Grundlagen der Verpackungstechnik - Nabenhauer Infoprodukte
Grundlagen der Verpackungstechnik - Nabenhauer Infoprodukte
Grundlagen der Verpackungstechnik - Nabenhauer Infoprodukte

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
<strong>Grundlagen</strong> <strong>der</strong> <strong>Verpackungstechnik</strong><br />
Die Verpackung bietet dem Packgut im Lebensmittelbereich, einen Schutz vor Verlusten, d.h.<br />
Wertmin<strong>der</strong>nden Einflüssen zwischen Herstellung und Verbrauch.<br />
Es wird das Problem <strong>der</strong> verschiedenen Standorte (Hersteller und Verbraucher) und <strong>der</strong> Zeit<br />
überwunden, wobei Abweichungen <strong>der</strong> gesetzlich vorgeschriebenen Lagerbedingungen auftreten<br />
können, die sich natürlich in Grenzen halten müssen, ohne die Qualität zu beeinflussen.<br />
Um einen optimalen Schutz zu erhalten, müssen die Verpackungen folgende Bedingungen erfüllen:<br />
- Schutz vor Einwirkungen von Mikroorganismen<br />
- Schutz vor mechanischen Schäden ( vom Hersteller bis zum Verbraucher)<br />
- Schutz vor klimatischen Beanspruchungen<br />
Viele Waren haben keine o<strong>der</strong> nur eine sehr schwache Aussagekraft. Sie sind in ihrer Wirkung auf<br />
ihre Umgebung zu neutral, um eine positive Reaktion bei ihren Betrachtern auslösen zu können. Im<br />
SB-Bereich übernimmt die Verpackung die notwendige Produktinformation und Kommunikation mit<br />
dem Verbraucher.<br />
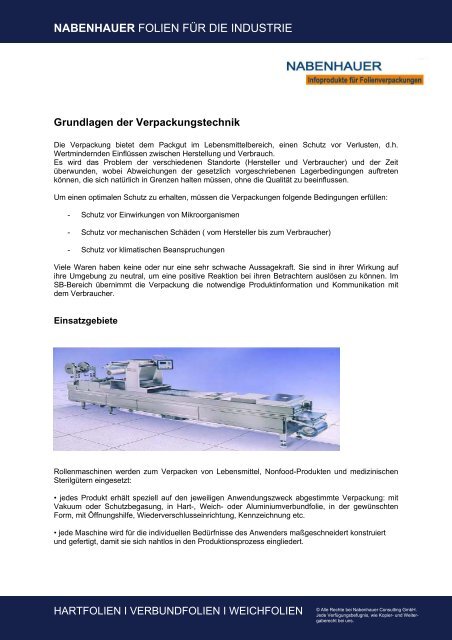
Einsatzgebiete<br />
Rollenmaschinen werden zum Verpacken von Lebensmittel, Nonfood-Produkten und medizinischen<br />
Sterilgütern eingesetzt:<br />
• jedes Produkt erhält speziell auf den jeweiligen Anwendungszweck abgestimmte Verpackung: mit<br />
Vakuum o<strong>der</strong> Schutzbegasung, in Hart-, Weich- o<strong>der</strong> Aluminiumverbundfolie, in <strong>der</strong> gewünschten<br />
Form, mit Öffnungshilfe, Wie<strong>der</strong>verschlusseinrichtung, Kennzeichnung etc.<br />
• jede Maschine wird für die individuellen Bedürfnisse des Anwen<strong>der</strong>s maßgeschnei<strong>der</strong>t konstruiert<br />
und gefertigt, damit sie sich nahtlos in den Produktionsprozess einglie<strong>der</strong>t.<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
Funktionsprinzip<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
Verschiedene Möglichkeiten um Folie zu verformen<br />
<strong>Grundlagen</strong> <strong>der</strong> Verformung<br />
Um Folie auf einer Tiefziehmaschine zu verformen, muß sie zuerst plastifiziert werden. Dies geschieht<br />
durch Hilfe einer- o<strong>der</strong> mehrerer Heizplatten. Wie viele und welche Art <strong>der</strong> Heizung für eine bestimmte<br />
Folie notwendig sind, ist sehr stark von <strong>der</strong> Folie selber und <strong>der</strong> gewünschten Maschinenleistung<br />
abhängig. Wichtig ist jedoch, dass die Folie möglichst gleichmäßig erwärmt wird.<br />
Das neu entwickelte Folien-Heizsystem <strong>der</strong> Tiromat R Powerpak-Maschinen bringt kürzeste Aufheizzeit<br />
und damit eine Optimierung <strong>der</strong> Taktleistung. Querbohrungen <strong>der</strong> Heizplatte werden mit<br />
unterschiedlich langen Heizstäben versehen. Die geringe Toleranz zwischen Heizstab und Bohrung<br />
sorgt für schnelle Wärmeübertragung. So wird eine gleichmäßige Temperaturverteilung erreicht und<br />
die Lebensdauer <strong>der</strong> Heizstäbe verlängert.<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
Na<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
Tiefziehdeckel<br />
Dieses Formsystem arbeitet mit Vakuum und Druckluft. Es eignet sich beson<strong>der</strong>s zum Verformen von<br />
Weichfolie. Die verschiedenen Funktionen werden durch Pneumatikventile gesteuert. Die<br />
Pneumatikventile werden von <strong>der</strong> Steuerung <strong>der</strong> Maschine geöffnet bzw. geschlossen. Die<br />
Bezeichnungen Y242, Y244,…benennen die Ventile <strong>der</strong> jeweiligen Funktion.<br />
