SOLID AND LIQUID SILICONE RUBBER ... - Wacker Chemie
SOLID AND LIQUID SILICONE RUBBER ... - Wacker Chemie
SOLID AND LIQUID SILICONE RUBBER ... - Wacker Chemie

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
5.2<br />
EXTRUSION<br />
CONVEYING IN THE SCREW<br />
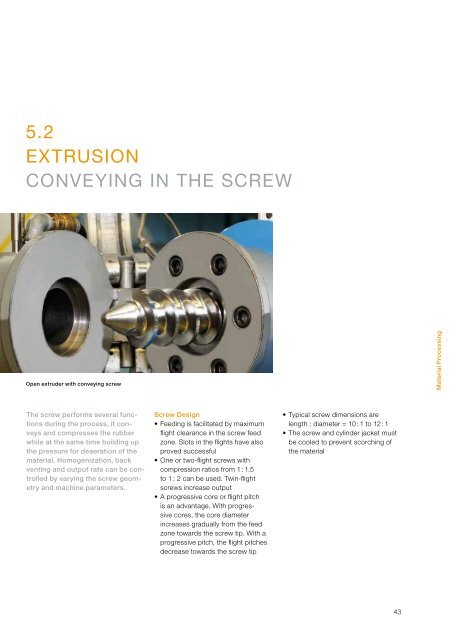
Open extruder with conveying screw<br />
The screw performs several functions<br />
during the process, it conveys<br />
and compresses the rubber<br />
while at the same time building up<br />
the pressure for deaeration of the<br />
material. Homogenization, back<br />
venting and output rate can be controlled<br />
by varying the screw geometry<br />
and machine parameters.<br />
Screw Design<br />
• Feeding is facilitated by maximum<br />
flight clearance in the screw feed<br />
zone. Slots in the flights have also<br />
proved successful<br />
• One or two-flight screws with<br />
compression ratios from 1 : 1.5<br />
to 1 : 2 can be used. Twin-flight<br />
screws increase output<br />
• A progressive core or flight pitch<br />
is an advantage. With progressive<br />
cores, the core diameter<br />
increases gradually from the feed<br />
zone towards the screw tip. With a<br />
progressive pitch, the flight pitches<br />
decrease towards the screw tip<br />
• Typical screw dimensions are<br />
length : diameter = 10 : 1 to 12 : 1<br />
• The screw and cylinder jacket must<br />
be cooled to prevent scorching of<br />
the material<br />
43<br />
Material Processing