Electronic Parts/Guidelines - infoHouse
Electronic Parts/Guidelines - infoHouse
Electronic Parts/Guidelines - infoHouse

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Electronic</strong> Products, <strong>Parts</strong> and Supplies<br />
Environmental Packaging <strong>Guidelines</strong><br />
Document Number GA23-2201-02<br />
March 03, 1994<br />
Worldwlde Dlstrlbution Engineering Services<br />
Department W29<br />
P.O. Box 12195<br />
Research Triangle Park, NC, USA 27709
<strong>Electronic</strong> Products, <strong>Parts</strong> and Supplies<br />
Environmental Packaging <strong>Guidelines</strong><br />
GA23-2201-02
About this book<br />
This book has been created by IBM's Worldwide Distribution Engineering Ser-<br />
vices (WDES) group. The information and materials contained in this manual<br />
have been compiled by IBM engineers, designers and IBM suppliers and repre-<br />
sent their best judgment about the materials mentioned herein based upon their<br />
experience and knowledge. While we believe the information is accurate as<br />
used and applied at IBM locations involved and under the conditions described<br />
herein, IBM makes no representation or guarantee that the information or<br />
recommendations contained herein are accurate as they may be applied by<br />
others in their operations or that similar results will be obtained by others when<br />
the information or recommendations are used in their business operations.<br />
Materials in this guidebook were originally presented in 1990 at an IBM Tech-<br />
nical Exchange, a forum designed to promote the exchange of information and<br />
ideas amongst the Corporation's packaging engineers.<br />
Questions related to the interpretation of specific information contained in this<br />
guide or questions about current or pending national, regional, state or local<br />
laws and regulations may be directed to WDES using the comment form at the<br />
back of this guidebook.<br />
The creators of this guidebook gratefully acknowledge the following groups and<br />
organizations for providing information and materials used either directly or indi-<br />
rectly in the compilation of this book. In no way does the inclusion of a group or<br />
company in the following listing signify that the provider supports or condones<br />
the information as presented.<br />
American Forest Paper Association (AFPA)<br />
New York. New York<br />
Connelly Containers, Incorporated<br />
Bala Cynwyd, Pennsylvania<br />
The Coalition of Northeastern Governors (CONEG)<br />
Source Reduction Taskforce<br />
The Department of Environmental Resources<br />
Harrisburg, Pennsylvania<br />
The Environmental Action Foundation<br />
Washington D. C.<br />
The Environmental Defense Fund<br />
Washington D. C.<br />
Fibre Box Association (FBA)<br />
Rolling Meadows, Illinois<br />
Gary Plastic Packaging Corporation<br />
Bronx, New York<br />
Greenpeace Action<br />
Washington D. C.<br />
Institute of Packaging Professionals (IoPP)<br />
Reston, Virginia<br />
Keep America Beautiful, Incorporated<br />
Stamford, Connecticut<br />
About this book iii
IV Environmental Packaaino <strong>Guidelines</strong><br />
The National Association of Printing Inks Manufacturers<br />
Harrison, New York<br />
The National Polystyrene Recycling Company<br />
Washington D. C.<br />
The National Wooden Pallet and Container Association (NWPCA)<br />
Washington D. C.<br />
Official Board Markets "Yellow Sheet"<br />
Chicago. Illinois<br />
The Pollution Probe Foundation<br />
Toronto, Ontario<br />
Resource Recycling Update<br />
Portland, Oregon<br />
The Society of Plastics Industry (SPI)<br />
Washington D. C.<br />
Tuscarora Plastics<br />
New Brighton, Pennsylvania<br />
The United States Environmental Protection gency<br />
Washington D. C.<br />
Virginia Polytechnic Institute and State University<br />
Blacksburg, Virginia<br />
The Waste Recycling Council<br />
Washington D. C.
How to use this manual online<br />
'<br />
This manual has been formatted to permit electronic use with the IBM<br />
BookManager READlVM licensed program. This product operates in the VM<br />
environment and will display, search, and organize material herein.<br />
To utilize the online version of this manual, the user must:<br />
have IBM BookManager READlVM installed in their VM operating environ-<br />
ment.<br />
acquire the source file of this publication, EFPKG BOOK on your personal<br />
"A-disk'' on VM.<br />
Note: Some VM users may need to link an additional storage disk to access the<br />
Bookmanager application. This is normally accomplished by typing the following<br />
instruction on a VM command line:<br />
VMLINK BOOKMGR (NO1<br />
Once the BookManager application has been accessed, this book may be dis-<br />
played by executing the following command at a Ready prompt (R;):<br />
OPEN EFPKG BOOK<br />
A comprehensive guide to BookManager READlVM is available to assist users in<br />
the electronic display and manipulation of text; Order IBM publication<br />
sc23-0449-01.<br />
A printed hardcopy version of this manual, Environmental Packaging <strong>Guidelines</strong>,<br />
is available as a service for external customers.<br />
How to us0 this manual online V
Vi Envlronmental Packaging <strong>Guidelines</strong>
.<br />
Contents<br />
About thls book ..................................... iii<br />
How to use this manual online ............................ v<br />
1.0 Envlronmental Packaging Design Guide - Introductlon ............ 1<br />
1.1 Document Control ................................. 1<br />
1.2 Guidebook Abstract ................................ 1<br />
1.3 Guidebook Purpose ................................ 1<br />
1.4 Guidebook Scope ................................. 2<br />
1.5 Guidebook Introduction .............................. 2<br />
1.6 IBM Corporate Environmental Policy ...................... 3<br />
1.7 IBM Corporate Environmental Position .................... 7<br />
1.7.1 IBM Goals ................................. 7 . 7<br />
1.7.2 IBM Actions .................................. 7<br />
2.0 Ozone Depleting Substances ........................... 9<br />
2.1 Introduction ..................................... 9<br />
2.1.1 Abstract ..................................... 9<br />
2.1.2 Purpose ..................................... 9<br />
2.2 Ozone Depletion .................................. 9<br />
2.3 CFC and HCFC Use in Packaging ........................ 9<br />
2.3.1 Elimination Specification ........................... 10<br />
3.0 Toxic Material Reductlon .............................. 11<br />
3.1 Introduction ..................................... 11<br />
3.2 Dioxins ........................................ 11<br />
3.2.1 Introduction ................................... 11<br />
3.2.2 industry Activities ............................... 14<br />
3.2.3 Legislation/Regulation ............................ 14<br />
3.2.4 Recommendations .............................. 1'4<br />
3.3 Heavy Metals in Inks ................................ $5<br />
3.3.1 Introduction ................................... 15<br />
3.3.2 industry Activities ............................... 16<br />
3.3.3 LegislationlRegulation ............................ 27<br />
3.3.4 Recommendations .............................. 17<br />
3.4 Toxins in Plastics .................................. t8<br />
3.4.1 Introduction ................................... t8<br />
3.4.2 Industry Activities ............................... 20<br />
3.4.3 LegislationlRegulation ............................ 20<br />
3.4.4 Recommendations ............................... 21<br />
3.5 Summary ....................................... 21<br />
4.0 Recycllng ....................................... 23<br />
4.1 Introduction ..................................... 23<br />
4.1.1 Abstract ..................................... 23<br />
4.1.2 Objective .................................... 23<br />
4.1.3 Scope ...................................... 23<br />
4.1.4 Purpose ..................................... 24<br />
4.2 Legislation ...................................... 24<br />
4.3 Recycling and the Economy ........................... 25<br />
4.4 Outlets for Recycled Materials .......................... 25
vill Environmental Packaaina C.uidelines<br />
4.4.1 Intermediate Outlets ............................. 26<br />
4.4.2 Finaloutlets .................................. 26<br />
4.5 IBM Packaging Waste Profile ........................... 26<br />
4.5.1 Collection Systems .............................. 26<br />
4.6 Wooden materials ................................. 27<br />
4.7 Cellulosic (Paper) Materials ........................... 28<br />
4.7.1 Histoty ...................................... 28<br />
4.7.2 Outlets for Recycled Fiber ........................... 28<br />
4.7.3 Sources of Recycled Fiber .......................... 28<br />
4.7.4 Paper Recycling Process .......................... 29<br />
4.7.5 Paper Products Manufactured from Recycled Fiber ........... 29<br />
4.7.6 Performance of Recycled Paper Products ................ 30<br />
4.7.7 Recycling Aids for Cellulosic Materials .................. 30<br />
4.7.8 <strong>Guidelines</strong> for Recycled Fiber Content .................. 31<br />
4.7.9 Recycling Specification ............................ 34<br />
4.8 Polymeric (Plastic) Materials ........................... 34<br />
4.8.1 Reclamation .................................. 34<br />
4.8.2 Commingled Plastics ............................. 34<br />
4.8.3 Plastics Separated by Resin Type ..................... 35<br />
4.9 Plastic Recycling Process ............................. 35<br />
4.9.1 Plastic Recycling Aids ............................ 35<br />
4.9.2 Plastic Coding System ............................. 35<br />
4.9.3 Marking of the Resin Identifier ....................... 36<br />
4.9.4 <strong>Guidelines</strong> for Recycled Resin Content .................. 37<br />
4.9.5 Engineering Specifications for Plastics .................. 37<br />
....................<br />
4.9.6 Expanded Plastic (Foam) Materials 38<br />
4.9.7 Reclamation of Expanded Plastics ..................... 38<br />
4.9.8 Products Made from Recycled Plastics .................. 38<br />
4.10 Degradability in Packaging ............................ 39<br />
4.10.1 Biodegradable Packaging ......................... 40<br />
4.10.2 Photodegradable Packaging ........................ 41<br />
4.10.3 Compostability ................................ 41<br />
4.10.4 Conclusions .................................. 41<br />
4.10.5 Recommendations .............................. 42<br />
5.0 Truth In Adveltlslng ................................. 43<br />
5.1 Introduction ..................................... 43<br />
5.1.1 Abstract ..................................... 43<br />
5.1.2 Purpose ..................................... 43<br />
5.2 Environmental Marketing Guideline Application ............... 43<br />
5.2.1 Environmental Marketing Guidance .................... 43<br />
5.2.2 Environmental Marketing Claims ...................... 43<br />
5.2.3 Conclusions .................................. 44<br />
5.2.4 Recommendation ............................... 44<br />
8.0 Material Reduction and Reusable Packaging Guidellnes ........... 45 .<br />
6.1 Introduction ..................................... 45<br />
6.1.1 Abstract ..................................... 45<br />
6.1.2 Purpose ..................................... 45<br />
6.2 Material Reduction ................................. 45<br />
6.2.1 Objectives ................................... 45<br />
6.2.2 Material Reduction Techniques ....................... 45<br />
6.3 Reusable Packaging ................................ 47<br />
6.3.1 Elements of Cost ............................... 47<br />
6.3.2 Technical & Business Considerations ................... 48
6.3.3 Evaluation Process for Reusable Programs ............... 52<br />
6.3.4 Process Checklist ............................... 52<br />
6.3.5 Cost Analysis Guide ............................. 52<br />
7.0 Life Cycle Aeresrment ............................... 55<br />
7.1 Scope ......................................... 55<br />
7.2 Purpose ....................................... 55<br />
7.3 The Three "1"s of Life Cycle Assessment .................... 55<br />
7.4 Life-Cycle Inventory ................................ 56<br />
7.4.1 Overview .................................... 56<br />
7.4.2 Problems and Challenges of Life-Cycle Inventory ............ 56<br />
7.5 Examples of Environmental Impact Analysis .................. 57<br />
7.5.1 Environmental Impact of Corrugated Fiberboard ............ 57<br />
7.5.2 Environmental Impact of Polystyrene ................... 59<br />
7.5.3 Environmental Impact of Polyethylene Foam ............... 61<br />
8.0 Pallet Reutlllzatlon ................................. 65<br />
8.1 Abstract ....................................... 65<br />
8.2 Purpose ....................................... 65<br />
6.3 Scope ......................................... 65<br />
8.4 Pallet Standardization ............................... 65<br />
8.5 Pallet Reutilization ................................. 66<br />
6.6 Pallet Disposal Options .............................. 66<br />
8.7 Recommendations for Pallet Reuse and Reutilization ............ 67<br />
8.0 Other Guldellnes for Environmental Packaglng ................. 69<br />
9.1 Introduction ..................................... 69<br />
9.2 PackageDesign ................................... 69<br />
9.3 CONEG Preferred Packaging <strong>Guidelines</strong> .................... 70<br />
9.4 ~nvironmentally Responsible Packaging-- ................... 72<br />
Appendix A . Pubilcatlons and Olpanizatlons .................... 75<br />
A.1 Publications ..................................... 75<br />
A.2 Organizations .................................... 77<br />
Appendlx B . Glossary of Terms ........................... 81<br />
P^".n.*' 1"
X Environmental Packaclino Guidellnes
1 .O Environmental Packaging Design Guide - Introduction<br />
1.1 Document Control<br />
1.2 Guidebook Abstract<br />
1.3 Guidebook Purpose<br />
.:.I<br />
This document was originated and is controlled by IBM's Worldwide Distribution<br />
Engineering Services (WDES) and is intended for the use of IBM Packaging Engi-<br />
neers, designers and our suppliers. Materials presented in this guidebook are<br />
based upon IBM business applications and may not be appropriate for all indus-<br />
tries, groups and/or businesses.<br />
This Guidebook is intended to be a dynamic and changing document and will be<br />
updated periodically. This documentation section will provide a history of all<br />
update activities by section and date.<br />
Table I. Guidebook History<br />
D8te Change<br />
05/15/90<br />
Initial Release of IBM Environmental Packaging Design Guide<br />
09/28/90<br />
06/24/93<br />
03/24/94<br />
Revise for External Publication<br />
1st Revision - Updated to reflect current environment.<br />
2nd Revision - New AFPA Symbols, LCI definitions 8 Green Labeling<br />
The Guidebook is a tool to assist electronics manufacturers' Packaging Engi-<br />
neers in their development of packaging and distribution systems. This will<br />
ensure consideration of environmental factors for the entire life cycle of their<br />
package designs and processes.<br />
The Guidebook outlines the recommendations of WDES and others on how to<br />
best improve IBM's packaging and distribution processes to address and mini-<br />
