PDF-Dokument downloaden
PDF-Dokument downloaden
PDF-Dokument downloaden

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
34<br />
3.3 Kor ras ion s s c hut z<br />
In konosionschemischer Hinsicht bestehen auf Grund<br />
umfangreicher elektrochemischer Messungen in verschiedenen<br />
Elektrolytlösungen sowie auf Grund von<br />
Versuchen und gesammelten Erfahrungen keine Bedenken,<br />
für Schweißarbeiten an Teilen aus duktilem<br />
Gußeisen Nickel-Eisen-Elektroden zu verwenden.<br />
Ausführliche Erläuterungen zu dieser Frage gibt die<br />
Veröffentlichung von W.-D. Gras an anderer Stelle<br />
des vorliegenden Informationsheftes Nr. 7.<br />
3.4 G e füg e - und Fes t i g k e i t s u n t e r -<br />
suchungen<br />
Die beim Schweißvorgang eingebrachte Wärme ruft<br />
eine Gefügeveränderung in der Ubergangszone der<br />
Schweißnaht und damit eine Härtesteigerung hervor.<br />
Durch das Elektrolichtbogenschweißen mit geringen<br />
Stromstärken wird diese Härtesteigerung auf eine<br />
sehr schmale Zone begrenzt, so daß die Schweißverbindungen<br />
hinreichend zäh sind.<br />
Die nachstehend beschriebenen Untersuchungen wurden<br />
an schweißbaren, weißen Temperguß-Stutzen<br />
NW 1112", die auf duktile Gußrohre NW 100 aufge-<br />
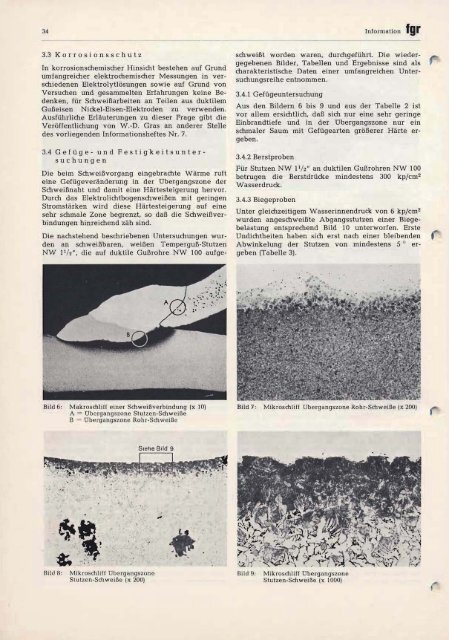
Bild 6: Makroschliff einer Schweißverbindung (x 10)<br />
A = Ubergangszone Stutzen-Schweiße<br />
B = Ubergangszone Rohr-Schweiße<br />
Bild B: Mikrosd11iff Ubergangszonc<br />
Slutzen-Schweiße (x 200)<br />
Siehe Bild 9<br />
Mikroschliff Ubergangszone<br />
Stutzen-Schweiße (x 10(0)<br />
Information fgr<br />
schweißt worden waren, durchgeführt. Die wiedergegebenen<br />
Bilder, Tabellen und Ergebnisse sind als<br />
charakteristische Daten einer umfangreichen Untersuchungsreihe<br />
entnommen.<br />
3.4.1 Gefügeuntersuchung<br />
Aus den Bildern 6 bis 9 und aus der Tabelle 2 ist<br />
vor allem ersichtlich, daß sich nur eine sehr geringe<br />
Einbrandtiefe und in der Ubergangszone nur ein<br />
schmaler Saum mit Gefügearten größerer Härte ergeben.<br />
3.4.2 Berstproben<br />
Für Stutzen NW 1112" an duktilen Gußrohren NW 100<br />
betrugen die Berstdrücke mindestens 300 kp/cm 2<br />
Wasserdruck.<br />
3.4.3 Biegeproben<br />
Unter gleichzeitigem Wasserinnendruck von 6 kp/cm 2<br />
wurden angeschweißte Abgangsstutzen einer Biegebelastung<br />
entsprechend Bild 10 unterworfen. Erste<br />
Undichtheiten haben sich erst nach einer bleibenden<br />
Abwinkelung der Stutzen von mindestens 5 0 ergeben<br />
(Tabelle 3).<br />
Bild 7: Mikroschliff Ubergangszone Rohr-Schweiße (x 200)