Mit der Bahn ins Zinkbad - Cern
Mit der Bahn ins Zinkbad - Cern
Mit der Bahn ins Zinkbad - Cern

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
FELDBUS VOR ORT<br />
<strong>Mit</strong> <strong>der</strong> <strong>Bahn</strong> <strong>ins</strong> <strong>Zinkbad</strong><br />
PROFIBUS in einer Feuerverzinkungsanlage für Baugerüste<br />
Wer bauen will, <strong>der</strong> muß gut gerüstet<br />
sein – so denkt auch die Firma<br />
Thyssen Hünnebeck und bietet dem<br />
Bausektor Schalungen und Gerüste<br />
für jeden E<strong>ins</strong>atzfall. Wind und Wetter<br />
können die Stahlkonstruktionen nur<br />
trotzen, weil sie feuerverzinkt sind.<br />
Europas größte Feuerverzinkungsanlage<br />
wurde nun grundlegend<br />
mo<strong>der</strong>nisiert. Für die Kommunikation<br />
innerhalb des Transportsystems ist<br />
PROFIBUS zuständig.<br />
Düsseldorf Ratingen-Lindendorf ist <strong>der</strong> Sitz<br />
<strong>der</strong> Firma Thyssen Hünnebeck, auf <strong>der</strong>en<br />
Produkte Bauarbeiter weltweit stehen –<br />
und das ist hier wörtlich gemeint. Als einer<br />
<strong>der</strong> größten Gerüst- und Schalttafelhersteller<br />
<strong>der</strong> Bundesrepublik beliefert sie Großbaustellen<br />
in aller Welt.<br />
6 BUSprofi 1/99<br />
Zur För<strong>der</strong>ung <strong>der</strong> Gerüststangen setzte <strong>der</strong><br />
Automatisierungsspezialist KOPA-TEC erstmals<br />
PROFIBUS ein<br />
Rostfrei<br />
Die Produkte werden aus Stahlprofilen<br />
zusammengeschweißt und mittels Feuerverzinkung<br />
korrosionsfest gemacht. Bei<br />
diesem Verfahren durchläuft die Stahlkonstruktion<br />
eine Reihe von Tauchbä<strong>der</strong>n, an<br />
<strong>der</strong>en Ende ein lückenloser Überzug aus<br />
Zink steht. Die geschweißten Rohteile<br />
werden zuerst von Schweißschlacke und<br />
eventuellem Rost befreit, dann entfettet,<br />
gebeizt und in ein Fluxerbad getaucht, im<br />
Trocknerofen getrocknet und schließlich in<br />
750°C heißes Zink getaucht. Anschließend<br />
werden die frisch verzinkten Teile weiterverarbeitet,<br />
z.B. die Gewindegänge <strong>der</strong><br />
Stützen gereinigt.<br />
Von <strong>der</strong> Schweißstraße...<br />
Um die Fertigungskapazität zu erhöhen,<br />
sollten zukünftig die vorhandenen Platzressourcen<br />
noch besser genutzt und die<br />
Verzinkerei von Grund auf mo<strong>der</strong>nisiert<br />
werden. Dabei mußte auch ein Transportsystem<br />
<strong>ins</strong>talliert werden, das dem neuesten<br />
Stand <strong>der</strong>Technik entsprach.<br />
Arbeitsvorbereitung<br />
Aufträge<br />
Störmeldungen<br />
Aufträge/<br />
Textverarbeitung<br />
Fernwartung<br />
WINDOWS NT<br />
WIN CC<br />
DR3 PC3<br />
Leitstand Verzinkerei<br />
DR1<br />
DR2<br />
Modem<br />
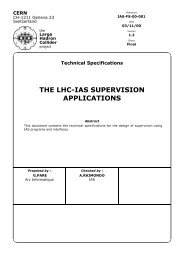
Netzwerke:<br />
PROFIBUS-FMS<br />
PROFIBUS-DP<br />
RS458 Bus-<br />
Modem<br />
SPS-System<br />
WINDOWS NT<br />
WIN CC<br />
Schaltschrankraum<br />
WINDOWS NT<br />
WIN CC<br />
PC1<br />
PC2<br />
CPU CL 400 PROFIBUS-FM PROFIBUS-DP<br />
HVO ET 200L<br />
14 Stück<br />
... über den <strong>Bahn</strong>hof ...<br />
Nachdem die Roboter ihre „schweißtreibende“<br />