mize their impact upon the environment.<br />
The purpose of this Design Guide is to sewe as a reference and working tool for<br />
IBM Packaging and Distribution Engineers in their evaluations of packaging<br />
material and distribution process alternatives. This guidebook should help IBM<br />
and its suppliers improve their impact on the environment by:<br />
I. Eliminating ozone depleting expansion agents in packaging materials,<br />
2. Eliminating intentionally-introduced heavy metals from all IBM packaging<br />
materials,<br />
3. Eliminating the use of polybiphenyl bromides (PBBs) and polybiphenyl<br />
bromide oxides (PBBOs) from all IBM packaging materials,<br />
4. Minimizing toxic elements in packaging materials and in the byproducts of<br />
their manufacture,<br />
5. Identifying methods, processes and product and package designs to reduce<br />
the volume in the solid waste stream,
1.4 Guidebook Scope<br />
1.5 Guidebook Introduction<br />
6. Promoting the use of packaging materials which are recyclable,<br />
7. Identifying and promoting the use of packages manufactured with recycled<br />
material content,<br />
8. Demonstrating that IBM is an environmentally responsible company, and<br />
9. Providing industry leadership in the environmental arena.<br />
IBM intends to address packaging-related environmental issues from a "cradle to<br />
grave" standpoint. This means that IBM will attempt to control and improve the<br />
packaging and distribution processes in all packaging related activities from pur-<br />
chasing of raw materials and components to the final disposition of the finished<br />
product and parts packaging by our customers.<br />
IBM has established guidelines and specifications to minimize any detrimental<br />
impact of Its packaging and distribution processes on the environment. These<br />
documents function as controls to accomplish this task and pertain to all facets<br />
of the IBM's Packaging and Distribution activities including:<br />
Incoming parts and materials,<br />
Internal containers and material handling processes,<br />
lntraplant and interplant shipments,<br />
Products, supplies and replacement parts packages to customers<br />
Each section of this guide discusses a specific issue or concern and how it might<br />
best be addressed. For example, the toxic materials section identifies which<br />
packagings may contain toxic materials, which processes may introduce them,<br />
and how such items can be eliminated or minimized.<br />
IBM Engineering Specifications have been developed to provide clear and<br />
uniform controls. In other cases, checklists or guidelines are supplied. There<br />
are also some special sections and an Appendix to aid in understanding the<br />
importance of these issues:<br />
Definitions<br />
Technical References and Literature<br />
- CONEG Model Toxic Legislation<br />
Appropriate Internal and External Contacts
1.6 IBM Corporate Environmental Policy<br />
SUBJECT Environmental Protection<br />
IBM has established three policies which demonstrate its commitment to envi-<br />
ronmental protection, conservation and recycling and environmental affairs.<br />
These policies serve as the basis for many of the environmental activities that<br />
IBM pursues; They are reproduced in their entirety on the pages that foliow.<br />
Number 1298<br />
July 30, 1979<br />
IBM wlll reduce to a minimum the ecological impact of all of its activities. Management in<br />
IBM is expected to be continuously on guard against adversely affecting the environment and<br />
to seek ways to conserve natural resources.<br />
Although IBM is not in a business which creates severe pollution problems, IBM is committed to:<br />
Meet or exceed ail applicable government regulations in any location.<br />
Establish stringent standards of its own where government regulations do not exist.<br />
Attempt to utilize nonpolluting technologies and to minimize energy and materials<br />
consumption in the design of products and processes.<br />
Minimize dependence on terminal waste treatment through development of techniques<br />
to recover and reuse air, water and materials.<br />
Assist government and other industries in developing solutions to environmental<br />
problems when appropriate opportunities present themselves and IBM's experience<br />
and knowledge may be helpful.<br />
Replaces Corporate Policy No. 129A, dated May 24. 1973<br />
Frank T. Cary<br />
Fnuironmental Packmin0 Desim Guide - lntradudian 3
I<br />
I<br />
I SUBJECT: Environmental Affairs<br />
Number 139<br />
November 29, 1990<br />
Page I of 2<br />
IBM is committed to environmental affairs leadership in all of its business activities. IBM has<br />
long-standing corporate policies of providing a safe and healthful workplace and safe products<br />
(Policy Letter Number 127), protecting the environment (Number 129), and conserving energy and<br />
natural resources (Number 131), which were initiated in 1967, 1971, and 1974, respectively.<br />
These policies continue to guide our operations, and they are the foundation for the following<br />
corporate policy objectives:<br />
Provide a safe and healthful workplace, inClUding avoiding or correcting hazards and<br />
ensuring that personnel are properly trained and have appropriate safety and emergency<br />
equipment.<br />
Be an environmentally responsible neighbor in the communities where we operate and act<br />
promptly and responsibly to correct incidents or conditions that endanger health, safety,<br />
or the environment, report them to authorities promptly, and inform everyone who may be<br />
affected by them.<br />
- Maintain respect for natural resources by practicing conservation and striving to<br />
recycle materials, purchase recycled materials, and use recyclable packaging and other<br />
materials.<br />
Develop, manufacture, and market products that are safe for their intended use,<br />
efficient in their use of energy, protective of the environment, and that can be<br />
recycled or disposed of safely.<br />
Use development and manufacturing processes that do not adversely affect the<br />
environment, including developing and improving operations and teChnOlOgieS to<br />
minimize waste, prevent air, water, and other pollution, minimize health and safety<br />
risks, and dispose of waste safely and responsibly.<br />
Ensure the responsible use of energy throughout our business, inClUding conserving<br />
energy, improving energy efficiency, looking for safer energy sources, and giving<br />
preference to renewable over nonrenewable energy sources when feasible.<br />
Assist in the development of teChnOlOgiCal solutions to global environmental<br />
problems, share appropriate pollution prevention technology and methods, and<br />
participate in efforts to improve environmental protection and understanding<br />
throughout industry.
Number 139<br />
November 29, 1900<br />
Page 2 of 2<br />
Meet or exceed all applicable government requirements. Where none exist,<br />
set and adhere to stringent standards of our own and continually improve these<br />
standards in light of technological advances and new environmental data<br />
* Conduct rigorous audits and self-assessments of IBM's compliance with this<br />
policy, measure progress of IBM's environmental affairs performance, and report<br />
periodically to the Board of Directors.<br />
Every employee and every contractor on IBM premises is expected to follow<br />
the company's policies and to report any environmental, health, or safety<br />
concern to IBM management. Managers are expected to take prompt action<br />
John F. Akers<br />
Environmental Packaging Design Guide - lnlrOdUdElon 5
SUBJECT. Conservation and Recycling<br />
Number 131 A<br />
September 28, 1989<br />
It is IBM's policy to conserve energy and raw materials, to recycle commodities and to help<br />
protect the environment.<br />
The oil crisis of the early 1970s forcefully demonstrated that with planning and imagination<br />
we were able to reduce our fuel and power consumption significantly. The solid waste<br />
disposal crisis now confronting the United States and other countries gives us an additional<br />
challenge to reduce waste by making more efficient use of raw materials and recycled<br />
commodities. Recognizing the need for prudent energy use and global environmental protection,<br />
while maintaining safe and healthful workplaces, management must strive to keep its focus on<br />
both energy conservation and material recycling.<br />
Therefore, I expect each operating unit to cooperate fully in conservation programs, giving<br />
high priority to energy efficient operation of our facilities and processes and to conservation<br />
of energy and raw materials in the design and manufacture of our products. You should also<br />
emphasize the use of recyclable packaging and components, the recycling of used commodities,<br />
and the purchase of recycled materials. Similarly, i expect managers at ail ieveis to<br />
implement these policies by personal exampie--whether it be in simply turning off equipment<br />
or lights or in the prudent purchase, consumption, and recycling of supplies and materials.<br />
This approach is good business practice and serves the broader purpose of helping to conserve<br />
the world's limited resources.<br />
Replaces Corporation Policy No. 131, dated September 9, 1974<br />
6 Environmental Packaging Guldellnes<br />
John F. Akers
1.7 IBM Corporate Environmental Position<br />
1.7.1 IBM Goals<br />
The following are recycling goals established by the EPA and IBM.<br />
I. IBM - CFC Elimination in Packaging 100% 1990<br />
2. IBM - Heavy Metals in Packaging Reduction 100% 1991<br />
3. EPA - Recycling Proposed Targets 25% 1992<br />
4. IBM - Recycling Targeted Amount 50% 1992<br />
5. IBM - CFC Elimination in Emissions 100% 1993<br />
6. ISM - HCFC Elimination in Packaging 100% 1994<br />
1.7.2 IBM Actions<br />
In support of the aforementioned goals, IBM has implemented the following:<br />
7<br />
Appointed Environmental Coordinators at each location<br />
Developed close working relationships between WDES, Corporate Environ-<br />
mental and Corporate Governmental Groups.<br />
Established plastic recycling sub-committee<br />
Environmental section expanded to Packaging and Materials Handling<br />
Requirement Manual (GA21-9261)<br />
Implemented environmental packaging competition programs<br />
1990 $10.5 million savings<br />
/j I992 1991: $14.2 $8.5 million savings<br />
1993: wmillion savings<br />
,9+7/9497<br />
Expanded IBM recycling goals to branch offices and field operations in USA<br />
Expanded IBM environmental goals worldwide<br />
Conducted two pilot test programs on reclamation of IBM Packaging mateb<br />
7 rials. z<br />
v<br />
Developed Environmental Engineering Specifications inClUding:<br />
- Expanded Packaging Materials: Prohibited Expansion Agents. Specification<br />
1041126<br />
- Packaging Materials: Restricted Heavy Metals. Specification#<br />
- Recyclable Packaging Materials: Selection and Modification. Specificationy1<br />
999li41<br />
Established Environmentally Conscious Products Center in Research Triangle<br />
Park, NC.<br />
Established IBM Corporate Practice C-P 1-3600-005, €nvironmentai Packaging<br />
Requirements for Products, <strong>Parts</strong> and Supplies<br />
Environmental Packaging Design Guide - introduction 7<br />
4-99 !w
0 Envlronmental Packaging GuldellnES
2.0 Ozone Depleting Substances<br />
2.1 Introduction<br />
2.1.1 Abstract<br />
2.1.2 Purpose<br />
2.2 Ozone Depletion<br />
Fully halogenated chlorofluorocarbons (CFCs) and hydrogenated<br />
chlorofluorocarbons (HCFCs) are suspected of destroying the earth's protective<br />
stratospheric ozone layer and must not be used in the manufacture of expanded<br />
packaging materials (Le., foam). The use of packaging materials made with<br />
CFCs is prohlblted by law in some areas (e.g., Ontario and Minnesota), and<br />
beginning January 1, 1994, "Class 11" Hydrogenated Chlorofluorocarbons (HCFCs)<br />
will be prohibited by the U. S. Clean Air Act.<br />
This guide discusses CFC and HCFC problems and recommends procedures that<br />
will help IBM comply with existing, regional laws and totally eliminate the use of<br />
packaging material made with CFCs or HCFCs.<br />
Chlorofluorocarbons (CFCs) or hydrogenated chlorofluorocarbons (HCFCs) are<br />
synthetic or man-made chemical compounds that contain chlorine, fluorine, and<br />
carbon atoms.<br />
These materials may be used as plastic foam expansion agents, refrigerants,<br />
solvents, and sterilants When these materials are used in open-air environ-<br />
ments, they slowly migrate into the earth's upper atmosphere where they are<br />
disbursed around the world. This means CFCs and HCFCs used in a single<br />
region have a global or worldwide affect.<br />
While in the upper atmosphere, the CFC molecules are exposed to intense ultra-<br />
violet solar radiation. Energy from the sun is sufficient to break-down the CFC or<br />
HCFC molecules releasing chlorine which chemically destroys ozone or 02 mol-<br />
ecules that are naturally present in the upper atmosphere. Ozone in the upper<br />
atmosphere acts as a protective shield and prevents harmful ultra-violet solar<br />
radiation from penetrating to lower atmospheric levels. Too much ultra-violet<br />
radiation can cause problems to people and plants. Potential harmful effects<br />
include higher risks of skin cancer, eye cataracts, and agricultural crop damage.<br />
2.3 CFC and HCFC Use in Packaging<br />
CFCs and HCFCs are sometimes used as expansion or blowing agents for manu-<br />
facturing foam cushioning materials. In addition, these compounds may be used<br />
elsewhere in the foam manufacturing process as mold releases and as cleaning<br />
solvents. All CFC uses have been eliminated from the foam cushions purchased<br />
or made by ISM. Similarly, all uses of problem HCFCs are scheduled to be elim-<br />
inated before January I, 1994.<br />
Ozone De~letina Substances 9
The Montreal Protocol prohibits the use of any of the five "Class I" CFCs. Effec-<br />
tive January 1, 1994, the U. S. Clean Air Act prohibits the sale or distribution of<br />
any non-essential plastic foam product which contains or is manufactured with a<br />
Class II substance. The U. S. Environmental Protection Agency has classified all<br />
expanded foam cushioning material as non-essential. Having accomplished the<br />
task of eliminating IBM use of CFCs, the current focus has shifted towards elimi-<br />
nating IBM use of HCFC-made packaging materials by the end of 1993.<br />
2.3.1 Elimination Specification<br />
ISM Engineering Specification 1041126 was developed to ensure IBM would not<br />
use or purchase CFC- or HCFC-manufactured foam material. The specification is<br />
available through:<br />
10 Environmental Packaalna <strong>Guidelines</strong><br />
Worldwide Distribution Engineering Services<br />
Department W29<br />
P.O. Box 12195<br />
Research Triangle Park, NC, USA 27709<br />
The specification should be used when specifying or purchasing foam cushioning<br />
materials. It should be referenced on engineering drawings and on IBM pur-<br />
chase orders for expanded foam packaging materials. The specification also can<br />
be used as an additional technical reference for information about<br />
chlorofluorocarbon problems and uses in packaging.
