

Schnittkraftmessung beim Wasserstrahlschneiden - Hochschule ...
Schnittkraftmessung beim Wasserstrahlschneiden - Hochschule ...
Schnittkraftmessung beim Wasserstrahlschneiden - Hochschule ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Schnittkraftmessung</strong> <strong>beim</strong> <strong>Wasserstrahlschneiden</strong><br />
Prof. Dr. Simon, Sylvio; Goll, Christopher; Wiedenhöft, Sven; Kanter, Denny; Ehlert, Grit<br />
Kurzfassung (Abstract)<br />
Die Schneidtechnik hat in der Vergangenheit eine stetige Weiterentwicklung erfahren.<br />
Angefangen vom autogenen Brennschneiden, dem Plasmaschneiden, über die Laserschneidtechnik<br />
bis hin zum <strong>Wasserstrahlschneiden</strong> [1].<br />
Das Hochdruckwasserstrahlschneiden wird als Werkzeug in vielen Bereichen der Industrie<br />
eingesetzt. Die Anwendung von Flüssigkeitsstrahlen insbesondere dem Wasserstrahlen<br />
zur Bearbeitung von spröden Materialen, Kunststoffen und Gesteinen usw.<br />
lässt sich bis in die Anfänge des 20. Jahrhunderts zurückverfolgen. Gegenüber den<br />
klassischen Schneidverfahren liegen die Vorteile der Wasserstrahlschneidtechnik in der<br />
niedrigen thermischen und mechanischen Belastung des zu trennenden Werkstoffes,<br />
weiterhin sind die geringen Strahlabmessungen als Vorteil zu betrachten. Besonders für<br />
das Bearbeiten von Verbundwerkstoffen mit voneinander abweichenden Materialeigenschaften<br />
ist das <strong>Wasserstrahlschneiden</strong> (mit und ohne Abrasivmittel) sehr gut geeignet.<br />
Wie auch bei den klassischen Schneidverfahren treten <strong>beim</strong> <strong>Wasserstrahlschneiden</strong><br />
Schnittkräfte auf. Besonders bei der Fertigung von kleinen Bauteilen verursachen diese<br />
Schnittkräfte eine Verschiebung des Bauteils, wodurch keine optimale Fertigung gewährleistet<br />
ist. Ziel des Projektes ist die Bestimmung der Schnitt- und Reaktionskräfte<br />
welche <strong>beim</strong> <strong>Wasserstrahlschneiden</strong> auftreten [1].<br />
1 Grundlagen <strong>Wasserstrahlschneiden</strong><br />
1.1 Wirkmechanismen<br />
Durch eine Flüssigkeitsströmung wird<br />
<strong>beim</strong> <strong>Wasserstrahlschneiden</strong> der zu bearbeitende<br />
Werkstoff getrennt. Für den<br />
Abtrag des Materials sind hauptsächlich<br />
Druckkräfte verantwortlich, welche senkrecht<br />
zur Werkstückoberfläche wirken.<br />
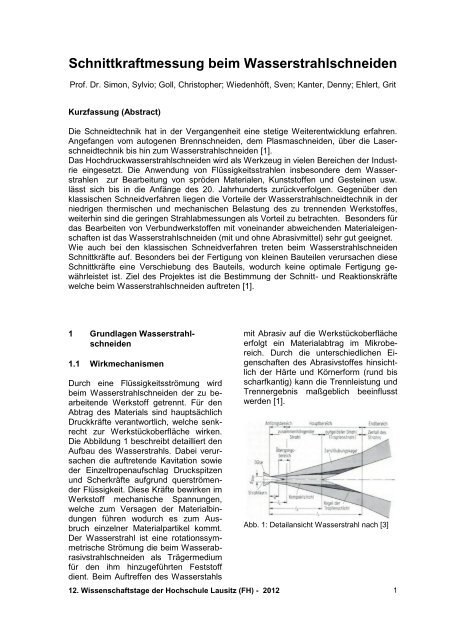
Die Abbildung 1 beschreibt detailliert den<br />
Aufbau des Wasserstrahls. Dabei verursachen<br />
die auftretende Kavitation sowie<br />
der Einzeltropenaufschlag Druckspitzen<br />
und Scherkräfte aufgrund querströmender<br />
Flüssigkeit. Diese Kräfte bewirken im<br />
Werkstoff mechanische Spannungen,<br />
welche zum Versagen der Materialbindungen<br />
führen wodurch es zum Ausbruch<br />
einzelner Materialpartikel kommt.<br />
Der Wasserstrahl ist eine rotationssymmetrische<br />
Strömung die <strong>beim</strong> Wasserabrasivstrahlschneiden<br />
als Trägermedium<br />
für den ihm hinzugeführten Feststoff<br />
dient. Beim Auftreffen des Wasserstahls<br />
12. Wissenschaftstage der <strong>Hochschule</strong> Lausitz (FH) - 2012<br />
