

Brides hydrauliques - Fr.stauff.com
Brides hydrauliques - Fr.stauff.com
Brides hydrauliques - Fr.stauff.com

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
PRINCIPE :<br />
BRIDES HYDRAULIQUES/FLANGES<br />
RACCORDEMENT PAR BRIDES<br />
Flange connections<br />
Il est basé sur l'interposition d'un joint <strong>com</strong>pressible placé entre 2 faces disposées parallèlement l'une à l'autre, fermement appliquées<br />
et maintenues en appui l'une sur l'autre par l'intermédiaire de flasques fixées par visserie.<br />
Le joint est parfaitement centré par l'intermédiaire d'une gorge circulaire dans laquelle il trouve son logement.<br />
Dans le cas de bride de liaison, les deux faces seront les têtes des collets (l'une avec joint, l'autre sans).<br />
Dans le cas de bride de fixation, les deux faces seront d'une part la tête du collet portant le joint, et d'autre part la partie extérieure de<br />
l'élément hydraulique à étancher (moteur, pompe, vérin, etc.).<br />
Principle :<br />
This is based on inserting a <strong>com</strong>pressible seal between 2 faces arranged parallel to one another, and tightly held, pressing against one another be means of bolted flanges.<br />
The seal is exactly centred by means of a circular groove in which it is housed.<br />
For union assembly flanges, the two faces will be flanged head end (one with a seal, the other without)<br />
For port assembly flanges, the two faces will be on one hand the flanged head en holding the seal, and on the other the external part of the hydraulic appliance to be seal (motor, pump, jack etc...)<br />
NORMALISATION<br />
Standards<br />
Les brides STAUFF sont conçues selon les normes habituelles, telles que définies par le tableau ci-dessous :<br />
STAUFF flanges are designed in accordance with the usual standards as specified by the following table :<br />
BRIDES RECTANGULAIRES ET COLLETS A SOUDER<br />
TYPE SAE<br />
SAE TYPE RECTANGULAR FLANGES AND FLANGED HEAD TO BE WELDED<br />
BRIDES CARREES ET COLLETS A SOUDER<br />
TYPE CETOP ET SIDERURGIE<br />
CETOP AND SIDERURGIE TYPE SQUARE FLANGES AND FLANGED HEAD TO BE<br />
WELDED<br />
VISSERIE METRIQUE<br />
Metric bolts and nuts<br />
U.N.C.<br />
JOINTS TORIQUES<br />
0-Rings<br />
ADAPTATION<br />
1<br />
NORME ISO<br />
( NORME AFNOR )<br />
NORME U.S.A.<br />
AFNOR<br />
RECOMMANDATION<br />
Re<strong>com</strong>mendation<br />
AFNOR<br />
DIN<br />
U.S.A.<br />
ISO 6162-1 et 2 de 2002<br />
( NF E 48-055 12/86 )<br />
SAE J 518<br />
NF E 48-054 12/86<br />
CETOP RP 63 H<br />
ISO 6164 05/94<br />
NF EN ISO 4762 12/97<br />
912<br />
Selon standard Américain<br />
According to American standard<br />
USA<br />
SAE J 515<br />
AFNOR<br />
NF T 47 501 04/98<br />
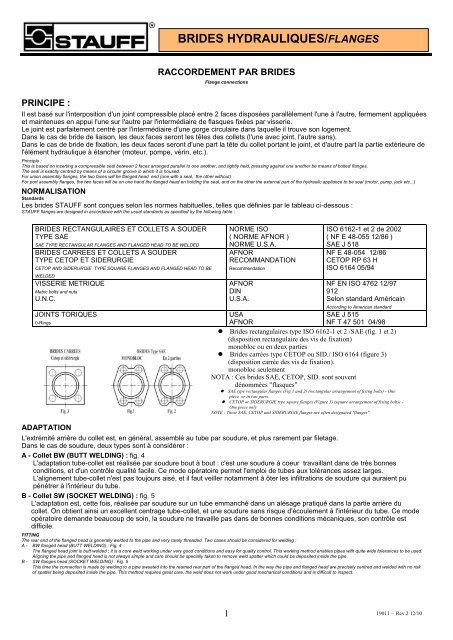
<strong>Brides</strong> rectangulaires type ISO 6162-1 et 2 /SAE (fig. 1 et 2)<br />
(disposition rectangulaire des vis de fixation)<br />
monobloc ou en deux parties<br />
<strong>Brides</strong> carrées type CETOP ou SID./ ISO 6164 (figure 3)<br />
(disposition carrée des vis de fixation).<br />
monobloc seulement<br />
NOTA : Ces brides SAE, CETOP, SID. sont souvent<br />
dénommées "flasques"<br />
SAE type rectangular flanges (Fig.1 and 2) (rectangular arrangement of fixing bolts) - One<br />
piece or in two parts.<br />
CETOP or SIDERURGIE type square flanges (Figure 3) (square arrangement of fixing bolts) -<br />
One piece only<br />
NOTE : These SAE, CETOP and SIDERURGIE flanges are often designated "flanges".<br />
L'extrémité arrière du collet est, en général, assemblé au tube par soudure, et plus rarement par filetage.<br />
Dans le cas de soudure, deux types sont à considérer :<br />
A - Collet BW (BUTT WELDING) : fig. 4<br />
L'adaptation tube-collet est réalisée par soudure bout à bout : c'est une soudure à coeur travaillant dans de très bonnes<br />
conditions, et d'un contrôle qualité facile. Ce mode opératoire permet l'emploi de tubes aux tolérances assez larges.<br />
L'alignement tube-collet n'est pas toujours aisé, et il faut veiller notamment à ôter les infiltrations de soudure qui auraient pu<br />
pénétrer à l'intérieur du tube.<br />
B - Collet SW (SOCKET WELDING) : fig. 5<br />
L'adaptation est, cette fois, réalisée par soudure sur un tube emmanché dans un alésage pratiqué dans la partie arrière du<br />
collet. On obtient ainsi un excellent centrage tube-collet, et une soudure sans risque d'écoulement à l'intérieur du tube. Ce mode<br />
opératoire demande beaucoup de soin, la soudure ne travaille pas dans de bonnes conditions mécaniques, son contrôle est<br />
difficile.<br />
FITTING<br />
The rear end of the flanged head is generally welded to the pipe and very rarely threaded. Two cases should be considered for welding :<br />
A - BW flanged head (BUTT WELDING) : Fig. 4<br />
The flanged head joint is butt welded ; it is a core weld working under very good conditions and easy for quality control. This working method enables pipes with quite wide tolerances to be used.<br />
Aligning the pipe and flanged head is not always simple and care should be specially taken to remove weld spatter which could be deposited inside the pipe.<br />
B - SW flanges head (SOCKET WELDING) : Fig. 5<br />
This time the connection is made by welding to a pipe sweated into the reamed rear part of the flanged head. In the way the pipe and flanged head are precisely centred and welded with no risk<br />
of spatter being deposited inside the pipe. This method requires great care, the weld does not work under good mechanical conditions and is difficult to inspect.<br />
19011 – Rev.2 12/10