3.0 Toxic Material Reduction<br />
3.1 Introduction<br />
3.2 Dioxins<br />
It is difficult for those in the packaging community to view packaging materials<br />
as being life threatening. It is not too difficult, however, to see packaging cre-<br />
ating a problem in landfills ... it fills them up. But that fact certainly doesn't<br />
present a hazard. Besides. there is a lot of effort going on today to source<br />
reduce, reuse and recycle. In addition and where permitted by law, there is<br />
incineration which can transform a lot of solid waste into a little ash.<br />
Packaging is very functional. It protects products. You can iabei it and print<br />
information on it. Professional looking colors and graphics can convey a<br />
message to the customer concerning the quality of the product inside. Pack-<br />
aging during its useful life doesn't present much of an environmental hazard. In<br />
fact, some packaging is designed to protect the environment from the contents of<br />
the package.<br />
Concern has been expressed over toxic threats presented to the environment by<br />
packaging. These threats are most visible at a package's "front-end'' and its<br />
"back-end." At the front-end, some of the chemicals used in the production and<br />
processing of packaging materials are highly toxic, resulting in hazardous<br />
wastes, toxic air emissions, and discharge of toxic effluents into waterways. At<br />
the back-end, afler the useful life of a package is over, toxic elements can again<br />
be introduced into the environment, even with "proper" disposal of the materials<br />
in landfills or incinerators.<br />
.<br />
Much attention is centered today on environmental contamination by dioxins and<br />
heavy metals. Dioxins do not occur naturally, they are created, and once<br />
created, do not biodegrade readily. Heavy metals do exist naturally, they are<br />
elements. Industrial processes convert them into particles which are much more<br />
environmentally mobile than the natural form. Although packaging is not the<br />
major contributor of these toxic agents to the solid waste stream, their removal<br />
from packaging could make solid waste management safer and serve to alleviate<br />
public concerns about solid waste management treatment facilities.<br />
Packaging materials used by IBM do not represent any more and normally less<br />
of an environmental hazard than do those of other industries. However, IBM has<br />
in place a policy statement addressing its solid waste. It is in support of this<br />
policy that this information on packaging related toxic wastes is presented.<br />
3.2.1 Introduction<br />
Since the early lQ8O's environmental dioxin has become an issue of increasing<br />
concern to environmentalists, government agencies, and to various industries<br />
within the United States. Dioxin, which is a carcinogen, a teratogen, and a<br />
mutagen, is present in the environment at very low levels as a by-product of<br />
combustion in municipal incinerators, forest fires, automobile exhausts, and<br />
TOXIC Material Reducflon '11
12 Environmental Psckaalnn <strong>Guidelines</strong><br />
certain industrial processes. Krafl pulping mills produce two percent of the<br />
yearly estimated production of dioxins from all sources.<br />
Studies by the EPA, AFPA. and NCASl indicate that about 300 different<br />
chlorinated compounds called organochlorines, which include dioxins and<br />
furans, occur in pulp mill bleachery effluent. These studies further concluded<br />
that the source of these toxic discharges is the bleaching plant, that portion of<br />
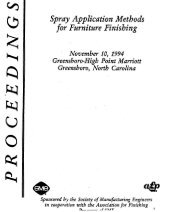
the mill that converts brown pulp to white. Figure 1 on page 13 is a schematic<br />
which illustrates the pulp and paper manufacturing process including waste<br />
byproducts generated.<br />
Chlorine gas used in the first stage of the bleaching process forms the<br />
organochlorines. Once formed, the organochlorines are introduced into the<br />
ecosystem through various channels which include:<br />
Pulp mill effluent discharges into streams<br />
Incineration of pulp mill sludge<br />
Landfill of pulp mill sludge<br />
Use of pulp mill sludge to improve crop soils (sludge farming)<br />
Disposal (incineration and/or landfill) of the bleached paper product
dh<br />
ure 1. The Pulp and Paper Process. Source: Environment Canada (Water Pollution Control Directorate), The<br />
510 Technoboy of the Pulp and Paper industry and its Waste Reduction Activities, May, 1973.<br />
Toxic Material Reductlon 13
3.2.2 Industry Activities<br />
As a result of increasing concern over the ecological effects of organochlorines,<br />
many paper companies are implementing site specific process modifications at<br />
their mills, These modifications are responsible for significant reductions in the<br />
generation of these organochlorines. These process alterations include:<br />
Reduction of pulp lignin prior to bleaching through extended delignification<br />
(cooking)<br />
Elimination of non-chlorinated dioxin in pulp washing defoamers<br />
Reduced use of chlorine gas in the bleaching process by,<br />
a. The use of peroxide in early stages of multi-stage bleaching processes<br />
b. The use of less chlorine gas through substitution of chlorine dioxide<br />
Additionally, NCASl is undertaking studies to identify elements of the production<br />
process which appear to be involved in the formation of dioxin.<br />
3.2.3 LegislatlonlRegulation<br />
Water discharge permits for pulp mills typically place limitation on only three<br />
properties of the effluent: biological oxygen demand (BOD) which measures<br />
organic and easily degradable compounds, total suspended solids (TSS) which<br />
measures the amount of fibers and other wood particles discharged, and pH<br />
which measures acidity. None of these items measure the presence of chemicals<br />
in the effluent, and they ignore the persistent organochlorines that are a<br />
by-product of bleaching.<br />
Though many pulp mills employ biological treatment ponds or aerated lagoons<br />
to treat effluent before discharge, these facilities are generally ineffective against<br />
organochlorines because they resist biological breakdown. Dioxin-containing<br />
sludge from the settling ponds is not regulated as a hazardous waste.<br />
3.2.4 Recommendations<br />
The linkage between the manufacture, use, and disposal of bleached paper pro-<br />
ducts and the presence of some portion of the toxic organochlorines found in the<br />
environment has been established by authoritative investigation. It follows that a<br />
reduced demand for bleached paper products will correspondingly reduce the<br />
potential for ecological contamination by these compounds.<br />
14 Environmental Packaalna <strong>Guidelines</strong><br />
In addition to the concerns associated with organochlorine generation, it must<br />
also be understood that bleached paper is manufactured from virgin fibre. This<br />
circumstance creates further demand on our forest resources and reduces<br />
opportunity for the use of recycled fibre.<br />
When designing an environmentally-sound package, thorough consideration<br />
should be given to eliminating or significantly reducing the requirement for<br />
bleached corrugated liner and paperboard. Our environmental hierarchy is presented<br />
below. Environmentally superior characteristics are identified first, less<br />
desirable appear last:<br />
1. Specify unbleached “natural” material, or<br />
2. Specify color-coated unbleached material (See Table 2 on page 15 for a<br />
partial listing of Corrugated coating manufacturers), or
3.3 Heavy Metals in Inks<br />
3. Specify mottled white liner (which achieves an 80% reduction in bleached<br />
flber), or<br />
4. Specify bleached materials having a reduced "whiteness" requirement, or<br />
5. Specify white coated mottled white or semi-bleached material<br />
Table 2. Corrugated Coating Manufacturers<br />
Menufacturer Location Phone<br />
Michelman Inc. Cincinnatti, OH (51 3) 793-7766<br />
international Coatinos Co. Cerritos. CA 12131 926-0747<br />
Eastman Chemical Products Kingsport, TN (615) 229-2000<br />
Note: The specification for the use of coated packaging should stipulate that the coating<br />
material meet the requirements of 21 CFR, 176.170. This is the Fwd and Drug Adminis-<br />
tration section of the Code of Federal Regulations.<br />
3.3.1 Introduction<br />
Inks have three component parts: pigments, which yield color, resins, which act<br />
as carriers of the pigment and permit it to attach to an object; and solvents,<br />
which dissolve resins and make the Ink workable.<br />
Carbon black, the work-horse of the pigment series, is produced exclusively from<br />
petrochemicals, as are the solvents and other organic pigments.<br />
Nonsrganic based components include (heavy metal) pigments such as lead,<br />
mercury, cadmium, cobalt, chromium and nickel (See Table 3 on page 16 for a<br />
list of heavy metals which may be encountered in certain pigments.)<br />
Toxicologists are finding growing evidence to substantiate their long-felt malaise<br />
regarding the health effects of exposure to many of the pigments currently in<br />
use. Some of the pigments identified to date that pose potential hazards include<br />
carbon black, lead chromate, molybdate. cadmium, benzidenes, mercury sulfide,<br />
phthalocyanide and toluidines. The task of systematically identifying potentially<br />
hazardous pigments is enormous and stili in its incipient stages.<br />
The problem being faced is in the generation and disposal of wastes associated<br />
with ink borne heavy metals. These materials are often used in packaging; once<br />
the packaging is Incinerated, the resulting inorganic ash contains heavy-metal<br />
oxides or sulfates. Such incinerator ash requires special and costly disposal.<br />
Toxic Material Reduction 15
Table 3. Heavy Metals in Pigments (partial list)<br />
Where:<br />
Element Use<br />
Aluminum Metallics<br />
Arsenic'<br />
Barium Red<br />
Cadmium'<br />
Chromium' Yellow<br />
Cobalt Blue<br />
Copper' Blue, Green, Metallics<br />
Lead' ODasue<br />
Mercury'<br />
Molybdenum Oranae<br />
Titanium Whites, Opaque<br />
Zinc' Metallics, Blue<br />
1. Carcinogen and neurotoxin<br />
2. Toxic to aquatic Life<br />
3. Neurotoxin and toxic to aquatic life<br />
4. CONEG identified heavy metal<br />
5. Carcinogen. neurotoxin and CONEG identified heavy metal<br />
6. Neurotoxin, toxic to aquatic life and CONEG identified heavy metal<br />
3.3.2 industry Activities<br />
Scientific research has linked serious health problems with select ink compo-<br />
nents. In practice, ink formulators substitute constituents that are believed to be<br />
non-hazardous. In the absence of a comprehensive screening process to iden-<br />
tify all potential risks, it is probable that ink makers will have to accommodate<br />
continual substitution of certain ink components as advances in toxicological<br />
testing document new health problems.<br />
16 Envlronmental Packaoino <strong>Guidelines</strong><br />
In September 1989, the Coalition of Northeastern Governors (CONEG) Source<br />
Reduction Task Force issued their final report containing recommendations<br />
related to the issue of source reduction of packaging. The following is an<br />
excerpt from their Preferred Packaging <strong>Guidelines</strong>.<br />
"The guidelines are also based on the overriding tenet that materials used<br />
in packaging are not to include toxic agents, such as lead, cadmium and<br />
mercury, that can create problems in disposal (land or incineration) or<br />
recycling systems; and furthermore, that industry will strive to reduce any<br />
remaining, incidental amounts of heavy metals from packaging by a date<br />
certain to be recommended by the Northeast Source Reduction Council.<br />
Although packaging is not the major contributor of these toxic agents in the<br />
solid waste stream, removal of these toxic substances from packaging<br />
could make solid waste management safer and serve to allay some of the<br />
public's more significant concerns about solid waste treatment facilities.<br />
While toxic materials In packaging (e.g., heavy metals such as cadmium<br />
and lead) pose no inherent danger to the consumer when the package is<br />
purchased or used, it does present a concern in the solid waste manage-<br />
ment system. These materials frequently are used as plastics additives<br />
and coloring agents. Packaging materials that come into contact with food,
for example, must be shown to be safe prior to their use and are strictly<br />
regulated by the US. Fwd and Drug Administration and the U.S. Depart-<br />
ment of Agriculture However, sometimes toxic constituents may be<br />
formed or released by reactions of packaging materials when exposed to<br />
certain conditions. As the discarded package is subjected to treatment in<br />
the disposal system - incinerated in resource recovery facilities or buried<br />
in landfills, for example -toxic components may be released into the air<br />
(stack emissions) or onto the land and potentially into groundwater<br />
(leachate from land disposal of package or incinerator ash. etc.)."<br />
In December 1989, the CONEG Source Reduction Council drafted model state<br />
legislation which addresses toxic agents such as lead, cadmium and mercury.<br />
The thrust of this legislation is that the sum of the concentration of these ele-<br />
ments be reduced to the maximum extent feasible. CONEG model legislation<br />
mandates the levels of lead, cadmium, mercury or hexavalent chromium present<br />
in any package or packaging component not exceed the following:<br />
600 parts per million by weight (0.06%) effective two (2) years after<br />
enactment of the statute,<br />
250 parts per million by weight (0.025%) effective three (3) years after<br />
enactment of the statute; and<br />
100 parts per million by weight (0.01%) effective four (4) years affer<br />
enactment of the statute.<br />
3.3.3 LegislatIonlRegulation<br />
To date, many states have passed legislation containing the heavy metal limitations<br />
.<br />
in packaging as recommended by CONEG. Many more state legislatures<br />
and other countries are expected to pass simllar legislation<br />
It is apparent that the continued use of metal-containing pigments for packaging<br />
printing ink and other applications will come under close regulatory scrutiny in<br />
the 1990s.<br />
3.3.4 Recommendations<br />
In view of expected federal and state regulation of heavy metals content in pack-<br />
aging materials, IBM has taken steps in anticipation of these restrictions.<br />
IBM has established an IBM Engineering Specification which requires that all<br />
packaging materials and packaging components used in IBM product and sup-<br />
plies packaging contain no more than I00 parts per million by weight (0.01%) as<br />
the sum of concentration of incidental levels of lead, cadmium, mercury, and<br />
hexavalent chromium. This document, assigned part number 5897660, is avail-<br />
able through,<br />
Worldwide Distribution Engineering Services<br />
Department W29<br />
P.O. Box 12195<br />
Research Triangle Park, NC, USA 27709<br />
Toxic Material Reduction 17
3.4 Toxins in Plastics<br />
3.4.1 Introduction<br />
The single largest use of plastics today, taking up a fourth of all plastics<br />
produced or 12 billion pounds of plastics a year, is packaging. Packaging is a<br />
huge industry. The $55.8 billion of packaging in 1985 amounted to 4 percent of<br />
the value of all finished goods sold in the United States. Plastics are the third<br />
largest segment of that industry, exceeded' only by paperboard and metals.<br />
18 Environmental Packaolno <strong>Guidelines</strong><br />
Two potential areas of pollution in the plastics processing industry are air pol-<br />
lution during processing, and solid plastic waste generated on-site. In general,<br />
the plastics processing industry does not use large amounts of water, nor does it<br />
generate large amounts of wastewater. Hence, water pollution problems are rel-<br />
atively small.<br />
Air pollution problems presented by the plastics processing industry consist pri-<br />
marily of removing processing chemicals such as solvents, sofleners and<br />
plasticizers from plant exhaust air streams. During molding and forming, most<br />
plastics are relatively inert. But there are threats at this stage as well; from<br />
toxic additives, from hazardous chemicals used in processing, and from heating<br />
up the polymer (which may allow toxic elements to volatilize).<br />
Ingredients in plastic production have dangerous properties for those who work<br />
with them or live near plastic factories. In 1986, EPA ranked the 20 chemicals<br />
whose production generates the most hazardous waste. Five of the top six were<br />
chemicals commonly used by the plastics industry: Propylene (#I), phenol (#3),<br />
ethylene (#4), polystyrene (#5) and benzene (#6). In 1980, 44 percent of<br />
propylene, 73 percent of phenol, 61 percent of ethylene and 72 percent of styrene<br />
produced were consumed by the plastics industry.<br />
The plastics industry is a strong supporter of incineration, arguing that because<br />
plastics are made from petrochemicals, they release much more energy than<br />
other municipal wastes, thereby helping the entire waste stream to burn more<br />
efficiently. Plastic wastes become a potential disposal problem when certain<br />
plastics are incinerated.<br />
Controversy exists regarding the effect of incineration of plastics on the environ-<br />
ment. Although a significant portion of domestic waste contains relatively harm-<br />
less plastics such as polyethylene, the incineration of other components of<br />
garbage may contribute to air pollution and ash disposal problems.<br />
When a high percentage of certain plastics is incinerated, the burning process<br />
may yield potentially toxic gases. For example, the burning of PVC generates<br />
hydrogen chloride gas. The incineration of urethanes produces hydrogen<br />
cyanide. Imperfect burning of plastics produces soot. Specially designed<br />
incinerators have to be used when the plastic content is high to protect the<br />
equipment against corrosive damage from combustion products, such as<br />
hydrogen chloride, ammonia, sulphur oxides and nitrogen oxides.<br />
Of particular concern is the fact that many additives used to process and color<br />
plastics products contain toxic heavy metals such as lead, cadmium and nickel.<br />
Because these heavy metals do not combust, they have been found in both air<br />
emissions and ash from municipal solid waste incinerators.