mit Abrasiv auf die Werkstückoberfläche<br />
erfolgt ein Materialabtrag im Mikrobereich.<br />
Durch die unterschiedlichen Eigenschaften<br />
des Abrasivstoffes hinsichtlich<br />
der Härte und Körnerform (rund bis<br />
scharfkantig) kann die Trennleistung und<br />
Trennergebnis maßgeblich beeinflusst<br />
werden [1].<br />
Abb. 1: Detailansicht Wasserstrahl nach [3]<br />
1
1.2 Technologie<br />
Die Leistung <strong>beim</strong> <strong>Wasserstrahlschneiden</strong><br />
hängt von folgenden Größen ab [1]:<br />
2<br />
� Vorschubgeschwindigkeit,<br />
� Düsendurchmesser,<br />
� Pumpendruck,<br />
� Düsenabstand.<br />
Aus diesen Größen resultiert die Wirkenergie<br />
an der Auftreffstelle des Wasserstrahls<br />
und bestimmt somit qualitativ<br />
und quantitativ das Arbeitsergebnis.<br />
Beim Wasserabrasivstrahlschneiden<br />
kommen folgende Einflussgrößen hinzu<br />
[1]:<br />
� Körnung,<br />
� Abrasivmassenstrom,<br />
� Feststoffart,<br />
� Fokusdurchmesser/–länge.<br />
Beim <strong>Wasserstrahlschneiden</strong> mit Abrasiv<br />
verbreitert sich die Schnittfuge gegenüber<br />
dem Schneiden mit reinem Wasserstrahl.<br />
Jedoch lässt sich das Trennvermögen<br />
derart steigern, dass ein<br />
Trennen von hochfesten Werkstoffen<br />
möglich ist (Abb. 2).<br />
Abb. 2: Stellgrößen <strong>Wasserstrahlschneiden</strong><br />
nach [1]<br />
Die <strong>beim</strong> <strong>Wasserstrahlschneiden</strong> auftretenden<br />
Schnittqualitäten hängen im Wesentlichen<br />
von den eingestellten Parametern<br />
ab (siehe oben) [1]. Daher sind die<br />
Schnittqualitäten unter Berücksichtigung<br />
der vorgegebenen Toleranzen möglichst<br />
wirtschaftlich zu wählen (Abb. 3).<br />
Abb. 3: Schnittqualität <strong>Wasserstrahlschneiden</strong><br />
nach [2]<br />
2 <strong>Schnittkraftmessung</strong><br />
2.1 Problematik/Aufgabenstellung<br />
Bei leichten Werkstoffen wie z.B. Kunststoffe,<br />
Holz oder Bleche mit geringer<br />
Materialdicke usw. reicht die Reibkraft<br />
die zwischen Werkstück und Auflagefläche<br />
(Schwerter) wirkt nicht aus um der<br />
Schnittkraft genügend Widerstand entgegenzusetzen.<br />
Da die Schnittkraft größer<br />
als die Reibkraft ist, kommt es <strong>beim</strong><br />
Schneidvorgang zur Verschiebung des<br />
zu bearbeitenden Werkstücks.<br />
Zur Visualisierung der Schnittkraftproblematik<br />
sollte die in der nachfolgenden<br />
Abbildung 4 dargestellte Kontur hergestellt<br />
werden.<br />
Abb. 4: zu schneidende Kontur<br />
Während des Schneidvorganges führt<br />
die auftretende Schnittkraft zur Verschiebung<br />
des Werkstückes (Abbildung<br />
5, siehe rote Markierung).<br />
DVS
Abb. 5: Verschiebung des Werkstücks durch<br />
Schnittkräfte<br />
Aufgrund der Schnittkräfte und der<br />
dadurch erzeugten Verschiebung lässt<br />
sich die zu schneidende Kontur nicht<br />
nach den Abmessungen der Abbildung 4<br />
fertigen. Die rote Markierung in Abbildung<br />
6 zeigt das Ergebnis dieses Versuches<br />
ohne Fixierung des Probestücks,<br />
aus dem die Kontur ausgeschnitten werden<br />
sollte.<br />
Abb. 6: Kontur nach Schneidvorgang<br />
Neben den Schnittkräften treten Reaktionskräfte<br />