Funktionsbeschreibung<br />
Ein Verformungstakt lässt sich in 4 Schritte unterteilen:<br />
1. Schritt:<br />
Tiefziehform anheben<br />
2. Schritt:<br />
Unterfolie erwärmen<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
Nachdem <strong>der</strong> Folienvorzug beendet ist, wird die<br />
Tiefziehform angehoben. Die Unterfolie wird<br />
zwischen Tiefziehdeckel und Tiefziehform eingeklemmt.<br />
Die Tiefziehform wird von unten mit Druckluft<br />
gefüllt. Die Folie wird dadurch an die Heizplatte<br />
im Tiefziehdeckel gedrückt und so erwärmt.<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
3. Schritt:<br />
Tiefziehen und Tiefdrücken<br />
4. Schritt:<br />
Belüften/Entlüften, Tiefziehform absenken<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
Die erwärmte Folie wird durch Vakuum nach<br />
unten gezogen, zusätzlich wird von oben Druckluft<br />
eingeblasen. Die Folie erstarrt an den<br />
gekühlten Formwänden.<br />
Damit die Formwerkzeuge auseinan<strong>der</strong> fahren<br />
können, muss in <strong>der</strong> Formkammer ein Druckausgleich<br />
hergestellt werden. Dazu wird die<br />
Tiefziehform belüftet, <strong>der</strong> Tiefziehdeckel entlüftet.<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
Tiefziehdeckel mit Vorheizung von unten<br />
Dieses Formsystem arbeitet mit Vakuum und Druckluft. Es eignet sich zum Verformen von Weich- und<br />
Hartfolie.<br />
Die verschiedenen Funktionen werden durch Pneumatikventile gesteuert. Die Pneumatikventile<br />
werden von <strong>der</strong> Steuerung <strong>der</strong> Maschine geöffnet bzw. geschlossen. Die Bezeichnungen Y242, Y244,<br />
… benennen die Ventile <strong>der</strong> jeweiligen Funktion.<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
Funktionsbeschreibung<br />
Ein Verformungstakt lässt sich in 6 Schritte unterteilen:<br />
1. Schritt:<br />
Tiefziehform anheben<br />
2. Schritt:<br />
Unterfolie erwärmen<br />
3. Schritt:<br />
Vorheizung belüften<br />
4. Schritt:<br />
Folienverzug<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
Die Tiefziehform wird angehoben. Die Unterfolie<br />
wird zwischen Dichtrahmen und Vorheizung<br />
geklemmt.<br />
Die Unterfolie wird durch Vakuum an die Heizplatte<br />
gezogen und so erwärmt.<br />
Damit die Formwerkzeuge auseinan<strong>der</strong> fahren<br />
können, muss an <strong>der</strong> Vorheizung ein Druckausgleich<br />
hergestellt werden. Dazu wird die<br />
Vorheizung belüftet. Die Tiefziehform wird<br />
abgesenkt.<br />
Die erwärmte Folie wird über die Tiefziehform<br />
gefahren.<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
5. Schritt:<br />
Unterfolie erwärmen, Tiefziehen und Tiefdrücken<br />
6. Schritt:<br />
Belüften/Entlüften, Tiefziehform absenken<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
Die Tiefziehform wird angehoben und die Folie<br />
geklemmt.<br />
An <strong>der</strong> Vorheizung läuft <strong>der</strong> Schritt 2 ab.<br />
Die erwärmte Folie wird in <strong>der</strong> Tiefziehform durch<br />
Vakuum nach unten gezogen, zusätzlich wird<br />
von oben Druckluft eingeblasen. Die Folie<br />
erstarrt an den gekühlten Formwänden.<br />
Damit die Formwerkzeuge auseinan<strong>der</strong> fahren<br />
können, muss in <strong>der</strong> Formkammer und an <strong>der</strong><br />
Vorheizung ein Druckausgleich hergestellt<br />
werden. Dazu werden die Tiefziehform und die<br />
Vorheizung belüftet, <strong>der</strong> Tiefziehdeckel entlüftet.<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
Optiform Stempelsystem<br />
Dieses Formsystem arbeitet mit Vakuum, Druckluft und Stempelunterstützung. Es eignet sich zur<br />
Herstellung von Packungen mit unregelmäßigen, schwierigen Konturen. Die Folienverteilung <strong>der</strong><br />
ausgeformten Packungsmulde ist gleichmäßiger. Die Kanten und Ecken haben eine größere<br />
Restfolienstärke. Die verschiedenen Funktionen werden durch Pneumatikventile gesteuert. Die<br />