Table 4 (Pam 1 of 2). Toxins in Plastics<br />
Another concern with additives to plastics Is flame retardants. Polybrominated<br />
Biphenyls and polybrominated biphenyl oxides (PBBs/PBBOs) are targeted for<br />
total elimination from plastic packaging, specifically foam cushioning. This ban<br />
was driven by a Dutch Law passed in 1993. The reason for banning PBBs and<br />
PBBOs is that when the materials containing these compounds are disposed,<br />
bromo-dioxins and/or bromo-furans can be generated which are toxic because<br />
these compounds accumulate In the tissue of humans, animals and in plants.<br />
Addltke Purposa Typlwl Compounds<br />
Flame<br />
retardants<br />
Heat<br />
Stabilizers<br />
Lubricants<br />
Plasticizers<br />
Added to plastics to yield products that will ignite and burn<br />
with greater difficulty than untreated plastics. Current<br />
research efforts include minimizing the toxic smoke and<br />
gas assodated with the burning of plastics, particularly as<br />
it relates to unexpected fires in buildings.<br />
Used to ensure product durability. Heat stabilizers are<br />
Important additions to heat-sensitive polymers that<br />
undergo relatively high temperatures to soften them during<br />
fabricatino omratlons.<br />
Function to decrease the viscosity of the resin melt and to<br />
control resin-to-melt friction during plastics processing.<br />
Thew additives also lower the die swell of extrudates and<br />
promote surface gloss.<br />
Added to Dolvmers such as PVC to make them soft and - Phthalates<br />
flexible. Pla6ticizers are also used to improve melt<br />
* Adipates<br />
processlbllity and toughness of rigid plastics such as<br />
* Phosphates<br />
c~llulow esters and ethers, and in a variety of specialized<br />
aDDlications.<br />
* Epoxy<br />
Polvesters<br />
*Aluminum trihydrate (ATH)<br />
* Organic phosphates<br />
'Antimony oxides<br />
* Organic halogen compounds<br />
Boron compounds<br />
Polybrominated byphenyl com-<br />
pounds (PBBs and PBBOs)<br />
* Liquid organotin compounds and<br />
tin mercaptide6<br />
Barium/cadmium concentrates<br />
* Barium/zinc/lead additives<br />
Metallic stearates<br />
.Waxes, fatty acids and mineral oil<br />
* Silicones . Molybdenum<br />
* Polyfluorocarbons<br />
Required in the stabilization of ABS, polypropylene,<br />
* Primary antioxidants such as<br />
butylated hydroxytoluene (BHT)<br />
polyethylene and polystyrene plastics. These additives Secondary antioxidants such as<br />
Antioxidants may be free radical scavengers (primary oxidants) or dilauryl thiodipropionate and<br />
peroxide decomposers (sewndary antioxidants). trisphosphite<br />
PhosDhite/ohenolic blends<br />
Ultravidet<br />
(UV)<br />
Stabilizers<br />
Function to prevent degradation of plastics by UV radiation<br />
such as occurs in sunlight. Many organic UV stabilizers<br />
tend to migrate to the polymer surface.<br />
Used in the production of cellular plastics such as foamed<br />
Blowing insulation, and plastic film, sheet and pipe obtained by<br />
Agents extrusion.<br />
Colorants<br />
Added to achieve the desired color of the final product.<br />
Color may be compounded into the resin and sold as such.<br />
In other instances, the end-user blends the appropriate<br />
amount of dry wlor powder with resin and produces the<br />
final wlorpart. Currently, color is frequently added as<br />
pellet concentrates or direct-feed liquids to minimize occu-<br />
pational exposure to colorants.<br />
Hindered amine stabilizers<br />
*Zinc oxide and nickel complexes<br />
* Benzophenonesand<br />
benzotriazoles<br />
0 Carbon black<br />
* Phosohite co-stabilizers<br />
Fluorocarbons<br />
Chemical blowing agents (CBA)<br />
such as azodicarbonamlde and<br />
sulfone hydrazide<br />
* High temperature blowing agents<br />
1HTBAI<br />
*Titanium dioxide<br />
*Carbon black<br />
Inorganic colorants such as iron<br />
oxides, cadmium, chromium, lead,<br />
nickeland molybdate<br />
Organic colorants such as<br />
phthalocyanines, nigrosines and<br />
others<br />
TOXIC Material Reduction 19
Table 4 (Page 2 of 2). Toxins in Plastics<br />
Additive Purpose Typical Compounds<br />
Fillers and<br />
Reinforce-<br />
Organic<br />
Peroxides<br />
Impact<br />
Modifiers<br />
Antistatic<br />
Agents<br />
Fillers are added to plastics to reduce the quantity of high<br />
cost plastics required in the final product. Reinforcing<br />
filers such as fiberglass and graphite give additional<br />
strength to the plastic product.<br />
Used as curing and cross-linking agents for polymers such<br />
as unsaturated polyesters and polyolefins. Their purpose<br />
Is to Initiate cross-linking, and in doing so decompose.<br />
These peroxides are not present as such in the finished<br />
product unless in minor residual amounts.<br />
Added to plastics to enable plastic products to withstand<br />
stronger impacts and still remain intact. For example,<br />
rubbery polymers are added to PVC and other<br />
thermoplastics to produce products with improved impact<br />
resistance.<br />
The use of antistatic agents in plastics is a growing need in<br />
electronics. computer and aerospace applications where<br />
electrostatic damage can result in costly defects. The<br />
increasing miniaturization of electronics components, for<br />
example makes them even more susceptible to static eiec-<br />
tric charges<br />
Non-reinforcing fillers include<br />
calcium carbonate, clay,<br />
talc, carbon black and fly ash<br />
Reinforcing fillers include<br />
fiberglass, graphite and cellulose<br />
Benzoyl peroxides<br />
Methyl ethyl ketone peroxides<br />
* Peresters and dialkyl<br />
Peroxides<br />
. Styrene-butadiene polymers<br />
- Chlorinated polyethylenes<br />
Ethylene vinyl acetate copolymers<br />
. Calcium carbonate<br />
.<br />
antistats . Ethoxylated alkylamines<br />
* Metal flakes such as aluminum<br />
* Surface modifiers including<br />
silanes and titanates<br />
3.4.2 Industry Activities<br />
In anticipation of proposed or impending legislation designed to regulate heavy<br />
'metal content in packaging, several major plastics manufacturers as well as<br />
certain of their prominent customers have already placed limitations on these<br />
elements. These limitations primarily affect the pigments used in coloring plas-<br />
tics, and go beyond the current limitation levels established by the Food and<br />
Drug Administration for food packaging.<br />
Inorganic pigments containing heavy metals are being replaced by organic<br />
pigments. To achieve certain color and finish standards it is sometimes neces-<br />
sary to use additional organic material, which can result in an increased cost.<br />
However, the value of this step in reducing the heavy metal constituents of the<br />
solid waste stream is significant and warranted.<br />
3.4.3 LegislationlRegulation<br />
Model legislation, developed by the Coalition of Northeastern Governors<br />
(CONEG) restricts certain heavy metal content in all packaging and is directed at<br />
minimizing these toxic elements introduced into the waste stream by packaging<br />
disposal.<br />
20 Environmental Packaging Guidellnes<br />
The CONEG recommendations are outlined in detail in the section of this guide-<br />
book discussing heavy metals in Inks.<br />
PBBs and PBBOs in packaging materials are banned by Dutch Law and the<br />
State of California.
3.4.4 Recommendations<br />
It is recommended that all iBM locations utilize Engineering Specification<br />
5897661 which defines acceptable limits for heavy metals content in IBM pack-<br />
aging materials. This recommendation Is discussed further in the section of this<br />
guidebook dealing with Heavy Metals in Inks.<br />
3.5 Summary<br />
Since PBBs and PBBOs had very limited use in IBM packaging, no engineering<br />
specification was created to eliminate their use. However, the compounds listed<br />
in Table 5 are banned from IBM foam packaging<br />
Table 5. Banned PBBs and PBBOs<br />
PBBlPBBO CAS 1y<br />
polybrominatedbiphenyl 59536-65-1<br />
nonabromobiDhenvl ether 63936-56-1<br />
heptabromobiphenyl ether<br />
hexabromobiohenvl .~ ether<br />
68928-80-3<br />
36483-60-0<br />
tetrabromobiphenyl ether 4008847.9<br />
tribromobiphenyl ether 49690-94.0<br />
octabromobiphenyl ether 32536-52-0<br />
pentabromobiphenyl ether 32534-81-9<br />
dibromobiphenyl ether 205047-7<br />
decabromobiphenyl ether 1 163-1 9-5<br />
bromobiphenyl ether 101 -55-3<br />
Because the material contained in this guidebook section treats the topic of<br />
Toxic Materials Reduction in a rather abstract format, it is appropriate that the<br />
conclusion to this section should relate this information to IBM packaging prac-<br />
tice.<br />
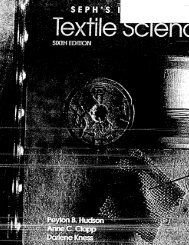
Figure 2 on page 22 shows a engineering drawing produced in 1986. Examina-<br />
tion of this drawing indicates several Items which in view of what is presently<br />
known about solid waste concerns, are not environmentally sound. For example,<br />
refer to the notes included on this drawing and consider their potential affect on<br />
the environment:<br />
Note 1 - The use of bleached paper has generated dioxin during the manu-<br />
facturing process.<br />
Note I - The use of bleached paper requires virgin fiber and a corresponding<br />
natural resource depletion.<br />
Note I - Because of the use of clay coating and varnish finishes, the con.<br />
tainer is not desirable for recycling.<br />
* Notes 3 8, 6 -The FDA limits certain heavy metals content to 600 PPM.<br />
Current assessments by government, industry, and the scientific community<br />
indicate this limit must be lowered to 100 PPM.<br />
Note 3 - The use of varnish will result in air pollution during the manufacture.<br />
Varnishes contain such volatile solvents as methanol, toluene, ketones, etc.,<br />
and often thinners such as naphtha.<br />
TOXIC Materlal Reduction 21
- Note 12 - The glue used, if not organic, waterbased, may not be conducive to<br />
repulping (recycling).<br />
This container is a "pretty package", professional looking, and attractive to a<br />
customer, but not particularly attractive to someone concerned with environ-<br />
mental issues.<br />
It is inevitable that packaging designers will need to give increased consider-<br />
ation to the environmental consequences of their designs. The investigation of<br />
the toxic aspect of packaging disposal is relatively new and is being expanded<br />
through the use of more accurate testing equipment and dedicated scientific<br />
research. The challenge to the IBM packaging community is to understand the<br />
issues and to consider protection of the environment as an ongoing job respon-<br />
sibility.<br />
Figure 2. Engineering drawing for folding carton, circa 1986.<br />
22 Environmental Packaging <strong>Guidelines</strong>
' 4.0 Recycling<br />
4.1 Introduction<br />
4.1.1 Abstract<br />
4.1.2 Objective<br />
4.1.3 Scope<br />
IBM uses a comprehensive waste management system to reduce the impact of<br />
our waste materials on the solid waste stream. This integrated system attacks<br />
our solid waste problem with a multitude of solutions; It emphasizes reducing<br />
and recycling before considering alternatives for waste disposal.<br />
This section will focus upon the use of recyclable packaging materials (capable<br />
of being processed for subsequent use) as well as applications for recycled<br />
(already reclaimed from a waste product) material. It is designed to:<br />
- provide tools that increase the likelihood of recycling packagings<br />
provide information on secondary applications for (packaging) materials<br />
which would otherwise be landfiiled or incinerated,<br />
* establish goals for the content of recycled material to be included in the fin-<br />
ished package.<br />
A comprehensive environmental strategy finds applications for recycled mate-<br />
rials including engineering specifications that reference recommended recycled<br />
content and secondary applications for materials which have previously func-<br />
tioned as a product package.<br />
Used in proper quantities and/or strategic applications, recycled material can<br />
offer the manufacturer several advantages over using virgin materials including:<br />
Avoidance of disposal costs<br />
- Little or no compromise in performance.<br />
Economic advantage in material cost<br />
Reduction in the unnecessary depletion of natural resources<br />
Environmentally sound<br />
Compliance with legislation<br />
This chapter attempts to identify means by which contributions to municipal solid<br />
waste can be reduced through recycling.<br />
Recycling is more than re-processing of waste materials. It is a technology that<br />
involves collection, separation, preparation (e.g. baling), sale to intermediate or<br />
final users, processing and eventual reuse and resale of the material.<br />
Recycling may reduce the volume of solid waste material in two ways<br />
1. By redirecting materials otherwise sent to a landfill,<br />
2. By reducing the amount of waste material generated from manufacturing<br />
processes which utilize raw materials.<br />
Recycling 23
4.1.4 Purpose<br />
4.2 Legislation<br />
24 Environmental Packaging <strong>Guidelines</strong><br />
Reasons for recycling include:<br />
Limited landfiil space: The disposal of waste is becoming a major issue as<br />
landfills become scarce and those that are not yet at capacity, limit the type and<br />
amount of wastes which are accepted. Environmental concerns including<br />
groundwater contamination, the generation of poisonous methane gas, and the<br />
siting of future landfill locations further restrict the availability of this once-<br />
common practice.<br />
Cost savings: Landfilling of solid waste is becoming an increasingly-expensive<br />
alternative for eliminating waste. As landfill costs climb, people search for ways<br />
to reduce their volume of solid waste requiring disposal. Recycling has been<br />
identified as a cost-efficient alternative to landfilling.<br />
Generate Revenue: Though perhaps best viewed as a cost avoidance, an active<br />
recycling program has the potential to generate revenue. Aluminum and steel<br />
recycling programs serve as examples. A similar return may one day be attain-<br />
able for some industrial packagings including those made of paper and plastic.<br />
Energy Conservation: Natural Resources are limited. Recyclable packagings<br />
are constructed of renewable resources. Not only does recycling allow us to<br />
reclaim our original resource, it also limits the amount of energy required for<br />
material reprocessing. Aluminum cans can be produced from recycled material<br />
at a fraction of the cost (about 5%) of producing an identical one from ore.<br />
Environmental concerns: Recycling is an environmentally-superior alternative to<br />
landfill, incineration or litter. The recycling process redirects landfill material<br />
and it reduces the production of undesirable by-products created during the<br />
processing of virgin material.<br />
Legislation: Recycling is mandated in legislation which has passed or is<br />
pending at many national, state, or local levels. Many proposals identify specific<br />
targets for percent of recycled material and dates at which these targets are to<br />
be accomplished.<br />
Environmental activists and legislators have proposed "solutions" to the solid<br />
waste problems by imposing taxes, bans, deposit laws, mandated material alter-<br />
natives, recycled contribution requirements, and surcharges on products whose<br />
packaging is less-than desirable.<br />
Proposals which could impact IBM's current business practice include those that<br />
require our packaging materials to be:<br />
I. manufactured from degradable materials (e.9. photodegradable,<br />
biodegradable)<br />
2. manufactured using a prespecified content of recycled material<br />
3. constructed of a single (non-laminate) material<br />
4. manufactured from materials which are recyclable (in some applications).<br />
As more environmental legislation is proposed, compliance becomes increas-<br />
ingly difficult. Some laws have objectives which are mutually exclusive and
4.3 Recycling and the Economy<br />
others are based upon fundamentals experts cannot agree upon. Some of these<br />
include:<br />
the length of time required for materials to degrade (litter)<br />
what degradable materials should ultimately yield (e.& oxygen and water),<br />
what conditions must be present for degradation (versus the conditions that<br />
are present in modern-day landfills)<br />
the value of additives designed to speed or enhance material degradation if<br />
the material will instead be incinerated or recycled.<br />
The impact of these proposals is more easily understood by reviewing specific<br />
proposals that regulate or restrict the use of packaging materials or methods.<br />
The demand for recycled materials fluctuates with the economy. In periods of<br />
economic growth. the demand for recycled products is much greater than the<br />
readily available supply. The hOUSing industry, which is very sensitive to eco-<br />
nomic trends, uses a signlficant portion of recycled paper in building compo-<br />
nents including roofing Shingles, fiberboard or wallboard, siding, flooring, tar<br />
paper, and insulation.<br />
Another major purchaser of recycled papers is the foreign market, whose fluctu-<br />
ations are subject to worldwide economic trends. In future years, it is believed<br />
the demand for recycled paper will grow despite recession trends. This is pri-<br />
marily due to the insufficient quantity and poor quality provided by overseas<br />
markets where forest sources are limited.<br />
Dealers diSCOUrage StOCkpiling during a period of oversupply. When the world<br />
economy is in a period of recession, the consumption of waste material declines,<br />
and additional collection is unwarranted. The growing popularity of mandatory<br />
collection of recyclables may also result in the oversupply of waste material.<br />
Germany, with its legislated compulsory recycling, is an excellent example of an<br />
area which has collected an oversupply of recyclable materials<br />
4.4 Outlets for Recycled Materials<br />
Most packaging materials are recyclable. Their recyclability. however, is depen-<br />
dant upon the existence of an outlet for the secondary material. An outlet for<br />
recycled material can be estimated by reviewing costs associated with its:<br />
collection<br />
separation (from heterOgeneOUS mixtures or waste)<br />
cleaning (if required)<br />
reprocessing<br />
transportation (300 miles is generally considered the outer limit)<br />
administrative costs (including sales)<br />
The resultant costs must be competitive with the cost to manufacture similar pro-<br />
ducts from virgin material. This is most easily demonstrated using an example:<br />
The costs involved in reclaiming aluminum from a previously used can may<br />
compare quite favorably to costs associated with manufacturing aluminum from<br />
ore as energy consumption is reduced by about 95%. The differential provides<br />
the material recycler with the opportunity to build additional efficiencies into the<br />
Recycling 25
eclamation channels. Efficient reclamation channels mean reduced collection<br />
costs (the single greatest expense for material recyclers). Recyclables with a<br />
high value provide ample margin to further optimize reclamation channels.<br />
4.4.1 Intermediate Outlets<br />
Intermediate outlets are represented by scrap dealers or brokers. They accumu-<br />
late materials, process them to market specifications, and ship them to final<br />
outlets.<br />
4.4.2 Final Outlets<br />
Final outlets are facilities where materials are converted into new products.<br />
They are the final phase of the recycling process.<br />
4.5 IBM Packaging Waste Profile<br />
Collection systems for recyclables are largely dependant upon the material types<br />
to be recycled. As shown in Table 6, most of IBM’s packaging is made of<br />
corrugate or wood (primarily pallets and skids).<br />
Table 6. Comoosition of IBMs Packaoina Materials<br />
Material Percent by Volume Percent by Weight<br />
Corruaated 63 % 45%<br />
Wood 22% 43%<br />
Plastic 1 1 % 9 Yo<br />
Other 4 Yo 3 Yo<br />
4.5.1 Collection Systems<br />
IBM packaging materials enter two distinct wastestreams. The first is the com-<br />
mercial or residential wastestream; It originates at a customer location where<br />
new products, parts or supplies are unpacked and consumed. The second is the<br />
industrial wastestream initiated at IBM manufacturing locations. This<br />
wastestream Is comprised of the materials used to package fragile components<br />
consumed during the manufacture of IBM products. Two distinct collection<br />
methods are required for the reclamation of these materials.<br />
26 Environmental Packaging <strong>Guidelines</strong><br />
4.5.1 .I Post-Consumer Collection Systems<br />
Afler IBM products are shipped and installed, customers are oflen confronted<br />
with the disposal of unwanted packaging materials. Some IBM industrial pack-<br />
agings inClUding corrugated and expanded foam plastic materials may be col-<br />
lected using the various reclamation channels which have been established for<br />
consumer packaging.<br />
A variety of methods are used to collect materials for recycling inClUding<br />
curbside collection, drop-off, and buy-back collection centers.<br />
Curbslde Collection: This method requires consumers to sort waste into two or<br />
more separate containers-- one that contains waste, the other(s) to hold<br />
recyclable material. Recycled container($ are commonly provided for news-<br />
paper, glass, aluminum and bimetal cans, Corrugated cartons, and selected<br />
plastic containers. If a single container is used for recyclables, an intermediate<br />
processing facility will further separate materials by type.
