

Schweisszusatzwerkstoffe - ISO Schweisstechnik AG
Schweisszusatzwerkstoffe - ISO Schweisstechnik AG
Schweisszusatzwerkstoffe - ISO Schweisstechnik AG
WENIGER ANZEIGEN

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
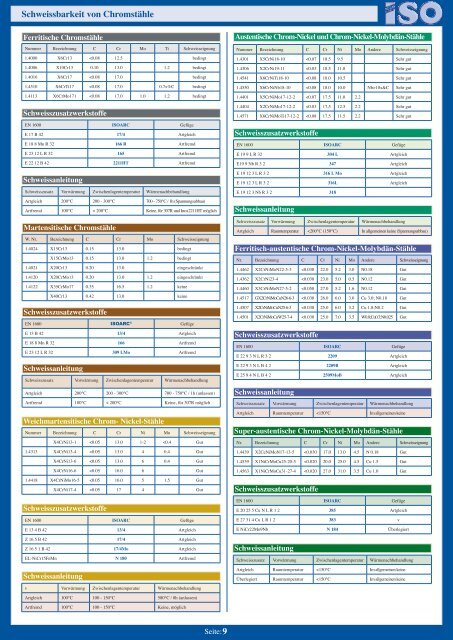
Schweissbarkeit von Chromstähle<br />
Ferritische Chromstähle<br />
Nummer Bezeichnung C Cr Mo Ti Schweisseignung<br />
1.4000 X6Cr13