Pneumatikventile werden von <strong>der</strong> Steuerung <strong>der</strong> Maschine geöffnet bzw. geschlossen.<br />
Die Bezeichnungen Y242, Y244, …benennen die Ventile <strong>der</strong> jeweiligen Funktion.<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
Funktionsbeschreibung<br />
Ein Verformungstakt lässt sich in 7 Schritte unterteilen:<br />
1. Schritt:<br />
Tiefziehform anheben.<br />
2. Schritt:<br />
Unterfolie erwärmen<br />
3. Schritt:<br />
Obere Heizplatte anheben/ Tiefziehform<br />
absenken.<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
Die Tiefziehform und die untere Heizplatte<br />
werden angehoben.<br />
Die obere Heizplatte wird abgesenkt. Die<br />
Unterfolie wird zwischen den beiden Heizplatten<br />
eingeklemmt und erwärmt.<br />
Die obere Heizplatte wird angehoben. Die Tiefziehform<br />
und die untere Heizplatte werden<br />
abgesenkt.<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
4. Schritt:<br />
Folienvorzug<br />
5. Schritt:<br />
Unterfolie erwärmen, Folie formen<br />
Vakuum nach unten gezogen<br />
6. Schritt:<br />
Tiefziehen, Tiefdrücken, Stempeln<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
Die erwärmte Folie wird über die Tiefziehform<br />
gefahren.<br />
Die Tiefziehform wird angehoben. Die Folie wird<br />
zwischen Tiefziehdeckel und Tiefziehform<br />
geklemmt.<br />
An <strong>der</strong> Vorheizung läuft <strong>der</strong> Schritt 2 ab.<br />
Die erwärmte Unterfolie wird in <strong>der</strong> Tiefziehform<br />
durch<br />
Vakuum nach unten gezogen.<br />
Die erwärmte Folie wird durch Vakuum nach<br />
unten gezogen, nach Ablauf <strong>der</strong> Zeit<br />
„Verzögerung Stempel“ wird die Folie durch den<br />
Stempel und Druckluft nach unten gedrückt. Der<br />
Zeitpunkt zu dem die Druckluft einsetzt, kann<br />
über die Zeit „Verzögerung Tiefdrücken ein, bei<br />
„Optiformstempel“ eingestellt werden. Sobald die<br />
Zeit „Stempeln“ abgelaufen ist, fährt <strong>der</strong> Stempel<br />
in seine Ausgangsposition. Die Folie erstarrt an<br />
den gekühlten Formwänden.<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
7. Schritt:<br />
Belüften/ Entlüften Tiefziehform absenken<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
Damit die Formwerkzeuge auseinan<strong>der</strong> fahren<br />
können muss in <strong>der</strong> Formkammer ein Druckausgleich<br />
hergestellt werden. Dazu wird die<br />
Tiefziehform belüftet, <strong>der</strong> Tiefziehdeckel entlüftet.<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
Uniform Stempelsystem<br />
Dieses Formsystem arbeitet mit Vakuum und Stempelunterstützung. Es eignet sich zur Herstellung<br />
von Packungen mit extremer Ziehtiefe. Die Folienverteilung <strong>der</strong> ausgeformten Packungen ist<br />
gleichmäßiger. Die Kanten und Ecken haben eine bessere Restfolienstärke.<br />
Die verschiedenen Funktionen werden durch Pneumatikventile gesteuert. Die Pneumatikventile<br />
werden von <strong>der</strong> Steuerung <strong>der</strong> Maschine geöffnet bzw. geschlossen.<br />
Die Bezeichnungen Y242, Y244, …benennen die Ventile <strong>der</strong> jeweiligen Funktion.<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
Funktionsbeschreibung<br />
Ein Verformungstakt lässt sich in 6 Schritte unterteilen:<br />
1. Schritt:<br />
Tiefziehform anheben<br />
2. Schritt:<br />
Unterfolie erwärmen<br />
3. Schritt:<br />
Vorheizung belüften<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
Die Tiefziehform wird angehoben. Die Unterfolie<br />
wird zwischen Dichtrahmen und Vorheizung<br />
geklemmt.<br />
Die Unterfolie wird durch Vakuum an die Heizplatte<br />
gezogen und so erwärmt.<br />
Damit die Formwerkzeuge auseinan<strong>der</strong> fahren<br />
können, muss an <strong>der</strong> Vorheizung ein<br />
Druckausgleich hergestellt werden. Dazu wird die<br />
Vorheizung belüftet. Die Tiefziehform wird<br />