4.6 Wooden materials<br />
Muff/-Meterla/ Co//ect/on Centers: A multi-material collection center is a stationary<br />
site where residents bring their recyclable material. in some instances,<br />
residents are paid for materials they collect, in others they simply drop off materials,<br />
and proceeds are used to cover program operating expense.<br />
S/ng/e Meterla/ Buy-Back or Co//ect/on Centers: Single material buy-back or<br />
collection centers resemble vending machines except that they operate In<br />
reverse (In the Instance of buy-back). This method is most often used for alu-<br />
minum can, glass bottleljar, or newsprint collection.<br />
E8tabllsh Cohctlon Network: To be truly effective, it may be necessary to<br />
develop a unique system for the collection of recyclable packagings from a widespread<br />
customer base. IBM is currently investigating alternative collection<br />
center proposals which focus upon:<br />
1. IBM Branch offices (regional collection center)<br />
2. IBM manufacturing locations (regional, product set or material-based) .<br />
3. Central collection locations (by either product set or material type)<br />
4. Vendored collection and recycling (currently being done in Germany)<br />
Establishing an alternative collection system will require significant resources<br />
and will be very costly to the consumer.<br />
4.5.1.2 Post-Commercial Collection Systems<br />
This wastestream originates at IBM manufacturing locations where work-in-<br />
process packagings are discarded as part of the manufacturing of products or<br />
shippable machine units. The composition of packaging materials shipped to<br />
IBM manufacturing sites is comparable to that which exits the manufacturing<br />
process. Recycling rates for IBM receipts of corrugated and wood materials are<br />
approaching 80%. U. S. packaging recycling has been estimated at 27% for<br />
I991 and is growing approximately 7% annually.<br />
IBM Solid Waste Coordinators have been given the task of minimizing solid<br />
waste disposal through a number of channels, including recycling. Information<br />
provided in 4.7.5, "Paper Products Manufactured from Recycled Fiber" on<br />
page 29, 43.8, "Products Made from Recycled Plastics" on page 38, and the<br />
Appendixes may be used by Packaging and Solid Waste teams to establish new<br />
outlets for their recyclables.<br />
At this writing, wooden packagings including shipping pallets, are reused (or<br />
refurbished and reused). Successful reuse operations minimize the need for<br />
recycling programs. Pallet reuse programs are described in 8.0, "Pallet<br />
Reutilization" on page 65.<br />
Should pallets and other wooden materials be of such condition that reuse (or<br />
refurbish and reuse) is not feasible, alternatives to landfill should be investi-<br />
gated One such alternative is the shredding of these materials Shredded<br />
wooden material has been successfully used as poultry litter, livestock bedding<br />
or fuel. During the shredding process, powerful magnets are employed to<br />
remove metallic materials.<br />
Pallet grinding operations are commonly found by contacting major regional<br />
waste haulers.
4.7 Cellulosic (Paper) Materials<br />
4.7.1 History<br />
The history of paper recycling is over 300 years old (1690) when cotton and linen<br />
rags were used as the raw material for paper. Economic and technological<br />
growth coupled with sparse supplies of source material brought about the intrc-<br />
duction of paper produced from wood fiber.<br />
Today, recycling is not only a part of papermaking's heritage, it is a vital compo-<br />
nent to the industry's growth and prosperity. Currently, over 40% of all paper<br />
and paperboard consumed in this country is collected and utilized as either raw<br />
material to make recycled products or as an export to countries overseas. That<br />
amount is projected to increase to 65% by the year 2ooO. in 1992, 87 million tons<br />
of waste paper was available for recovery. Approximately 33 million tons were<br />
recovered.<br />
4.7.2 Outlets for Recycled Fiber<br />
Domestlc Out/ets: Local corrugators or corrugated carton manufacturers may<br />
be useful in providing potential outlets for your recycled paper and corrugated<br />
products.<br />
A useful reference is The Official Board Markets or "Yellow Sheet." The Yellow<br />
Sheet is a newsletter that is published weekly and contains information such as<br />
paper and paperboard prices and industry developments, news and events.<br />
Subscription inquiries may be directed to Official Board Markets at (218)<br />
723-9308.<br />
Another reference is being developed by the papermaking industry, in conjunc-<br />
tion with APFA. This national database called "Papermatcher," is designed to<br />
match communities or businesses with constant wastepaper streams to waste<br />
paper mills or brokers who are interested in purchasing these materials.<br />
International Outlets: The U. S. provides the greatest supply of waste paper to<br />
compensate overseas markets for inadequate supply or poor source quality<br />
(short fiber length). U. S. exports of waste paper have been increasing dramat-<br />
ically: In 1970, 406,000 tons of waste paper were exported. In 1992, that sum<br />
increased to 6,400.000 tons. The U. S. has established a network of wastepaper<br />
brokers to capitalize on the overseas market. Korea and Taiwan are currently<br />
the two largest purchasers of U. S. waste paper.<br />
4.7.3 Sources of Recycled Fiber<br />
Paper Stock Standards and Practices Circular PS-86, published by the Paper<br />
stock Institute of America lists 49 different grades of waste paper plus another 31<br />
specialty grades.<br />
28 Fnvirnnmrmtal Parkininn Ciiidalin~~<br />
The most popular sources of recycled fiber are:<br />
Newspaper: Old newspapers are the main source of waste paper collected from<br />
homes. In 1988, about 33% of the newspapers produced were reclaimed for the<br />
purpose of recycling. A large portion ofthis recycled fiber is used in the subse-<br />
quent production newspaper. The average recycled fiber content of all U. S.<br />
produced newspaper was estimated at 8% in 1988. That number is projected to<br />
grow to 40% by the year 2000.
Mlxed Paper: Mixed papers are generally collected from office buildings and<br />
industrial plants. The mixed paper classification includes paper known as high<br />
grade waste paper.<br />
Wgh Grade Waste Paper: High Grade Waste Paper is represented by folding<br />
cartons, envelopes, bags. business forms, ledgers. printed materials, tabulating<br />
cards (key punch), computer printouts. These materials will usually yield a<br />
greater price since higher grade materials can be produced from the stock.<br />
Old Corrugated Certons: Old Corrugated Cartons represent the largest single<br />
source of waste paper collected for purpose of recycling. Nationwide about 42%<br />
of old corrugated wntainers are being collected. In some metropolitan areas, it<br />
Is estimated that over 60% of old COrrUgated containers are reclaimed.<br />
Large supermarkets typically bale old Corrugated containers and sell it directly<br />
to recycling mills. Smaller ones are usually not compensated for their waste,<br />
but their participation provides them with a savings of expense otherwise<br />
incurred by landfilling these materials.<br />
4.7.4 Paper Recycling Process<br />
Recyclable papers are mixed with water (about 80%) in a beater or hydrapulper<br />
to separate the fibers via mechanical action and form a fiberlwater slurry. This<br />
process is similar to that observed in a large kitchen blender. The slurry is<br />
passed through a series of screens and centrifugal cleaners to remove non-<br />
fibrous contaminants such as glass, metal or plastic.<br />
Afler the waste paper is repulped, it is formed into paper or paperboard using<br />
either Cylinder or Fourdrinier machinery. Either method dries the fiber (from<br />
80% water to 20% water) in preparation for pressing and drying. Final drying is<br />
dong using a series of steam-heated dryers where moisture content is typically<br />
reduced to less than 5%. Paper is then wound into rolls for shipment to its user.<br />
4.7.5 Paper Products Manufactured from Recycled Fiber<br />
All cellulosic papers may be manufactured with some contribution of recycled<br />
fiber. However, the performance requirements of the second (or next) gener-<br />
ation product will dictate the quantity of recycled fiber used as an ingredient.<br />
Products manufactured from waste paper include:<br />
1. Paper, inClUding newsprint, printing and writing paper, tissue, and krafl<br />
2. Paperboard such as unbleached kraft, semi-chemical. bleached paperboard<br />
3. Other materials including building products, molded products (e.9. egg<br />
cartons), or CUShiOning.<br />
Corrugated: Most manufacturers of COrrUgated board utilize some recycled fiber<br />
when combining papers to form Corrugated board. It is estimated that only two<br />
or three manufacturers produce Corrugated from virgin materials exclusively.<br />
The AFPA (American Forest Paper Association) defines virgin material as mate-<br />
rial comprised of at least 80 percent new fiber (75% for hardwoods). Corrugated<br />
enjoys a proven recycling infrastructure; It is estimated that as much as 60% of<br />
all for old COrrUgated cartons are reclaimed for recycling in some metropolitan<br />
areas.<br />
Recycling 29
4.7.6 Performance of Recycled Paper Products<br />
It is a popular misconception that the inclusion of recycled fiber is undesirable<br />
for any cellulosic product. While it is true that recycling can reduce the perform-<br />
ance of some paper products, that reduction can be minimized by adopting these<br />
principles:<br />
- use previously recycled fiber in moderation<br />
the source of recycled fiber is of premium-grade (long fiber length)<br />
the source of recycled fiber is free of contaminants<br />
when designing paCkagingS that contain recycled fiber, use the recycled fiber<br />
In strategic areas of multi-component material (e.g. corrugated mediums).<br />
Properly done, well-engineered applications for recycled fiber can produce both<br />
tangible and intangible advantages for its user.<br />
Fiber Length: Recycling of paper products shortens the length of each paper<br />
fiber. As fiber length is reduced, so too are the number of bonding points<br />
between fibers; As the bonds are reduced, strength is reduced. However. with<br />
the introduction of new pulp technology, paper products may be recycled an infi-<br />
nite number of times. Shorter fibers may be extracted during papermaking and<br />
used in less structural applications including the manufacture of office or tissue<br />
papers.<br />
Contaminants: The quality of recycled paper and paperboard depends substan-<br />
tially upon the quality of the waste paper available to the recycling mill. The<br />
most frequently found contaminants are water insoluble adhesives, plastic film,<br />
plastic foam, rubber bands, metals, glass, asphalt, string and carbon paper.<br />
Plastic coated, laminated, and wet-strength papers and paperboard also cause<br />
production problems.<br />
All discarded waste paper cannot be recycled. in 1092, approximately 12 million<br />
of the 87 million tons of waste paper produced were unfit for recycling. The<br />
waste paper that is commingled with food waste becomes contaminated with<br />
odor and bacteria. In this instance, separation and collection are not econom-<br />
ical.<br />
Scrap or waste from container fabricating is a highly desirable source of recy-<br />
cled fiber because of its long fiber length and minimized exposure to non-<br />
cellulosic contaminants.<br />
4.7.7 Recycling Aids for Cellulosic Materials<br />
Incorporation of the following will assist in further developing an outlet for your<br />
recyclable fiber:<br />
30 Environmental Packaaina <strong>Guidelines</strong><br />
Use water-based inks or FDNUSDA approved,<br />
Use plastic or paper tape and starch glues in place of staples and hot melt<br />
adhesives<br />
* Avoid plastic coatings or non-cellulosic materials; Design packages that are<br />
constructed of components that may be removed or separated prior to paper<br />
recycling (e.g. avoid free-rise foam-in-place),<br />
Avoid coatings or impregnating of corrugated,<br />
Avoid use of bleached kraWoyster white board<br />
Avoid cartons with urea-formaldehyde
4.7.8 <strong>Guidelines</strong> for Recycled Fiber Content<br />
Corrugated fiberboard packagings must be manufactured using postconsumer<br />
recycled fiber in quantities specified in Table 7.<br />
The total amount of recycled material required increases according to the date<br />
of board manufacture. The implementation schedule is provided below:<br />
Implementetlon Date Total Mlnlmum Recvcled Fiber I% welaht):<br />
06/30/82 20%<br />
06/30/93 30%<br />
06/30/94 40 Yo<br />
06/30/95 50 Yo<br />
Table 7. Required Postconsumer Contribution of Material<br />
Calculatlng Recycled Flber Content: Because corrugated mediums travel in the<br />
vertical as well as horizontal direction, take-up factors must be used when calcu-<br />
lating a materials combined basis weight to compensate for the additional mate-<br />
rial.<br />
Industry approximations for the take-up factors are shown below:<br />
Flute: Take-up Factor:<br />
A 1.55<br />
B 1.35<br />
C 1.43<br />
Sample Calculatlon: The combination of 100% recycled mediums and interior<br />
liners wlth near-virgin outside liners produces a high-performance, corrugated<br />
product with a proportionately large amount of recycled fiber. An example of a<br />
high-performance board wlth a similarly high contribution from reclaimed mate-<br />
rial is illustrated in Table 8.<br />
Board Type: Doublewall<br />
Flute: B/C<br />
Test: 350 psi<br />
Liner Combination: 42/26/44/26/42<br />
Combined Basis Weight: 200 lbs/msf<br />
Racy- Recy. Total<br />
Compo-<br />
Bade<br />
cled clad Take-up<br />
Recycled<br />
Quantity<br />
nent Weight Content Content Factor Content<br />
Wrl" ,%) flbdmsfl llbdmsfl<br />
Liner 42 25% 10.5 __ 2 21.0<br />
Liner 44 100 Yo 44.0 - 1 44.0<br />
Medium 26 100% 26.0 1.43 1 37.2<br />
Medium 26 100% 26.0 1.35 1 35.1<br />
Total 200 137<br />
Table 8. Recycled Content Calculation<br />
Recycling 31
32 Environmental I Packaging Guidellnes<br />
Recycled 137 lbs/msf<br />
Content ('a) = _______________ = 68.5%<br />
200 lbs/msf<br />
4.7.8.1 Selective Placement of Recycled Flber<br />
In general. high performance COrrUgated board can be produced with a high<br />
content of recycled fiber provided that fiber is used in strategic locations Recy-<br />
cled materials are best placed in the Corrugated mediums and the inside liners<br />
of multiwall board (e.9. doublewall or triplewall). These non-critical components<br />
may be manufactured from up to 100% recycled fiber without seriously affecting<br />
performance. Recycled content of the corrugated's facings, however, will have a<br />
more dramatic impact on the performance of the combined board. Performance<br />
can best be achieved by using fiber with a recycled content of less than 40% on<br />
the outside facings or liners of Corrugated board.<br />
The inclusion of recycled fiber may serve to reduce the combined board's<br />
bursting Strength, but it has little impact on container compressive Strength<br />
4.7.8.2 The 100% Recycled Symbol<br />
The American Forest Paper Association (AFPA) promotes the use of the 100%<br />
recycled symbol on all paper products that are manufactured with 100% recovered<br />
paper fiber. Containers that are free of contaminants (e.g., corrugated<br />
coatings) should be marked with a symbol. The 100% recycled symbol is shown<br />
in Figure 3.<br />
If part-specific artwork has not been included with the purchase order, the 100%<br />
recycled symbol should be printed near the boxmaker's certificate in approxi-<br />
mately the same size. Markings should appear on bottom major flaps of RSC- or<br />
HSC-type containers, and the width panels of tubes (eg, double-cover pack-<br />
agings).<br />
Figure 3. The 100% Recycled Symbol<br />
4.7.8.3 The Recycled Content Symbol<br />
The AFPA recycled content symbol may be used to identify any paper or<br />
paperboard packaging that is manufactured from less than 100% recycled paper<br />
fibers. It is shown in Figure 4 on page 33. The term "total recycled fiber" or<br />
"total recycled paper" may be used in place of "total recovered fiber". This<br />
symbol must state recycled content within 5% (by Weight).
