zum Artikel - Vonderheiden
zum Artikel - Vonderheiden
zum Artikel - Vonderheiden

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
30 wpn 2| 2007<br />
Lübecker Wellpappenwerk optimiert Verklebungsprozess<br />
Lübeck corrugator plant optimizes bonding process<br />
Der Hersteller und Verarbeiter von Wellpappe, die Smurfit Kappa<br />
Wellpappe Lübeck GmbH, produziert jährlich rund 130 Mio. qm<br />
Wellpappe - von F- bis Doppelwelle (1500-1800 g/qm) bei einem<br />
durchschnittlichen Flächengewicht von 480 g/qm und einer Leistung<br />
von 30.000 qm/Stunde. Im 2,5 Schichtbetrieb arbeiten rund 200<br />
Beschäftigte hauptsächlich für die Foodindustrie. Dabei wird auf die<br />
konsequente Umsetzung des GMP-Standards (Good Manufacturing<br />
Practice) der FEFCO geachtet. Das Unternehmen zeichnet sich durch<br />
seine hohe Verarbeitungstiefe aus: zwei Klebemaschinen, Hefter,<br />
Taper, Flachbettstanzen, Rotationsstanzen, Printer/Slotter bis 4,80 m<br />
und eine Vier-Farben-Flexodruckmaschine.<br />
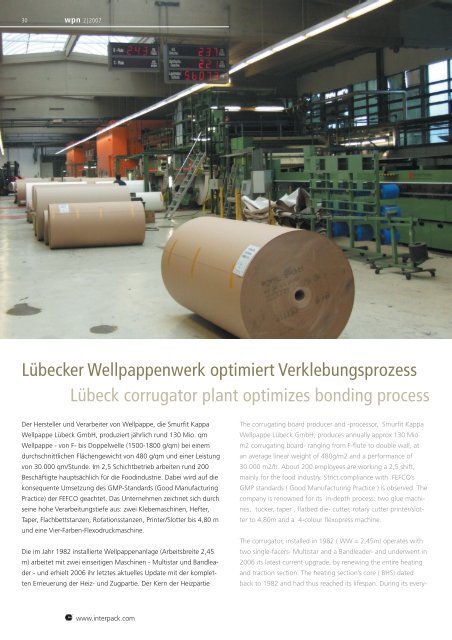
Die im Jahr 1982 installierte Wellpappenanlage (Arbeitsbreite 2,45<br />
m) arbeitet mit zwei einseitigen Maschinen - Multistar und Bandlea-<br />
der - und erhielt 2006 ihr letztes aktuelles Update mit der komplet-<br />
ten Erneuerung der Heiz- und Zugpartie. Der Kern der Heizpartie<br />
www.interpack.com<br />
The corrugating board producer and -processor, Smurfit Kappa<br />
Wellpappe Lübeck GmbH, produces annually approx 130 Mio<br />
m2 corrugating board- ranging from F-flute to double wall, at<br />
an average linear weight of 480g/m2 and a performance of<br />
30.000 m2/h. About 200 employees are working a 2,5 shift,<br />
mainly for the food industry. Strict compliance with FEFCO’s<br />
GMP standards ( Good Manufacturing Practice ) is observed. The<br />
company is renowned for its in-depth process: two glue machi-<br />
nes, tucker, taper , flatbed die- cutter, rotary cutter printer/slot-<br />
ter to 4,80m and a 4-colour flexopress machine.<br />
The corrugator, installed in 1982 ( WW = 2,45m) operates with<br />
two single-facers- Multistar and a Bandleader- and underwent in<br />
2006 its latest current upgrade, by renewing the entire heating<br />
and traction section. The heating section’s core ( BHS) dated<br />
back to 1982 and had thus reached its lifespan. During its every-
32 wpn 2| 2007<br />
(BHS) stammte noch aus dem Baujahr 1982 und hatte damit die zu<br />
erwartende Lebensdauer erreicht. Bei der täglichen Wellpappenpro-<br />
duktion traten außerdem immer häufiger Schwierigkeiten auf, eine<br />
saubere Leimlinie zu erzielen, d.h. einen sauberen Kontakt zwischen<br />
der Unterbahn und der Welle in der Heizpartie herzustellen, ohne<br />
dabei die Welle zu deformieren und letztendlich Qualitätseinbußen<br />
hinsichtlich der Festigkeitseigenschaften der späteren Verpackung<br />
hinzunehmen.<br />
Aus diesem Grund wurde im Frühjahr des letzten Jahres die Firma<br />
<strong>Vonderheiden</strong> Maschinenbau und Messtechnik GmbH aus Hamburg<br />
mit der Erneuerung der Heiz- und Zugpartie beauftragt. Um das<br />
hohe Risiko einer langen Stillstandzeit während der Umbauphase zu<br />
umgehen, wurden alle Bestandteile der Anlage sowie die Heiz- und<br />
Zugpartie selbst in den Montagehallen von <strong>Vonderheiden</strong> vorgefer-<br />
tigt, vorinstalliert und getestet. Ebenso fanden dort die Messungen<br />
für alle den Dampf betreffenden Faktoren statt.<br />
Die alte Heizpartie war mit 18 Gussheizplatten und einem „Interfic-<br />
Belastungsystem“ ausgerüstet. In der Zugpartie waren auf der Unter-<br />
seite Führungswalzen eingebaut, wobei die Belastungswalzen bereits<br />
day corrugating board production it became more and more<br />
