VERTIKALE BEARBEITUNGSZENTREN Haas Automation Inc.
VERTIKALE BEARBEITUNGSZENTREN Haas Automation Inc.
VERTIKALE BEARBEITUNGSZENTREN Haas Automation Inc.

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
V<br />
<strong>VERTIKALE</strong> <strong>BEARBEITUNGSZENTREN</strong><br />
<strong>Haas</strong> <strong>Automation</strong> <strong>Inc</strong>.
D<br />
as unablässige Streben nach Optimierung ist eine Unternehmensphilosophie<br />
von <strong>Haas</strong> <strong>Automation</strong>. Wir sind stets bemüht, unsere CNC-Maschinen zu perfektionieren und Ihnen,<br />
unseren Kunden, einen größeren Mehrwert zur Verfügung zu stellen.<br />
Normalerweise führen wir solche schrittweisen Verbesserungen leise und unauffällig in unsere<br />
Produktion ein. Sie erhalten eben einfach eine hochwertigere Maschine. Für unsere neue Generation<br />
von vertikalen Bearbeitungszentren haben wir jedoch die gesamte Produktreihe überarbeitet, die<br />
nun eine solch breite Palette von Leistungssteigerungen beinhaltet, dass die Maschinen<br />
von <strong>Haas</strong> besser als je zuvor sind. Unsere Techniker haben sämtliche Aspekte der<br />
Maschinen, einschließlich Bahnsteuerung, Kühlmittelfluss, Späneförderung,<br />
Ergonomie und Wartungsverhalten, überprüft und alle Verbesserungen in<br />
eine völlig neue Plattform integriert.<br />
Inhalt<br />
Die <strong>Haas</strong> Steuerung 4-13<br />
Steifes Maschinenbett 14-15<br />
Bahnsteuerung 16-17<br />
Spindel und Spindelantrieb 18-21<br />
Werkzeugwechsler 22-23<br />
Späneabfuhr und Kühlmittelsysteme 24-27<br />
Einfache Bedienung 28-29<br />
Modellvarianten 30<br />
Maschinenkonfigurationen 31<br />
Leistungssteigerungen 32-35<br />
Drehtische und Indexiertische 38-39<br />
Abmessungen und technische Daten 41-45
moDELL<br />
Unser Kundenversprechen:<br />
• Veröff entlichte Preisliste Sie zahlen nicht mehr als den veröff entlichten Preis. Wir sind immer<br />
noch der einzige Hersteller von CNC-Maschinen, der Ihnen dieses Versprechen gibt.<br />
• Fristgerechte Lieferung Wir fertigen die gesamte Maschine und die Steuerung bei uns im<br />
Unternehmen und arbeiten mit dem modernsten Warenwirtschaftssystem (ERP) der Welt.<br />
Damit sind die Verantwortlichkeiten im Unternehmen eindeutig geklärt.<br />
2 | Amerikas führender Werkzeugmaschinenhersteller
2010<br />
DURCH DIE NUTZUNG DER MASSENFÄRTIGUNG, DEN EINSATZ GEMEINSAMER<br />
DURCH DIE NUTZUNG DER MASSENFÄRTIGUNG, DEN EINSATZ GEMEINSAMER<br />
KOMPONENTEN UND DIE UMFASSENDE AUTOMATISIERUNG IN UNSEREN<br />
SPEZIALWERKEN HABEN WIR DIE NIEDRIGSTEN BETRIEBSKOSTEN DER BRANCHE.<br />
• Schneller Service Jedes lokale HFO ist mit voll ausgerüsteten Servicefahrzeugen ausgestattet<br />
und reagiert umgehend auf Ihre Serviceanforderungen.<br />
• Faire Ersatzteilpreise Wir haben kein Interesse daran, einem Kunden in Not auch noch<br />
überhöhte Preise für Ersatzteile abzuverlangen. Ihre Zufriedenheit ist uns wichtiger.<br />
• Hoher Wiederverkaufswert Jahr für Jahr erzielen die Maschinen von <strong>Haas</strong> die höchsten<br />
Wiederverkaufspreise der Branche.<br />
<strong>Haas</strong> <strong>Automation</strong> Europe +32 2 522 99 05 www.<strong>Haas</strong>CNC.com | 3
ALLES UNTER KONTROLLE<br />
Die <strong>Haas</strong> CNC-Steuerung<br />
Wir haben mehrere Jahre Entwicklungsarbeit in die Schaffung der besten<br />
Hardware und Software der Branche für die Steuerung der Maschinen<br />
investiert. Für die vertikalen Bearbeitungszentren der neuen Generation<br />
wurde die bereits sehr leistungsstarke und bedienerfreundliche CNC-<br />
Steuerung von <strong>Haas</strong> mit noch mehr Innovationen ausgestattet.<br />
Sämtliche Achsen der <strong>Haas</strong> VMCs sind mit digitalen Servomotoren der<br />
nächsten Generation und hochauflösenden Messgebern ausgerüstet. Das<br />
Ergebnis ist eine ruhige und präzise Bahnsteuerung, die in Kombination<br />
mit wesentlichen Verbesserungen bei der Software und Motorsteuerung<br />
für eine noch höhere Oberflächengüte sorgt.<br />
Leistungsmerkmale<br />
Geschlossenes System Die robuste und zuverlässige Steuerung von <strong>Haas</strong> ist nahtlos in die<br />
Maschine integriert. Unser geschlossenes System wurde speziell für die <strong>Haas</strong> Maschinen optimiert und ist nicht von<br />
anderen NC-Zulieferern abhängig. Wir übernehmen die volle Verantwortung für die gesamte Maschine.<br />
Spezialtastatur Die <strong>Haas</strong> Tastatur besitzt neben dem vollständigem alphanumerischen Tastenfeld<br />
alle anderen benötigten Tasten. Zur Erleichterung der Bedienung sind alle häufig verwendeten Funktionen deutlich<br />
gekennzeichnet. Viele Funktionen lassen sich mit nur einem Tastendruck ausführen.<br />
Direktasten Übliche Mehrschrittfunktionen, wie das Einschalten der Maschine oder das Einstellen des<br />
Werkzeugversatzes, sind auf einen einzigen Tastendruck reduziert worden. Andere häufig verwendete Funktionen,<br />
wie die Einstellung des Werkstückversatzes, das Zurückfahren der Maschine in die Ausgangsposition und die<br />
Auswahl des nächsten Werkzeuges beim Einrichten, sind ebenfalls mit nur einer Taste ausführbar.<br />
Multifunktionales Handrad Bei den meisten Maschinen dient das Handrad nur der<br />
Bewegung der Achsen. Bei den Maschinen von <strong>Haas</strong> kann das Handrad jedoch auch in anderen Betriebsarten<br />
eingesetzt werden, um z. B. das Programm schneller zu bearbeiten, die Spindeldrehzahlen und Vorschübe manuell<br />
zu übersteuern oder Versätze und Parameter abzufragen.<br />
15" LCD-Farbbildschirm Unser 15" großer TFT LCD-Bildschirm wurde speziell für die Arbeit in<br />
Fertigungsbetrieben entwickelt. Der licht- und kontraststarke LCD-Bildschirm bietet einen großen Betrachtungswinkel<br />
und ist auch bei hellem Licht noch gut erkennbar. Zum Schutz und zur besseren Lesbarkeit ist er hinter<br />
blendfreiem, vorgespanntem Glas installiert.<br />
Moderne Programmbearbeitung Unser einzigartiger moderner Programm-Editor<br />
ermöglicht dem Bediener die Korrektur von Programmen in zwei Fenstern.<br />
USB-Anschluss Der integrierte USB-Port erlaubt den Anschluss eines kundenseitigen USB-Flash-<br />
Speichers oder externer Festplatten.<br />
4 | Amerikas führender Werkzeugmaschinenhersteller
BEWÄHRTES IN FRAGE STELLEN<br />
Drei Bildschirmfenster auf einen Blick<br />
Die <strong>Haas</strong> Steuerung gilt als die benutzerfreundlichste CNC-Steuerung der Branche. Sie<br />
genießt den Ruf einer hohen Zuverlässigkeit und langen Lebensdauer. Besitzer von <strong>Haas</strong><br />
Maschinen betonen immer wieder, dass sie nie zuvor mit einer CNC-Steuerung gearbeitet<br />
haben, die so einfach zu bedienen gewesen ist. Genau das macht eine <strong>Haas</strong> Maschine aus.<br />
Der Drei-Fenster-Bildschirm der <strong>Haas</strong> Steuerung ermöglicht dem Anwender den Zugriff<br />
auf alle Steuerungsfunktionen aller Betriebsarten, ohne dass dafür der aktuelle Bildschirm<br />
verlassen werden muss. Hier ein Beispiel für den Aufbau und die Funktionen der<br />
Bildschirmfenster.<br />
Der Setup-Bildschirm<br />
Ganz oben befindet sich der Setup-Bildschirm (Einrichten), den wir uns nun einmal genauer ansehen.<br />
Oben links wird das Active Program (Aktives Programm) angezeigt. Die Tool Offsets (Werkzeugversätze)<br />
erscheinen oben rechts. Unter den Werkzeugversätzen sind die Work Zero Offsets<br />
(Werkstück-Nullpunktversätze) angegeben. Das Feld mit der Spindle Information (Spindelangaben)<br />
befindet sich links unten und zeigt die Spindeldrehzahl sowie die Übersteuerungswerte für Drehzahl,<br />
Vorschub und Eilgang an. Daneben befindet sich das Position-Feld mit Angabe der Koordinaten des<br />
Bedieners, des Werkstückversatzes, der Maschine und des aktuellen Verfahrweges. Rechts neben dem<br />
Positionsfeld folgen Angaben zum Tool Management (Werkzeugverwaltung).<br />
Einfach, übersichtlich und aussagekräftig. Beachten Sie, dass das Feld mit den Werkzeugversätzen<br />
(oben rechts) einen weißen Hintergrund besitzt, während die anderen Felder farbig hinterlegt sind.<br />
Der weiße Hintergrund zeigt an, dass dieses Feld aktiv ist und der Cursor dort mit den Pfeiltasten<br />
positioniert werden kann.<br />
6 | Amerikas führender Werkzeugmaschinenhersteller
Der Edit-Bildschirm Im Anschluss an die Einstellung der<br />
Versätze im Setup-Bildschirm möchten Sie sicherlich ein Programm laden.<br />
Nach Betätigung der Taste List Programs öffnet sich der Edit-Bildschirm<br />
(Bearbeiten), über den Sie von jedem an die Maschine angeschlossenen<br />
Gerät (z. B. interner Speicher, USB-Stick, Ethernet) auf Programme zugreifen<br />
können.<br />
Das Quick-Key Hilfemenü ist eine leistungsstarke Funktion, die eine<br />
vollständige Liste und Beschreibung aller Funktionen enthält. In allen drei<br />
Bildschirmfenstern der Steuerungsoberfläche stehen umfangreiche Quick-<br />
Key-Hilfemenüs zur Verfügung.<br />
In der linken unteren Ecke des Bearbeiten-Bildschirms befindet sich das<br />
Editor Help-Feld, das eine Beschreibung der verfügbaren Hilfethemen enthält.<br />
Unten rechts im Edit-Bildschirm sehen Sie den Inhalt vom Clipboard<br />
(Zwischenspeicher). Hier werden alle zu kopierenden oder ausgeschnittenen<br />
Elemente angezeigt.<br />
Der Edit-Bildschirm enthält zahlreiche weitere Funktionen zur Programmkorrektur,<br />
wie die Program Simulate (Programmsimulierung), jetzt auch<br />
mit Kontrolle der Zuggeschwindigkeit, ein untergeordnetes Anzeigefenster<br />
für alternative Programme, die MDI-Funktion sowie die VQC-<br />
Programmierung.<br />
Der Operation-Bildschirm Der Operation-Bildschirm<br />
(Bedienung) enthält alle Informationen für die Arbeit mit der Maschine.<br />
Links oben befindet sich das Program Display (Programmanzeige). Bei der<br />
Ausführung von Programmen, die Unterprogramme enthalten, werden das<br />
Haupt- und das Unterprogramm in einem geteilten Fenster angezeigt.<br />
Rechts davon finden sich die Active G-Codes (Aktive G-Codes) mit entsprechenden<br />
Textbeschreibungen, der Coolant Level Indicator (Kühlmittelstandanzeige)<br />
sowie Angaben zum Active Tool (Aktives Werkzeug),<br />
einschließlich einer grafischen Darstellung des Werkzeugtyps, wie bei der<br />
Eirichtung des Werkzeugversatzes festgelegt.<br />
In der Bildschirmmitte sehen Sie das Offset-Fenster (Versatz). Hier können<br />
Sie alle Versätze bei laufender Maschine korrigieren.<br />
Ganz unten links stehen die Spindle Information (Spindelangaben) mit<br />
Übersteuerungsanzeigen. In der Mitte wird die Position angegeben und auf<br />
der rechten Seite stehen die Timers and Counters (Timer und Zähler).<br />
Der Remaining (Restzeit) Timer nutzt die Angaben vom Last Cycle-Timer<br />
(Letzer-Zyklus-Timer) zur Anzeige der verbleibenden Programmlaufzeit.<br />
Damit ist der Bediener über die noch Restzeit dieses Zyklus informiert.<br />
<strong>Haas</strong> <strong>Automation</strong> Europe +32 2 522 99 05 www.<strong>Haas</strong>CNC.com | 7
DIE VERSTECKTE KRAFT DER HAAS STEUERUNG<br />
8 | Amerikas führender Werkzeugmaschinenhersteller
Tragbares Bedienpult Das patentierte tragbare Bedienpult von <strong>Haas</strong> besitzt<br />
einen 7-cm-Farbbildschirm, einen 11-Tasten-Block, eine Bahnsteuerung mit Dreifach-Drehknopf<br />
sowie eine integrierte LED-Kontrollleuchte. Mit diesem tragbaren Bedienpult können Sie Werkzeug- und<br />
Werkstückversätze einstellen, bis zu 9 Achsen im Schrittbetrieb verfahren, die Maschinenposition und das aktuell<br />
laufende Programm anzeigen lassen und vieles mehr.<br />
CURNT/COMDS Die Current Commands-Seite (Aktuelle Befehle) zeigt den aktuellen Status der Maschine an. Dazu gehören<br />
das laufende Programm, die Position, das in die Spindel eingesetzte Werkzeug, die Spindel- und Achsbelastung, die Spindeldrehzahl<br />
und der Vorschub. Zusätzliche Fenster geben die im aktuellen Programm verwendeten Befehle und G-Codes an, während Timer über die<br />
Zykluszeit, Bearbeitungszeit, Betriebszeit und die M30-Zählung (Anzahl der Teile) informieren. Andere Felder zeigen Makro-Variablen<br />
und die minimale und maximale Spindelbelastung eines jeden Werkzeugs an und melden die Werkzeugstandzeit.<br />
HELP/CALC Die Hilfe-Funktion ist ein integriertes, durchsuchbares Bedienerhandbuch, das die verschiedenen Funktionen<br />
der <strong>Haas</strong> Maschine erläutert. Sie geben einfach ein Suchwort ein, um ein Thema zu finden, oder drücken F1 für Hilfe zu den<br />
G-Codes oder F2 für Erläuterungen zu den M-Codes. Die Kalkulator-Seiten beinhalten leistungsstarke Funktionen zum Lösen von<br />