If part-specific artwork has not been included with the purchase order, the less<br />
than 100% recycled symbol should be printed near the boxmaker's certificate in<br />
approximately the same size.<br />
Figure 4. The Recycled Content Symbol<br />
4.7.8.4 Subsidiary Content Mark<br />
A statement of subsidiary content information may be included directly below the<br />
primary claim. The subsidiary claim should be used to clarify the percentage of<br />
recovered paper fibers obtained from post-consumer sources. Example: Substi-<br />
tute 40% POST CONSUMER for YY% SUBSIDIARY CLAIM.<br />
4.7.8.5 The RESY SymbollSystem<br />
Thls symbol is only used in Europe specifically for the German market. It obli-<br />
gates German corrugated manufacturers to collect and recycle paper or corru-<br />
gated material bearing the symbol shown in Figure 5. Use of the synbol must be<br />
qpplied for and a fee assessed. Application can be made through local<br />
European paper or corrugated manufacturers or directly through RESY GmbH,<br />
Hilperstrasse 22, W-6100, Darmstadt, Germany.<br />
Note: Depending upon the country of manufacture, the appropriate recycling<br />
symbol should be used. Multiple symbols are permissible but not recom-<br />
mended.<br />
Figure 5. The RESY Symbol. In this figure, 10330 represents a unique identifier assigned<br />
to a specific corrugated manufacturer or user.<br />
Recycling 33
4.7.9 Recycling Specification<br />
IBM Engineering Specification 5897661 should be used to promote the use of materials which are<br />
recyclable and/or recycled. In addition to environmental concerns, consideration is given to material<br />
and container performance. The specification is available by contacting:<br />
Worldwide Distribution Engineering Services<br />
Department W29<br />
P.O. BOX 12195<br />
Research Triangle Park, NC, USA 27709<br />
The specification should be referenced on engineering drawings and on IBM purchase orders for<br />
cellulosic packaging materials which do not require specialized materials or certain performance<br />
requirements (Le. Cobb Test ratings). The document can also be used as an additional technical refer-<br />
ence for information about recycling and considerations affecting performance.<br />
4.8 Polymeric (Plastic) Materials<br />
4.8.1 Reclamation<br />
The recycling of post-consumer plastics is complicated by the great number of resin types and their<br />
incompatibility with one another. Most polymers do not mix, bond or adhere well to one another.<br />
MiXing of resin types can result in a product that has inferior physical properties including strength and<br />
durability.<br />
Scrap (Pre-Consumer) Reclamation: Plastic processors are in the best position to recycle plastics<br />
because they are assured of a source that is relatively clean, homogeneous and continuous.<br />
Post Consumer Reclamation: Postconsumer recycling of plastic materials is just beginning to occur in<br />
most countries. It is inhibited by:<br />
the need to separate plastics by resin type,<br />
- contamination,<br />
high collection costs due to low material density,<br />
insufficient and variable volume source for recyclable material.<br />
the use of heterogeneous resins in a single package<br />
4.8.2 Commingled Plastics<br />
Plastic material that have not been separated by resin type is referred to as "C0n"ngled." Plastic<br />
recyclers receive the greatest amount for their waste material when it has been separated into its<br />
various plastic components (resins). When separation is deemed too costly, the mixture can be proc-<br />
essed in its commingled state in one of two ways:<br />
I. cm"ngled plastics may be used for incineration.<br />
The most popular market for commingled plastics is waste-to-energy incineration as plastic mate-<br />
rials contain a large BTU or fuel value.<br />
2. Commingled plastics may be further processed in rudimentary applications where the second generation<br />
product is noncritical in nature.<br />
For molding applications, commingling between plastics is permitted only amongst specific<br />
polymers. For example, polyethylene and polypropylene can safely be substituted for one another<br />
in amounts as great as 15%. Polystyrene, conversely, is a very sensitive polymer and almost no<br />
commingling can be permitted.<br />
34 Environmental Packaoino <strong>Guidelines</strong>
Secondary applications for C0n"ngled plastics are discussed in 4.9.8, "Products Made from Recy-<br />
cled Plastics" on page 38.<br />
4.8.3 Plastics Separated by Resin Type<br />
In comparison to the C0r"ngled variety, plastic materials that have been separated by resin type<br />
(e.g. Polyethylene) represent a much greater resource; One which can be recovered through recycling.<br />
With proper quality controls, recycled post-consumer plastics perform as well as virgin plastics in most<br />
applications.<br />
4.9 Plastic Recycling Process<br />
Plastic recycling typically combines fwd service and industrial materials of the same resin type and<br />
mechanically reduces material size into small pieces called fluff. These are then heated, and<br />
extruded, forming solid pellets. The recycled plastic resin is typically shipped to a molder who manu-<br />
factures durable products. These secondary produds are discussed in 4.9.8, "Products Made from<br />
Recycled Plastics" on page 38.<br />
4.9.1 Plastic Recycling Aids<br />
Currently, there is not an established market for most post consumer plastics; Especially for industrial-<br />
type packagings. Post consumer reclamation is plagued by inefficient collection and distribution<br />
methods (primarily poor density) and contamination and separation of resins.<br />
4.9.2 Plastic Coding System<br />
The Society of Plastics Industry (SPi) has developed a Coding system that identifies the commonly used<br />
plastic resins for the purpdse of recycling. Although originally designed to assist plastic bottle man-<br />
ufacturers, some industrial plastic manufacturers and users of plastic packaging have adopted use of<br />
the system to assist them with resin sortation for recycling.<br />
Following is a list of the codes. Popular plastic cushion packaging types are printed in boldtype<br />
M8tOrl.l<br />
Code<br />
IS0 1043-1 Acronym SPI Resln Number SPI Acronvm<br />
Polyethylene terephthalate PET 1 PFTE<br />
Highdensity polyethylene PE-HD 2 HDPE<br />
Vinyllpolyvinyl chloride PVC 3 V<br />
Lowdenstiy polyethylene PE-LD 4 LDPE<br />
Poluoronvlene PP 5 PP<br />
Polystyrene PS 6 PS<br />
Polyurethane (ester) PURS 7<br />
. ... . . . . . . . .<br />
Polyurethane (ether) PEUR 7<br />
Table 8. Plastic Resin Codes<br />
IBM has adopted a resin Coding system which has been derived from SPl's bottie Coding system. It is<br />
shown in Figure 6 on page 36 and is described in the paragraphs that follow.<br />
Recycling 35
Figure 6. Plastic Resin Identifier<br />
If the plastic pari is not manufactured from 100% postconsumer recycled materials, a qualification<br />
must be made which clearly identifies the minimum percentage of recycled plastic in the package<br />
This qualifier must state recycled content within 5% (by Weight). IBM has adopted Symbology in<br />
Figure 6,<br />
In Figure 6. "A" and "B" indicate the percent of recycled content of the material in the form: post<br />
consumer/total recycled material. This presents a straightforward means of identifying the recycled<br />
content of the material, yet eliminates the potential for misleading marketing claims. The recycled<br />
composition of a packaging part may be described as follows:<br />
(4<br />
25% Post consumer recycled content<br />
15% Industrial recycled content<br />
(B) 40% Total recycled content<br />
60% Virgin Material<br />
100%Total<br />
"C" is the figure outllne; an isosceles triangle comprised of chasing arrows.<br />
"D" is the numerical identification for the material and has been taken from the SPI standard. Refer to<br />
Table 9 on page 35 for a list of selectable SPI resin numbers. Do not utilize the SPI resin number "7"<br />
without the appropriate IS0 1043 acronym (E). If the plastic is not a pure resin, it should bear the mark<br />
"Other;' in place of the IS0 1043 acronym.<br />
"E" is the acronym identifying the material. The IS0 1043 acr0nym.s are identified in Table 9 on<br />
page 35. It is essential that the SPI resin number "7" be accompanied by the The IS0 1043 acronym, if<br />
appropriate.<br />
Application of a resin identifier requires that resins be 99% pure and not C0n"ngled to avoid contam-<br />
ination during subsequent recycling.<br />
Suppliers of plastic packagings having knowledge that their materials contain or have been in contact<br />
with contaminants, inClUding hazardous materials, must consider the effects of these elements and<br />
may best serve the recycling effort by intentionally omitting the resin identifier.<br />
4.9.3 Marking of the Resin Identifier<br />
Molded <strong>Parts</strong>: When marking a molded plastic piece with the resin identifier, it is recommended that<br />
the identifier be embossed on the part ejection pins. Because the pins are not an integral part of the<br />
mold, the molder selects the appropriately marked pin whenever new parts are molded. This method<br />
36 Environmental PackaQlna <strong>Guidelines</strong>
of imprinting is preferred as this process allows flexibility in resin recycled content identification. It<br />
also adds little expense to tool development or the piece price of molded cushion parts. Each time a<br />
cushion is molded, the resin identifier (eg, six for EPS) and recycled content will be permanently dis-<br />
played on the molded part.<br />
Fabrlcsted <strong>Parts</strong>: It is recommended that fabricated parts including those made of polyurethane or<br />
polyethylene similarly apply the resin identifier using either hot wire imprintlng or a stamp which prints<br />
the appropriate mark using permanent ink. Caution must be used when selecting the ink and location<br />
to ensure it does not smear or transfer to the machine covers. Each individual component must be<br />
marked.<br />
4.9.4 <strong>Guidelines</strong> for Recycled Resin Content<br />
Plastic packagings must be manufactured using postconsumer recycled resin in quantities specified in<br />
Table 10. This requirement is contingent upon the existence of processes that produce equivalent per-<br />
forming materials. For example, polyurethane foams are produced using a process that does not<br />
permit recycled resin to supplement virgin material. Polystyrene and polyethylene packaging foams<br />
are currently produced using a process which allows recycled and virgin resins to be mixed during<br />
manufacturing. With proper cushion design, virgin resin can currently be supplemented by as much as<br />
25% recycled resin with no degradation in performance.<br />
The total amount of recycled resin required increases according to the date of manufacture. The<br />
implementation schedule is provided below:<br />
Implementetlon Date<br />
Total Minlmum Recycled Resin<br />
(% weight):<br />
12/31/92 5%<br />
12/31/93 10%<br />
12/31/94 15%<br />
12/31 /95 20%<br />
Table 10. Required Posrconsumer Contribution of Material<br />
4.9.5 Engineering Specifications for Plastics<br />
Recommendations:<br />
1. Include the recycling symbol on molded and fabricated parts.<br />
2. Modify Engineering or purchase specifications so as to encourage the use of recycled materials in<br />
packaging.<br />
3. Virgin resin should be supplemented with recycled material to produce a greater yield of molded<br />
part.<br />
Note: A cushion's physical properties may be adversely affected by inclusion of too much<br />
regrind material especially when molding smaller or complicated forms. When molding<br />
these shapes, the virgin resin and recycled component do not always properly fuse to<br />
one another.<br />
iBM Engineering Specification 5897661 should be used to promote the recycling of plastic packaging<br />
materials. The specification is available by contacting:<br />
Worldwide Distribution Engineering Services<br />
Department W29<br />
P.O. Box 12195<br />
Research Triangle Park, NC. USA 27709<br />
Recycling 31
The specification should be referenced on engineering drawings and on IBM purchase orders for<br />
plastic packaging materials which have not been in contact with contaminants including hazardous<br />
materials. The specification includes an overview of IBM's resin coding system and makes recommen-<br />
dations on the methods used to encode plastics with the resin identifier.<br />
4.9.6 Expanded Plastic (Foam) Materials<br />
Historically, plastic foam manufacturers have utilized defective parts, trimmings and other in-house<br />
scrap to supplement virgin resin when manufacturing foamed materials. Because there are no con-<br />
taminants and minimal collection costs associated with this source, manufacturers are eager to sup-<br />
plement their virgin resin with the recycled foam. The cost to add the recycled material is small due to<br />
the reduced requirement for resources, energy, and the cost avoidance of landfill.<br />
While plant scrap materials have been processed for many years, the recycling of plastic products<br />
afler they have been used by consumers is a relatively new process.<br />
4.9.7 Reclamation of Expanded Plastics<br />
In comparison to structural foam or plastic, packaging waste suffers from one additional reclamation<br />
burden in that it is blown or expanded to perform it useful function. This process reduces the density<br />
of the plastic; A process that must be reversed for efficient material collection. Packagings may be<br />
densified by either using heat or grinding dependent upon the particular resin.<br />
4.9.8 Products Made from Recycled Plastics<br />
The excellent value and versatile use of the recycled resin material produced from post-consumer or<br />
scrap material has sp.urred the rapid development in recycling technology and creative end-uses for<br />
the recycled material.<br />
The suitability of a recycled resin for a particular application will depend upon the technical demands<br />
of the application and the nature of any contamination resulting from the prior material use.<br />
Typical secondary applications for popular foam types are listed below:<br />
Polystyrene: Expanded polystyrene foam may find secondary applications in either its original, but<br />
shredded form, or in a reprocessed variety.<br />
1. Soil aeration (Plants)<br />
2. Inexpensive toy stuffing or filling<br />
3. Bean bag chair stuffing<br />
4. Regrind for subsequent molding in EPS cushions<br />
5. Semi-rigid Styrene Products, including:<br />
Trash containers,<br />
Children's toys<br />
Office Products or equipment,<br />
Videotape Housings<br />
- Plastic lumber<br />
Polyurethane: Urethanes of ether or ester can be used for rebond applications. All colors of material<br />
are processable as are densities of up to 2.2 psi. Higher ILDs (between 20 and 150). are preferred for<br />
rebond applications. Polyurethane rebond may be used for:<br />
I. Carpet Rebonding<br />
38 Environmental Packaging <strong>Guidelines</strong>
2. Seat cushions<br />
3. Tractor seats<br />
Urethanes may also be ground and used without additional processing in furniture CUShiOnlng. One<br />
common application is encountered in patio furniture cushions.<br />
Polyethyfene: Popular secondary applications for polyethylene resin are:<br />
I. base cups for PET bottles,<br />
2. refuse cans,<br />
3. flower pots,<br />
4. piping,<br />
5. traffic cones,<br />
6. plastic lumber.<br />
Mlxed Pfartlcs: Should you experience difficulty locating an application for your particular resin, most<br />
resins may be Wmmingled and used in one of the fOllOWing ways:<br />
I. Treated lumber (which is estimated to be a 3 billion pound market)<br />
2. Landscape timbers (which is estimated to be a 1/2 billion pound market)<br />
3. Shipping Pallets (which is estimated to be a 30 billion pound market)<br />
4. Horse fencing<br />
5. Farm pens for poultry, pigs and calves<br />
6. Roadside posts,<br />