abgesenkt.<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
4. Schritt:<br />
Folienvorzug<br />
5. Schritt:<br />
Unterfolie erwärmen, Tiefziehen und Stempeln<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
Die erwärmte Folie wird über die Tiefziehform<br />
gefahren.<br />
Die Tiefziehform wird angehoben und die Folie<br />
zwischen dem Dichtrahmen und <strong>der</strong><br />
Tiefziehform, umlaufend geklemmt.<br />
An <strong>der</strong> Vorheizung läuft Schritt 2 ab.<br />
Die erwärmte Folie wird durch Vakuum und den<br />
Stempel nach unten gedrückt. Dadurch, daß die<br />
Folie von dem Stempel nach unten gedrückt<br />
wird, berührt sie die gekühlten Formwände erst<br />
relativ spät. Der Effekt ist <strong>der</strong>, dass die Folie im<br />
oberen Bereich <strong>der</strong> Packung gleichmäßiger<br />
ausgeformt wird. Dadurch bleibt mehr<br />
Folienmaterial im unteren Packungsbereich. Die<br />
Ecken <strong>der</strong> Packung sind wesentlich stabiler.<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
6. Schritt:<br />
Belüften/Entlüften<br />
Tiefziehform absenken<br />
Formen Dauer<br />
Damit die Formwerkzeuge auseinan<strong>der</strong> fahren<br />
können, muss in <strong>der</strong> Formkammer und an <strong>der</strong><br />
Vorheizung ein Druckausgleich hergestellt<br />
werden. Dazu werden die Tiefziehform und die<br />
Vorheizung belüftet, <strong>der</strong> Tiefziehdeckel entlüftet.<br />
Die Ventile Y242 (Tiefziehen) und Y243 (Heizen) sind geöffnet.<br />
Die Folie wird von unten mittels Vakuum an die gekühlten Wände <strong>der</strong> Tiefziehform gedrückt,<br />
gleichzeitig wird die Folie an <strong>der</strong> Vorheizung erwärmt.<br />
ACHTUNG:<br />
Formzeit = Heizzeit<br />
Formen Dauer = Verweildauer <strong>der</strong> Folie unter <strong>der</strong> Heizplatte<br />
Verz. Stempel<br />
Mit dieser Zeit können Sie festlegen, daß <strong>der</strong> Stempel zeitverzögert zum Tiefziehen in die Folie fährt.<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
Optiform Stempelsystem<br />
Dieses Formsystem arbeitet mit Vakuum, Druckluft und Stempelunterstützung. Es eignet sich zur<br />
Herstellung von Packungen mit unregelmäßigen, schwierigen Konturen. Die Folienverteilung <strong>der</strong><br />
ausgeformten Packungsmulde ist gleichmäßiger. Die Kanten und Ecken haben eine größere<br />
Restfolienstärke. Die verschiedenen Funktionen werden durch Pneumatikventile gesteuert. Die<br />
Pneumatikventile werden von <strong>der</strong> Steuerung <strong>der</strong> Maschine geöffnet bzw. geschlossen.<br />
Die Bezeichnungen Y242, Y244,…benennen die Ventile <strong>der</strong> jeweiligen Funktion.<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
Funktionsbeschreibung<br />
Ein Verformungstakt lässt sich in 7 Schritte unterteilen:<br />
1. Schritt:<br />
Tiefziehform anheben.<br />
2. Schritt:<br />
Unterfolie erwärmen<br />
3. Schritt:<br />
Obere Heizplatte anheben/ Tiefziehform<br />
absenken<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
Die Tiefziehform und die untere Heizplatte<br />
werden angehoben.<br />
Die obere Heizplatte wird abgesenkt. Die<br />
Unterfolie wird zwischen den beiden Heizplatten<br />
eingeklemmt und erwärmt.<br />
Die obere Heizplatte wird angehoben. Die<br />
Tiefziehform und die untere Heizplatte werden<br />
gesenkt.<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
4. Schritt:<br />
Folienvorzug<br />
5. Schritt:<br />
Unterfolie erwärmen, Folie formen<br />
6. Schritt:<br />
Tiefziehen, Tiefdrücken, Stempeln<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
Die erwärmte Folie wird über die Tiefziehform<br />
gefahren.<br />
Die Tiefziehform wird angehoben. Die Folie wird<br />
zwischen Tiefziehdeckel und Tiefziehform<br />
geklemmt.<br />
An <strong>der</strong> Vorheizung läuft <strong>der</strong> Schritt 2 ab.<br />
Die erwärmte Unterfolie wird in <strong>der</strong> Tiefziehform<br />
durch Vakuum nach unten gezogen.<br />
