der Ankerplattenfertigung im Betonfertigteilbau)und wird auf eine feste Klemmung verzichtet,werden sich bei jedem Werkstück andere Kontaktpunkteeinstellen, die als „Masseklemmstellen“anzusehen sind. In solchen Fällen wird der Anwender(besonders bei Bolzen über ca. 12 mm Ø) kaum einekonstante Schweißqualität erzielen.Abbildung 5: Empfohlene Haltung derPistole mit AusgleichsmasseBei einer einseitigen Anhäufung ferromagnetischerStoffe auf der Werkstückseite wird das Eigenmagnetfelddes Lichtbogens durch den geringeren magnetischenWiderstand <strong>zur</strong> größeren Masse hin abgelenktund so der Bolzen einseitig stärker angeschmolzen.Die ungleiche Verteilung ferromagnetischer Massenkann in der Praxis folgendermaßen kompensiert werden: