Metallography: Principles and Practices - ASM International
Metallography: Principles and Practices - ASM International
Metallography: Principles and Practices - ASM International

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Metallography</strong>: <strong>Principles</strong> <strong>and</strong> Practice (#06785G)<br />
Author(s): George F. V<strong>and</strong>er Voort<br />
Surface ^<br />
61<br />
Center 35<br />
Copyright © 1984 <strong>ASM</strong> <strong>International</strong> ®<br />
All rights reserved.<br />
www.asminternational.org<br />
MACROSTRUCTURE 39<br />
Bar diameter, in<br />
2 1± 1 5<br />
Hardness, HRC<br />
^ S<br />
62 62<br />
32.5 38 58 61.5<br />
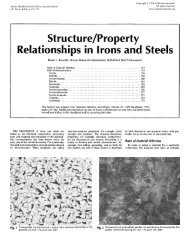
Figure 1-31 Macroetching (10% aqueous HN03) was used to reveal the extent of hardening in these<br />
AISI 1060 carbon steel round bars.<br />
1-3.13 Response to Heat Treatment<br />
Macroetching can also be used to determine the hardenability of various steel bars<br />
subjected to known heat treatment conditions. This procedure, coupled with<br />
hardness testing, was widely used prior to the adoption of hardenability analysis.<br />
As an illustration, Fig. 1-31 shows discs cut from round bars of AISI 1060 carbon<br />
steel ranging in size from a diameter of 3 A to 2V2 in. The two smallest sizes were<br />
through-hardened, that is, the center region contains more than 50% martensite,<br />
<strong>and</strong> the etch pattern was uniform. The other three sizes exhibit a case <strong>and</strong> core<br />
pattern, since the central region was unhardened. For this test, all bars were<br />
austenitized at 1525°F (829°C), brine quenched, <strong>and</strong> then tempered at 300°F<br />
(149°C). The bar length was twice the diameter, <strong>and</strong> the etched section was taken<br />
from the center.<br />
Cold etching is also useful in studying the results of surface-hardening<br />
treatments. Figure 1-32 shows the results of induction hardening of gear teeth<br />
made from AISI 1055 carbon steel. The areas hardened <strong>and</strong> the depth of the<br />
hardened zone are quite apparent.<br />
1-3.14 Flame Cutting<br />
Figure 1-33 illustrates the use of the cold etch to reveal the extent of the heataffected<br />
zone developed during flame cutting of two AISI S5 gripping cams. The<br />
etched discs clearly show the effect of different heat inputs on the depth of the<br />
heat-affected zone.