4.9.6.1 Packaging Products Manufactured from Recycled Plastics: Several states are in<br />
the process of establishing laws which govern the disposal of solid waste including packaging mate-<br />
rials. Most of these laws are similar in that they provide for exemptions from proposed taxes or<br />
restrictions provided materials used in products (or packages) are made from recycled materials in<br />
whole or in part (usually 30-50%).<br />
Some packaging manufacturers have developed methods and sources and purchased and built equip-<br />
ment, to utilize recycled materials to qualify for the legislated exemptions. Current offerings include:<br />
1. Rigid and semi rigid plastic packaging (including conductive)<br />
2. Strapping (PET)<br />
3. Pallets (PE-HD/mixed)<br />
4. Drums (PE-HD)<br />
5. Pails (PE-HD)<br />
6. Structural urethane foam (PET)<br />
. . . . . .- . . . - .<br />
4.10 Degradability in Packaging<br />
Critics and researchers have argued whether degradable or non-degradable properties are best for a<br />
truly environmental packaging material. While degradable materials decay and decompose under<br />
proper conditions, some toxic components may be released with their decomposition. Such toxins<br />
include leachate which can infiltrate and contaminate our ground water, and poisonous methane gas<br />
which is released into the atmosphere. In addition, landfills that have a significant portion of<br />
degradable ingredients would require permanent classification as a hazardous dumping area due to<br />
Recvclm 39
formance. and inhibit future recycling efforts. Degradable-type polymers which are recovered for recy-<br />
cling and commingled with similar untreated resin may cause the resultant mixture to perform<br />
unexpectedly or fall prematurely. Biodegradable materials that are incinerated simply represent a<br />
misuse of financial resources as no benefit Is derived from the extra-cost additive.<br />
4.10.2 Photodegradable Packaging<br />
Photodegradable materials use the sun's ultraviolet rays to assist degradation. Carbonyol ingredients<br />
are typically added to a material to introduce this property, Like biodegradibility. however,<br />
photodegradability reduces the size of the inert particle, but increases the number of particles by dis-<br />
solving the binding agent between the polymer chains.<br />
Photodegradability is a more specialized approach to solid waster reduction which has several serious<br />
drawbacks. First, the necessary additives increase resin or material cost. Second, legislators, man-<br />
ufacturers and users have not reached consensus on the level of sunlight exposure required to initiate<br />
the degradation process. Photodegradable packagings which degrade too rapidly prevent containers<br />
from performing their intended purpose as packages fail prematurely before reaching their ultimate<br />
destination. Conversely, the packagings which degrade too slowly cause those who want to see it<br />
disappear great dissatisfaction. Photodegradabiiity is dependant not only upon the time materials are<br />
exposed to the sun, but also upon the intensity of the sun at a specific geographic region. This causes<br />
potential legislation to vary by region and complicate material development..<br />
photodegradable materials must be used in conjunction with the proper disposal methodology to be a<br />
logical choice for waste minimization. Since the two most common methods of disposal, landfill and<br />
incineration, neverlseldom encounter a sufficient quantity of daylight for the photodegradable mech-<br />
anisms to operate, usefulness of this technology is severely limited.<br />
4.10.3 Compostability<br />
Another Increasingly popular means of handling select solid waste materials is composting<br />
Composting converts certain natural material types into a usable secondary product that may be used<br />
to enhance agricultural efforts. Biodegradation and photodegradation may be used in tandem on<br />
natural products to produce a reduced volume and weight of waste material which may be used as a<br />
soil supplement to reutilize its positive constituents.<br />
Composting technology is not new, but is being enhanced to expedite the degradation process. Unfor-<br />
tunately, the results of composing are hinged to the slowest decaying ingredients. Composting may be<br />
applied to only naturally degradable materials and there are still some concerns about undesirable<br />
residues within the compost that may have a detrimental effect upon soil or harvest, and thus, on<br />
mankind.<br />
4.10.4 Conclusions<br />
Degradable additives provide benefit which is limited to the societal problem of ''litter.'' These addi-<br />
tives are of little value to industrial packaging materials and normally serve to .increase material cost.<br />
Most packaging materials are better candidates for reuse or recycling waste minimization practices,<br />
Recvclinn dl
4.10.5 Recommendations<br />
Degradable additives should not be used in packaging materials unless they are expected to become<br />
litter rather than recyclable, reusable, or normal solid waste. In the future, degradable additives may<br />
be found to be of value in materials that are effective contributors to the composting process. If forced<br />
to choose between a photodegradable or biodegradable additive for a packaging material, the<br />
biodegradable additive normally encounters fewer serious obstacles and will degrade more effectively<br />
than materials manufactured with photodegradable additives.<br />
42 Environmental Packaninn Giiidelines
5.0 Truth in Advertising<br />
5.1 Introduction<br />
5.1.1 Abstract<br />
Environmental advertising and labeling has become very complex. Many organizations and legislative<br />
bodies have tried to influence and/or control the use by industry of "green" environmental advertising<br />
and labeling. Numerous companies have been forced to change their labeling and/or advertising<br />
because their environmental claims were unsubstantiated.<br />
5.1.2 Purpose<br />
The purpose of this chapter is to provide an overview of current legislation and to provide guidelines<br />
for environmental labeling of IBM product packaging.<br />
5.2 Environmental Marketing Guideline Application<br />
5.2.1 Environmental Marketing Guidance<br />
Generally all regulations to influence industries use of environmental claims are voluntary. These reg-<br />
ulations and guidelines apply to:<br />
environmental claims that appear in labeling, advertising, promotional materials and other mar-<br />
keting formats;<br />
direct assertions of environmental benefits and implied environmental claims;<br />
claims made in words, symbols, emblems, logos, pictures, product brand names and by any other<br />
means;<br />
claims made about products, packages or both; and<br />
claims for items advertised and sold for personal, commercial, institutional and industry use.<br />
The above guidelines apply to both general advertising and specific terms frequently used in environ-<br />
mental advertising.<br />
5.2.2 Environmental Marketing Claims<br />
General Envlronmental Baneffts: It is deceptive to make broad, unqualified claims of environmental<br />
benefit. All general assertions of environmental benefit, whether direct or implied, must be fully sub-<br />
stantiated or avoided altogether. Examples of general claims are "environmentally friendly" and "envi-<br />
ronmentally safe".<br />
DegradablelBiodegradablelPhotodegradable: It is deceptive to make unqualified claims that packages<br />
are degradable unless the claims can be scientifically substantiated. This claim should be made only<br />
about packaging that can degrade in its customary place of disposal. For example, if an item is<br />
usually disposed of in a sanitary landfill, and will degrade only when exposed to light and water or if<br />
buried in soil, it should not be advertised as being degradable.
Compostabla: Unqualified claims of compostability are deceptive. Claims should be made only if all<br />
the materials in a package will break down into safe, usable compost. A distinction should be made as<br />
to whether an item is appropriate only for composing in municipal facilities and not in the home<br />
compost heap. All compostability claims should be scientifically substantiated.<br />
Recyclable: It is deceptive to misrepresent that a package is recyclable. Many materials are techni-<br />
cally recyclable. However, only packages that can be collected, separated and recovered from the<br />
waste stream and used in the manufacture of a new product or package should be described as<br />
recyclable. Where recycling of certain materials is limited or not available, or if a non-recyclable com-<br />
ponent “significantly limits” recyclability of an item that is made primarily of recyclable material, the<br />
claim should be avoided. Also, if the shape or size of a recyclable item makes it difficult or impossible<br />
to recycle, the claim should not be used.<br />
Recycled Content: It is deceptive to misrepresent that a package is made of recycled material. Pack-<br />
ages made only partly of recycled content, claims should be qualified by amount or weight. Recycled<br />
content claims should be used only for materials that have been recovered from the waste stream<br />
during manufacturing (pre-consumer) or afler consumer (post-consumer). If the recycled material used<br />
is pre-consumer, it must be substantiated that the pre-consumer material would have entered the solid<br />
waste stream had it not been recycled. That means if spills and scrap of a virgin material are typically<br />
collected and used for production, they do not qualify as recycled materials. If items contain both pre-<br />
and post-consumer recycled content, those differences may be noted, but only if the claimed differ-<br />
ences can be substantiated.<br />
Source Reduction: It is deceptive to misrepresent that a package is lower in weight, volume or toxicity<br />
than another package. Source reduction claims should be qualified. Comparisons with previous ver-<br />
Sions of the same package should be fully explained.<br />
Reflllabla: It is deceptive to misrepresent that a package is refillable. Unqualified refill claims may be<br />
made only if a collection and return system fro refills exists.<br />
SPI Symbol: The Society of the Plastics Industry (SPI) resin identification symbol (RIS), when used<br />
alone and placed inconspicuously on a package, does not constitute environmental advertising.<br />
5.2.3 Conclusions<br />
Making environmental packaging claims is a complex issue that should only be done If the claims can<br />
be substantiated. In the electronic industty there is little benefit to making environmental packaging<br />
claims and therefore they should be avoided.<br />
5.2.4 Recommendation<br />
It is IBM’s position not to use environmental packaging claims, such as the recyclable symbol, as a<br />
marketing tool, but rather to provide information by displaying the appropriate symbology to the con-<br />
sumer so that the best disposal decision can be made. The preferred location on IBM packages for all<br />
symbology is on the bottom of the container or similar inconspicuous spot.<br />
44 Environmental Packaaina <strong>Guidelines</strong>
6.0 Material Reduction and Reusable Packaging <strong>Guidelines</strong><br />
6.1 Introduction<br />
6.1.1 Abstract<br />
Source reduction is pari of an integrated approach to reduce solid waste disposal problems. Two<br />
important source reduction techniques include;<br />
material reduction. and<br />
material reuse<br />
In addition to reducing solid waste problems, material reduction and reuse are oRen very cost effec-<br />
tive. The cost effectiveness of material reduction and material reuse programs is often the result of<br />
signiflcant savings in material purchase costs.<br />
6.1.2 Purpose<br />
The purpose of this chapter is to establish references and guidelines for evaluating and deVelOplng<br />
material reduction and reusable packaging programs. The information may be used when alternatives<br />
to disposable containers and materials are needed. These alternatives may be needed when;<br />
packaging material solid waste needs lo be reduced,<br />
packaging material costs need to be reduced,<br />
materials handling or automation improvements are needed, or<br />
Continuous Flow Manufacturing (CFM) programs are required.<br />
The guidelines and references in this chapter should be used as part of packaging and container eval-<br />
uations for new and existing programs. The guidelines and references may help in evaluating<br />
reduction and reuse programs as alternatives to the most environmentally sound and cost effective<br />
packaging for IBM product and pari manufacturing and shipping.<br />
6.2 Material Reduction<br />
6.2.1 Objectives<br />
Besides reducing solid waste problems, material reduction can reduce our depletion of natural<br />
resources and oflen results in a less expensive package. The following are objectives of packaging<br />
material reduction:<br />
. . . . .. .<br />
Use less packaging materials, but still provide the required packaging features and functions, such<br />
as product protection.<br />
Use-les-s packaging materials, but use materials that have been recycled or will be recyclable,<br />
reusable, or have no environmental impacts when disposed in landfills or incinerated.<br />
Use less packaging materials, but use materials that require minimal natural resources and non-<br />
toxic materials lo manufacture.<br />
6.2.2 Material Reduction Techniques<br />
Some material reduction techniques include the following:<br />
Material Reduction and Reusable Packaging <strong>Guidelines</strong> 45
Material light-Weightlng: Material light-weighting is a simple concept that involves using less mate-<br />
rial in a design. The objective is to use only enough material to provide the required level of perform-<br />
ance (e.@, shock protection, stacking strength, durability, etc.). Some examples of light-weighting are<br />
included in the following list:<br />
Reduced thickness or bursting test on COrrUgated fiberboards. For example, when Stacking<br />
Strength. durability. for repeated uses, or puncture resistance is not needed in a container, lower<br />
Strength boards may be selected. This may mean reducing triple-wall boards to high-performance<br />
double-wall materials, or it may mean reducing the bUrSting Strength of a board (e& 350 Ib test to<br />
275 Ib test).<br />
Reduced wall thickness on plastic containers. When impact Strength. precise dimensions, or dura-<br />
bility is not significant, wall thickness‘s of plastic containers can be reduced. In the case of<br />
vacuum-formed containers, a thinner wall may be accomplished with no tooling Changes.<br />
Changing wall thickness’s of injection-molded parts may be more difficult and costly.<br />
Reduced wall thickness on molded cushions. Reduced wall thickness’s may also be used on<br />
molded cushions (e& molded expanded polystyrene or EPS end caps and cushloned trays). If<br />
material is not needed for structural integrity or for shock protection (foam will only provide shock<br />
protection, if it can deflect during impact), material is probably not needed and can be removed.<br />
Modified corner cushions. Protective foam cushions, designed to fit on the corners of a part or<br />
product, often have unneeded or extra material that can be removed, without affecting the shock<br />
protection ability. Protective cushioning material is usually needed only on the flat surfaces or<br />
faces of the product. Material directly in the corner (Le.. the area formed by the intersection of<br />
three adjacent product sides) is often not needed and may be removed.<br />
Alternate Materlal Selection: Sometimes the use of an alternate material and design can result in the<br />
reduction of material used. For example, shock protection requirements for a design can be met by<br />
using several different types of foam cushioning material. Because of chemical composition and physical<br />