Die erwärmte Folie wird durch Vakuum nach<br />
unten gezogen, nach Ablauf <strong>der</strong> Zeit<br />
„Verzögerung Stempel“ wird die Folie durch den<br />
Stempel und Druckluft nach unten gedrückt.<br />
Der Zeitpunkt zu dem die Druckluft einsetzt, kann<br />
über die Zeit „Verzögerung Tiefdrücken ein, bei<br />
„Optiformstempel“ eingestellt werden. Sobald die<br />
Zeit „Stempeln“ abgelaufen ist, fährt <strong>der</strong> Stempel<br />
in seine Ausgangsposition. Die Folie erstarrt an<br />
den gekühlten Formwänden.<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
7. Schritt:<br />
Belüften/ Entlüften<br />
Tiefziehform absenken<br />
Damit die Formwerkzeuge auseinan<strong>der</strong> fahren<br />
können, muss in <strong>der</strong> Formkammer ein Druckausgleich<br />
hergestellt werden. Dazu wird die<br />
Tiefziehform belüftet, <strong>der</strong> Tiefziehdeckel entlüftet.<br />
Einstellbare Funktionszeiten bei Verformung mit Optimform Stempelsystem<br />
Um optimale Ergebnisse zu erreichen, ist es notwendig einzelne Funktionszeiten <strong>der</strong> Maschine zu<br />
verän<strong>der</strong>n. Die folgende Liste zeigt Ihnen die Zeiten die Sie bei diesem Formverfahren verän<strong>der</strong>n<br />
können.<br />
Schutzgas-Verpackung<br />
Die Verpackung von Lebensmitteln unter Schutzgas ist eine schonende Konservierungsmethode zur<br />
Haltbarkeitsverlängerung <strong>der</strong> Produkte. Das Verfahren beruht auf <strong>der</strong> Modifizierung <strong>der</strong> das Produkt<br />
umgebenden Atmosphäre in <strong>der</strong> Verpackung und somit <strong>der</strong> Kontrolle <strong>der</strong> chemischen, enzymatischen<br />
und mikrobiellen Reaktionen.<br />
Vier voneinan<strong>der</strong> unabhängige Elemente sichern die Leistungsfähigkeit dieses Verfahrens:<br />
• die Qualität <strong>der</strong> Rohware und ihre hygienische Verarbeitung<br />
• Verpackungsmaschine<br />
• das Verpackungsmaterial<br />
• das Schutzgas o<strong>der</strong> -gemisch<br />
Die Schutzgase<br />
Als Schutzgase finden CO2, N2 und in Ausnahmefällen Sauerstoff, sowie Gemische aus diesen<br />
Gasen Anwendung. Stickstoff, mit 78% Hauptbestandteil <strong>der</strong> Luft, ist ein inertes Gas und kaum löslich<br />
in Fett und Wasser. Er wirkt in <strong>der</strong> Verpackung sauerstoffverdrängend und dient in <strong>der</strong> Packung als<br />
Stützgas. Stickstoff besitzt mechanische Eigenschaften, d.h. er verhin<strong>der</strong>t das Zusammenkleben o<strong>der</strong><br />
-klumpen von Produkten (z.B bei Schnittware).<br />
Kohlendioxid (CO2) ist wasser- und fettlöslich, sauerstoffverdrängend und wirkt ab 20%<br />
bakteriostatisch und fungistatisch. CO2 bildet mit Wasser eine schwache Säure (H2 CO3).<br />
Als Säure kann er bakterizid und antimikrobiell wirken. Sauerstoff findet Anwendung, z.B. bei <strong>der</strong><br />
Frischfleischverpackung.<br />
Der Einsatz erfolgt meist im Gemisch mit CO2 und/o<strong>der</strong> Stickstoff. Der Sauerstoff dient <strong>der</strong> Erhaltung<br />
des roten Muskelfarbstoffes des Fleisches.<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
© Alle Rechte bei <strong>Nabenhauer</strong> ���������� GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
Die Auswahl des Schutzgases erfolgt nach unterschiedlichen Kriterien, zum Beispiel nach:<br />
• Innerer Beschaffenheit des Produktes (Wassergehalt, Fettgehalt...) bzw. den Ursachen des Ver<strong>der</strong>bs<br />
• Art <strong>der</strong> Produkte (geschnittene Ware, Stückware)<br />
• Kundenwunsch bezüglich <strong>der</strong> Produktpräsentation<br />
Grobe Anhaltspunkte für Schutzgase<br />
• Molkereiprodukte Käse 100% CO2 (Stückware) 100% N2 (trockene Produkte, z.B. Parmesan)<br />
50% CO2 / 50% N2 (Schnittware)<br />
• Frischfleisch: 70% O2 / 30% CO2 o<strong>der</strong> 70% O2 / 25% CO2 / 5% N2<br />
• Geflügel: 50% CO2 / 50% N2<br />
• Fleisch und Wurstwaren: 70% N2 / 30% CO2<br />
