Grundlagen der Verpackungstechnik - Nabenhauer Infoprodukte
Grundlagen der Verpackungstechnik - Nabenhauer Infoprodukte
Grundlagen der Verpackungstechnik - Nabenhauer Infoprodukte

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
N<br />
NABENHAUER FOLIEN FÜR DIE INDUSTRIE<br />
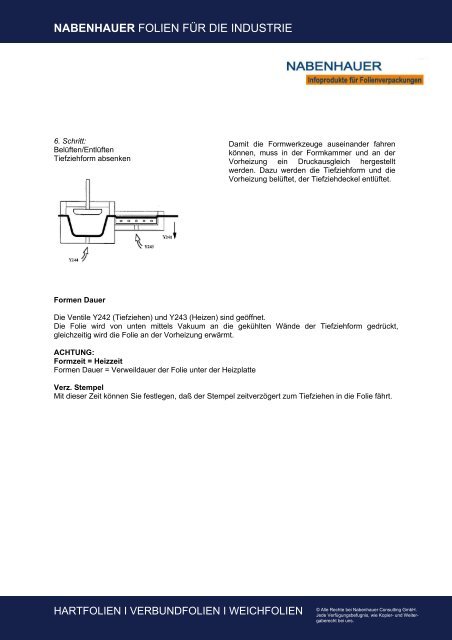
6. Schritt:<br />
Belüften/Entlüften<br />
Tiefziehform absenken<br />
Formen Dauer<br />
Damit die Formwerkzeuge auseinan<strong>der</strong> fahren<br />
können, muss in <strong>der</strong> Formkammer und an <strong>der</strong><br />
Vorheizung ein Druckausgleich hergestellt<br />
werden. Dazu werden die Tiefziehform und die<br />
Vorheizung belüftet, <strong>der</strong> Tiefziehdeckel entlüftet.<br />
Die Ventile Y242 (Tiefziehen) und Y243 (Heizen) sind geöffnet.<br />
Die Folie wird von unten mittels Vakuum an die gekühlten Wände <strong>der</strong> Tiefziehform gedrückt,<br />
gleichzeitig wird die Folie an <strong>der</strong> Vorheizung erwärmt.<br />
ACHTUNG:<br />
Formzeit = Heizzeit<br />
Formen Dauer = Verweildauer <strong>der</strong> Folie unter <strong>der</strong> Heizplatte<br />
Verz. Stempel<br />
Mit dieser Zeit können Sie festlegen, daß <strong>der</strong> Stempel zeitverzögert zum Tiefziehen in die Folie fährt.<br />
HARTFOLIEN I VERBUNDFOLIEN I WEICHFOLIEN<br />
© Alle Rechte bei <strong>Nabenhauer</strong> Consulting GmbH.<br />
Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht<br />
bei uns.