Buckling of thin-walled conical shells under uniform external pressure
Buckling of thin-walled conical shells under uniform external pressure
Buckling of thin-walled conical shells under uniform external pressure

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
supports. To ensure that the brink is properly tenable in the<br />
groove it is covered by a grooved rubber and both the<br />
groove <strong>of</strong> rubber and the rim is filled with silicone sealant.<br />
Then connecting the vacuum pump to the rig the process <strong>of</strong><br />
air suction is conducted <strong>under</strong> the specimen. This trend is<br />
performed in such a way that the loading is exerted<br />
incrementally and in all stages every <strong>thin</strong>g is <strong>under</strong> the very<br />
control so that the specimen is not destroyed abruptly to<br />
not let us study the process hesitantly and exhaustively.<br />
3.2. Frusta testing system<br />
The test rig <strong>of</strong> the frusta specimens is composed <strong>of</strong> two<br />
parts (Fig. 3), which was invented by the authors. The first<br />
part is designed to hold the test specimen at the desired place,<br />
which is composed <strong>of</strong> two rigid circular grooved plates.<br />
These grooves are entrenched in both sides <strong>of</strong> specimen.<br />
Four threaded long bars are provided to adjust the plates for<br />
the specimen height. The second part <strong>of</strong> the rig consisted <strong>of</strong> a<br />
small platform to be used for installation <strong>of</strong> vacuum pump.<br />
This pump is employed to generate <strong>uniform</strong> <strong>external</strong> <strong>pressure</strong><br />
over the shell surface. Careful measurements <strong>of</strong> the test<br />
results were done by six circumferentially and meridionaly<br />
mounted strain gauges, a manometer and four transducers.<br />
All collected data were processed using a data logger and a<br />
s<strong>of</strong>tware named UCAM-20PC.<br />
3.2.1. Setting up the frusta<br />
The upper and lower brinks <strong>of</strong> the frusta were covered<br />
by grooved rubber and then silicon glue was used over all<br />
openings to prevent any possible air seepage during the<br />
suction process. The frusta were placed on the lower<br />
grooved rigid plate. For specimens SC1 and SC4, as the<br />
slant <strong>of</strong> their inclined surfaces exceeded far more than<br />
vertical position, they could luxate from the grooves; so a<br />
special ring truncated on the edges equal to the slant <strong>of</strong> the<br />
surfaces was employed to not let the frusta edges luxate<br />
outwardly in case <strong>of</strong> higher loading and disarticulation.<br />
For the top edges, as there is liability to luxate inwardly,<br />
another specific round plate chamfered inwardly at the<br />
edges is located to prop up this susceptible location<br />
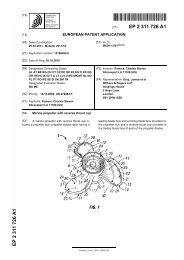
(Fig. 3). Using four threaded bars, the upper plate was<br />
Supporting ring<br />
Fig. 3. View <strong>of</strong> the frusta test rig and chamfered ring to support the lateral<br />
luxating <strong>of</strong> edges.<br />
ARTICLE IN PRESS<br />
B.S. Golzan, H. Showkati / Thin-Walled Structures 46 (2008) 516–529 519<br />
placed exactly over the top edge <strong>of</strong> the frusta in which the<br />
simply supported boundary conditions were geared up at<br />
both trimmings. The modification nuts could foil any axial<br />
load to be applied to the specimens. On the top plate, three<br />
holes were drilled for the purpose <strong>of</strong> air suction,<br />
manometer installation and air release valve assembly to<br />
control the rate <strong>of</strong> loading and unloading on shell<br />
specimens. The produced <strong>pressure</strong> was measured by the<br />
above-mentioned monometer. Fig. 3 shows a total view <strong>of</strong><br />
test provision.<br />
3.3. Measurement <strong>of</strong> imperfections and deformations<br />
<strong>Buckling</strong> <strong>of</strong> <strong>shells</strong> is generally known to be sensitive to<br />
geometric imperfections; so precise surveys <strong>of</strong> initial<br />
geometric imperfections are an essential step in any high<br />
quality shell buckling experiments. In addition, it is also<br />
desirable to have precise measurements <strong>of</strong> deformed shapes<br />
<strong>of</strong> the shell during its loading so that the buckling/collapse<br />
mode can be accurately determined and compared with<br />
theoretical predictions. Many shell imperfection measurement<br />
techniques have been developed [18]. LVDTs or other<br />
contacting probes were usually used in most <strong>of</strong> the earlier<br />
measurement systems [12,13]. For very <strong>thin</strong> <strong>shells</strong> with a<br />
relatively low transverse stiffness, the small probe force<br />
may induce distortions <strong>of</strong> the shell surface, so non-contact<br />
probes are favored.<br />
A simpler way has been applied in the present measurement<br />
system for appraising both initial imperfections and<br />
displacements. Seeing that the complete measurements <strong>of</strong> a<br />
<strong>conical</strong> surface require a three-dimensional survey <strong>of</strong> the<br />
radial, circumferential and meridional coordinates, manual<br />
scanning was implemented as the measurement technique.<br />
At first a number <strong>of</strong> meridians were drawn on the<br />
expanded surfaces <strong>of</strong> the cones at specified degrees, and<br />
then they were assembled, conducting their meridional<br />
joints. After fabricating, circumferential segments were<br />
segregated on the surface and then the cone was installed in<br />
its place. Subsequently, at the contiguous <strong>of</strong> each meridian<br />
a ruler was mounted and another ruler was employed to<br />
measure the horizontally projected distance between nodes<br />
<strong>of</strong> drawn meshes and the edge <strong>of</strong> the specimens identified<br />
by the ruler rim. In each node <strong>of</strong> obtained mesh, three<br />
coordinates <strong>of</strong> r, y and z are measured carefully in all<br />
specimens. Therefore, a real geometry <strong>of</strong> shell is obtained<br />
and then is used in finite element modeling <strong>of</strong> the structure<br />
for further comparative analyses.<br />
Despite the relatively stocky geometry <strong>of</strong> the specimens,<br />
initial geometric imperfections were recorded on all specimens,<br />
with the method and mesh outlined above. In order to<br />
render these measurements functional for comparative<br />
studies and numerical modeling, the unrefined imperfections<br />
were subjected to some data processing techniques that<br />
enable the identification <strong>of</strong> dominant modes and facilitate<br />
comparisons <strong>of</strong> imperfections with observed buckling and<br />
collapse modes. Fig. 4 shows typical imperfection layouts for<br />
some <strong>of</strong> the models, (inward/outward) in two different views.