Arbeit auf <strong>der</strong> Schweißstraße<br />
beendet haben, warten die Rohteile – im<br />
Jargon auch „schwarze Ware“ genannt –<br />
auf ihr Bad im Zinkbecken. Gerüst, Schalttafel<br />
und Co. wan<strong>der</strong>n in einen „<strong>Bahn</strong>hof“,<br />
<strong>der</strong> als Verladestation und Pufferspeicher<br />
für den Transport in die Verzinkerei dient.<br />
Dabei handelt es sich um eine kreisförmig<br />
umlaufende „Power&Free“-Anlage. Die<br />
Wagen mit <strong>der</strong> aus Titan bestehenden<br />
Hakenvorrichtung, an <strong>der</strong> die Rohware aufgehängt<br />
ist, werden von den <strong>Mit</strong>nehmern<br />
<strong>der</strong> Schleppkette aufgenommen und kreisen<br />
so lange, bis sie von einer Elektrohängebahn<br />
(EHB) abgeholt werden, die sie zur<br />
Verzinkerei bringen.<br />
...auf die Hängebahn<br />
Acht Kupferschienen mit jeweils 400 Volt<br />
dienen hier zur Energie- und zur Steuersignalübertragung<br />
über Schleifkontakte.<br />
Nur die hohe Spannung gewährleistet<br />
einen sicheren Kontakt und damit eine<br />
sichere Signalübertragung.<br />
Innerhalb des Transportwagens auf <strong>der</strong><br />
EHB wird diese Steuerspannung dann wie<strong>der</strong><br />
in ein digitales Signal mit 5 Volt umgewandelt.<br />
Für diesen Zweck hat die Pla-<br />
PROFIBUS-DP<br />
Auftragsbearbeitung,<br />
Auftragsüberwachung<br />
PROFIBUS-<br />
FMS<br />
Auftragsüberwachung,<br />
Anlagenzustand und<br />
Störmeldeanzeige<br />
Auftragsbearbeitung-Notbetrieb,<br />
Auftragsüberwachung, FIFO-Bearbeitung,<br />
Störmeldebearbeitung<br />
RS 485<br />
Lesestelle<br />
Datenterminal<br />
BT5 14 Stück Klemmkästen Leistung ET 200X<br />
ET 200L 20 Stück 44 Stück<br />
Schreib-<br />
Lesestellen<br />
IR - 10 Stück
„Bei dem E<strong>ins</strong>atz von PROFIBUS gab es so gut<br />
wie keine Probleme,“ resümiert Klaus-Dieter<br />
Rupp (re), Geschäftsführer <strong>der</strong> KOPA-TEC, hier<br />
zusammen mit Stefan Krepper von Siemens<br />
München<br />
nungsfirma KOPA-TEC GmbH einen eigenen<br />
Prozessor entwickelt.<br />
Je<strong>der</strong> Tag ist Badetag<br />
An <strong>der</strong> Verzinkerei angekommen, übergibt<br />
die Transport-EHB die Rohteile an ihre<br />
„Schwester“, die die Rohteile samt Gehänge<br />
durch die Bä<strong>der</strong>straße transportiert und<br />
in die einzelnen Bä<strong>der</strong> taucht. Dazu besitzt<br />
sie einen zusätzlichen Seilzug, mit dem sie<br />
die Gehänge in die Bä<strong>der</strong> ablassen kann.<br />
Hat die zweite EHB die Gehänge mit den<br />
Rohteilen übernommen, verschwindet sie<br />
mit ihnen in <strong>der</strong>Verzinkungskabine, die den<br />
Rest <strong>der</strong> Fertigungshallen von den Zinkdämpfen<br />
abschirmt. Die fertig verzinkte –<br />
„weiße“ – Ware wan<strong>der</strong>t zur Pufferung in<br />
drei weitere <strong>Bahn</strong>höfe, in denen auch die<br />
Endfertigung erfolgen kann.<br />
Die gesamte Anlage besteht aus sieben<br />
„<strong>Bahn</strong>höfen“, von denen vier für die Aufnahme<br />
<strong>der</strong> Rohteile und drei zur Pufferung<br />
<strong>der</strong> Fertigteile reserviert sind.<br />