problematic to achieve an accurate glue line, i.e to produce a<br />
neat contact between the lower liner and the fluting in the hea-<br />
ting section, which might deform the fluting and lead to lowe-<br />
ring the quality as far as strength characteristics in the later pak-<br />
kaging product is concerned.<br />
As a result <strong>Vonderheiden</strong> Maschinenbau- und Messtechnik<br />
GmbH received the order in spring last year to renew the com-<br />
plete heating- and traction section. So as to minimise the<br />
downtime during the modification phase, all the components of<br />
this heating and traction section were prefabricated, preassem-<br />
bled and pretested in <strong>Vonderheiden</strong>’s factory. Furthermore all the<br />
measuring for the steam related components was also perfor-<br />
med there.<br />
The old heating section had been equipped with 18 cast iron<br />
hotplates and an " Interfic” load system. Underneath the tracti-<br />
on section, guide rolls had been fitted, however the load rolls<br />
had in the past already been exchanged against " Interfic” load<br />
shoes. The cast iron hotplates however were replaced by BHS
in der Vergangenheit gegen Interfic- Schuhe ausgetauscht wurden.<br />
Die Gussheizplatten wurden durch periphär gebohrte Stahlheizplat-<br />
ten der Firma BHS ersetzt. Diese Heizplatten werden auch in neuen<br />
BHS Heizpartien eingesetzt. Neben diesen standardmäßig geraden<br />
Heizplatten gibt es auch gebogene Einlaufheizplatten mit periphärer<br />
Bohrung. Eine solche speziell gebogene Heizplatte wurde installiert,<br />
um den vorhandenen Vorheizzylinder am Einlauf zu ersetzen.<br />
Das Interfic-System wurde komplett durch das neue <strong>Vonderheiden</strong><br />
Belastungssystem „Powerline“ ersetzt. Dieses System ist ein modula-<br />
res Schuhsystem, welches sich durch seine einfache Bedienung und<br />
geringen Wartungsaufwand auszeichnet. Das versehentliche Verstel-<br />
len der Schuhe, wie es in früheren Versionen möglich war, gehört<br />
der Vergangenheit an. Bei der Produktion mit geringeren Arbeitsbrei-<br />
ten ist es zudem möglich, die seitlichen Randschuhe auszuheben,<br />
um den Gurt zu schonen und eine unerwünschte Pappenquetschung<br />
zu vermeiden.<br />
Ein wichtiger Bestandteil des Belastungssystems ist die Verwendung<br />
eines sogenannten „Rollenschuhs“ am Einlauf auf der ersten Heiz-<br />
platte. Hierbei handelt es sich um fünf Belastungswalzen, die in<br />
����������� �������<br />
��� ������<br />
����� ���������������<br />
������ ����������<br />
����� ������������������<br />
���� ������� ���� � ��� ��<br />
��������������������<br />
����������������<br />
���������������<br />
peripherally drilled steel hotplates.<br />
These steel hotplates are also installed in BHS’s new heating<br />
sections. Apart from the standard straight hotplates, there are<br />
also peripherally drilled curved infeed hotplates. One such cur-<br />
ved hotplate was installed to replace the existing infeed<br />
preheater.<br />
The " Interfic" system was completely replaced by the Vonder-<br />
heiden load system " Powerline" . This is a modular shoe system<br />
, easy to operate and requiring little maintenance. Accidental<br />
shoe misalignment having been a problem with earlier systems,<br />
was now history. When producing narrower board width, it is<br />
possible to lift the edge shoes so as protect the belt from exces-<br />
sive wear and to avoid the board being crushed.<br />
An important aspect of the load system is the use of a " roll<br />
shoe" at the infeed of the first hotplate. This assembly consists<br />
of five load rolls, fitted in a frame, which can be lifted complete-<br />
ly to ease paper feeding or for cleaning tasks. This construction’s<br />
