Film Extrusion Guide.pmd - LyondellBasell
Film Extrusion Guide.pmd - LyondellBasell
Film Extrusion Guide.pmd - LyondellBasell

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
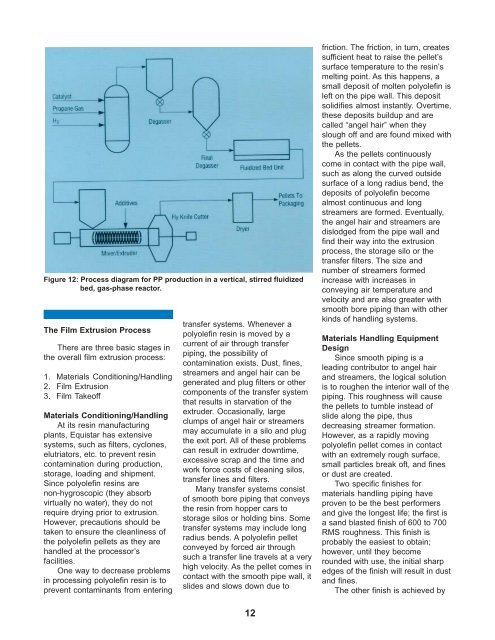
Figure 12: Process diagram for PP production in a vertical, stirred fluidized<br />
bed, gas-phase reactor.<br />
The <strong>Film</strong> <strong>Extrusion</strong> Process<br />
There are three basic stages in<br />
the overall film extrusion process:<br />
1. Materials Conditioning/Handling<br />
2. <strong>Film</strong> <strong>Extrusion</strong><br />
3. <strong>Film</strong> Takeoff<br />
Materials Conditioning/Handling<br />
At its resin manufacturing<br />
plants, Equistar has extensive<br />
systems, such as filters, cyclones,<br />
elutriators, etc. to prevent resin<br />
contamination during production,<br />
storage, loading and shipment.<br />
Since polyolefin resins are<br />
non-hygroscopic (they absorb<br />
virtually no water), they do not<br />
require drying prior to extrusion.<br />
However, precautions should be<br />
taken to ensure the cleanliness of<br />
the polyolefin pellets as they are<br />
handled at the processor’s<br />
facilities.<br />
One way to decrease problems<br />
in processing polyolefin resin is to<br />
prevent contaminants from entering<br />
transfer systems. Whenever a<br />
polyolefin resin is moved by a<br />
current of air through transfer<br />
piping, the possibility of<br />
contamination exists. Dust, fines,<br />
streamers and angel hair can be<br />
generated and plug filters or other<br />
components of the transfer system<br />
that results in starvation of the<br />
extruder. Occasionally, large<br />
clumps of angel hair or streamers<br />
may accumulate in a silo and plug<br />
the exit port. All of these problems<br />
can result in extruder downtime,<br />
excessive scrap and the time and<br />
work force costs of cleaning silos,<br />
transfer lines and filters.<br />
Many transfer systems consist<br />
of smooth bore piping that conveys<br />
the resin from hopper cars to<br />
storage silos or holding bins. Some<br />
transfer systems may include long<br />
radius bends. A polyolefin pellet<br />
conveyed by forced air through<br />
such a transfer line travels at a very<br />
high velocity. As the pellet comes in<br />
contact with the smooth pipe wall, it<br />
slides and slows down due to<br />
12<br />
friction. The friction, in turn, creates<br />
sufficient heat to raise the pellet’s<br />
surface temperature to the resin’s<br />
melting point. As this happens, a<br />
small deposit of molten polyolefin is<br />
left on the pipe wall. This deposit<br />
solidifies almost instantly. Overtime,<br />
these deposits buildup and are<br />
called “angel hair” when they<br />
slough off and are found mixed with<br />
the pellets.<br />
As the pellets continuously<br />
come in contact with the pipe wall,<br />
such as along the curved outside<br />
surface of a long radius bend, the<br />
deposits of polyolefin become<br />
almost continuous and long<br />
streamers are formed. Eventually,<br />
the angel hair and streamers are<br />
dislodged from the pipe wall and<br />
find their way into the extrusion<br />
process, the storage silo or the<br />
transfer filters. The size and<br />
number of streamers formed<br />
increase with increases in<br />
conveying air temperature and<br />
velocity and are also greater with<br />
smooth bore piping than with other<br />
kinds of handling systems.<br />
Materials Handling Equipment<br />
Design<br />
Since smooth piping is a<br />
leading contributor to angel hair<br />
and streamers, the logical solution<br />
is to roughen the interior wall of the<br />
piping. This roughness will cause<br />
the pellets to tumble instead of<br />
slide along the pipe, thus<br />
decreasing streamer formation.<br />
However, as a rapidly moving<br />
polyolefin pellet comes in contact<br />
with an extremely rough surface,<br />
small particles break oft, and fines<br />
or dust are created.<br />
Two specific finishes for<br />
materials handling piping have<br />
proven to be the best performers<br />
and give the longest life; the first is<br />
a sand blasted finish of 600 to 700<br />
RMS roughness. This finish is<br />
probably the easiest to obtain;<br />
however, until they become<br />
rounded with use, the initial sharp<br />
edges of the finish will result in dust<br />
and fines.<br />
The other finish is achieved by