trigonometrischen Gleichungen, Kreis-Kreis-Tangenten-Gleichungen und Kreis-Linien-Tangenten-Gleichungen und erlauben die<br />
Berechnung von Drehzahlen und Vorschüben sowie die Ausführung mathematischer Standardberechnungen. Die Lösungen der<br />
Gleichungen können vom Rechner aus direkt in ein Programm eingefügt werden.<br />
Die Macht einer einzelnen Taste Einige der leistungsstärksten Funktionen der <strong>Haas</strong> Steuerung gehorchen<br />
dem Druck einer einzigen Taste. So können Sie den Werkzeugversatz durch Betätigung nur einer Taste einstellen, ohne von Hand<br />
Werte in die Steuerung eingeben zu müssen. Sie positionieren einfach ein Werkzeug auf die Oberfläche des Teiles, drücken die<br />
Taste zur Messung des Werkzeugversatzes und die Werkzeuglänge wird automatisch im Längenregister gespeichert. Dann drücken<br />
Sie die Taste zur Auswahl des nächsten Werkzeugs und wiederholen den Prozess für jedes weitere Werkzeug. Das Einstellen des<br />
Werkstückversatzes ist genauso einfach.<br />
Werkzeug-Lastüberwachung Die Maximierung der Werkzeugstandzeit ist ein weiteres wichtiges Kriterium<br />
zur Steigerung der Produktivität. Die <strong>Haas</strong> Steuerung kann für jedes Werkzeug die Spindelbelastung überwachen und die Vorschübe<br />
automatisch anpassen, sollte die Last den vom Bediener festgelegten Grenzwert überschreiten. Wenn ein Werkzeug den vorgegebenen<br />
Grenzwert überschreitet, kann die Steuerung so eingestellt werden, dass der festgelegte Vorschub verringert, der Bediener informiert,<br />
in den Vorschub-Wartemodus gewechselt oder ein entsprechender Alarm ausgelöst wird. Diese Vorgehensweise maximiert die<br />
Werkzeugstandzeit und schützt das Werkstück sowie die Maschine vor den Auswirkungen des Werkzeugverschleißes.<br />
Erweiterte Werkzeugverwaltung Die <strong>Haas</strong> Steuerung bietet eine moderne Werkzeugverwaltung, die es<br />
erlaubt, eine Gruppe redundanter Werkzeuge für die Verwendung in einem Programm zu erstellen. Sie können in einem Bildschirm<br />
auswählen, welche Werkzeugnummern zu der Gruppe gehören sollen und welcher Parameter den Wechsel zu einem redundanten<br />
Werkzeug auslösen soll. Dieser Wechsel kann auf Grundlage der Vorschubzeit, der Anzahl der Werkzeugaufrufe, der Anzahl der<br />
gebohrten oder gewindegebohrten Löcher oder eines vorgegebenen Lastgrenzwertes erfolgen. Zur Verwendung einer Gruppe<br />
redundanter Werkzeuge in einem Programm müssen Sie beim Werkzeugaufruf lediglich die Gruppennummer eingeben. Beim<br />
Aufruf des Werkzeugs werden die bei der Einrichtung festgelegten Werkzeugversätze dann automatisch geladen.<br />
<strong>Haas</strong> <strong>Automation</strong> Europe +32 2 522 99 05 www.<strong>Haas</strong>CNC.com | 9
AUFRÜSTUNG: Sonderzubehör<br />
Intuitives Programmiersystem Das Intuitive Programmiersystem (IPS) von <strong>Haas</strong> ermöglicht<br />
dem Bediener die Ausführung grundlegender Fräsarbeiten ohne Kenntnis des G-Codes. Unser firmeneigenes<br />
dialoggeführte Betriebssystem verwendet aussagekräftige Registerkartenmenüs, die den Bediener durch die<br />
notwendigen Bearbeitungsschritte führen. Als erstes werden bei der grundlegenden Einrichtung des Arbeitsgangs<br />
solche Parameter wie die Werkzeug- und Werkstückversätze, der Werkzeugtyp und der zu bearbeitende Werkstoff<br />
eingestellt. Anschließend wählt der Bediener den auszuführenden Arbeitsgang aus und gibt auf Aufforderung einige<br />
grundlegende Angaben ein. Die Standardwerte für Spindeldrehzahl, Schnitttiefe und Vorschub werden automatisch auf<br />
Grundlage der gemachten Angaben ergänzt. Bei Bedarf kann der Bediener diese konservativen Werte jedoch ändern.<br />
Nach Eingabe aller benötigten Angaben starten Sie den Bearbeitungszyklus über die Start-Taste. Es ist möglich,<br />
mehrere Operationen in einem separaten G-Code-Programm aufzuzeichnen, zu speichern und dann zur Erstellung<br />
einer Kopie des Teiles wieder zu laden. Hilfe-Menüs werden direkt auf dem Bildschirm angezeigt und ein Testlauf<br />
mit grafischer Simulation erlaubt dem Bediener, die Arbeitsgänge ohne Werkstück zu prüfen.<br />
10 | Amerikas führender Werkzeugmaschinenhersteller<br />
3<br />
2<br />
1<br />
1. Über die oberen<br />
Registerkarten wählen Sie die<br />
auszuführende Operation aus.<br />
2. Anschließend legen<br />
Sie über die unteren<br />
Registerkarten den konkreten<br />
Bearbeitungsschritt fest.<br />
3. Geben Sie nach<br />
Anforderung durch die<br />
Steuerung die benötigten<br />
Daten ein und drücken Sie<br />
abschließend die Start-Taste.<br />
Steuerung der 4. und 5. Achse Ermöglicht den Einsatz von Drehtischen mit 4. und 5. Achse<br />
für die mehrseitige Bearbeitung oder die Bearbeitung komplexer Konturen oder Formen. Erhöht die Produktivität und<br />
verringert den Einrichtaufwand.<br />
Koordinatendrehung/-skalierung Durch die Koordinatendrehung können Sie in Verbindung<br />
mit der Werkstückversatzmessung das Einrichten von Werkstücken beschleunigen oder ein Muster an eine andere Stelle<br />
drehen. Die Skalierung erlaubt die Verringerung oder Vergrößerung einer Werkzeugbahn oder eines Musters.<br />
Zweite Ausgangsposition Gestattet dem Bediener die Achsen in eine anwenderdefinierte zweite<br />
Ausgangsposition zu verfahren, die von der Standardausgangsposition der Maschine abweicht.<br />
Ethernet-Schnittstelle Zur Übertragung der Daten zwischen Ihrer <strong>Haas</strong> Maschine und einem Netzwerk<br />
oder PC über ein Ethernet-Netzwerk. Sie übertragen Programmdateien von der Maschine und zurück und haben von<br />
mehreren Maschinen Zugriff auf große Dateien. Hohe Datenraten erlauben den DNC-Betrieb für große Dateien. Die<br />
Einrichtung erfolgt mühelos über den Steuerungsbildschirm.
DXF-Dateiimport Die vom intuitiven Programmiersystem von <strong>Haas</strong> gebotene Möglichkeit des Imports<br />
von *.dxf-Dateien versetzt die Programmierer in die Lage, eine *.dxf-Datei in die <strong>Haas</strong> Steuerung zu importieren,<br />
Leistungsmerkmale in der Datei auszuwählen und die Werkzeugbahn zu generieren. Die Programmausgabe erfolgt im<br />
G-Standardcode. Mit Hilfe der Bearbeitungsfunktionen der <strong>Haas</strong> Steuerung kann der Anwender Leistungsmerkmale<br />
modifizieren, die Schrittabfolge ändern oder sie sogar bequem in andere Programme einbinden – alles von der<br />
Steuerung aus, ohne sich wieder an einen Computer setzen und ein CAM-generiertes Programm starten zu müssen.<br />
Die <strong>Haas</strong> Steuerung vereint die besten Eigenschaften der G-Code- und Dialogprogrammierung. Sie können manuelle<br />
oder CAM-generierte G-Codes, das intuitive Programmiersystem oder auch beide Methoden kombiniert verwenden.<br />
Sie wählen die Programmierstrategie aus, die für das Werkstück am besten geeignet ist.<br />
Anwenderdefinierbare Makros Sie erstellen Unterprogramme für individuelle feste<br />
Bearbeitungs zyklen, Messroutinen, Bedieneraufforderungen, mathematische Gleichungen oder Funktionen sowie für die<br />
Bearbeitung von Teilefamilien mit Variablen.<br />
Gravieren Mit einem einzigen Codeblock lassen sich Teile mit beliebigen in Klammern gesetzten Textfolgen<br />
beschriften. Fortlaufende Teilenummern können Sie mit der standardmäßigen Serienfunktion eingravieren.<br />
8 M-Funktionen Bietet 8 zusätzliche M-Funktionen für insgesamt bis zu 13 Anwenderschnittstellen zur<br />
Aktivierung von Messtastern, zusätzlichen Pumpen, Spannvorrichtungen, Werkstückladern usw.<br />
Speichersperre-Schlüsselschalter Verriegelt den Speicher, um eine unbefugte Programmbearbeitung<br />
zu verhindern. Mit dem Schalter können auch Einstellungen, Parameter, Versätze und Makro-Variablen<br />
gesperrt werden.<br />
Speichererweiterungen Erweiterbare, integrierte Solid-State-Speicher ermöglichen die Speicherung,<br />
Ausführung und Bearbeitung großer Programme direkt an der Maschine.<br />
<strong>Haas</strong> <strong>Automation</strong> Europe +32 2 522 99 05 www.<strong>Haas</strong>CNC.com | 11
HIGH-SPEED-BEARBEITUNG Mit der leistungsstarken High-Speed-Option (HSM)<br />
können Zykluszeiten stark verkürzt und die Genauigkeit wesentlich verbessert werden.<br />
Unter Verwendung eines als „Beschleunigung vor Interpolation“ bezeichneten Bewegungsalgorithmus<br />
in Verbindung mit der vorausschauenden Look-Ahead-Funktion ermöglicht die High-Speed-Option<br />
Vorschübe für die bahngesteuerte Bearbeitung von bis zu 30,5 m/min ohne Abweichung von der<br />
programmierten Bahn. Alle festgelegten Bewegungen werden vor der Interpolation beschleunigt,<br />
um abzusichern, dass die Bewegungen der einzelnen Achsen nicht die Beschleunigungskapazität der<br />
Maschine überschreiten. Der Look-Ahead-Algorithmus ermittelt den schnellsten Vorschub, bei dem<br />
jeder Arbeitstakt ohne Halt in den jeweils folgenden Takt überführt werden kann. Das Ergebnis ist eine<br />
höhere Genauigkeit, ein gleichförmigerer Bewegungsablauf und ein höherer tatsächlicher Vorschub auch<br />
bei Werkstücken mit komplexer Geometrie.<br />
12 | Amerikas führender Werkzeugmaschinenhersteller<br />
HSM-VORTEILE<br />
• Wesentlich kürzere<br />
Zykluszeiten<br />
• Look-Ahead-Funktion<br />
• Konturenbearbeitung bis<br />
30,5 m/min<br />
• Beschleunigung vor<br />
Interpolation<br />
• Programmierung nach<br />
ISO-Standard/G-Code<br />
• Höhere Genauigkeit<br />
• Ruhigerer Bewegungsablauf
Steuerungsmerkmale<br />
■■ Bedienerfreundlich<br />
■■ Moderne Programmbearbeitung<br />
■■ Bürstenlose AC-Servoantriebe<br />
■■ Vorschübe bis 30,5 m/min<br />
■■ Drei 32-Bit-Prozessoren<br />
■ ■ Ausführung von bis zu 1.000 Blöcken<br />
pro Sekunde<br />
■■ Kompatibel zum G-Code nach ISO<br />
■■ <strong>Haas</strong> Direkttasten-Einschaltfunktion<br />
■■ <strong>Haas</strong> Direkttasten-Werkzeugversatzeingabe<br />
■■ 200 Werkzeugversätze<br />
■■ 105 Werkstückkoordinaten<br />
■■ Werkzeug-Lastüberwachung<br />
■■ Werkzeugstandzeit-Überwachung<br />
■■ Spiralinterpolation<br />
■■ Korrektur im Hintergrund<br />
■ ■ Programmansicht in mehreren<br />
Bildschirmfenstern<br />
■■ Trigonometrie-Rechner<br />
■■ Bogen- und Tangenten-Berechnung<br />
■■ Drehzahl- und Vorschub-Berechnung<br />
■■ Start/Stopp/Schritt/Weiter<br />
■ ■ RS-232/DNC/USB/Ethernet<br />
(Sonderzubehör)<br />
■■ Neustart im Programm<br />
■ ■ Zoll- oder metrische Programmierung<br />
■■ Nachrichten-Seite<br />
■■ 15 Sprachen<br />
■ ■ Mehr als 200 anwenderdefinierbare<br />
Einstellungen<br />
■■ Selbstdiagnose<br />
■■ Aussagekräftige Alarme<br />
■■ Programmierbares Spiegeln<br />
■■ Progressives Taschenfräsen<br />
■■ Lochmusterbohren<br />
■■ Trockenlauf mit grafischer Unterstützung<br />
■■ 5 frei nutzbare M-Funktionen<br />
■■ Steuerung der Konturgenauigkeit<br />
■■ Textgravur<br />
■■ Hergestellt in den USA<br />
Technische Daten der Steuerung<br />
Allgemein<br />
Mikroprozessor Drei 32-Bit-High-Speed-Prozessoren<br />
Ausführungsgeschwindigkeit 1000 Blöcke/Sekunde (Standard)<br />
Achsensteuerung 3 Achsen linear, 4. und 5. Achse als Sonderzubehör<br />
Interpolation G01, G02, G03, spiral<br />
Kleinstes Eingabeinkrement – Zoll-Modus: 0,0001"<br />
– Metrischer Modus: 0,001 mm<br />
Kleinste Ausgabeauflösung 0,0000072" bzw. 0,00018 mm<br />
Vorschubfunktionen<br />
Eilgang-Übersteuerung 5 %, 25 %, 50 %, 100 %<br />
Vorschub-Übersteuerung 0 % bis 999 % in 1-%-Schritten<br />
Handrad-Schrittauflösung – Zoll-Modus: 0,0001"/0,001"/0,01"/0,1" pro Teilung<br />
– Metrischer Modus: 0,001/0,01/0,1/1,0 pro Teilung<br />
Schrittvorschub – Zollmodus: 0,1/1,0/10,0/100,0 Zoll/min<br />
– Metrischer Modus: 1,0/10/100/1000 mm/min<br />
Nullpunkt-Rückstellung Eine Taste (G28)<br />
Spindelfunktionen<br />
Drehzahlbefehl S = 1 bis max. Spindeldrehzahl<br />
Übersteuerung 0 % bis 999 % in 1-%-Schritten<br />
Werkzeugfunktionen<br />
Längenkompensation 200 Sätze, Geometrie und Verschleiß<br />
Durchmesser-/Radiuskompensation 200 Sätze, Geometrie und Verschleiß<br />
Längenmessung Automatische Längenspeicherung<br />
Standzeitüberwachung 200 Sätze mit Alarmhinweis<br />
Auswahl Txx-Befehl<br />
Programmierung<br />
Kompatibilität G-Code nach ISO<br />
Positionierung Absolut (G90), inkremental (G91)<br />
Feste Bearbeitungszyklen 22 Funktionen (Standard)<br />
Kreistaschenfräsen G12, G13<br />
Lochmusterbohren G70, G71, G72<br />
Progressives Taschenfräsen G150<br />
Zoll/metrisch Umschaltbar<br />
Werkstückkoordinaten 105 Sätze<br />
Werkstück-Nullpunktfestlegung Automatische Speicherung<br />
M-Code-Ausgänge 5 frei nutzbare M-Funktionen †<br />
2D-Fräser-Durchmesserkompensation G40, G41, G42<br />
2D-Fräser-Längenkompensation G43, G44, G49<br />
3D-Fräser-Durchmesserkompensation G141<br />
5-Achsen-Werkzeuglängenkompensation G143<br />
