

Hier zur (PDF)
Hier zur (PDF)
Hier zur (PDF)

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
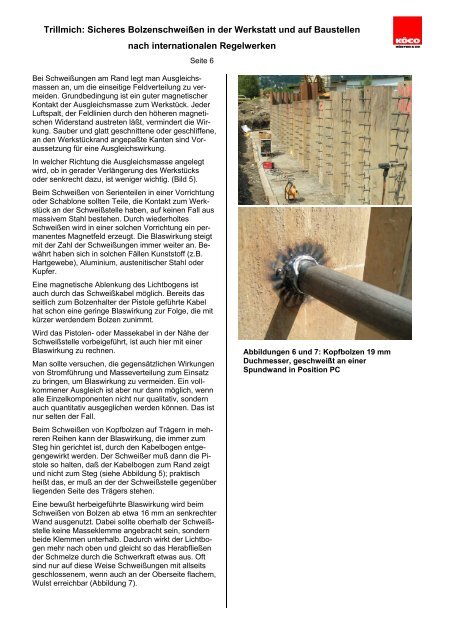
Trillmich: Sicheres Bolzenschweißen in der Werkstatt und auf Baustellennach internationalen RegelwerkenSeite 6Bei Schweißungen am Rand legt man Ausgleichsmassenan, um die einseitige Feldverteilung zu vermeiden.Grundbedingung ist ein guter magnetischerKontakt der Ausgleichsmasse zum Werkstück. JederLuftspalt, der Feldlinien durch den höheren magnetischenWiderstand austreten läßt, vermindert die Wirkung.Sauber und glatt geschnittene oder geschliffene,an den Werkstückrand angepaßte Kanten sind Voraussetzungfür eine Ausgleichswirkung.In welcher Richtung die Ausgleichsmasse angelegtwird, ob in gerader Verlängerung des Werkstücksoder senkrecht dazu, ist weniger wichtig. (Bild 5).Beim Schweißen von Serienteilen in einer Vorrichtungoder Schablone sollten Teile, die Kontakt zum Werkstückan der Schweißstelle haben, auf keinen Fall ausmassivem Stahl bestehen. Durch wiederholtesSchweißen wird in einer solchen Vorrichtung ein permanentesMagnetfeld erzeugt. Die Blaswirkung steigtmit der Zahl der Schweißungen immer weiter an. Bewährthaben sich in solchen Fällen Kunststoff (z.B.Hartgewebe), Aluminium, austenitischer Stahl oderKupfer.Eine magnetische Ablenkung des Lichtbogens istauch durch das Schweißkabel möglich. Bereits dasseitlich zum Bolzenhalter der Pistole geführte Kabelhat schon eine geringe Blaswirkung <strong>zur</strong> Folge, die mitkürzer werdendem Bolzen zunimmt.Wird das Pistolen- oder Massekabel in der Nähe derSchweißstelle vorbeigeführt, ist auch hier mit einerBlaswirkung zu rechnen.Man sollte versuchen, die gegensätzlichen Wirkungenvon Stromführung und Masseverteilung zum Einsatzzu bringen, um Blaswirkung zu vermeiden. Ein vollkommenerAusgleich ist aber nur dann möglich, wennalle Einzelkomponenten nicht nur qualitativ, sondernauch quantitativ ausgeglichen werden können. Das istnur selten der Fall.Beim Schweißen von Kopfbolzen auf Trägern in mehrerenReihen kann der Blaswirkung, die immer zumSteg hin gerichtet ist, durch den Kabelbogen entgegengewirktwerden. Der Schweißer muß dann die Pistoleso halten, daß der Kabelbogen zum Rand zeigtund nicht zum Steg (siehe Abbildung 5); praktischheißt das, er muß an der der Schweißstelle gegenüberliegenden Seite des Trägers stehen.Eine bewußt herbeigeführte Blaswirkung wird beimSchweißen von Bolzen ab etwa 16 mm an senkrechterWand ausgenutzt. Dabei sollte oberhalb der Schweißstellekeine Masseklemme angebracht sein, sondernbeide Klemmen unterhalb. Dadurch wirkt der Lichtbogenmehr nach oben und gleicht so das Herabfließender Schmelze durch die Schwerkraft etwas aus. Oftsind nur auf diese Weise Schweißungen mit allseitsgeschlossenem, wenn auch an der Oberseite flachem,Wulst erreichbar (Abbildung 7).Abbildungen 6 und 7: Kopfbolzen 19 mmDuchmesser, geschweißt an einerSpundwand in Position PC