Herstellerübergreifend, schnell und...<br />
Zur Kommunikation <strong>der</strong> Steuerungskomponenten<br />
wählte die Projektierungsfirma<br />
KOPA-TEC PROFIBUS und WinCC. Die Wahl<br />
fiel leicht, denn <strong>der</strong> Auftraggeber verlangte<br />
einen herstellerübergreifenden Kommunikationsstandard,<br />
in den auch Fremdprodukte<br />
eingebunden werden können.<br />
So kommunizieren die speicherprogrammierbaren<br />
Steuerungen über<br />
PROFIBUS-FMS mit den Datenterminals<br />
in <strong>der</strong> Arbeitsvorbereitung,<br />
im Verzinkungsleitstand und <strong>der</strong><br />
Auftragsbearbeitung.<br />
Prozeßsignale zur Überwachung und<br />
Steuerung – Belegtmeldungen, Lichtschrankenstatus<br />
und ähnliches – liefern Peripheriegeräte<br />
vom Typ SIMATIC ET 200L, die mit<br />
<strong>der</strong> Speicherprogrammierbaren Steuerung<br />
(SPS) über PROFIBUS-DP kommunizieren.<br />
Signallaufzeiten sind bei einer Datenübertragungsrate<br />
von 1,5 MBit/s vernachlässigbar<br />
klein, so daß Prozeßinformation in<br />
Quasi-Echtzeit vorliegt.<br />
...ohne Schaltschrank<br />
Der eigentliche Clou <strong>der</strong> Anlage ist aber,<br />
daß die Antriebsmotoren ohne Schaltschrank<br />
angesteuert werden. Möglich<br />
macht dies <strong>der</strong> PROFIBUS-fähige Motorabzweig<br />
<strong>der</strong> ET 200X. Durch die hohe Schutzart<br />
und extreme Robustheit dieses Dezentralen<br />
Peripherie-Systems ET 200X,<br />
wird ein E<strong>ins</strong>atz direkt an <strong>der</strong> Maschine<br />
möglich. Auch hier macht die hohe Datenrate<br />
des PROFIBUS-DP einen E<strong>ins</strong>atz in<br />
extrem zeitkritischen Anwendungen möglich,<br />
so daß bei Betriebsstörungen schnelle<br />
Reaktionszeiten erreicht werden.<br />
Für den Steuerungs- und Anlagenbauer<br />
KOPA-TEC aus Veldkirchen, <strong>der</strong> Anlagen<br />
weltweit – u.a. auch in Brasilien – realisiert,<br />
war dies die erste PROFIBUS-Anwendung.<br />
Allein 90% <strong>der</strong> von den süddeutschen<br />
Automatisierungsspezialisten projektierten<br />
Anlagen gehen in die Automobilindustrie.<br />
Fast alle führenden Hersteller<br />
dieser Branche wie AUDI, BMW, Ford,<br />
Daimler, SCANIA und Volkswagen gehören<br />
zum Kundenkreis des innovativen Unternehmens.<br />
Rundum zufrieden<br />
Einen <strong>der</strong> Hauptgründe für den E<strong>ins</strong>atz von<br />
PROFIBUS-DP und <strong>der</strong> ET 200X sieht Geschäftsführer<br />
Klaus-Dieter Rupp in <strong>der</strong><br />
„schnellen Verbindung zu den dezentralen<br />
Peripheriegeräten, im Montagevorteil und<br />
in <strong>der</strong> Verkürzung <strong>der</strong> Montage- und Inbetriebnahmezeit.”<br />
Ein weitere Kriterium für<br />
die Entscheidung war, dem Kunden eine<br />
schnelle und vor allem sichere Wartung zu<br />
ermöglichen. „Das Abschalten <strong>der</strong> Module<br />
vor Ort garantiert eine nach UVV und VDE<br />
sichere Ausführung von Wartungs- und<br />
Reparaturarbeiten.” ■<br />
Die Motorabzweige <strong>der</strong> SIMATIC ET 200X<br />
sorgen zusammen mit PROFIBUS für eine<br />
reibungslose Reise <strong>ins</strong> <strong>Zinkbad</strong>