Daten Ein- und Ausgabe<br />
Kommunikationsschnittstelle RS-232, USB, 100Base-T Ethernet (Sonderzubehör)<br />
Datenrate Bis 115.200 Baud ‡<br />
Programmspeicher<br />
Standard 1 MB, als Sonderzubehör bis 250 MB<br />
Anzahl der Programme 500<br />
† Kann von Sonderzubehör genutzt werden. ‡ Kabellänge bis 1,8 m.<br />
<strong>Haas</strong> <strong>Automation</strong> Europe +32 2 522 99 05 www.<strong>Haas</strong>CNC.com | 13
DIE GRUNDLAGE UNSERES ERFOLGES<br />
14 | Amerikas führender Werkzeugmaschinenhersteller
Steifes Maschinenbett Die Stabilität einer jeden Konstruktion ist von der Robustheit ihres Grundaufbaus<br />
abhängig. Vertikale Bearbeitungszentren machen da keine Ausnahme. Die Robustheit des Maschinenbetts und der<br />
Ständer gibt vor, wie exakt die Maschine die Bearbeitung ausführen kann.<br />
Massive Gusseisenkonstruktion Gusseisen verfügt über ein bis zu zehn Mal größeres<br />
Dämpfungs vermögen als eine Stahlkonstruktion. Aus diesem Grund verwendet <strong>Haas</strong> für alle wichtigen Komponenten<br />
Gusseisen. Die Gusskomponenten sind intern durch massive Rippen verstärkt, um Biegekräften zu widerstehen und<br />
Vibrationen zu dämpfen. Außerdem wird jede Gusskomponente vor und nach der Bearbeitung sorgfältig auf Mängel<br />
überprüft.<br />
Im Dreieck-Design breit ausgelegte Gussbauteile Unsere im Dreieck-Design<br />
breit ausgelegten Gussbauteile gewährleisten eine maximale Tragfähigkeit bei effizientem Materialeinsatz. Sie sorgen<br />
für ein steifes und stabiles Maschinenbett, das den Biegekräften widersteht, die Schnittkräfte effektiv verteilt und<br />
thermisch äußerst stabil ist.<br />
Alle tragenden Komponenten werden mit einer<br />
Finite-Elemente-Analyse (FEA) für maximale Steifigkeit optimiert.<br />
Verwindungssteife, verstärkte<br />
Gussbauteile für Sockel und Ständer Unsere<br />
Gussbauteile für Sockel und Ständer besitzen vibrationsdämpfende Rippen,<br />
die Schwingungen vom Bearbeitungsbereich abführen. Die Ständer sind in<br />
Tunnelbauweise ausgeführt, die eine hervorragende Steifigkeit gewährleistet<br />
und Biegekräften widersteht.<br />
<strong>Haas</strong> <strong>Automation</strong> Europe +32 2 522 99 05 www.<strong>Haas</strong>CNC.com | 15
BAHNSTEUERUNG<br />
Kugelumlaufspindeln mit doppelter Verankerung <strong>Haas</strong> verwendet ausschließlich<br />
Kugel umlaufspindeln und Führungen der höchsten Qualität von führenden internationalen Herstellern. Die Kugelumlaufspindeln<br />
sind an beiden Enden verankert und werden auf exakte Parallelität zu den Achsenführungen überprüft. Vorgespannte<br />
Kugelumlaufmuttern verhindern das Auftreten eines Spiels.<br />
Bürstenlose Servomotoren <strong>Haas</strong> setzt an allen Achsen modernste, energieeffiziente, bürstenlose Servomotoren<br />
ein. Diese hochleistungsfähigen Servomotoren entwickeln mehr Leistung für schwere Bearbeitungen und eine bessere<br />
Beschleunigung/Verzögerung zur Verkürzung der Zykluszeiten. Hochauflösende Messgeber und ein digitaler Regelkreis sorgen<br />
für eine äußerst präzise Positionierung.<br />
Direkt gekoppelte Servomotoren Unsere Servomotoren sind über Stahlscheibenkupplungen direkt<br />
mit den Kugelumlaufspindeln verbunden, so dass selbst bei extremer Belastung kein Torsionsspiel auftreten kann. Dadurch wird<br />
die Positioniergenauigkeit erheblich verbessert und ein genaueres Gewindebohren und bahngesteuertes Bearbeiten ermöglicht.<br />
Und sie verschleißen nicht und verlieren auch nicht ihre hohe Genauigkeit.<br />
100%iger Geometrietest <strong>Haas</strong> verwendet ein modernes „Ball Bar“-Testsystem, um die lineare Genauigkeit<br />
sowie die Geometrie jeder Maschine zu prüfen. Die Kugelstange folgt der Maschinenbewegung mit einer Auflösung<br />
von 0,1 μ auf ±0,5 μ genau, während die Maschine eine Folge von Kreisbewegungen ausführt, um die Synchronizität der<br />
Bewegung und die Winkligkeit zu überprüfen. Die Daten der Kugelstange werden in einem Diagramm aufgezeichnet, das die<br />
Maschinengenauigkeit veranschaulicht. Abweichungen von der Winkligkeit oder Genauigkeit erscheinen in diesem Diagramm<br />
in Form von deutlich erkennbaren, verzerrten Kreisen. Als Garantie, dass die Maschine genau und korrekt ausgerichtet ist, wird<br />
dem vertikalen Bearbeitungszentrum bei der Auslieferung ein Exemplar dieses Diagramms beigelegt.<br />
16 | Amerikas führender Werkzeugmaschinenhersteller
Automatische Schmierung Das automatische<br />
Schmiersystem von <strong>Haas</strong> dosiert und verteilt während<br />
des Betriebs Öl an alle Führungen und Kugelumlaufspindeln.<br />
Auf diese Weise ist gewährleistet, dass alle kritischen<br />
Komponenten zu jeder Zeit mit der minimal benötigten Menge<br />
Öl versorgt werden, wodurch Schmiermittel eingespart und die<br />
Umweltfreundlichkeit erhöht wird.<br />
Linearskalen Linearskalen garantieren eine exakte<br />
Positionierung entlang der X-, Y- und Z-Achse, indem sie die<br />
bei allen Werkzeugmaschinen auftretenden thermischen<br />
Schwankungen kompensieren. Sie haben eine Auflösung<br />
von 1 µ und gewährleisten die bei der Präzisionsfertigung<br />
erforderliche Genauigkeit.<br />
Elektronisches<br />
Wärmekompensationssystem<br />
Kugelumlaufspindeln erzeugen bei hoher Belastung Wärme<br />
und dehnen sich aus, was zu Bearbeitungsfehlern führen<br />
kann. Unser elektronischer Wärmekompensations-Algorithmus<br />
(ETC) berechnet diesen Effekt und passt die Position der<br />
Kugelumlaufspindel entsprechend an.<br />
Linearführungen mit Kugelumlauflagerung <strong>Haas</strong> verwendet<br />
für jede Maschinenachse Linearführungen mit Kugelumlauflagerung. Diese bieten<br />
volle Tragfähigkeit in allen Richtungen, haben eine geringere Leistungsaufnahme, müssen<br />
nicht eingestellt werden und sind nachgewiesenermaßen genauer und schneller als Flachführungen.<br />
Linearführungen mit Kugelumlauflagerung sind vorgespannt, um das Spiel zwischen<br />
den sich bewegenden Oberflächen auf null zu reduzieren. So wird die Steifigkeit in allen<br />
Richtungen erhöht und gleichzeitig die Präzision und Zuverlässigkeit gesteigert. Außerdem<br />
ermöglicht ihr sehr geringer Reibungskoeffizient schnellere Bewegungen, ohne dass bei<br />
Wiederholgenauigkeit und Präzision Einschränkungen hingenommen werden müssen. Jede<br />
Führung wird automatisch geschmiert, um eine lange Lebensdauer sicherzustellen.<br />
Linearführung mit Kugelumlauflagerung<br />
Kein Spiel<br />
Flachführung<br />
Benötigtes Spiel<br />
<strong>Haas</strong> <strong>Automation</strong> Europe +32 2 522 99 05 www.<strong>Haas</strong>CNC.com | 17
MERKMALE DER HAUPTSPINDEL<br />
Spindelkonfigurationen<br />
SK 40<br />
SK 50<br />
2-STUFEN-GETRIEBE<br />
4.000 / 5.000 mIN-1 *<br />
6.000 mIN-1 *<br />
7.500 mIN-1 10.000 mIN-1 10.000 mIN-1 *<br />
12.000 mIN-1 *<br />
15.000 mIN-1 *<br />
30.000 mIN-1 HD<br />
*<br />
1)<br />
moDELL<br />
1) Hohes Drehmoment<br />
TM MM VF-1 VF-2 VF-3 VF-4 VF-5 VF-6 VF-7 VF-8 VF-9 VF-10 VF-11 VF-12 VM VR VS GR MDC<br />
• • • • • • • • • • • • • • • • • •<br />
• • • • • • • • • •<br />
• • • • • • • • • • • • •<br />
• (4K) • (5K)<br />
•† •<br />
• • • • • • • • • • • • • • •<br />
• • • • • • • • • • • • • • • • •<br />
• • • • • • • • • • • •<br />
• • • • • •<br />
• • • • • • • • • • • • • • •<br />
• • • •<br />
18 | Amerikas führender Werkzeugmaschinenhersteller<br />
*Nicht verfügbar für SK-50-Maschinen. Getriebe Grundausstattung mit SK-50-Spindel. Getriebe nicht mit allen Sonderzubehör-Spindeln kompatibel.<br />
Alle Maschinen in SK- oder BT-Spindelausführung erhältlich.<br />
† Nur TM-1P und TM-3P. Einige Artikel in dieser Broschüre sind Sonderzubehör. Bitte wenden Sie sich an Ihren lokalen Händler.
In einer Hülse aufgenommene Hochleistungs-<br />
spindel Die fortschrittliche Konstruktion unserer Spindeln sorgt für hohe axiale Schubleistung<br />
bei minimaler Wärmeerzeugung. Die vordere und hintere Lagerbohrung des<br />
Gehäuses sowie der Außendurchmesser der Spindel werden in einem Arbeitsgang fertig<br />
bearbeitet, wodurch eine perfekte Flucht zwischen Welle und Lager garantiert ist. Es werden<br />
durchgängig vorgespannte Schrägkugellager verwendet. Die beiden vorderen Lager sind durch<br />
einen breiten Distanzring voneinander getrennt, um die Radialstabilität zu maximieren und<br />
intensive Bearbeitungsvorgänge mit Stahl zu ermöglichen. Zur Gewährleistung einer langen<br />
Lebensdauer wird die Spindel mit Luft unter Überdruck gesetzt, um das Eindringen von<br />
Kühlmittel zu verhindern, und automatisch geschmiert.<br />
Leistungsfähige Vektor-Spindelantriebe Der von <strong>Haas</strong> entwickelte<br />
Vektor-Spindelantrieb verwendet eine digitale Servo-Regelungstechnik, die auch bei<br />
hohen Schnittkräften eine präzise Drehzahlregelung und Spitzenleistung zur Verfügung stellt.<br />
Das System erhöht Drehmoment und Beschleunigung im unteren Drehzahlbereich erheblich,<br />
was zu einer beispiellosen Spindelleistung und -drehzahl führt. Diese Antriebe bieten<br />
aus reichend Leistungsreserve, um die Spindel 15 Minuten lang mit bis zu 150 Prozent und<br />
5 Minuten lang mit bis zu 200 Prozent der Dauer-Nennleistung des Motors zu betreiben.<br />
Stern-Dreieck-Umschaltung während des Betriebs<br />
Viele vertikale Bearbeitungszentren von <strong>Haas</strong> besitzen einen Spindelmotor mit zwei Wicklungen<br />
– Stern und Dreieck – und einen elektronischen Schalter zum Umschalten zwischen den<br />
beiden Wicklungen. Durch die Auswahl der jeweils optimalen Wicklung für die Bearbeitung<br />
im unteren bzw. oberen Drehzahlbereich werden höhere Drehmomente über einen größeren<br />
Drehzahlbereich erreicht. Die Umschaltung während des Betriebs gewährleistet zudem<br />
maximale Beschleunigungs- und Verzögerungswerte.<br />
SPITZENLEISTUNG<br />
min -1<br />
Typische Leistungskurve<br />
Erhöhter Leistungsbereich mit Stern-Dreieck-Umschaltung<br />
während des Betriebs<br />
<strong>Haas</strong> <strong>Automation</strong> Europe +32 2 522 99 05 www.<strong>Haas</strong>CNC.com | 19
MERKMALE DER HAUPTSPINDEL<br />
3SPINDEL<br />
TYPEN<br />
Riemenantrieb Die Standardkonfiguration für viele <strong>Haas</strong> VMCs mit SK 40 ist eine<br />
riemen getriebene Spindel, die in einer Hülse aufgenommen ist. Diese Konfiguration bietet eine gute<br />
Kombination aus Drehmoment und Drehzahl, die für ein breites Spektrum an Bearbeitungsvorgängen<br />
geeignet ist, sowie ein hervorragendes Gesamt-Preis-Leistungsverhältnis.<br />
Inline-Antrieb Diese modernste Inline-Spindel von <strong>Haas</strong> mit Direktantrieb und<br />
12.000 min-1 ist direkt mit dem Motor gekoppelt. Diese Konfiguration gewährleistet einen<br />
gleichmäßigen Betrieb und eine hervorragende Oberflächenqualität, und sorgt außerdem durch<br />
Reduktion der Wärmebildung für bessere thermische Stabilität.<br />
(Nur für die Modelle VM und SS.)<br />
Antrieb mit Getriebe Unsere Spindel mit Spindelkopfgetriebe bietet ein erhöhtes<br />
Drehmoment im unteren Drehzahlbereich für schwere Bearbeitungen, kann jedoch für die High-<br />
Speed-Bearbeitung auch mit hohen Drehzahlen von bis zu 10.000 min -1 laufen. Sie gehört bei<br />
SK-50-Maschinen zur Grundausstattung und ist für SK-40-Maschinen als Sonderzubehör erhältlich.<br />
20 | Amerikas führender Werkzeugmaschinenhersteller<br />
Vibrationsgedämpfter Getriebekasten<br />
Synchronisiertes<br />
Gewindebohren<br />
Durch einen direkt an der Spindel angebrachten<br />
Messgeber wird die Z-Achsenbewegung mit<br />
der Rotation der Spindel synchronisiert. Damit<br />
werden keine teuren Ausgleichsfutter zum<br />
Gewindebohren mehr benötigt und Verformungen<br />
der Gewindesteigung sowie Beschädigungen am<br />
Gewindeanschnitt verhindert. Um die Zykluszeit<br />
zu verkürzen, kann der Gewindebohrer beim<br />
synchronisierten Gewindebohren mit bis zu<br />
4-facher Vorschubgeschwindigkeit wieder aus<br />
dem gefertigtem Gewinde zurückgezogen<br />
werden.<br />
(Grundausstattung an allen Maschinen außer GR, Mini Mill und<br />
Fräsmaschinen für den Werkzeug- und Vorrichtungsbau.)<br />
<strong>Haas</strong> hat mehr als 4 Millionen Dollar in die weltweit beste Ausrüstung zur Herstellung und Prüfung von Zahnrädern<br />
investiert. <strong>Haas</strong> Zahnräder sind aus legiertem Stahl mit CNC-Maschinen walzgefräst, anschließend auf 60 RC<br />
wärmebehandelt und dann auf die Qualitätsstufe AGMA Klasse 13 CNC-präzisionsgeschliffen. Ein Trockensumpf-<br />
Schmiersystem führt Öl an alle kritischen Bereiche im Getriebe und PUR-Einlagen dämpfen Schwingungen, die sich<br />
bei den Schlichtschnitten bemerkbar machen könnten.
