Film Extrusion Guide.pmd - LyondellBasell
Film Extrusion Guide.pmd - LyondellBasell
Film Extrusion Guide.pmd - LyondellBasell

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Rotating Dies<br />
Rotating dies can be used to<br />
randomize transverse film gauge<br />
variation in the bubble. The<br />
constant turning of these dies<br />
distributes any gauge variations<br />
that can be caused by uneven<br />
bubble cooling or melt uniformity<br />
deficiencies.<br />
The randomization of gauge<br />
bands improves the flatness of film<br />
rolls.<br />
Automatic Gauge Adjustment<br />
Automatic gauge adjustment<br />
(Figure 28) can be used with blown<br />
film as another means of attaining<br />
uniform film gauge. Temperature<br />
and/or velocity changes in<br />
segments of the air ring change the<br />
temperature of the melt in that<br />
area. This change leads to a<br />
change in the melt’s drawdown<br />
characteristics and changes the<br />
gauge of the film in that area of the<br />
bubble. Other automatic gauging<br />
systems change overall film<br />
thickness by varying the speed of<br />
the primary nip rolls.<br />
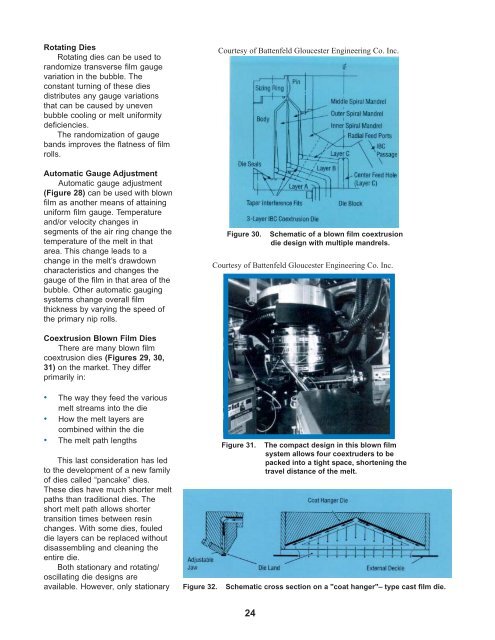
Coextrusion Blown <strong>Film</strong> Dies<br />
There are many blown film<br />
coextrusion dies (Figures 29, 30,<br />
31) on the market. They differ<br />
primarily in:<br />
• The way they feed the various<br />
melt streams into the die<br />
• How the melt layers are<br />
combined within the die<br />
• The melt path lengths<br />
This last consideration has led<br />
to the development of a new family<br />
of dies called “pancake” dies.<br />
These dies have much shorter melt<br />
paths than traditional dies. The<br />
short melt path allows shorter<br />
transition times between resin<br />
changes. With some dies, fouled<br />
die layers can be replaced without<br />
disassembling and cleaning the<br />
entire die.<br />
Both stationary and rotating/<br />
oscillating die designs are<br />
available. However, only stationary<br />
Courtesy of Battenfeld Gloucester Engineering Co. Inc.<br />
Figure 30. Schematic of a blown film coextrusion<br />
die design with multiple mandrels.<br />
Courtesy of Battenfeld Gloucester Engineering Co. Inc.<br />
Figure 31. The compact design in this blown film<br />
system allows four coextruders to be<br />
packed into a tight space, shortening the<br />
travel distance of the melt.<br />
Figure 32. Schematic cross section on a "coat hanger"– type cast film die.<br />
24