• Brot und Backwaren: 100% CO2 (halbgebackene Ware) 50% CO2 / 50% N2 (Kuchenstücke)<br />
• Frische Teigwaren: 70% N2 / 30% CO2<br />
• Snackartikel: 100% N2 or 100% CO2<br />
• Salate: 100% N2 (Frische Salate) 50% N2 / 50% CO2 (Feinkostsalate)<br />
• Convenience Produkte: 70% N2 / 30% CO2<br />
Gasversorgung<br />
Der Markt bietet sowohl Fertiggemische als auch Einzelkomponenten, so dass die gewünschte<br />
Gasmischung vor Ort mittels integriertem Gasmischer an <strong>der</strong> Maschine hergestellt wird. Die<br />
Gasversorgung wird durch Flaschen, Flaschenbündel o<strong>der</strong> Flüssiggastanks bereitgestellt.<br />
Vorteile <strong>der</strong> Schutzgasverpackung gegenüber herkömmlichen Konservierungsverfahren<br />
• Kein Verformen o<strong>der</strong> Aussaften <strong>der</strong> Produkte<br />
• Bewahrung <strong>der</strong> Inhaltsstoffe <strong>der</strong> Lebensmittel (Vitamine, Aromastoffe, Fette ...)<br />
• Erhaltung <strong>der</strong> natürlichen Produktfarbe<br />
• Konservierungsstoffe können reduziert o<strong>der</strong> sogar weggelassen werden<br />
• Durch verlängerte Haltbarkeit <strong>der</strong> verpackten Produkte:<br />
- wirtschaftlicher Einsatz von Mitarbeitern und Maschinen durch Möglichkeit <strong>der</strong> Bevorratung<br />
- Ausweitung <strong>der</strong> Distribution<br />
- Erweiterung <strong>der</strong> Produktpalette (Sortiment) um empfindliche Frischprodukte<br />
Packstoffe<br />
Packstoffe (Folien) für die Verarbeitung auf Rollenmaschinen können aus Kunststoffen, Karton o<strong>der</strong><br />
Papier bestehen. Bei den in erster Linie eingesetzten Kunststoffen werden zwei Bereiche<br />
unterschieden: Hartfolien wie PVC, PP, PS, PAN, A-PET o<strong>der</strong> PC und Weichfolien wie PA, OPA, PP,<br />
OPP, PETP, PE o<strong>der</strong> Surlyn®. Diese sogenannten Monofolien bestehen aus einer einzigen Lage. Sie<br />
bilden unmittelbar den Packstoff. Da sie aber in <strong>der</strong> Regel nicht allen Anfor<strong>der</strong>ungen gerecht werden<br />
können, die sich aus den vielfältigen Einsatzzwecken ergeben, werden sie häufig zu Verbunden<br />
kombiniert. Durch eine gezielte Auswahl verschiedener Monofolien und ihrer Vereinigung zum<br />
Verbund.<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
© Alle Rechte bei <strong>Nabenhauer</strong> ���������� GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
© Alle Rechte bei <strong>Nabenhauer</strong> ���������� GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
Bei <strong>der</strong> Verarbeitung <strong>der</strong> Folien auf Rollenmaschinen erfolgt eine Zusammenführung von Unterbahn<br />
und Oberbahn im Siegelwerkzeug. Da ein Großteil <strong>der</strong> Kunststoffe keine Siegeleigenschaft besitzt,<br />
muss eine Siegelschicht in Form von PE, PE peel, PP, Heißsiegellack und <strong>der</strong>gleichen aufgebracht<br />
werden. Einweitverbreitetes Beispiel für solch einen Standardverbund ist PA/PE.<br />
Bei beson<strong>der</strong>en, füllgutbedingten Anfor<strong>der</strong>ungen werden zusätzliche Sperrschichten eingebaut. Je<br />
nach Einsatzzweck bezüglich Tiefziehfähigkeit, Durchstoßfestigkeit, Schrumpfverhalten,<br />
Siegelfreudigkeit, Temperaturbelastbarkeit, Bedruckbarkeit, Barriere gegenüber Wasserdampf, Gas,<br />
Licht usw. können Verbunde entstehen, die aus vielen Lagen bestehen.<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
© Alle Rechte bei <strong>Nabenhauer</strong> ���������� GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
Typische Folien für die Verpackung von Lebensmitteln<br />
Speziell für leicht ver<strong>der</strong>bliche Füllgüter werden vorwiegend Packstoffe eingesetzt, die als Monofolie<br />
bereits brauchbare Barriereeigenschaften besitzen (zum Beispiel PA, PVC, o<strong>der</strong> A-PET). Folien aus<br />
PAN (Barex) weisen diesen Folien gegenüber eine noch bessere Gasbarriere auf. Weitere Steigerung<br />