Spindelkopf mit optimierter thermischer Stabilität<br />
Um thermische Verformungen des Spindelkopfs zu minimieren und Veränderungen an der Y- und Z-Achse<br />
auszuschließen, zirkuliert Kühlmittel durch eine separate Ummantelung im Spindelkopf und führt die von<br />
der Spindel erzeugte Wärme ab. Da das Kühlmittel alle Teile des Bearbeitungsbereichs der Maschine berührt,<br />
reflektiert es genau die Gesamttemperatur der Maschine.<br />
Um die thermische Stabilität weiter zu verbessern, wurde der Spindelkopf isoliert und der Luftstrom durch<br />
diese Baugruppe erhöht. Kühle Luft tritt von hinten ein, strömt um die Spindel und wird nach oben, vom<br />
Spindelkopf weg, ausgeblasen.<br />
Für Kunden, die nachträglich ein Spindel-Kühlaggregat installieren möchten, sind die SK-40-Modelle VF-1<br />
bis VF-12 bereits entsprechend vorbereitet.<br />
Änderungen der technischen Daten ohne Ankündigung vorbehalten. Für Druckfehler wird keine Haftung übernommen.<br />
Höheres<br />
Spindeldrehmoment<br />
Das Bearbeitungsverhalten und die Zerspanleistung<br />
ergeben sich aus Drehmoment, Drehzahl<br />
und Motorleistung. Diese beiden Diagramme<br />
zeigen zwei Optionen zur Leistungssteigerung<br />
für Ihre <strong>Haas</strong> VMC.<br />
Spitzendrehmoment (Nm)<br />
Spitzendrehmoment (Nm)<br />
407<br />
339<br />
271<br />
203<br />
136<br />
68<br />
407<br />
339<br />
271<br />
136<br />
68<br />
34<br />
<strong>Haas</strong> Vektorantrieb<br />
14,9 kW • 7.500 min -1 • SK 40<br />
Drehmoment<br />
Leistung (kW)<br />
<strong>Haas</strong> Vektorantrieb<br />
22,4 kW Hohes Drehmoment • 10.000 min -1<br />
Drehmoment<br />
Leistung (kW)<br />
* Die Ergebnisse können in Abhängigkeit von<br />
den Betriebsbedingungen schwanken.<br />
<strong>Haas</strong> <strong>Automation</strong> Europe +32 2 522 99 05 www.<strong>Haas</strong>CNC.com | 21<br />
33,5<br />
22,4<br />
11,2<br />
7,4<br />
0,0<br />
18,6<br />
14,9<br />
7,4<br />
3,7<br />
2,2<br />
0,0<br />
Spitzenleistung (kW)<br />
Spitzenleistung (kW)
WERKZEUGWECHSEL<br />
Wirtschaftlicher elektronischer<br />
Werkzeugwechsler Der standardmäßige<br />
SK-40-Werkzeugwechsler von <strong>Haas</strong> ist eine wirtschaftliche<br />
Lösung für kostenbewusste Betriebe. Zur Gewährleistung<br />
eines gleichförmigen Betriebs beschleunigt und verlangsamt<br />
ein Arm in einer sinusförmigen Bewegung den Wechselvorgang.<br />
Jeder Magazinplatz besitzt eine einziehbare<br />
Abdeckung, die verhindert, dass Späne in den Wechsler<br />
eindringen und am Werkzeugkonus haften bleiben. Eine<br />
einfache Konstruktion und die geringe Anzahl beweglicher<br />
Teile garantieren eine lange Lebensdauer und einen zuverlässigen<br />
Betrieb.<br />
(Grundausstattung bei Mini Mill und den Modellen VF-1 bis VF-5 mit SK 40.<br />
VF-6 bis VF-12 und alle SK-50-Modelle besitzen in der Grundausstattung einen<br />
seitlich angeordneten Werkzeugwechsler.)<br />
22 | Amerikas führender Werkzeugmaschinenhersteller<br />
Technische Daten des Werkzeugwechslers<br />
Werkzeugwechsler-<br />
Typ<br />
Anzahl der<br />
Werkzeuge<br />
maschinenmodelle<br />
Werkzeugzu-Werkzeug<br />
Spanzu-Span<br />
max. Durchmesser<br />
Voll (Nebenplätze<br />
leer)<br />
Standardkonfiguration<br />
SK 40 Trommelausführung 20 VF-1 bis VF-5 4,2 s 4,5 s 89 mm<br />
SK 40, seitlich angeordnet 24+1 VF-2SS bis VF-6SS 1,6 s 2,2 s 76 (127) mm<br />
SK 40, seitlich angeordnet 24+1 VF-6 bis VF-12 2,8 s 3,6 s 76 (152) mm<br />
SK 50, seitlich angeordnet 30+1 VF-5/50 bis VF-12/50 4,2 s 6,3 s 101 (254 1 ) mm<br />
Als Sonderzubehör erhältliche Konfiguration<br />
SK 40, seitlich angeordnet 24+1 VF-1 bis VF-5 2,8 s 3,6 s 76 (127 2 ) mm<br />
SK 40, seitlich angeordnet 40+1 VF-2YT bis VF-12 2,8 s 3,6 s 76 (127 3 , 152 4 ) mm<br />
1) VF-5/50 max. Durchmesser: 101(177) mm 2) VF-5/40 max. Durchmesser: 76(152) mm 3) VF-2YT bis VF-4 4) VF-5 bis VF-12
Vom Entwurf in die Praxis<br />
Der von <strong>Haas</strong> entwickelte und hergestellte seitlich<br />
angeordnete Werkzeugwechsler (SMTC) macht deutlich,<br />
welche Aufmerksamkeit wir der fi rmeninternen Konstruktion,<br />
Entwicklung und Fertigung widmen. Wir nutzen dieses<br />
Konzept, um unsere Prozesse zu verbessern, die Kosten<br />
niedrig zu halten und bei allen unseren Produkten eine<br />
gleichbleibend hohe Qualität sicherzustellen.<br />
Das Innenleben des seitlich<br />
angeordneten Werkzeugwechslers von<br />
<strong>Haas</strong> Der einzigartige synchronisierte zykloidale Bewegungsablauf<br />
unserer seitlich angeordneten Werkzeugwechsler wird von einer<br />
Präzisionskurven scheibe gesteuert, die im Unternehmen auf speziellen<br />
5-Achsen-Maschinen von <strong>Haas</strong> gefertigt wird. Zur Gewährleistung<br />
einer langen Lebensdauer und eines wartungsfreien Betriebs verfügt<br />
diese robuste und zuverlässige Konstruktion über einen speziellen<br />
<strong>Haas</strong> Schnecken radantrieb und ein elektronisch gesteuertes Ein-<br />
Ausschaltsystem. Jeder seitlich angeordnete Werkzeugwechsler von <strong>Haas</strong><br />
wird komplett im Unternehmen selbst hergestellt, um einen schnellen,<br />
reibungslosen und zuverlässigen Betrieb zu gewährleisten.<br />
SK 50 bietet mehr<br />
SK 40 SK 50<br />
Kegel-Nennmaß (A) 44,45 mm 69,85 mm<br />
Konuslänge (B) 68,25 mm 101,60 mm<br />
Werkzeug-Klemmkraft* 8.007 N 17.793 N<br />
Max. Werkzeuggewicht 5,4 kg 13,6 kg<br />
Max. Werkzeugdurchmesser 152,4 mm 254 mm<br />
*Nennwert<br />
<strong>Haas</strong> <strong>Automation</strong> Europe +32 2 522 99 05 www.<strong>Haas</strong>CNC.com | 23<br />
A<br />
B
SPÄNEABFUHR UND KÜHLMITTELSYSTEME<br />
Späneabfuhrsysteme CNC-Maschinen werden gekauft, um Werkstücke<br />
schneller herzustellen. Da möchte natürlich niemand unnötig Zeit für die Entfernung der<br />
anfallenden Späne aufwenden. Die vertikalen Bearbeitungszentren (VMC) von <strong>Haas</strong> werden<br />
mit einem als Sonderzubehör erhältlichen Späneabfuhrsystem mit einem oder mehreren<br />
Spiralförderern angeboten, die die Späne automatisch seitlich aus der Maschine abführen.<br />
24 | Amerikas führender Werkzeugmaschinenhersteller
Einzelner Spiralspäneförderer Alle VMCs von<br />
<strong>Haas</strong> werden mit einem Spiralspäneförderer angeboten, der die Späne<br />
automatisch aus der Maschine abführt, sie dabei verdichtet und das<br />
Kühlmittel herauspresst. Zur Erhöhung der Zuverlässigkeit kehrt das System<br />
im Fall eines Staus selbsttätig die Förderrichtung um.<br />
Dreifach-Spiralspäneförderer Alle Modelle der<br />
Maschinen VF-1 und VF-2 sind mit einem Späneabfuhrsystem für große<br />
Volumen ausgestattet, das aus zwei seitlichen Spiralspäneförderern zum<br />
Abtransport der Späne zur Vorderkante der Spänewanne und aus einem<br />
Hauptspäneförderer zur Abfuhr der Späne aus der Maschine besteht.<br />
Vierfach-Spiralspäneförderer Alle Modelle der<br />
Maschinen VF-3 bis VF-6 sind mit einem Späneabfuhrsystem für große<br />
Volumen ausgestattet, das aus vier seitlichen Spiralspäneförderern zum<br />
Abtransport der Späne zur Vorderkante der Spänewanne und aus einem<br />
Scharnierband-Späneförderer zur Abfuhr der Späne aus der Maschine<br />
in Höhe des Spänewagens besteht. Der Außlass des Scharnierband-<br />
Späneförderers kann auf beiden Seiten der Maschine installiert werden.<br />
<strong>Haas</strong> <strong>Automation</strong> Europe +32 2 522 99 05 www.<strong>Haas</strong>CNC.com | 25
SPÄNEABFUHR UND KÜHLMITTELSYSTEME<br />
Programmierbare Kühlmitteldüse Unsere programmierbare Kühlmittel<br />
düse wird vom Teileprogramm gesteuert und führt das Kühlmittel automatisch exakt in den<br />
Zerspanungsbereich, so dass der Bediener keine Nachjustierungen vornehmen muss. Während<br />
des laufenden Programms kann die Düse außerdem von der Tastatur aus verstellt werden.<br />
Rückseitiger Kühlmittelablauf Die VMCs von <strong>Haas</strong> lassen das Kühlmittel<br />
jetzt auf der Rückseite der Maschine direkt in einen Spänekorb ab, der in einen großvolumigen<br />
herausfahrbaren Kühlmitteltank eingesetzt ist. Der große Spänekorb verhindert, dass Späne in den<br />
Kühlmitteltank gelangen, und kann problemlos ohne Herausfahren des Tanks gereinigt werden.<br />
Alle elektrischen und Schlauchanschlüsse am Tank lassen sich leicht von Hand trennen. Tankdeckel<br />
und die Pumpe können ohne Lösen von Schrauben angehoben und entnommen werden.<br />
• Großvolumiger Spänekorb • Späne gelangt nicht in den Kühlmitteltank<br />
• Zuverlässig und störungsfrei • Einfache, bequeme Wartung<br />
• Zugang von der Maschinenrückseite • Übersichtlich angeordnet<br />
26 | Amerikas führender Werkzeugmaschinenhersteller
Kühlmittelzufuhr durch die Spindel (20 bar oder 69 bar) Die Kühlmittel<br />
zufuhr durch die Spindel verwendet eine Zusatzpumpe, um das Kühlmittel durch das Werkzeug hindurch<br />
direkt an die Schnittkante zu fördern. Dieses Konzept verlängert die Werkzeugstandzeit, ermöglicht größere<br />
Bearbeitungsgeschwindigkeiten und entfernt die Späne beim Tieflochbohren und Taschenfräsen mit verdeckten<br />
Sektoren am Werkstück. Zwei Systeme werden angeboten. Eines liefert bis zu 20 bar an die Schnittkante, das<br />
andere bis zu 69 bar. Das 69-bar-System beinhaltet einen zusätzlichen Kühlmittelfilter (siehe unten).<br />
Fördermengendynamik Bei Kühlsystemen mit Kühlmittelzufuhr durch die Spindel ist der an<br />
die Schnittkante gelieferte tatsächliche Druck von der Größe der Kühlmittelkanäle im Werkzeug abhängig. Bei der<br />
kleinsten Fördermenge tritt der höchste Druck auf. Kleinere Kühlmittelkanäle behindern den Durchfluss, was zur<br />
Erhöhung des Drucks bis zu dem vom System bereitgestellten Höchstdruck führt. Größere Kanäle im Werkzeug<br />
lassen demgegenüber mehr Kühlmittel passieren, was einen geringeren Druck an der Schnittkante zur Folge hat.<br />
Zusätzlicher Kühlmittelfilter Das Filtersystem mit zwei Filtereinsätzen ermöglicht eine<br />
Filtrier feinheit von 25 µ und entfernt Partikel aus dem Kühlmittel, bevor diese durch die Kühlmittelpumpe wieder<br />
in das System zurückgeführt werden können.<br />
Kühlmittel-Füllstandsensor Über einen Sensor im Tank können Sie den Kühlmittelfüllstand<br />
direkt auf dem Steuerungsbildschirm überwachen und damit Schaden am Werkzeug verhindern und Zeit sparen.<br />
Ölabscheider für Verlustöl im Kühlmittel Im normalen Betrieb können sich<br />
im Gusssockel des Maschinenbetts Verlustöl und Kühlmittel ansammeln. Der Ölabscheider trennt das Öl vom<br />
Kühlmittel, bevor es wieder in das Kühlmittelsystem gelangt, und erlaubt dadurch eine wesentliche Verlängerung<br />
der Standzeit des Kühlmittels sowie die Senkung der damit verbundenen Kosten.<br />
Volumen (l/min)<br />
30.3<br />
26.5<br />
22.7<br />
18.9<br />
15.1<br />
11.3<br />
7.5<br />
3.8<br />
0<br />
20<br />
Druck (Bar)<br />
<strong>Haas</strong> <strong>Automation</strong> Europe +32 2 522 99 05 www.<strong>Haas</strong>CNC.com | 27<br />
69
HOHER BEDIENKOMFORT<br />
Automatische Druckluftzufuhr Diese Düse richtet einen konstanten<br />
Druckluftstrom auf das Schneidwerkzeug, um bei der Trockenbearbeitung Späne wegzublasen. Sie<br />