auf. Beim Auftreffen des Wasserstrahls<br />
auf die Wasseroberfläche bzw.<br />
auf den Schwertern wird dieser reflektiert<br />
und wirkt von unten auf das Werkstück.<br />
Ziel ist es die Schnitt- und Reaktionskräfte<br />
<strong>beim</strong> Schneidvorgang messtechnisch<br />
zu erfassen und auszuwerten.<br />
12. Wissenschaftstage der <strong>Hochschule</strong> Lausitz (FH) - 2012<br />
2.2 Messeinrichtung zur Aufnahme<br />
der Schnittkräfte<br />
Die Messung der Schnitt- und Reaktionskräfte<br />
erfolgt mittels einer Plattformwägezelle.<br />
Die Plattformwägezelle arbeitet<br />
nach dem Prinzip Dehnmessstreifen<br />
(Abbildung 7).<br />
Abb. 7: Funktionsprinzip Plattformwägezelle<br />
MP40<br />
Die Plattformwägezelle wird in die Aufnahme<br />
fest eingespannt und über einen<br />
Adapter mit der zu untersuchenden Probe<br />
verbunden. Beim Hineinfahren des<br />
Wasserstrahls in das Werkstück wird<br />
eine Auslenkung der Plattformwägezelle<br />
erzeugt, worüber sich die Schnittkraft<br />
ermitteln lässt. Die nachfolgende Abbildung<br />
8 zeigt den Aufbau der Messeinrichtung.<br />
Abb. 8: Messsystem mit Plattformwägezelle<br />
MP40<br />
Um die Reaktionskräfte zu messen wird<br />
der Sensor in einer zweiten Messeinrichtung<br />
um 90° gedreht und knapp über die<br />
Wasseroberfläche geführt.<br />
3 Zusammenfassung<br />
Nach Recherche zum Themengebiet<br />
entstand zunächst eine Konstruktion der<br />
Messeinrichtung (Abb. 8). In Zusammenarbeit<br />
mit dem Unternehmen SynoTech<br />
erfolgte eine Auswahl von Sensoren,<br />
welche das Unternehmen zur Verfügung<br />
3
stellt. Auf Basis der Konstruktion entstand<br />
ein Prototyp der Messeinrichtung<br />
um erste <strong>Schnittkraftmessung</strong>en durchzuführen.<br />
Parallel dazu ist eine Auswertesoftware<br />
programmiert worden, die wie<br />
die Konstruktion in ersten Testversuchen<br />
erprobt werden soll.<br />
4 Referenzen (References)<br />
[1] Klocke, F.; König, W. (2007): Fertigungstechnik<br />
3. 4. Auflage, Berlin: Springer-Verlag<br />
[2] Behmer, U.: Präsentation Wasserstrahlverfahren,<br />
Verbundstudium TBW/FH SWF<br />
[3] Lange, K. (1990): Umformtechnik Band 3.<br />
Blechbearbeitung. 2. Auflage, Berlin: Springer-Verlag<br />
Zum Autor/in (About the Auther)<br />
Christopher Goll (B.Eng.), Jahrgang 1984,<br />
Studium Maschinenbau an der HS Lausitz<br />
Senftenberg, z.Z. Masterstudium Maschinenbau<br />
an der HS Lausitz.<br />
Sven Wiedenhöft (B.Eng.), Jahrgang 1984,<br />
Studium Maschinenbau an der HS Lausitz<br />
Senftenberg, z.Z. Masterstudium Maschinenbau<br />
an der HS Lausitz.<br />
Denny Kanter (B.Eng.), Jahrgang 1989, Studium<br />
Maschinenbau an der HS Lausitz Senftenberg,<br />
z.Z. Masterstudium Maschinenbau<br />
an der HS Lausitz.<br />
Grit Ehlert (B.Eng.), Jahrgang 1969, Studium<br />
Maschinenbau an der HS Lausitz Senftenberg,<br />
z.Z. Masterstudium Maschinenbau an<br />
der HS Lausitz.<br />
Prof. Simon ist seit 2008 Professor für Werkzeugmaschinen<br />
an der <strong>Hochschule</strong> Lausitz<br />
und leitet den Forschungsbereich <strong>Wasserstrahlschneiden</strong><br />
4<br />
DVS