in Richtung hochgasdicht sind durch einen Verbund mit EVOH gegeben. Als absolute Gasbarriere im<br />
Verbund gilt Aluminium.<br />
PA/PE-Folien werden zunehmend als mehrlagige Verbunde angeboten, bei denen PA- und PE-<br />
Schichten in mehreren dünnen Lagen aneinan<strong>der</strong> liegen. Sie sind geschmeidiger, durchstoßfester und<br />
weisen konstante Barriereeigenschaften auf. Wird eine Peel-Qualität verlangt, wird sie durch eine<br />
spezielle Abmischung <strong>der</strong> jeweiligen PE-Lage erzielt.<br />
Weichpackungen<br />
Bei Großverbraucherpackungen o<strong>der</strong> Kaliberwurst in ganzen Stücken werden PA/PE-Verbunde von<br />
200 bis 250 μ eingesetzt. Die Reststärke <strong>der</strong> Folie im Eckenbereich <strong>der</strong> Mulde sollte nicht unter 20 μ<br />
betragen. Scharfkantige Produkte wie zum Beispiel Parmesan-Stückkäse und Rauchfleisch o<strong>der</strong><br />
spezielle Versandarten für den Export, können höhere Anfor<strong>der</strong>ungen an den Packstoff bedingen.<br />
Erfahrungsgemäß sollten Reststärken von 40 μ nicht unterschritten werden. Falls lange<br />
Umschlagzeiten o<strong>der</strong> spezielle Qualitätsanfor<strong>der</strong>ungen des Füllguts die Anfor<strong>der</strong>ungen an die<br />
Barriereeigenschaften erhöhen, können PA/PE-Verbunde mit zusätzlicher EVOH-Schicht zur<br />
Verbesserung <strong>der</strong> Gasbarriere eingesetzt werden. Im Gegensatz hierzu stehen Käselaibe und -<br />
blöcke, welche bei <strong>der</strong> Reifung gasen. Um Bombagen zu verhin<strong>der</strong>n, muss eine hohe CO2 -<br />
Durchlässigkeit des Packstoffs gegeben sein. Durch den Einsatz von OPP/PE als Deckelverbund wird<br />
dies gewährleistet.<br />
Bei <strong>der</strong> Pasteurisierung werden in <strong>der</strong> Regel Deckel- und Bodenmaterial aus speziellem PA/PE bzw.<br />
PA/PE plus EVOH verwendet. Bei <strong>der</strong> Sterilisierung kommt PA/PE plus EVOH für Temperaturbereiche<br />
bis 120° C o<strong>der</strong> Verbunde mit Aluminium zum Einsatz (Deckel: PETP/ALU/PP; Boden:<br />
OPP/ALU/OPA/PP). Packungen aus diesen Alu-Verbunden sind mit einer absoluten Barriere<br />
ausgestattet und ermöglichen eine Haltbarkeit bis zu 24 Monaten ohne Kühlung.<br />
Hartpackungen<br />
Für "normale" Hartpackungen wie zum Beispiel gestapelte Aufschnittsware können OPA/PE Peel-<br />
Verbunde als Deckelfolie und A-PET o<strong>der</strong> A-PET/PE-Verbunde als Bodenfolie eingesetzt werden. Auf<br />
die Kombination A-PET/PE kann normalerweise verzichtet werden, da A-PET Bodenfolie mit<br />
entsprechendem Deckelmaterial (bspw. OPA/PE peelfähig gegen A-PET) als Gas- und<br />
Wasserdampfbarriere vollkommen ausreichend ist.<br />
Großvolumige Hartpackungen werden hauptsächlich aus PS/EVOH/PE-Verbunden ebenfalls mit<br />
OPA/PE als Deckelfolie hergestellt. Für Frischfisch- o<strong>der</strong> Frischfleischatmospackungen sollte die<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
© Alle Rechte bei <strong>Nabenhauer</strong> ���������� GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
Deckelfolie mit einer so genannten Antifog-Abmischung ausgerüstet sein, um den sichtbehin<strong>der</strong>nden<br />
Beschlag zu vermeiden.<br />
Bei <strong>der</strong> Pasteurisierung besteht <strong>der</strong> Deckel (analog zur Weichpackung) aus speziellen PA/PE, bzw.<br />
PA/PE + EVOH. Als Bodenmaterial kommt PS/EVOH/PE spezial o<strong>der</strong> PPS/EVOH/PP in Betracht.<br />
Bei <strong>der</strong> Sterilisation besteht <strong>der</strong> Deckel ebenfalls aus speziellem PA/PE wird jedoch ergänzt durch<br />
eine PP-Siegelschicht<br />
für Festversiegelung bzw. einer Spezialmischung für Peel-Siegelung (PA/EVOH/PP; PETP/EVOH/PP;<br />
PETP/Alu/PP). Als Bodenmaterial kann OPP/Alu/OPA/PP o<strong>der</strong> PP/EVOH/PP eingesetzt werden.<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
© Alle Rechte bei <strong>Nabenhauer</strong> ���������� GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.