wird durch M-Code aktiviert und kann so programmiert werden, dass sie sich bei Spindeldrehung<br />
oder am Zyklusende einschaltet. Der Druckluftverbrauch beträgt 170 l/min.<br />
Hoch intensive Beleuchtung mit Ein-/Ausschalten<br />
durch Bedienertür Zur Werkstückprüfung, Einrichtung des Auftrags und<br />
Umrüstungen wird der Arbeitsbereich durch Halogenleuchten hell und gleichmäßig<br />
ausgeleuchtet. Die Leuchten werden beim Öffnen und Schließen der Türen automatisch ein- und<br />
ausgeschaltet. Daneben kann das Ein-und Ausschalten auch manuell erfolgen.<br />
Staubereich hinter Bedienpult Hinter unserem neuen flachen Bedienpult<br />
ermöglicht ein großes Fach die Ablage des Bedienerhandbuches sowie von Werkzeugen,<br />
Messmitteln, Ersatzteilen und vielem mehr. Ein praktisches „Handschuhfach“ unter dem<br />
Bedienpult bietet zusätzlichen Stauraum und die Klapptür selbst kann als bequeme Regalablage<br />
genutzt werden.<br />
28 | Amerikas führender Werkzeugmaschinenhersteller<br />
Bedienerarbeitsplatz Dieser praktisch<br />
einge richtete Arbeitsplatz ermöglicht das Wechseln der<br />
Schneidwerkzeuge und die bequeme Aufbewahrung von<br />
Werkzeughaltern und Zubehör und vielem mehr direkt an<br />
der Maschine.<br />
• Integrierte Arbeitsplatzleuchte<br />
• Große Regalablage<br />
• Werkzeughalterablage mit noch mehr Platz<br />
• Hoch belastbarer Arbeitstisch aus Edelstahl<br />
• Seitliches Regal für Schraubenschlüssel und<br />
Schraubendreher<br />
• Integrierter Klemmbock für die Werkzeugaufnahme<br />
(SK-40-Maschinen)
Leistungsmerkmale<br />
der Vermessung von<br />
Werkstück und Werkzeug<br />
• Herausragende Wiederholgenauigkeit<br />
• Verkürzung der Zykluszeiten<br />
• Zuverlässiger Schutz vor Kühlmittel<br />
• Hohe Zuverlässigkeit<br />
• Hohe Leistung<br />
• Keine Kabel im Arbeitsbereich<br />
• Einfache, intuitive Programmierung<br />
der Messzyklen<br />
Intuitives drahtloses Messtastsystem von <strong>Haas</strong><br />
Das intuitive drahtlose Messtastsystem von <strong>Haas</strong> (WIPS) arbeitet mit optischer Übertragung für die<br />
Werkstückeinstellung, Werkzeugeinstellung und Kontrolle. Es umfasst die folgenden Komponenten:<br />
• Messtastmodul für die Spindel (Werkstückvermessung)<br />
• Messtastmodul für das Werkzeug (Werkzeugvermessung)<br />
• Software des intuitiven Messtastsystems<br />
Das intuitive drahtlose Messtastsystem von <strong>Haas</strong> erleichtert die Vermessung durch eine grafische Benutzeroberfläche<br />
mit verständlichen, klar formulierten Anweisungen. Die Software führt den Bediener durch die<br />
Einrichtung des Messtastsystems und fordert ihn zur Eingabe der benötigten Abmessungen auf.<br />
Nach Eingabe aller Werte wird der Messzyklus durch Drücken der Starttaste ausgelöst. Hierfür sind keine<br />
Kenntnisse zu G-Codes oder zur Makro-Programmierung erforderlich. Der Messzyklus kann zudem<br />
gespeichert und bei Bedarf wieder geladen werden.<br />
Das WIPS steht bei der Mehrzahl der neuen vertikalen Bearbeitungszentren von <strong>Haas</strong> als ab Werk<br />
installiertes Sonderzubehör zur Verfügung.<br />
<strong>Haas</strong> <strong>Automation</strong> Europe +32 2 522 99 05 www.<strong>Haas</strong>CNC.com | 29
mikro-Fräsmaschine (xyz)<br />
OM-2A 305 x 254 x 305 mm<br />
Fräsmaschinen für den<br />
Werkzeug-/Vorrichtungsbau<br />
(xyz)<br />
TM-1 762 x 305 x 406 mm<br />
TM-1P 762 x 305 x 406 mm<br />
TM-2 1016 x 406 x 406 mm<br />
TM-3 1016 x 508 x 406 mm<br />
TM-3P 1016 x 508 x 406 mm<br />
mini VmCs (xyz)<br />
Mini Mill 406 x 305 x 254 mm<br />
Mini Mill 2 508 x 406 x 356 mm<br />
Super Mini Mill 406 x 305 x 254 mm<br />
Super MM 2 508 x 406 x 356 mm<br />
SK 40 Standard-VmCs (xyz)<br />
VF-1 508 x 406 x 508 mm<br />
VF-1YT 508 x 508 x 508 mm<br />
VF-2 762 x 406 x 508 mm<br />
VF-2YT 762 x 508 x 508 mm<br />
VF-3 1016 x 508 x 635 mm<br />
VF-3YT 1016 x 660 x 635 mm<br />
VF-4 1270 x 508 x 635 mm<br />
VF-5 1270 x 660 x 635 mm<br />
VF-5XT 1524 x 660 x 635 mm<br />
VF-6 1626 x 813 x 762 mm<br />
VF-7 2134 x 813 x 762 mm<br />
VF-8 1626 x 1016 x 762 mm<br />
VF-9 2134 x 1016 x 762 mm<br />
VF-10 3048 x 813 x 762 mm<br />
VF-11 3048 x 1016 x 762 mm<br />
VF-12 3810 x 813 x 762 mm<br />
30 | Amerikas führender Werkzeugmaschinenhersteller<br />
SK 50 Standard-VmCs (xyz)<br />
VF-3YT/50 1016 x 660 x 635 mm<br />
VF-5/50 1270 x 660 x 635 mm<br />
VF-5/50XT 1524 x 660 x 635 mm<br />
VF-6/50 1626 x 813 x 762 mm<br />
VF-7/50 2134 x 813 x 762 mm<br />
VF-8/50 1626 x 1016 x 762 mm<br />
VF-9/50 2134 x 1016 x 762 mm<br />
VF-10/50 3048 x 813 x 762 mm<br />
VF-11/50 3048 x 1016 x 762 mm<br />
VF-12/50 3810 x 813 x 762 mm<br />
VmCs mit großem Arbeitsbereich<br />
(xyz)<br />
VS-1 2134 x 1270 x 1270 mm<br />
VS-3 3810 x 1270 x 1270 mm<br />
5-Achsen-VmCs (xyz)<br />
VF-2TR 762 x 406 x 508 mm<br />
VF-5TR 965 x 660 x 635 mm<br />
VF-5/50TR 965 x 660 x 635 mm<br />
2010 <strong>VERTIKALE</strong><br />
<strong>BEARBEITUNGSZENTREN</strong><br />
ÜBERBLICK ÜBER DIE<br />
PRODUKTREIHE<br />
VF-6TR 1626 x 813 x 762 mm<br />
VF-6/50TR 1626 x 813 x 762 mm<br />
VR-8 1626 x 1016 x 762 mm<br />
VR-11 3048 x 1016 x 762 mm<br />
VmCs mit APC (xyz)<br />
(automatischem Palettenwechsler)<br />
VF-3APC 1016 x 508 x 635 mm<br />
VF-3SSAPC 1016 x 508 x 635 mm<br />
VF-4APC 1270 x 508 x 635 mm<br />
VF-4SSAPC 1270 x 508 x 635 mm<br />
Hochgeschwindigkeits-<br />
VmCs (xyz)<br />
VF-2SS 762 x 406 x 508 mm<br />
VF-2SSYT 762 x 508 x 508 mm<br />
VF-3SS 1016 x 508 x 635 mm<br />
VF-3SSYT 1016 x 660 x 635 mm<br />
VF-4SS 1270 x 508 x 635 mm<br />
VF-5SS 1270 x 660 x 635 mm<br />
VF-6SS 1626 x 813 x 762 mm<br />
Portal (xyz)<br />
SR-100 2540 x 1321 x 203 mm<br />
GR-510 3073 x 1549 x 279 mm<br />
GR-712 3683 x 2159 x 279 mm<br />
Formenbaumaschinen (xyz)<br />
VM-2 762 x 508 x 508 mm<br />
VM-3 1016 x 660 x 635 mm<br />
VM-6 1626 x 813 x 762 mm<br />
Fräs-/Bohrzentrum (xyz)<br />
MDC-500 508 x 356 x 508 mm<br />
Bohr-/Gewindebohr-<br />
zentrum (xyz)<br />
DT-1 508 x 406 x 394 mm
Maschinenkonfigurationen und Sonderzubehör<br />
▲ = Verfügbare Konfiguration ●■= Grundausstattung an SK-40-Maschinen ❍ = Sonderzubehör an SK-40-Maschinen ■■= Grundausstattung an SK-50-Maschinen ❑■= Sonderzubehör an SK-50-Maschinen<br />
Tm mm VF-1 VF-2 VF-3 VF-4 VF-5 VF-6 VF-7 VF-8 VF-9 VF-10 VF-11 VF-12 Vm VR VS GR mDC<br />
SK-40-SPINDEL ● ● ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ● ● ● ●<br />
SK-50-SPINDEL<br />
▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ■<br />
2-STUFEN-GETRIEBE<br />
❍ ❍ ❍ ❍ ❍■■ ❍■■ ❍■■ ❍■■ ❍■■ ❍■■ ❍■■ ❍■■ ■■ ■<br />
SK-SPINDEL ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲<br />
BT-SPINDEL ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲<br />
4.000 MIN ● ■<br />
❍■<br />
❍ ■<br />
▲ ❍ ❍ ❍ ❍ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍ ❑ ❍ ❍<br />
❍ ❍ ❍ ❍ ❍ ❍ ❍ ❍ ❍ ❍ ❍ ❍<br />
▲ ▲ ▲ ▲ ▲ ●<br />
❍ ❍ ❍ ❍ ❍ ❍ ❍ ❍ ❍ ❍ ❍ ❍ ❍ ❍ ❍ ❍<br />
❍ ❍ ❍ ❍<br />
Tm mm VF-1 VF-2 VF-3 VF-4 VF-5 VF-6 VF-7 VF-8 VF-9 VF-10 VF-11 VF-12 Vm VR VS GR mDC<br />
❍ ❍ ❍ ❍ ❍ ❍ ● ● ● ● ● ● ● ● ■ ●<br />
■ ■ ■ ■ ■ ■ ■■ ■■ ■ ■ ■■ ■<br />
❍ ❍ ❍ ❍ ❍ ❍ ❍ ❍ ❍ ❍ ❍■ ■ ■ ■<br />
Tm mm VF-1 VF-2 VF-3 VF-4 VF-5 VF-6 VF-7 VF-8 VF-9 VF-10 VF-11 VF-12 Vm VR VS GR mDC<br />
▲ ▲ ▲ ▲ ▲ ▲■ ■ ■ ■ ■ ■ ■ ■ ■ ■ ■<br />
▲ ▲ ▲■ ■ ■ ■ ■ ■ ■ ■ ■ ■ ■<br />
Tm mm VF-1 VF-2 VF-3 VF-4 VF-5 VF-6 VF-7 VF-8 VF-9 VF-10 VF-11 VF-12 Vm VR VS GR mDC<br />
❍ ❍ ❍ ❍ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ● ❍■<br />
❍ ❍ ❍ ❍ ❍ ❍ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍ ❍ ❑ ❍ ❍<br />
▲ ▲■ ■ ■ ■ ■ ■ ■ ■ ■ ■ ■ ■ ■<br />
❍ ❍ ❍ ❍ ❍ ❍■■ ●■■ ●■■ ●■■ ●■■ ●■■ ●■■ ●■■ ● ● ■ ●<br />
❍ ❍ ❍ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■<br />
▲ ▲ ▲■ ■ ■ ■ ■ ■ ■ ■ ■ ■ ■ ■ ■ ■<br />
▲■ ■ ■ ■ ■ ■ ■ ■ ■ ■ ■ ■<br />
❍ ❍ ❍ ❍ ❍ ●■■ ●■■ ●■■ ●■■ ●■■ ●■■ ●■■ ❍ ● ■<br />
❍ ❍ ❍ ❍ ❍ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍ ❍ ■ *■■ ■<br />
❍ ❍ ❍ ❍ ❍ ❍■■ ●■■ ●■■ ●■■ ●■■ ●■■ ●■■ ●■■ ● ● ❑ ❍ ❍<br />
❍ ❍ ❍ ❍ ❍ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍ ❍ ❑ ❍ ❍<br />
▲ ❍ ❍ ❍ ❍ ❍■❑ ❍■❑<br />
❍ ❍ ❍ ❍ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍ ❍<br />
❍ ❍ ❍ ❍ ❍■■❑■ ■ ■ ■ ■ ■ ■ ■ ■ ■ ■ ■<br />
Tm mm VF-1 VF-2 VF-3 VF-4 VF-5 VF-6 VF-7 VF-8 VF-9 VF-10 VF-11 VF-12 Vm VR VS GR mDC<br />
❍ ❍ ❍ ❍ ❍ ❍ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ● ● ❑ ❍ ❍<br />
❍ ❍ ❍ ❍ ❍ ❍ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍ ❑ ❍ ❍<br />
❍ ❍ ❍ ❍ ❍ ❍ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍ ❑ ❍ ❍<br />
❍ ❍ ❍ ❍ ❍ ❍ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍ ❍ ❑ ❍ ❍<br />
❍ ❍ ❍ ❍ ❍ ❍ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ● ❍ ❑ ❍ ❍<br />
❍ ❍ ❍ ❍ ❍ ❍ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ● ❍ ❑ ❍ ❍<br />
❍ ❍ ● ● ● ● ●■■ ●■■ ●■■ ●■■ ●■■ ●■■ ●■■ ●■■ ● ● ■ ❍ ●<br />
❍ ❍ ❍ ❍ ❍ ❍ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ● ● ❑ ❍ ❍<br />
❍ ❍ ❍ ❍ ❍ ❍ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ● ❍ ❑ ❍ ❍<br />
❍ ❍ ❍ ❍ ❍ ❍■■ ●■■ ●■■ ●■■ ●■■ ●■■ ●■■ ●■■ ● ● ■ ❍ ❍<br />
❍ ❍ ❍ ❍ ❍ ❍ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍ ❍ ❑ ❍ ❍<br />
❍ ❍ ❍ ❍ ❍ ❍ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍ ❍ ❑ ❍ ❍<br />
❍ ❍ ❍ ❍ ❍ ❍ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍■❑ ❍ ❍ ❑ ❍ ❍<br />
-1<br />
5.000 MIN -1<br />
6.000 MIN -1<br />
10.000 MIN -1<br />
10.000 MIN -1 UND ERHÖHTES DREHMOMENT<br />
12.000 MIN -1<br />
15.000 MIN -1<br />
30.000 MIN -1<br />
SPINDELKONFIGURATIONEN<br />
WERKZEUGWECHSLER<br />
SMTC** MIT 24 MAGAZINPLäTZEN<br />
SMTC** MIT 30 MAGAZINPLäTZEN<br />
SMTC** MIT 40 MAGAZINPLäTZEN<br />
SONDERMASCHINEN<br />
HIGH-SPEED-MODELL<br />
5-ACHSEN-DREH-/SCHWENKTISCH-MODELL<br />
SONDERZUBEHÖR<br />
AUTOMATISCHE DRUCKLUFTPISTOLE<br />
ZUSäTZLICHER KüHLMITTELFILTER<br />
AUTOMATISCHER PALETTENWECHSLER<br />
AUTOMATISCHER SPIRALSPäNEFÖRDERER<br />
ERWEITERTER Z-ACHSEN-ABSTAND<br />
ERWEITERTE Y-ACHSE<br />
ERWEITERTE X-ACHSE<br />
360-LITER KüHLMITTELTANK<br />
LINEARSKALEN<br />
PROGRAMMIERBARER KüHLMITTELFLUSS<br />
KüHLMITTELFLUSS DURCH DIE SPINDEL<br />
HOCHGESCHWINDIGKEITS-EILGäNGE<br />
HOCHINTENSIVE BELEUCHTUNG<br />
AUTOMATISCHE BEDIENERTüR<br />
SONDERZUBEHÖR FüR DIE STEUERUNG<br />
SPEICHERERWEITERUNG<br />
ANTRIEB FüR 4. ACHSE<br />
ANTRIEB FüR 5. ACHSE<br />
8 ZUSäTZLICHE M-FUNKTIONEN<br />
KOORDINATENDREHUNG/-SKALIERUNG<br />
ETHERNET-SCHNITTSTELLE<br />
SYNCHRONISIERTES GEWINDEBOHREN<br />
HIGH-SPEED-BEARBEITUNG<br />
ANWENDERDEFINIERTE MAKROS<br />
TRAGBARES BEDIENPULT<br />
SPINDELORIENTIERUNG<br />
INTUITIVE PROGRAMMIERUNG<br />
WERKZEUG- UND WERKSTüCK-MESSTASTSYSTEM<br />
Wichtig: Die oben stehende Übersicht erläutert die Standardkonfigurationen der in Nordamerika angebotenen Maschinen. Die Maschinenkonfigurationen und Verfügbarkeiten in anderen Ländern und Regionen<br />
können hiervon abweichen. Diese Übersicht dient nur der Information. Ihr <strong>Haas</strong> Händler informiert Sie gern über die genauen Preise und Konfigurationen sowie über die Verfügbarkeit der Maschinen und des<br />
Sonderzubehörs. *Nur X-Achsen-Skala. **SMTC: Side-Mount Tool Changer / seitlich angeordneter Werkzeugwechsler.