most important advantage however , is the fact that pressure<br />
can be applied and thus an optimum glue line is guaranteed.<br />
����������� ��� ���� �������<br />
33
34 wpn 2| 2007<br />
einem Rahmen zusammengefasst sind. Diese Konstruktion kann<br />
komplett ausgehoben werden, um Papier einzufädeln oder gegebe-<br />
nenfalls Reinigungsarbeiten durchzuführen. Der wichtigste Vorteil<br />
dieser Konstruktion ist jedoch die Möglichkeit, dass das System mit<br />
Druck beaufschlagt werden kann und somit eine optimale Leimlinie<br />
garantiert.<br />
Die unterstützenden Führungswalzen in der Zugpartie stellen eine<br />
häufige Fehlerquelle dar und führten in der Vergangenheit häufig zu<br />
Qualitätseinbußen. Aus diesem Grund wurden diese bei der Moder-<br />
nisierung ausgebaut und durch Überführungstische ersetzt. Die<br />
Steuerung des kompletten Schuhsystems erfolgt über einen TFT<br />
Touchscreen Panel PC, der in den bereits vorhandenen <strong>Vonderheiden</strong><br />
Wet-End Manager integriert wurde.<br />
Bei Montagebeginn wurden die alten Rahmenträger, Gussheizplat-<br />
ten, Walzen und das Belastungssystem komplett demontiert, sodass<br />
nur die Füße des Rahmengestells stehen blieben und keine Funda-<br />
mentarbeiten erforderlich waren. Nach einer rekordverdächtigen<br />
Installationszeit von nur 3,5 Tagen im Smurfit Kappa Werk in Lübeck<br />
konnte die neue Heiz-und Zugpartie in Betrieb genommen werden.<br />
Das Ergebnis war für Christian Wala, Betriebsleiter bei der Smurfit<br />
Kappa Wellpappe Lübeck, überaus zufriedenstellend: „Der die Biege-<br />
steifigkeit der Wellpappe negativ beeinflussende sogenannte „Kiss-<br />
Effekt“ war nicht mehr da und auch die messbaren Daten für die<br />
ECT-, FCT- und BCT-Werte waren genau so, wie wir uns das vorge-<br />
stellt hatten. Durch die saubere Verklebung liegen wir heute mit den<br />
ECT- und FCT-Werten für eine B-Welle (2,4 mm) rund 20 Prozent<br />
über den Werten einer früheren B-Welle mit 2,6 mm Höhe. Zwei<br />
weitere sehr erfreuliche Aspekte unserer Investition sind der um<br />
20% gesunkene Dampfkonsum und die fast 40%-ige Reduzierung<br />
der Stromkosten bei der täglichen Wellpappenproduktion.“<br />
www.interpack.com<br />
In days gone by the supporting guide rolls of the traction secti-<br />
on caused many problems and lead to inferior quality results. As<br />
a consequence these were removed during the modernisation<br />
phase and replaced by a tranfser table. Control of the complete<br />
shoes system is done from a TFT Touchscreen Panel PC, which<br />
was integrated in the already existing <strong>Vonderheiden</strong> Wet-End<br />
Manager.<br />
At the start of the installation, old frame girders, cast iron hot-<br />
plates, rolls and the load system were entirely disassembled,<br />
leaving only the feet of the frame structure, consequently no<br />
foundation work was needed. After a mere 3,5 days installation<br />
period at the Smurfit Kappa plant in Lübeck, the new heating-<br />
and traction section was ready to go into production.<br />
According to Christian Wala, Works Manager at Smurfit Kappa<br />
Lübeck, the result was extremely satisfactory: " the negative "<br />
kiss effect" had disappeared and measuring the ECT , FCT and<br />
BCT values, the results were exactly what we expected. The very<br />
neat adhesion means that the ECT, FCT and BCT values for B-<br />
flute ( 2,4mm ) are about 20% above the earlier measured B-<br />
flute values of 2,6mm height. An additional , very positive<br />
aspect of this investment , is the reduced ( by about 20%) steam<br />
consumption and the almost 40% reduced energy consumption<br />
on a day‘s corrugating board production."<br />
Tagesaktuelle News unter:<br />
www.wellpappenachrichten.de