NabeNhauer FolieN Für die iNdustrie<br />
Weitere top insi<strong>der</strong>-adressen im Web<br />
■ www.nabenhauer-infoprodukte.com<br />
Kosten sparen, zeit gewinnen<br />
… mit den Informationen von <strong>Nabenhauer</strong> <strong>Infoprodukte</strong>!<br />
informieren sie sich jetzt!<br />
info@nabenhauer-consulting.com o<strong>der</strong> unter +49 (0) 18 05 - 55 83 31<br />
■ www.verpackungslexikon.de<br />
die kostenlose online-enzyklopädie <strong>der</strong> branche.<br />
Fachwissen von Experten rund um das Thema<br />
Folienverpackung von A bis Z.<br />
Jetzt auch als buch immer zur hand.<br />
einfach bestellen unter<br />
www.shop.nabenhauer-consulting.com<br />
■ www.verpackungsbuecher.de<br />
halten sie ihr Wissen immer auf dem neuesten stand!<br />
Onlineshop – Aktuelle Fachbücher zum Thema Folienverpackungen<br />
■ www.verpackungsverzeichnis.de<br />
Finden und gefunden werden – kostenlos anmelden und los geht‘s!<br />
Sie sind auf <strong>der</strong> Suche nach einer speziellen Firma o<strong>der</strong> möchten Ihre eigene<br />
noch besser positionieren? Dann ist das Verpackungsverzeichnis Ihr Portal!<br />
KompeteNt | schNell | zuverlässig�<br />
�
NabeNhauer FolieN Für die iNdustrie<br />
■ www.verpackungsnewsletter.de<br />
Kostenloses Newsletternetzwerk, das verbindet!<br />
Sie möchten Ihren Bekanntheitsgrad noch mehr steigern?<br />
Sie haben einen Newsletter zum Thema Verpackungen und angrenzenden<br />
Branchen anzubieten o<strong>der</strong> empfehlen uns einen Newsletter?<br />
Wir freuen uns über die Zusendung Ihrer Informationen.<br />
■ www.newsletter.nabenhauer-infoprodukte.com<br />
mit einem Klick immer up to date!<br />
Unser <strong>Nabenhauer</strong> Newsletter informiert Sie regelmäßig über alle aktuellen<br />
Fachinformationen aus <strong>der</strong> Verpackungsbranche.<br />
■ www.xing.com/net/folienverpackungen<br />
Jetzt bei XiNg anmelden und ihren erfolg potenzieren!<br />
XING ist das ideale Netzwerk für Fachgruppen und Gemeinschaften.<br />
sie möchten immer up to date sein und ihren umsatz stärker steigern?<br />
Treten Sie unserer Gruppe Folienverpackungen<br />
auf XING bei und lernen Sie interessante<br />
Personen aus Ihrem Fachbereich kennen.<br />
Die aktive „gruppe Folienverpackungen“ richtet sich an alle Personen, die<br />
sich auf das Gebiet <strong>der</strong> Verpackungen, speziell im Bereich Folienverpackungen,<br />
konzentrieren.<br />
Sie vertiefen mit dieser Gruppe nicht nur Ihre fachspezifi schen Kontakte,<br />
son<strong>der</strong>n können auch dadurch leichter neue Kundenbeziehungen aufbauen!<br />
Sichern Sie sich insi<strong>der</strong>-tipps, vip-NeWs <strong>der</strong> Verpackungsbranche und<br />
vieles mehr.<br />
KompeteNt | schNell | zuverlässig<br />
�
NabeNhauer FolieN Für die iNdustrie<br />
■ www.shop.nabenhauer-consulting.com<br />
Fachwissen von experten für experten!<br />
Bücher, Branchentools, Gratis-Downloads und vieles mehr.<br />
Machen Sie Schnäppchen mit unseren Kombi-Angeboten!<br />
reinschauen und insi<strong>der</strong>wissen sichern.<br />
Profi tieren Sie von unseren Erfahrungen!<br />
die <strong>Nabenhauer</strong>-Folientools jetzt auch auf cd<br />
holen sie sich die arbeitsentlastung auf ihren pc und<br />
sparen sie z.b. mit berechnungshilfen wertvolle zeit!<br />
Die geballte Ladung Verpackungsinfos mit nützlichen<br />
Praxis-Tools – übersichtlich, einfach und 100% praxisbezogen<br />
exklusiv nur bei <strong>Nabenhauer</strong> consulting gmbh<br />
KompeteNt | schNell | zuverlässig
NabeNhauer FolieN Für die iNdustrie<br />
eine marke von <strong>Nabenhauer</strong> consulting gmbh<br />
geschäftsführer<br />
Robert <strong>Nabenhauer</strong>, Anita Schleiss<br />
Weidenhofstrasse 22 | CH-9323 Steinach<br />
servicenummer schweiz:<br />
Tel. +41 (0) 8 44 - 00 01 55 | Fax +41 (0) 71 - 4 40 40 29<br />
(Max. 8 Rappen/Min. aus dem Festnetz; Preise von Anrufen aus dem Mobilfunknetz<br />
können davon abweichen)<br />
servicenummer deutschland:<br />
Tel. +49 18 05 - 55 83 31 | Fax +49 18 05 - 55 83 31 10 99<br />
(0,14 Euro/Min. aus dem dt. Festnetz; max. 0,42 Euro/Min. aus dem Mobilfunknetz)<br />
servicenummer Österreich:<br />
Tel. +43 (0) 8 20 - 90 11 04 | Fax +43 (0) 8 20 - 90 11 04 10 99<br />
(Maximal 0,20 Euro/Min. aus dem Festnetz; Preise von Anrufen aus dem Mobilfunknetz<br />
können davon abweichen)<br />
info@nabenhauer-consulting.com<br />
www.nabenhauer-infoprodukte.com<br />
KompeteNt | schNell | zuverlässig<br />
n