HOCHLEISTUNGS-VMCs<br />
5-Achsen-Maschinen mit Dreh-/Schwenktisch Die Maschinen der <strong>Haas</strong><br />
Dreh-/Schwenktisch-Baureihe ermöglichen die gleichzeitige Bewegung von 5 Achsen zum Bearbeiten komplizierter<br />
Teile und können ein Werkstück für die mehrseitige Bearbeitung in nahezu jeden Winkel positionieren.<br />
Die Maschinen VF-5TR und VF-6TR besitzen anstelle des standardmäßigen T-Nuten-Maschinentisches einen<br />
2-Achsen-Dreh-/Schwenktisch und sind in SK-40- und SK-50-Konfigurationen erhältlich. Die VF-2TR verfügt über<br />
einen auf dem Standard-T-Nutentisch montierten und wieder abnehmbaren 2-Achsen-Dreh-/Schwenktisch, der<br />
es ermöglicht, die Maschine flexibel mit und ohne Dreh-/Schwenktisch zu bedienen.<br />
• 2-Achsen-Tisch<br />
• ±120° Neigen, 360° Drehen<br />
• Seitlich angeordneter<br />
Werkzeugwechsler<br />
• Automatischer<br />
Spiralspäneförderer<br />
• Programmierbare<br />
Kühlmitteldüse<br />
• 250 MB Programmspeicher<br />
• USB-Anschluss<br />
• Tragbares Bedienpult<br />
• High-Speed-Bearbeitung mit<br />
Look-Ahead-Funktion<br />
• Anwenderdefinierte Makros<br />
32 | Amerikas führender Werkzeugmaschinenhersteller<br />
Verfügbare modelle<br />
VF-2TR<br />
VF-5TR – SK 40 oder 50<br />
VF-6TR – SK 40 oder 50
Verfügbare modelle<br />
VM-2<br />
VM-3<br />
VM-6<br />
HOHE LEISTUNG<br />
Die VM-Baureihe – Schnelligkeit und Genauigkeit<br />
für den Formenbau Die Maschinen der Baureihe VM sind für den Formenbau ausgelegt und besitzen<br />
eine mit 12.000 min -1 drehende Spindel mit Inline-Direktantrieb von <strong>Haas</strong> sowie eine hervorragende SK-40-<br />
Spindelkonstruktion, die sich durch eine ausgezeichnete Oberflächenqualität, thermische Stabilität und große Laufruhe<br />
auszeichnet. In der Grundausstattung ermöglichen die VM-Maschinen die High-Speed-Bearbeitung und besitzen<br />
einen automatischen Spiralspäneförderer, ein tragbares Bedienpult, eine automatische Drückluftdüse, eine Ethernet-<br />
Schnittstelle, 250 MB Programmspeicher, einen USB-Anschluss, anwenderdefinierbare Makros, eine programmierbare<br />
Kühlmitteldüse und vieles mehr.<br />
Ein einzigartiger Maschinentisch, der für die Aufnahme mehrerer Spannvorrichtungen ausgelegt ist, verfügt über<br />
T-Nuten in X- und Y-Richtung, Bohrungen und Gewindebohrungen sowie hochpräzise Passstiftbohrungen.<br />
<strong>Haas</strong> <strong>Automation</strong> Europe +32 2 522 99 05 www.<strong>Haas</strong>CNC.com | 33
LEISTUNGSSTARKES BOHR-/GEWINDEBOHRZENTRUM<br />
Das DT-1 ist ein kompaktes Bohr-/Gewindebohrzentrum für hohe Geschwindigkeiten mit<br />
umfassenden Fräsfunktionen. Die Maschine besitzt einen Arbeitsbereich von 508 x 406 x 394 mm und einen<br />
660 x 381 mm großen T-Nutentisch. Die BT-30-Spindel mit Inline-Direktantrieb dreht mit 15.000 min -1<br />
und ermöglicht beim synchronisierten Gewindebohren eine Drehzahl von bis zu 5.000 min -1 . Ein seitlich<br />
angeordneter High-Speed-Werkzeugwechsler gewährleistet kurze Wechselzeiten, während Eilgänge von<br />
61 m/min in Verbindung mit einer Achsbeschleunigung/-abbremsung von 1 G die Zykluszeiten verkürzen<br />
und Stillstandzeiten verringern.<br />
34 | Amerikas führender Werkzeugmaschinenhersteller<br />
Schräg angeordnete Bleche und zwei<br />
Spiralspäneförderer leiten die Späne effizient zur<br />
Rückseite des DT-1 ab.<br />
Der seitliche angeordnete Werkzeugwechsler<br />
mit 20+1 Magazinplätzen der DT-1 führt den<br />
Werkzeugwechsel in nur 0,8 Sekunden aus. Die<br />
Spindel mit Inline-Direktantrieb und 15.000 min -1<br />
erlaubt das Gewindebohren bei maximal 5000 min -1<br />
mit bis zu vierfacher Rückführgeschwindigkeit.<br />
Die anwenderfreundliche <strong>Haas</strong> Steuerung und<br />
das intuitive Programmiersystem erleichtern die<br />
Programmierung und Bedienung des DT-1.
Verfügbare modelle<br />
VF-2SS<br />
VF-2SSYT<br />
VF-3SS<br />
VF-3SSYT<br />
VF-4SS<br />
VF-5SS<br />
VF-6SS<br />
HOHE LEISTUNG<br />
VF-SS Super-Speed VMCs – Hohe Geschwindigkeit<br />
zu einem erschwinglichen Preis Die hochleistungsfähigen vertikalen Bearbeitungszentren<br />
der Baureihe <strong>Haas</strong> SS sind standardmäßig mit einer innovativen 12.000-min -1 -Spindel mit Inline-Direktantrieb,<br />
einem sehr schnellen seitlich angeordneten Werkzeugwechsler und High-Speed-Eilgängen für kürzere Zykluszeiten<br />
ausgestattet.<br />
Dank ihrer erhöhten Leistung erzielen die Super-Speed-Maschinen kürzere Zykluszeiten, und produzieren mehr Teile<br />
pro Schicht. Damit gehören sie zu den besonders attraktiven Innovationen von <strong>Haas</strong> <strong>Automation</strong>.<br />
<strong>Haas</strong> <strong>Automation</strong> Europe +32 2 522 99 05 www.<strong>Haas</strong>CNC.com | 35
DIE <strong>VERTIKALE</strong>N <strong>BEARBEITUNGSZENTREN</strong> VON HAAS<br />
Neue Leistungsmerkmale: Die neuesten vertikalen Bearbeitungszentren von <strong>Haas</strong> zeichnen sich<br />
durch zahlreiche Optimierungen aus, von denen sowohl der Eigentümer als auch der Bediener profitiert. Die neueste<br />
Version der <strong>Haas</strong> Steuerung besitzt eine einfachere Benutzeroberfläche und leistungsstarke Bedienerfunktionen. Die <strong>Haas</strong><br />
VMCs der neuen Generation sind noch einfacher zu bedienen und ermöglichen eine höhere Bearbeitungsgeschwindigkeit,<br />
eine effizientere Späneabfuhr, einen besseren Kühlmittelfluss sowie verbesserte Oberflächenqualitäten und bieten<br />
einen höheren Bedienkomfort als je zuvor. Gleich, ob für Sie ein hoher Produktionsausstoß wichtig ist oder Sie sich auf<br />
Sonderanfertigungen in kleiner Stückzahl spezialisiert haben, bei <strong>Haas</strong> finden Sie garantiert ein Bearbeitungszentrum mit<br />
genau den von Ihnen benötigten Leistungsmerkmalen zu einem attraktiven Preis.<br />
36 | Amerikas führender Werkzeugmaschinenhersteller
Einige der neuen Leistungsmerkmale im überblick:<br />
Späneabfuhr: Konstruktive Verbesserungen an den Spänewannen und ein optimierter Kühlmittelfluss verhindern bei den neuen VMCs die Ansammlung größerer<br />
Spänemengen und sorgen für eine effiziente Späneabfuhr in den Entsorgungsbehälter. Für die Massenproduktion sind die vertikalen Bearbeitungszentren VF-1<br />
bis VF-6 als Sonderzubehör mit einem Spänefördersystem lieferbar, das mehrere seitliche Spiralförderer mit einem vorderseitigen Spiralspäneförderer oder einem<br />
Scharnierband-Späneförderer verbindet. Dies ermöglicht eine besonders schnelle und problemlose Späneabfuhr.<br />
Kühlmittelfluss: Die Umhausung der vertikalen Bearbeitungszentren wurde optimiert, um ein Austreten von Spänen oder Kühlmittel während der Bearbeitung<br />
zu verhindern. Dabei wurde insbesondere auf das Zusammenfügen der Seitenwände, den Wartungszugang sowie die Führung der Rohrleitungen und Kabel im<br />
Maschineninneren geachtet. Deutliche Verbesserungen nicht nur bei der Schutzverkleidung, sondern auch in der Gesamtkonstruktion ermöglichen einen sicheren<br />
Späne- und Kühlmittelfluss, eine höhere Zuverlässigkeit und einfachere Wartung.<br />
Ergonomie: In mühsamer Kleinarbeit haben unsere Konstrukteure alle für den Bediener relevanten Komponenten optimiert. So wurden die Sichtfenster und<br />
Bedienertüren versteift, bewegen sich nun leichter und schließen fester. Neu ist auch das Bedienpult in Flachbauweise. Direkt an der Umhausung angebracht, ist es<br />
leichter, aber auch robuster als bei der Vorgängerversion. Hinter dem Pult befindet sich eine praktische Ablage.<br />
Erweiterte Bahnsteuerung: Sämtliche Achsen der neuen vertikalen Bearbeitungszentren sind mit digitalen Servomotoren der nächsten Generation und<br />
hochauflösenden Messgebern versehen. Das Ergebnis ist eine ruhige, präzise Bahnsteuerung, die in Kombination mit wesentlichen Verbesserungen bei der Software<br />
und Motorsteuerung für eine noch höhere Oberflächengüte und Beschleunigung sorgt. Kurz: Mit diesen neuesten Versionen unserer überaus erfolgreichen vertikalen<br />
Bearbeitungszentren haben wir uns einmal mehr selbst übertroffen. Im Preis-Leistungsverhältnis sind sie wohl kaum zu überbieten.<br />
<strong>Haas</strong> <strong>Automation</strong> Europe +32 2 522 99 05 www.<strong>Haas</strong>CNC.com | 37
INTELLIGENT ARBEITEN<br />
4- UND 5-ACHSEN SONDERZUBEHÖR Erweitern Sie Ihr VMC um einen<br />
vollständig integrierten, bürstenlosen <strong>Haas</strong>-Drehtisch mit 4. und 5. Achse zu einem Hochleistungs-<br />
Bearbeitungszentrum, das ihre Produktivität steigert und den Einrichtaufwand verringert. Für die<br />
Mehrzahl der VMC-Modelle von <strong>Haas</strong> stehen voll synchronisierte Konfi gurationen für die 4. und<br />
5. Achse zur Verfügung.<br />
NEUE, SCHNELLERE<br />
DREHTISCHE<br />
38 | Amerikas führender Werkzeugmaschinenhersteller<br />
Dreh- und Indexiertische Drehzahl der 4. Achse Beschleunigung Bremshaltezeit<br />
HA5C (5C-Spannzangen-Drehtisch) 25 % Steigerung (jetzt 410°/s) 45 % Steigerung —<br />
HRT160, HRT160SP, HRTA5 30 % Steigerung (jetzt 130°/s) 33 % Steigerung 89 % Reduzierung<br />
160 mm Tischspannfl äche<br />
HRT210, HRT210SP, HRTA6 34 % Steigerung (jetzt 100°/s) 125 % Steigerung 89 % Reduzierung<br />
210 mm Tischspannfl äche<br />
HRT310, HRT310SP 26 % Steigerung (jetzt 75°/s) 33 % Steigerung 95 % Reduzierung<br />
310 mm Tischspannfl äche<br />
Einige Artikel in dieser Broschüre sind Sonderzubehör. Bitte wenden Sie sich an Ihren lokalen Händler.
DREH- UND INDEXIERTISCHE<br />
SCOLCR SC02-ACR<br />
HA5CSB HA5C HA5C 2 HA5C 3 HA5C 4<br />
T5C T5C 2 T5C 3 T5C 4<br />
HRT110 HRT160 HRT210 HRT310 HRT320/FB HRT450 HRT600<br />
HRT160SP HRT210SP HRT310SP<br />
HRT160-2 HRT210-2<br />
HRTA5 HRTA6<br />
HRT210SHS-HD TRT160 TRT210<br />
TR110 TR160Y TR160 TR160-2<br />
TR210 TR310<br />
<strong>Haas</strong> <strong>Automation</strong> Europe +32 2 522 99 05 www.<strong>Haas</strong>CNC.com | 39
UMWELTSCHUTZ<br />
Lange bevor „grün“ für die Verringerung der Kohlendioxidemissionen<br />
stand, konnten Sie mit <strong>Haas</strong> bereits Geld sparen,<br />
weil unsere maschinen im Leerlauf den Stromverbrauch<br />
herunterfahren.<br />
obwohl die Ingenieure bei <strong>Haas</strong> weiter an der optimierung<br />
der Effizienz der maschinen arbeiten, haben wir im Folgenden<br />
aufgeführt, wie Sie mit ihrem <strong>Haas</strong> Bearbeitungszentrum zur<br />
Energieeinsparung beitragen können.<br />
ENERGIE SPAREN HEISST GELD SPAREN<br />
• Die automatische Abschaltung schaltet die Maschine<br />
nach einer vorher festgelegten Leerlaufzeit ab.<br />
• Die M30-Einstellung „Strom-Aus“ legt fest, dass die<br />
Steuerung einen 30-Sekunden-Timer aktiviert, der bei<br />
Ablauf die gesamte Stromversorgung abschaltet.<br />
• Der Schlafmodus versetzt die Maschine für eine<br />
programmierbare Zeitdauer in einen Stromsparmodus.<br />
• Bildschirmschoner<br />
40 | Amerikas führender Werkzeugmaschinenhersteller<br />
• Die Abschaltung der LCD-Hintergrundbeleuchtung<br />
blendet die LCD-Bildschirmanzeige nach einer vorher<br />
festgelegten Zeit ohne Tastenbetätigung aus.<br />
• Die automatische Abschaltung des Spiralspäneförderers<br />
schaltet diesen nach einer vorher festgelegten<br />
Leerlaufzeit ab.<br />
• Die automatische Abschaltung der Servomotoren<br />
und Hydraulikpumpe schaltet diese nach einer vorher<br />
festgelegten Leerlaufzeit ab.<br />
Weitergehende Informationen zu diesen und anderen Einstellungen entnehmen Sie bitte dem Bedienerhandbuch.
