Film Extrusion Guide.pmd - LyondellBasell
Film Extrusion Guide.pmd - LyondellBasell
Film Extrusion Guide.pmd - LyondellBasell

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
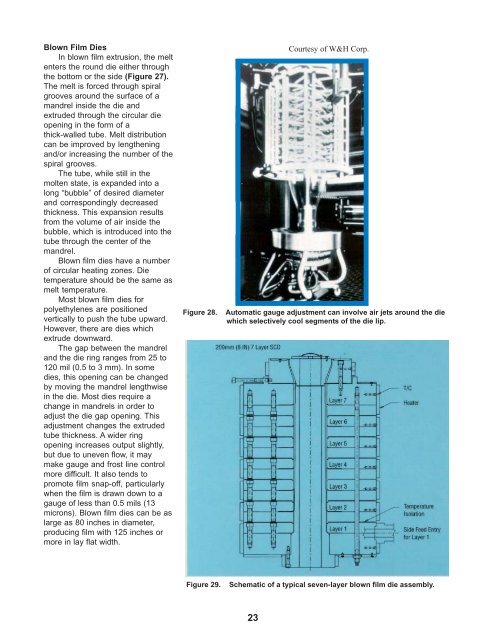
Blown <strong>Film</strong> Dies<br />
In blown film extrusion, the melt<br />
enters the round die either through<br />
the bottom or the side (Figure 27).<br />
The melt is forced through spiral<br />
grooves around the surface of a<br />
mandrel inside the die and<br />
extruded through the circular die<br />
opening in the form of a<br />
thick-walled tube. Melt distribution<br />
can be improved by lengthening<br />
and/or increasing the number of the<br />
spiral grooves.<br />
The tube, while still in the<br />
molten state, is expanded into a<br />
long “bubble” of desired diameter<br />
and correspondingly decreased<br />
thickness. This expansion results<br />
from the volume of air inside the<br />
bubble, which is introduced into the<br />
tube through the center of the<br />
mandrel.<br />
Blown film dies have a number<br />
of circular heating zones. Die<br />
temperature should be the same as<br />
melt temperature.<br />
Most blown film dies for<br />
polyethylenes are positioned<br />
vertically to push the tube upward.<br />
However, there are dies which<br />
extrude downward.<br />
The gap between the mandrel<br />
and the die ring ranges from 25 to<br />
120 mil (0.5 to 3 mm). In some<br />
dies, this opening can be changed<br />
by moving the mandrel lengthwise<br />
in the die. Most dies require a<br />
change in mandrels in order to<br />
adjust the die gap opening. This<br />
adjustment changes the extruded<br />
tube thickness. A wider ring<br />
opening increases output slightly,<br />
but due to uneven flow, it may<br />
make gauge and frost line control<br />
more difficult. It also tends to<br />
promote film snap-off, particularly<br />
when the film is drawn down to a<br />
gauge of less than 0.5 mils (13<br />
microns). Blown film dies can be as<br />
large as 80 inches in diameter,<br />
producing film with 125 inches or<br />
more in lay flat width.<br />
23<br />
Courtesy of W&H Corp.<br />
Figure 28. Automatic gauge adjustment can involve air jets around the die<br />
which selectively cool segments of the die lip.<br />
Figure 29. Schematic of a typical seven-layer blown film die assembly.