Gelenklager und Gelenkköpfe - REIFF Technische Produkte
Gelenklager und Gelenkköpfe - REIFF Technische Produkte
Gelenklager und Gelenkköpfe - REIFF Technische Produkte

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Gestaltung der Lagerungen<br />
Bestimmung einer<br />
Lageranordnung für den<br />
einfachen Ein- <strong>und</strong> Ausbau<br />
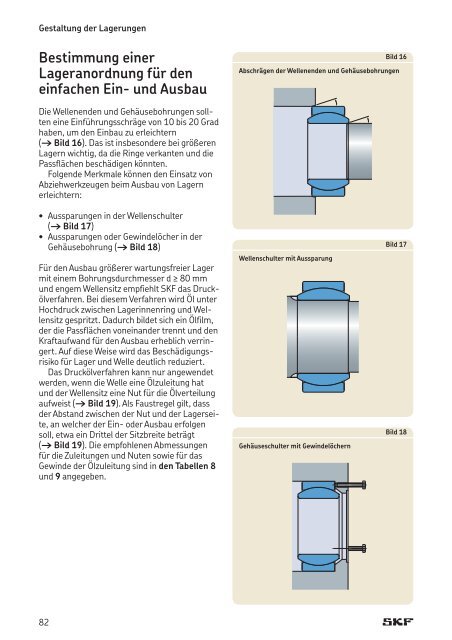
Die Wellenenden <strong>und</strong> Gehäusebohrungen sollten<br />
eine Einführungsschräge von 10 bis 20 Grad<br />
haben, um den Einbau zu erleichtern<br />
(† Bild 16). Das ist insbesondere bei größeren<br />
Lagern wichtig, da die Ringe verkanten <strong>und</strong> die<br />
Passflächen beschädigen könnten.<br />
Folgende Merkmale können den Einsatz von<br />
Abziehwerkzeugen beim Ausbau von Lagern<br />
erleichtern:<br />
• Aussparungen in der Wellenschulter<br />
(† Bild 17)<br />
• Aussparungen oder Gewindelöcher in der<br />
Gehäusebohrung († Bild 18)<br />
Für den Ausbau größerer wartungsfreier Lager<br />
mit einem Bohrungsdurchmesser d ≥ 80 mm<br />
<strong>und</strong> engem Wellensitz empfiehlt SKF das Druckölverfahren.<br />
Bei diesem Verfahren wird Öl unter<br />
Hochdruck zwischen Lagerinnenring <strong>und</strong> Wellensitz<br />
gespritzt. Dadurch bildet sich ein Ölfilm,<br />
der die Passflächen voneinander trennt <strong>und</strong> den<br />
Kraftaufwand für den Ausbau erheblich verringert.<br />
Auf diese Weise wird das Beschädigungsrisiko<br />
für Lager <strong>und</strong> Welle deutlich reduziert.<br />
Das Druckölverfahren kann nur angewendet<br />
werden, wenn die Welle eine Ölzuleitung hat<br />
<strong>und</strong> der Wellensitz eine Nut für die Ölverteilung<br />
aufweist († Bild 19). Als Faustregel gilt, dass<br />
der Abstand zwischen der Nut <strong>und</strong> der Lagerseite,<br />
an welcher der Ein- oder Ausbau erfolgen<br />
soll, etwa ein Drittel der Sitzbreite beträgt<br />
(† Bild 19). Die empfohlenen Abmessungen<br />
für die Zuleitungen <strong>und</strong> Nuten sowie für das<br />
Gewinde der Ölzuleitung sind in den Tabellen 8<br />
<strong>und</strong> 9 angegeben.<br />
82<br />
Bild 16<br />
Abschrägen der Wellenenden <strong>und</strong> Gehäusebohrungen<br />
Wellenschulter mit Aussparung<br />
Gehäuseschulter mit Gewindelöchern<br />
Bild 17<br />
Bild 18