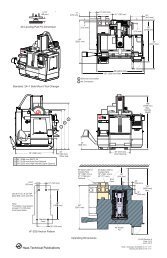
M<br />
Maschinenabmessungen<br />
D<br />
L2<br />
K<br />
L1<br />
C<br />
A<br />
E<br />
J<br />
I<br />
B<br />
H<br />
G<br />
F<br />
0.630"<br />
16 mm<br />
1.06"<br />
26.9 mm<br />
0.640"<br />
16.3 mm<br />
X<br />
0.42"<br />
10.7 mm<br />
Seitenansicht VF-1 VF-2 VF-3 VF-4 VF-5 VF-6 VF-7 VF-8 VF-9 VF-10 VF-11 VF-12<br />
A 2.357 mm 2.357 mm 2.794 mm 2.794 mm 2.895 mm 2.819 mm 2.819 mm 3.531 mm 3.531 mm 2.819 mm 3.531 mm 2.819 mm<br />
B (SK 40) 2.654 mm 2.654 mm 2.985 mm 2.985 mm 3.002 mm 3.150 mm 3.150 mm 3.150 mm 3.150 mm 3.150 mm 3.150 mm 3.150 mm<br />
B (SK 50) – – – – 3.213 mm 3.505 mm 3.505 mm 3.505 mm 3.505 mm 3.505 mm 3.505 mm 3.505 mm<br />
C 1.473 mm 1.473 mm 1.890 mm 1.890 mm 2.105 mm 2.388 mm 2.388 mm 2.794 mm 2.794 mm 2.489 mm 2.794 mm 2.388 mm<br />
D 914 mm 914 mm 914 mm 914 mm 914 mm 762 mm 762 mm 762 mm 762 mm 762 mm 762 mm 762 mm<br />
Vorderansicht VF-1 VF-2 VF-3 VF-4 VF-5 VF-6 VF-7 VF-8 VF-9 VF-10 VF-11 VF-12<br />
E 2.388 mm 2.388 mm 3.099 mm 3.099 mm 3.480 mm 3.962 mm 4.648 mm 3.962 mm 4.648 mm 6.528 mm 6.528 mm 8.382 mm<br />
F 1.626 mm 1.626 mm 1.707 mm 1.707 mm 1.791 mm 1.778 mm 1.778 mm 1.778 mm 1.778 mm 1.778 mm 1.778 mm 1.778 mm<br />
G 1.091 mm 1.091 mm 1.172 mm 1.172 mm 1.248 mm 1.401 mm 1.401 mm 1.401 mm 1.401 mm 1.401 mm 1.401 mm 1.401 mm<br />
H 813 mm 813 mm 770 mm 770 mm 843 mm 864 mm 864 mm 864 mm 864 mm 864 mm 864 mm 864 mm<br />
I (Türöff nung) 902 mm 902 mm 1.232 mm 1.232 mm 1.372 mm 1.753 mm 2.418 mm 1.753 mm 2.418 mm 3.175 mm 3.175 mm 3.188 mm<br />
J 762 mm 762 mm 1.080 mm 1.080 mm 1.080 mm 1.524 mm 1.524 mm 1.524 mm 1.524 mm 1.524 mm 1.524 mm 1.524 mm<br />
K 700 mm 700 mm 694 mm 1 694 mm 1 694 mm 1 589 mm 2 589 mm 589 mm 589 mm 589 mm 589 mm 589 mm<br />
L1 554 mm 554 mm 530 mm 530 mm 284 mm 552 mm 203 mm 552 mm 203 mm 203 mm 203 mm 203 mm<br />
L2 – – 986 mm 986 mm 986 mm 1.205 mm – – – – – –<br />
M 838 mm 838 mm 927 mm 3 927 mm 3 927 mm 3 1.092 mm 4 1.092 mm 1.092 mm 1.092 mm 1.092 mm 1.092 mm 1.092 mm<br />
Tisch VF-1 VF-2 VF-3 VF-4 VF-5 VF-6 VF-7 VF-8 VF-9 VF-10 VF-11 VF-12<br />
I 52,8 mm 52,8 mm 68,6 mm 68,6 mm 52,1 mm 105,7 mm 105,7 mm 82,3 mm 82,3 mm 105,7 mm 105,7 mm 105,7 mm<br />
X 660 mm 914 mm 1.219 mm 1.321 mm 1.321 mm 1.626 mm 2.134 mm 1.626 mm 2.134 mm 3.048 mm 3.048 mm 3.810 mm<br />
Y 356 mm 356 mm 457 mm 457 mm 584 mm 711 mm 711 mm 914 mm 914 mm 711 mm 711 mm 711 mm<br />
Z 125,0 mm 125,0 mm 80,0 mm 80,0 mm 80,0 mm 125,0 mm 125,0 mm 125,0 mm 125,0 mm 125,0 mm 125,0 mm 125,0 mm<br />
T-Nuten VF-1 VF-2 VF-3 VF-4 VF-5 VF-6 VF-7 VF-8 VF-9 VF-10 VF-11 VF-12<br />
Anzahl im Tisch 3 3 5 5 7 5 5 7 7 5 5 5<br />
1) Plus 586 mm für den Förderer. 2) Plus 690 mm für den Förderer. 3) Plus 792 mm für den Förderer. 4) Plus 627 mm für den Förderer.<br />
Z<br />
W<br />
Y
Verfahrwege<br />
Tisch<br />
Spindel<br />
Achsenmotoren<br />
Werkzeugwechsler<br />
Genauigkeit<br />
Sonstige<br />
Parameter<br />
TECHNISCHE DATEN DER MASCHINEN (SK-40-Standardmaschinen)<br />
VF-1 | VF-1YT VF-2 | VF-2YT VF-3 | VF-3YT VF-4 VF-5 | VF-5XT VF-6<br />
X 508 mm 762 mm 1.016 mm 1.270 mm 1.270 mm | 1.524 mm 1.626 mm<br />
Y 406 mm | 508 mm 406 mm | 508 mm 508 mm | 660 mm 508 mm 660 mm 813 mm<br />
Z 508 mm 508 mm 635 mm 635 mm 635 mm 762 mm<br />
Spindelnase - Maschinentisch 102 - 610 mm 102 - 610 mm 102 - 737 mm 102 - 737 mm 178 - 813 mm 102 - 864 mm<br />
Länge 660 mm 914 mm 1.219 mm | 1.372 mm 1.321 mm 1.321 mm | 1.575 mm 1.626 mm<br />
Breite 356 mm | 457 mm 356 mm | 457 mm 457 mm | 635 mm 457 mm 584 mm 711 mm<br />
Max. Tragfähigkeit 1.361 kg 1.361 kg 1.588 kg 1.588 kg 1.814 kg 1.814 kg<br />
Breite der T-Nuten 16 mm 16 mm 16 mm 16 mm 16 mm 16 mm<br />
Mittenabstand der T-Nuten 125 mm 125 mm 80 mm 80 mm 80 mm 125 mm<br />
Konus SK 40 SK 40 SK 40 SK 40 SK 40 SK 40<br />
Drehzahl max. 7.500 min -1 max. 7.500 min -1 max. 7.500 min -1 max. 7.500 min -1 max. 7.500 min -1 max. 7.500 min -1<br />
Antriebssystem<br />
Max. Drehmoment Standard<br />
mit Getriebe (Sonderzubehör)<br />
Riemen-<br />
Direktantrieb<br />
Riemen-<br />
Direktantrieb<br />
Riemen-<br />
Direktantrieb<br />
Riemen-<br />
Direktantrieb<br />
Riemen-<br />
Direktantrieb<br />
Riemen-<br />
Direktantrieb<br />
102 Nm @ 1400 102 Nm @ 1400 102 Nm @ 1400 102 Nm @ 1400 102 Nm @ 1400 102 Nm @ 1400<br />
339 Nm @ 450 339 Nm @ 450 339 Nm @ 450 339 Nm @ 450 339 Nm @ 450 339 Nm @ 450<br />
Lagerschmierung Luft/Öl-Schmierung Luft/Öl-Schmierung Luft/Öl-Schmierung Luft/Öl-Schmierung Luft/Öl-Schmierung Luft/Öl-Schmierung<br />
Kühlung Flüssigkeitskühlung Flüssigkeitskühlung Flüssigkeitskühlung Flüssigkeitskühlung Flüssigkeitskühlung Flüssigkeitskühlung<br />
Max. Leistung des Spindelmotors 1 14,9 kW 14,9 kW 14,9 kW 14,9 kW 14,9 kW 14,9 kW<br />
Max. Schubkraft<br />
Eilgänge<br />
X 11.343 N 1.343 N 11.343 N 11.343 N 15.124 N 15.124 N<br />
Y 11.343 N 1.343 N 11.343 N 11.343 N 15.124 N 15.124 N<br />
Z 18.683 N 18.683 N 18.683 N 18.683 N 24.910 N 24.910 N<br />
X 25,4 m/min 25,4 m/min 25,4 m/min 25,4 m/min 18,0 m/min | 13,7 m/min 13,7 m/min<br />
Y 25,4 m/min 25,4 m/min 25,4 m/min | 18,0 m/min 25,4 m/min 18,0 m/min 15,2 m/min<br />
Z 25,4 m/min 25,4 m/min 25,4 m/min | 18,0 m/min 25,4 m/min 18,0 m/min 15,2 m/min<br />
Max. Zerspanungsvorschub 16,5 m/min 16,5 m/min 16,5 m/min 16,5 m/min 12,7 m/min 12,7 m/min<br />
Standardkapazität (Sonderzubehör) 2 20 (24+1) 20 (24+1) 20 (24+1, 40+1) 20 (24+1, 40+1) 20 (24+1, 40+1) 24+1 (40+1)<br />
Werkzeugtyp/Konus SK oder BT / 40 SK oder BT / 40 SK oder BT / 40 SK oder BT / 40 SK oder BT / 40 SK oder BT / 40<br />
Max. Werkzeugdurchmesser Standard<br />
(voll/leere Nebenplätze)<br />
89 mm 89 mm 89 mm 89 mm 89 mm 76 mm / 152 mm<br />
Max. Werkzeuggewicht 5,4 kg 5,4 kg 5,4 kg 5,4 kg 5,4 kg 5,4 kg<br />
Wechslertyp Standard<br />
(Sonderzubehör)<br />
Werkzeug-zu-Werkzeug<br />
(Sonderzubehör)<br />
Trommel (SMTC) Trommel (SMTC) Trommel (SMTC) Trommel (SMTC) Trommel (SMTC) SMTC<br />
4,2 s (2,8) 4,2 s (2,8) 4,2 s (2,8) 4,2 s (2,8) 4,2 s (2,8) 2,8 s<br />
Span-zu-Span (Sonderzubehör) 4,5 s (3,6) 4,5 s (3,6) 4,5 s (3,6) 4,5 s (3,6) 4,5 s (3,6) 3,6 s<br />
Positionierung ±0,005 mm ±0,005 mm ±0,005 mm ±0,005 mm ±0,005 mm ±0,008 mm 3<br />
Wiederholgenauigkeit ±0,003 mm ±0,003 mm ±0,003 mm ±0,003 mm ±0,003 mm ±0,005 mm 3<br />
Maschinengewicht 3.220 kg | 3.357 kg 3.311 kg | 3.402 kg 5.670 kg | 6.350 kg 6.033 kg 6.623 kg | 6.872 kg 9.526 kg<br />
Luftanschluss 113 l/min, 6,9 bar 113 l/min, 6,9 bar 113 l/min, 6,9 bar 113 l/min, 6,9 bar 113 l/min, 6,9 bar 113 l/min, 6,9 bar<br />
Stromversorgung (mind.) 380 - 480 VAC 380 - 480 VAC 380 - 480 VAC 380 - 480 VAC 380 - 480 VAC 380 - 480 VAC<br />
42 | Amerikas führender Werkzeugmaschinenhersteller<br />
1) Für die Dauer von 5 Minuten. 2) Siehe technische Daten zum Werkzeugwechsler (Sonderzubehör, Seite 22).<br />
3) Zum Erreichen der angegebenen Genauigkeit sind Linearskalen erforderlich.
VF-7 VF-8 VF-9 VF-10 VF-11 VF-12 Vm-2 Vm-3 Vm-6 mDC<br />
2.134 mm 1.626 mm 2.134 mm 3.048 mm 3.048 mm 3.810 mm 762 mm 1.016 mm 1.626 mm 508 mm<br />
813 mm 1.016 mm 1.016 mm 813 mm 1.016 mm 813 mm 508 mm 660 mm 813 mm 356 mm<br />
762 mm 762 mm 762 mm 762 mm 762 mm 762 mm 508 mm 635 mm 762 mm 508 mm<br />
102 - 864 mm 102 - 864 mm 102 - 864 mm 102 - 864 mm 102 - 864 mm 102 - 864 mm 102 - 610 mm 102 - 737 mm 102 - 864 mm 102 - 610 mm<br />
2.134 mm 1.626 mm 2.134 mm 3.048 mm 3.048 mm 3.048 mm 914 mm 1.372 mm 1.626 mm 508 mm<br />
711 mm 914 mm 914 mm 711 mm 711 mm 711 mm 457 mm 635 mm 711 mm 324 mm<br />
1.814 kg 1.814 kg 1.814 kg 1.814 kg 1.814 kg 1.814 kg 1.361 kg 1.814 kg 1.814 kg 318 kg je Palette<br />
16 mm 16 mm 16 mm 16 mm 16 mm 22 mm 16 mm 16 mm 16 mm 16 mm<br />
125 mm 125 mm 125 mm 125 mm 125 mm 125 mm 111 mm 100 mm 125 mm 125 mm<br />
SK 40 SK 40 SK 40 SK 40 SK 40 SK 40 SK 40 SK 40 SK 40<br />
max. 7.500 min -1 max. 7.500 min -1 max. 7.500 min -1 max. 7.500 min -1 max. 7.500 min -1 max. 7.500 min -1 max. 12.500 min -1 max. 12.500 min -1 max. 12.500 min -1 max. 7.500 min -1<br />
Riemen-<br />
Direktantrieb<br />
Riemen-<br />
Direktantrieb<br />
Riemen-<br />
Direktantrieb<br />
Riemen-<br />
Direktantrieb<br />
Riemen-<br />
Direktantrieb<br />
Riemen-<br />
Direktantrieb<br />
Inline-<br />
Direktantrieb<br />
HINWEIS: KVA-Anforderungen werden durch die Motorleistung bestimmt. Erfragen Sie die entsprechenden Werte bei Ihrem lokalen <strong>Haas</strong> Händler.<br />
Es sind verschiedene VAC/KVA-Optionen erhältlich. Änderungen der technischen Daten ohne Ankündigung vorbehalten. Für Druckfehler wird keine Haftung übernommen.<br />
Inline-<br />
Direktantrieb<br />
Inline-<br />
Direktantrieb<br />
Riemen-<br />
Direktantrieb<br />
102 Nm @ 1400 102 Nm @ 1400 102 Nm @ 1400 102 Nm @ 1400 102 Nm @ 1400 102 Nm @ 1400 102 Nm @ 2100 102 Nm @ 2100 102 Nm @ 2100 102 Nm @ 1400<br />
339 Nm @ 450 339 Nm @ 450 339 Nm @ 450 339 Nm @ 450 339 Nm @ 450 339 Nm @ 450 – – – –<br />
Luft/Öl-Schmierung Luft/Öl-Schmierung Luft/Öl-Schmierung Luft/Öl-Schmierung Luft/Öl-Schmierung Luft/Öl-Schmierung Luft/Öl-Schmierung Luft/Öl-Schmierung Luft/Öl-Schmierung Luft/Öl-Schmierung<br />
Flüssigkeitskühlung Flüssigkeitskühlung Flüssigkeitskühlung Flüssigkeitskühlung Flüssigkeitskühlung Flüssigkeitskühlung Flüssigkeitskühlung Flüssigkeitskühlung Flüssigkeitskühlung Flüssigkeitskühlung<br />
14,9 kW 14,9 kW 14,9 kW 14,9 kW 14,9 kW 14,9 kW 22,4 kW 22,4 kW 22,4 kW 14,9 kW<br />
15.124 N 15.124 N 15.124 N 15.124 N 15.124 N 15.124 N 15.124 N 24.910 N 15.124 N 11.343 N<br />
15.124 N 15.124 N 15.124 N 15.124 N 15.124 N 15.124 N 15.124 N 24.910 N 15.124 N 11.343 N<br />
24.910 N 24.910 N 24.910 N 24.910 N 24.910 N 24.910 N 24.910 N 24.910 N 24.910 N 24.910 N<br />
15,2 m/min 13,7 m/min 15,2 m/min 9,1 m/min 9,1 m/min 9,1 m/min 18,0 m/min 18,0 m/min 13,7 m/min 25,4 m/min<br />
15,2 m/min 15,2 m/min 15,2 m/min 15,2 m/min 15,2 m/min 15,2 m/min 18,0 m/min 18,0 m/min 15,2 m/min 25,4 m/min<br />
15,2 m/min 15,2 m/min 15,2 m/min 15,2 m/min 15,2 m/min 15,2 m/min 18,0 m/min 18,0 m/min 15,2 m/min 25,4 m/min<br />
12,7 m/min 12,7 m/min 12,7 m/min 9,1 m/min 9,1 m/min 9,1 m/min 12,7 m/min 12,7 m/min 12,7 m/min 21,1 m/min<br />
24+1 (40+1) 24+1 (40+1) 24+1 (40+1) 24+1 (40+1) 24+1 (40+1) 24+1 (40+1) 24+1 (40+1) 24+1 (40+1) 24+1 (40+1) 24+1 (40+1)<br />
SK oder BT / 40 SK oder BT / 40 SK oder BT / 40 SK oder BT / 40 SK oder BT / 40 SK oder BT / 40 SK/40 SK/40 SK/40 SK/40<br />
76 mm / 152 mm 76 mm / 152 mm 76 mm / 152 mm 76 mm / 152 mm 76 mm / 152 mm 76 mm / 152 mm 76 mm / 152 mm 76 mm / 152 mm 76 mm / 152 mm 76 mm / 152 mm<br />
5,4 kg 5,4 kg 5,4 kg 5,4 kg 5,4 kg 5,4 kg 5,4 kg 5,4 kg 5,4 kg 5,4 kg<br />
SMTC SMTC SMTC SMTC SMTC SMTC SMTC SMTC SMTC SMTC<br />
2,8 s 2,8 s 2,8 s 2,8 s 2,8 s 2,8 s 2,8 s 2,8 s 2,8 s 2,2 s<br />
3,6 s 3,6 s 3,6 s 3,6 s 3,6 s 3,6 s 3,6 s 3,6 s 3,6 s 4,8 s<br />
±0,008 mm 3 ±0,008 mm 3 ±0,008 mm 3 ±0,008 mm 3 ±0,008 mm 3 ±0,008 mm 3 ±0,005 mm ±0,005 mm ±0,008 mm ±0,005 mm<br />
±0,005 mm 3 ±0,005 mm 3 ±0,005 mm 3 ±0,005 mm 3 ±0,005 mm 3 ±0,005 mm 3 ±0,003 mm ±0,003 mm ±0,005 mm ±0,003 mm<br />
10.433 kg 10.886 kg 11.340 kg 12.701 kg 13.336 kg 12.701 kg 3.402 kg 6.350 kg 9.526 kg 6.350 kg<br />
113 l/min, 6,9 bar 113 l/min, 6,9 bar 113 l/min, 6,9 bar 113 l/min, 6,9 bar 113 l/min, 6,9 bar 113 l/min, 6,9 bar 113 l/min, 6,9 bar 113 l/min, 6,9 bar 113 l/min, 6,9 bar 4,25 l/min, 6,9 bar<br />
380 - 480 VAC 380 - 480 VAC 380 - 480 VAC 380 - 480 VAC 380 - 480 VAC 380 - 480 VAC 380 - 480 VAC 380 - 480 VAC 380 - 480 VAC 380 - 480 VAC<br />
43
TECHNISCHE DATEN DER MASCHINEN (SK-50-Standardmaschinen)<br />
Verfahrwege<br />
Tisch<br />
Spindel<br />
Achsenmotoren<br />
Werkzeugwechsler<br />
Genauigkeit<br />
Sonstige Parameter<br />
VF3YT/50 VF-5/50 | VF-5/50XT VF-6/50 VF-7/50<br />
X 1.016 mm 1.270 mm | 1.524 mm 1.626 mm 2.134 mm<br />
Y 660 mm 660 mm 813 mm 813 mm<br />
Z 635 mm 635 mm 762 mm 762 mm<br />
Spindelnase - Maschinentisch 178 - 813 mm 178 - 813 mm 127 - 889 mm 127 - 889 mm<br />
Länge 1.321 mm 1.321 mm | 1.575 mm 1.626 mm 2.134 mm<br />
Breite 584 mm 584 mm 711 mm 711 mm<br />
Max. Tragfähigkeit 1.814 kg 1.814 kg 1.814 kg 1.814 kg<br />
Breite der T-Nuten 16 mm 16 mm 16 mm 16 mm<br />
Mittenabstand der T-Nuten 80 mm 80 mm 125 mm 125 mm<br />
Konus SK 50 SK 50 SK 50 SK 50<br />
Drehzahl max. 7.500 min -1 max. 7.500 min -1 max. 7.500 min -1 max. 7.500 min -1<br />
Antriebssystem<br />
2-Stufen-<br />
Spindelkopfgetriebe<br />
2-Stufen-<br />
Spindelkopfgetriebe<br />
2-Stufen-<br />
Spindelkopfgetriebe<br />
1) Für die Dauer von 5 Minuten. 2) Zum Erreichen der angegebenen Genauigkeit sind<br />
Linearskalen erforderlich.<br />
2-Stufen-<br />
Spindelkopfgetriebe<br />
Max. Drehmoment Standard 610 Nm @ 500 610 Nm @ 500 610 Nm @ 500 610 Nm @ 500<br />
Lagerschmierung Luft/Öl-Schmierung Luft/Öl-Schmierung Luft/Öl-Schmierung Luft/Öl-Schmierung<br />
Kühlung Flüssigkeitskühlung Flüssigkeitskühlung Flüssigkeitskühlung Flüssigkeitskühlung<br />
Max. Leistung des Spindelmotors 1 22,4 kW 22,4 kW 22,4 kW 22,4 kW<br />
Max. Schubkraft<br />
Eilgänge<br />
X 24.910 N 24.910 N 24.910 N 15.124 N<br />
Y 24.910 N 24.910 N 24.910 N 24.910 N<br />
Z 24.910 N 24.910 N 24.910 N 24.910 N<br />
X 18,0 m/min 18,0 m/min 13,7 m/min 15,2 m/min<br />
Y 18,0 m/min 18,0 m/min 15,2 m/min 15,2 m/min<br />
Z 18,0 m/min 18,0 m/min 15,2 m/min 15,2 m/min<br />
Max. Zerspanungsvorschub 12,7 m/min 12,7 m/min 12,7 m/min 12,7 m/min<br />
Standardkapazität 30+1 30+1 30+1 30+1<br />
Werkzeugtyp/Konus SK oder BT / 50 SK oder BT / 50 SK oder BT / 50 SK oder BT / 50<br />
Max. Werkzeugdurchmesser<br />
Standard (voll/leere Nebenplätze)<br />
102 mm / 178 mm 102 mm / 178 mm 102 mm / 254 mm 102 mm / 254 mm<br />
Max. Werkzeuggewicht 13,6 kg 13,6 kg 13,6 kg 13,6 kg<br />
Wechslertyp Standard SMTC SMTC SMTC SMTC<br />
Werkzeug-zu-Werkzeug<br />
(Durchschnitt)<br />
44 | Amerikas führender Werkzeugmaschinenhersteller<br />
4,2 s 4,2 s 4,2 s 4,2 s<br />
Span-zu-Span (Durchschnitt) 6,3 s 6,3 s 6,3 s 6,3 s<br />
Positionierung ±0,005 mm ±0,005 mm ±0,008 mm 2 ±0,008 mm 2<br />
Wiederholgenauigkeit ±0,003 mm ±0,003 mm ±0,005 mm 2 ±0,005 mm 2<br />
Maschinengewicht 7.212 kg 7.303 kg | 7.552 kg 10.206 kg 11.113 kg<br />
Luftanschluss 113 l/min, 6,9 bar 113 l/min, 6,9 bar 113 l/min, 6,9 bar 113 l/min, 6,9 bar<br />
Stromversorgung (mind.) 380 - 480 VAC 380 - 480 VAC 380 - 480 VAC 380 - 480 VAC
VF-8/50 VF-9/50 VF-10/50 VF-11/50 VF-12/50<br />
1.626 mm 2.134 mm 3.048 mm 3.048 mm 3.810 mm<br />
1.016 mm 1.016 mm 813 mm 1.016 mm 813 mm<br />
762 mm 762 mm 762 mm 762 mm 762 mm<br />
127 - 889 mm 127 - 889 mm 127 - 889 mm 127 - 889 mm 127 - 889 mm<br />
1.626 mm 2.134 mm 3.048 mm 3.048 mm 3.048 mm<br />
914 mm 914 mm 711 mm 711 mm 711 mm<br />
1.814 kg 1.814 kg 1.814 kg 1.814 kg 1.814 kg<br />
16 mm 16 mm 16 mm 16 mm 22 mm<br />
125 mm 125 mm 125 mm 125 mm 125 mm<br />
SK 50 SK 50 SK 50 SK 50 SK 50<br />
max. 7.500 min -1 max. 7.500 min -1 max. 7.500 min -1 max. 7.500 min -1 max. 7.500 min -1<br />
2-Stufen-<br />
Spindelkopfgetriebe<br />
2-Stufen-<br />
Spindelkopfgetriebe<br />
2-Stufen-<br />
Spindelkopfgetriebe<br />
2-Stufen-<br />
Spindelkopfgetriebe<br />
2-Stufen-<br />
Spindelkopfgetriebe<br />
610 Nm @ 500 610 Nm @ 500 610 Nm @ 500 610 Nm @ 500 610 Nm @ 500<br />
Luft/Öl-Schmierung Luft/Öl-Schmierung Luft/Öl-Schmierung Luft/Öl-Schmierung Luft/Öl-Schmierung<br />
Flüssigkeitskühlung Flüssigkeitskühlung Flüssigkeitskühlung Flüssigkeitskühlung Flüssigkeitskühlung<br />
22,4 kW 22,4 kW 22,4 kW 22,4 kW 22,4 kW<br />
24.910 N 15.124 N 15.124 N 15.124 N 15.124 N<br />
24.910 N 24.910 N 24.910 N 24.910 N 24.910 N<br />
24.910 N 24.910 N 24.910 N 24.910 N 24.910 N<br />
13,7 m/min 15,2 m/min 9,1 m/min 9,1 m/min 9,1 m/min<br />
15,2 m/min 15,2 m/min 15,2 m/min 15,2 m/min 15,2 m/min<br />
15,2 m/min 15,2 m/min 15,2 m/min 15,2 m/min 15,2 m/min<br />
12,7 m/min 12,7 m/min 9,1 m/min 9,1 m/min 9,1 m/min<br />
30+1 30+1 30+1 30+1 30+1<br />
SK oder BT / 50 SK oder BT / 50 SK oder BT / 50 SK oder BT / 50 SK oder BT / 50<br />
102 mm / 254 mm 102 mm / 254 mm 102 mm / 254 mm 102 mm / 254 mm 102 mm / 254 mm<br />
13,6 kg 13,6 kg 13,6 kg 13,6 kg 13,6 kg<br />
SMTC SMTC SMTC SMTC SMTC<br />
4,2 s 4,2 s 4,2 s 4,2 s 4,2 s<br />
6,3 s 6,3 s 6,3 s 6,3 s 6,3 s<br />
±0,008 mm 2 ±0,008 mm 2 ±0,008 mm 2 ±0,008 mm 2 ±0,008 mm 2<br />
±0,005 mm 2 ±0,005 mm 2 ±0,005 mm 2 ±0,005 mm 2 ±0,005 mm 2<br />
11.567 kg 12.020 kg 13.381 kg 14.016 kg 14.583 kg<br />
113 l/min, 6,9 bar 113 l/min, 6,9 bar 113 l/min, 6,9 bar 113 l/min, 6,9 bar 113 l/min, 6,9 bar<br />
380 - 480 VAC 380 - 480 VAC 380 - 480 VAC 380 - 480 VAC 380 - 480 VAC<br />
HINWEIS: KVA-Anforderungen werden durch die Motorleistung bestimmt. Erfragen Sie die entsprechenden Werte bei Ihrem lokalen <strong>Haas</strong> Händler.<br />
Es sind verschiedene VAC/KVA-Optionen erhältlich. Änderungen der technischen Daten ohne Ankündigung vorbehalten. Für Druckfehler wird keine<br />
Haftung übernommen.<br />
HAAS AUTOMATION INC.<br />
WWW.HAASCNC.COM<br />
C E R T I F I E D<br />
C E R T I F I E D<br />
C E R T I F I E D
EUROPÄISCHES HÄNDLER NETZ<br />
Austria<br />
Wematech (Leoben) +43 (3842) 2528914<br />
Belarus<br />
Abamet Minsk (Minsk) +375 17 385 22 30<br />
Belgium & Luxembourg<br />
s.a. van Waasdijk n.v. (Brussels) +32 (2) 4272151<br />
Bosnia and Herzegovina<br />
Teximp International (Zenica) +387 (32) 445640<br />
Bulgaria<br />
Teximp International (Sofia) +359 (2) 9434036<br />
Croatia<br />
Teximp International (Zagreb) +385 (1) 2331987<br />
Czech Republic<br />
Teximp International (Brno) +420 (5) 41320102<br />
Teximp International (Prague) +420 (2) 86853180<br />
Denmark<br />
C. Henriksen & Co. (Hedehusene)<br />
Estonia<br />
+45 46590566<br />
Abplanalp Estee OÜ (Tallin)<br />
Finland<br />
+372 5103725<br />
Oy Grönblom Ab (Helsinki)<br />
France<br />
+358 (10) 2868900<br />
F.I.H.T. (La Milesse) +33 (2) 43848320<br />
Performer CNC (La Grand Croix) +33 (4) 77734040<br />
Realmeca (Clermont en Argonne) +33 (3) 29874175<br />
Realmeca II (Orsay) +33 (3) 29874175<br />
Germany<br />
ARO-tec (Rheda-Wiedenbrück) +49 (5242) 96490<br />
Dreher Werkzeugmaschinen GmbH (Denkingen) +49 (7424) 95838300<br />
GEFAS (München) +49 (89) 30709375<br />
Katzenmeier Maschinen-Service GmbH (Bickenbach) +49 (6257) 506500<br />
Microcut Maschinen GmbH (Upahl) +49 (38822) 8291010<br />
Microcut Maschinen GmbH (Berlin) +49 (030) 48621667<br />
M+L Werkzeugmaschinen GmbH (Limbach-Oberfrohn) +49 (372) 2518310<br />
Weman (Postbauer-Heng) +49 (9188) 305609<br />
Greece<br />
Ergotools (Peristeri) +30 (210) 5777118<br />
Hungary<br />
Bartec (Györ) +36 (20) 3696374<br />
Iceland<br />
Idnvélar - IV ehf (Hafnarfjordur)<br />
Italy<br />
+354 4142700<br />
HTM (Calenzano/FI) +39 (055) 8826660<br />
Micron SpA (Veggiano/PD) +39 (049) 9006611<br />
Moreno Macchine Utensili s.r.l. (Modena) +39 (059) 418611<br />
Prisma (Baranzate di Bollate/MI) +39 (02) 3564025<br />
Sirtech (Piedimonte S. Germano/FR) +39 (0776) 402027<br />
Tecno Control Srl (Strambino/TO) +39 (0125) 637581<br />
Lithuania & Latvia<br />
Abplanalp Vilnius (Vilnius) +370 (5) 2375403<br />
Netherlands<br />
Landré Machines BV (Vianen) +31 (347) 329371<br />
Norway<br />
Bergsli Metallmaskiner AS (Skien) +47 35503500<br />
Poland<br />
Abplanalp Consulting (Warszawa) +48 (22) 3794400<br />
Portugal<br />
After Sales S.A. (Guilhabreu) +351 229351850<br />
Romania<br />
Teximp International (Bucharest) +40 (21) 3450185<br />
Teximp International (Cluj) +40 (264) 275050<br />
Russia<br />
Abamet Ltd. (Moscow) +7 (495) 2329997<br />
<strong>Haas</strong> <strong>Automation</strong>, <strong>Inc</strong>.<br />
2800 Sturgis Road • Oxnard<br />
California 93030, USA<br />
Tel. 0800-331-6746 Fax: 805 278 8540<br />
www.<strong>Haas</strong>CNC.com<br />
<strong>Haas</strong> <strong>Automation</strong>, Europe<br />
Mercuriusstraat 28, B-1930 Zaventem, Belgium<br />
Tel.: +32 2 522 99 05 Fax: +32 2 523 08 55<br />
<strong>Haas</strong> <strong>Automation</strong>, Asia<br />
No. 96 Yi Wei Road, Building 67, Waigaoqiao FTZ,<br />
Shanghai 200131, China<br />
Tel.: +86 21 3861 6666 Fax: +86 21 3861 6799<br />
Serbia & Montenegro<br />
Teximp International (Belgrad) +381 (11) 2454676<br />
Slovakia<br />
Teximp International (Belusa) +421 (42) 4711094<br />
Slovenia<br />
Teximp International (Ljubljana) +386 (1) 5240357<br />
Spain<br />
Easymill S.L. (Vitoria) +34 (945) 121222<br />
Sogemec (Madrid) +34 (918) 868889<br />
Sweden<br />
Edströms Maskin AB (Jönköping) +46 (36) 392000<br />
Switzerland<br />
Urma AG (Rupperswil) +41 (62) 8892020<br />
Turkey<br />
BoroKav (Istanbul) +90 (212) 6711990<br />
Ukraine<br />
Abplanalp Ukraine (Kiev) +380 (44) 2063043<br />
Uzbekistan & Kazakhstan<br />
Abplanalp Engineering - Uzbekistan (Tashkent) +998 (71) 1919234<br />
HAFTUNGSAUSSCHLUSS: Änderungen der technischen Daten ohne Ankündigung vorbehalten. Für Druckfehler wird keine Haftung übernommen. Verantwortlicher Redakteur: Peter Zierhut.<br />
<strong>Haas</strong> <strong>Automation</strong>,<br />
India Pvt Ltd<br />
Plot EL-35, TTC Industrial Area, Mahape<br />
MIDC, Navi Mumbai 400 709, India<br />
Tel.: +91 22 66098830, 31, 32, 33, 34<br />
DE.10.2010