structure differences, the volume and mass of foam needed will vary, depending on the material<br />
selected. In general. the stiffer foam materials will require less volume in a design. Polystyrene materials<br />
offer the highest stiffness, polyethylenes and polypropylenes offer medium stiffness, and<br />
polyurethanes offer the lowest stiffness’s; however, certain polyurethane esters are available in moderately<br />
high stiffness‘s.<br />
Since the cost of the foam materials varies significantly. the package design using the lowest volume<br />
of foam may not have the lowest package cost. When this is the case, savings from lower transporta-<br />
tion costs (due to better density) or lower container costs may offset the higher foam costs. Lower<br />
transportation costs are more likely to occur when smaller cushion thickness’s (rather than less<br />
cushion bearing area) are used to reduce the volume of CUShiOning material needed in a package. For<br />
example, if one inch of cushion thickness is removed from all sides of a 5.0 cubic feet packaged<br />
product (Weighing 30 pounds), the package volume will be reduced to about 3.7 cubic feet. This<br />
smaller package will cost about $8 less to ship by air within the US. and about $15 less to ship by air<br />
from the U.S. to an international location.<br />
Bulk versus Unit Packages: A material reduction technique often used with supplier and Interplant<br />
packaging programs is bulk packaging. Quite often the use of bulk packaging requires less packaging<br />
material, per part, than individually packaged parts. In addition to material advantages of more parts<br />
per package, bulk packages Often require less material for shock protection. Bulk packages, especially<br />
when palletized, are less likely to be dropped from high drop heights. Unit and manually handled<br />
packages are more likely to dropped from higher heights and require more shock protection (e.g.,<br />
more dunnage and CUShiOning).<br />
Reduced Product Protection: Quite oflen packaging materials can be reduced and sometimes elimi-<br />
nated when the product requires minimal protection. Minimal protection may be the result of;<br />
increased product ruggedness,<br />
46 Environmental Packaging <strong>Guidelines</strong><br />
,
the use of material handling equipment (ea., carts), and/or<br />
well controlled or minimal handling, shipping, and storing environments (e.g., close or nearby<br />
vendors).<br />
Remable Packaging: One of the most cost effective and environmentally-sound material reduction<br />
tecnniques is reuse of materials. Because of its significance, a separate and expanded section is<br />
included In this guide.<br />
6.3 Reusable Packaging<br />
8.3.1 Elements of Cost<br />
The following are some of the cost elements in packaging material and container programs. Although<br />
it !s not an all-inclusive list, it does list some of the more common and significant items that should be<br />
cons!dered.<br />
MaterSals: The material costs generally are the costs to purchase the container or packaging item.<br />
The purchase or material costs of a reusable item should be compared to the cost of the disposable<br />
Item. This comparison should be made on a total program life basis. The total number of disposable<br />
items required, times tho disposable Item's material cost, should be compared to the total number of<br />
reusable items required, times the material cost of the reusable Item.<br />
Example:<br />
(# dlsposable items) x (disposable item purchase cost)<br />
versus<br />
(# reusable items) x (reusable item purchase cost)<br />
in addition to the purchase costs, any material cost required to maintain or repair reusable items<br />
should also be estimated.<br />
Reuse Me: Although not an element of cost, the reuse life is used to help define the number of reus-<br />
able items needed to support a program. Reuse life should be considered a major cost lever or item<br />
that greatly influences material costs of reusable items. As reuse life increases, fewer reusable Items<br />
are needed. which then lowers the material costs.<br />
Plpellne: Like reuse life, inventory pipeline effects material costs. The inventory pipeline defines the<br />
number of reusable items needed at any given time. Inventory pipeline should also be considered a<br />
major cost lever. Reusable programs are often most cost effective when pipelines are small.<br />
Return: Return costs include the handling and shipping costs to return an item from the end of one<br />
use. back to the starting point of the next use. This may include both transportation and labor costs<br />
required to return an item.<br />
SMpplog: In addition to return shipping costs. the cost to ship packaged items in reusable containers<br />
.and disposable containers should be estimated. in many situations, container characteristics such as<br />
size and mass wlil effect transportation costs.<br />
Le& Labor costs not included in other cost elements should be uniquely identifled and estimated.<br />
Labor costs may Include<br />
Administration: Thls may include the labor to manage, control, and analyze requirements of an on-<br />
wing reusable program. Thls should be compared to administrative costs (if any) for a disposable<br />
program.<br />
MaterIaI ReductIan and Reusable Packaging Guldellnes 41
PackinglUse: This is the labor involved in actually using a package or container. This should be<br />
compared to the labor of using disposable containers and packaging. This should include labor to<br />
both pack and unpack.<br />
RepairlCleanhg: This is the labor required to repair, refurbish or clean a reusable item, so that it<br />
may be reused.<br />
Disposal: This is the cost to dispose of containers and packaging. A comparison of disposal costs for<br />
reusable items versus disposable items should be made. Included in the comparison should be;<br />
labor costs to sort and place items in appropriate waste containers, compactors or bailers,<br />
lease or purchase costs for special equipment (e.& compactors and bailers), and<br />
costs of waste material pick-up andlor disposal.<br />
EquipmentlTooling: Capital and expense costs for equipment and tools needed to use or make dis-<br />
posable and reusable items should be estimated. In many cases, out-of-pocket cost analyses are used<br />
to compare reusable and disposable programs. If out-of-pocket analyses are used, all tools and equip-<br />
ment can be treated as expenses or out-of-pocket cash flows.<br />
6.3.2 Technical & Business Considerations<br />
The following are some items that should be considered when evaluating, deVelOping or implementing<br />
reusable programs:<br />
Transportation Distance: Physical shipping distance and time greatly effect the inventory pipeline and<br />
the total number of reusable items needed. When shipping distances are short, pipelines usually are<br />
small, and the total number of reusable items is usually small. In addition, short distances result in<br />
lower transportation costs, especially for returning reusable items. Pipeline and return costs are often<br />
the largest costs in a reusable container program.<br />
Example: Local Vendors<br />
Reusable programs often work best when transportation distance is very short. For example, with<br />
packaging programs for supplier parts, it may be easier to implement reusable programs with nearby<br />
or 1 oca1 vendors.<br />
. The pipeline will be short, so there will be fewer reusable items to buy.<br />
Return shipping costs will usually be low.<br />
.<br />
.<br />
.<br />
.<br />
Many suppliers may have their own trucks, so return shipping may be free. This is especially<br />
true when a local supplier has a truck coming back empty, after making a delivery.<br />
With vendors very close, inventory on parts packed in reusable containers is likely to be very<br />
low, because the vendor can make frequent deliveries. The low parts inventory requires fewer<br />
reusable containers. There will be fewer or no containers holding parts in an IBM warehouse.<br />
When the pipeline is small and easy to control, a reusable item is more likely to be used as an<br />
integral part of material handling systems at both the supplier and IBM. This is especially true<br />
with local vendors who make frequent deliveries to IEM. In addition, the vendor is more likely<br />
to accept management responsibility for much of<br />
repairing, scrapping reusable items).<br />
the reusable program (e.g., purchasing,<br />
Part Size: With supplier parts. larger parts are often better candidates for reusable programs, than<br />
smaller sized parts.<br />
There are fewer parts per container, so the containers make more round trips. This is a cost<br />
benefit, if the container is Well designed, very durable, and has a high reuse life. When the life of a<br />
program is close to or shorter than the reuse life of a container or reusable item, a higher number<br />
of reuses makes a reuse program more easily justified.
The cost differential between disposable and reusable containers is often smaller with large parts,<br />
than with small parts. With a high number of reuses, this makes the total materials cost very low.<br />
Large parts are often good candidates for warehouse on wheels (WOW) or kanban on wheels<br />
(KOW) inventory management programs. When parts suppliers are not close, just in time (JIT)<br />
dellvery programs are more easily justified with larger parts. The larger parts often are the more<br />
expensive and require the most amount of storage space. So, eliminating these parts from ware-<br />
house storage, usually results in significant inventory savings. Frequent delivery and no ware-<br />
house storage also reduces the number of reusable containers needed and results in low or free<br />
return Shipping costs, especially when the vendor's trucks are returning empty.<br />
lnventwy Control: Consider inventory management practices, when evaluating and designing reus-<br />
able containers.<br />
Be sure reusable containers hold the right number of parts to match inventory disbursement or<br />
manufacturing kanban quantities.<br />
Where inventory control is poor or when inventory levels (or part demands) are likely to vary signif-<br />
icantly, keep the reusable container or packaging cost very low, to minimize costs to replace lost<br />
items or to buy new ones. Also, keep the design of the reusable item very simple, so procurement<br />
lead-times will be very short. Durability and high reuse may have to be sacrificed, so replacement<br />
or new items will be inexpensive and easy to get.<br />
Bulk n. Unlt Packs: Bulk packaging applications are gWd candidates for reusable containers. Look<br />
for single unit packages that currently use several different materials in the package design. For<br />
example, ESD sensitive and fragile components and assemblies (e.@, small disk drives, cards and<br />
boards) shipped by suppliers and component plants are often individually packed with conductive bags,<br />
foam WShiOning, and fiberboard cartons. These individual and disposable packages can sometimes<br />
be replaced with bulk (holding many parts) containers made of conductive COrrUgated fiberboard with<br />
anti-static foam inserts.<br />
Other Pasign Facton: In addition to the design factors listed above, the following design consider-<br />
ations should be made:<br />
Design Style B Reuse: Select container and packaging styles that lend themselves to high reuse.<br />
For example, HSC 8 cap style containers are better suited to multiple openings and closings, than<br />
RSC style containers. They also can use closures other than tapes that may damage the con-<br />
tainer (e.g., tape removal may peel away liner board).<br />
Easy Use: Design reusable containers and packaging to allow easy packing, Unpacking and<br />
repacking. This will help to ensure parts are properly protected and packaging Items are not<br />
misused or misplaced. Avoid jig-saw puzzle complexity. If a reusable package is used only occa-<br />
sionally by individuals (e.9.. IBM Customer Engineers using field replacement part packages for<br />
park return) minimize complexity so the package can be easily reassembled and reused, without a<br />
high degree of packing expertise. Where possible, the packing process should be no more than<br />
three steps -open, place (the part), and closelseal.<br />
Cushioning Materials: Avoid foam cushions made with low density materials, especially foam-in-<br />
place urethanes and expanded polystyrenes. These materials will easily break apart and com-<br />
-press with high reuse. The shock protection ability will then be seriously degraded. CUShiOning<br />
materials selected should be able to provide adequate shock protection, after many drops and<br />
reuses. As a general guide, for each reuse, a reusable cushion should be able to pass the test<br />
requirements of IBM Corporate Specification, C-H 1-9711-005, Packaged Product Tests. For<br />
example, the test specification requires eight (8) drops - one on each package face, one edge and<br />
one corner. If ten reuses are planned for a cushion, the cushion should be tested with a total of<br />
eighty (80) drops from the required drop height.<br />
Component Replacement: Design reusable containers so worn or damaged components can be<br />
easily replaced, without having to throw away the entire container. Also keep component designs<br />
Material Redudion and Reusable Packaging <strong>Guidelines</strong> 49
simple, to facilitate easy and fast replacement and procurement. For example, complex designs,<br />
sophisticated materials, and special tooling may cause high replacement cost and long replace-<br />
ment times.<br />
- Cleaning: For reusable items that need to be cleaned, be sure to include adequate liquid flow and<br />
drain holes. Or include materials that do not require special solvents needed for. cleaning or<br />
removing labels and markings.<br />
Disposal: Consider end-of-life disposal. When the container can no longer be used, can its mate-<br />
rials be recycled for other uses, or will the container material and design dictate landfill or<br />
incineration only? Select materials that can be easily recycled and design packages to make recy-<br />
cling easy (e& all one material or several materials that are easy to separate and sort). Quite<br />
oflen, the container or package manufacturer can suggest alternatives to make your container or<br />
material recyclable.<br />
Other Uses: When possible, design containers and packaging to be used for other programs (both<br />
current and future). With slight design changes. a reusable item designed and cost justified for one<br />
program may be applied to other programs that may not be able to justify unique rsusable con-<br />
tainer or packaging designs. Also, very durable designs, with minor modifications, may be cost<br />
effectively applied to future programs, thus extending a reusable item's reuse life beyond the life of<br />
one program.<br />
Shipping: Consider shipping weight and size to minimize shipping costs. These should be consid-<br />
ered for both full and empty containers or outgoing and returning reusable packaging materials. In<br />
addition to size and weight, the container style may affect shipping costs. For return shipping. it<br />
may be possible to design reusable containers to nest together or collapse when empty. However,<br />
these features often add more cost and are sometimes less conducive to automation.<br />
Protection and Handling: Be sure reusable packaging provides the same level of protection (e&,<br />
shock, vibration, abrasion, ESD. humidity, etc.) as the disposable packaging. In addition, be sure<br />
the reusable containers can be handled as easily as a disposable containers; avoid the need for<br />
additional handling labor or additional handling devices. This should be considered for all phases<br />
of container handling (e.g., packing, storing, shipping, unpacking, return shipping).<br />
Material Selectlon: The following is an overview of some materials typically used for reusable pack-<br />
aging and containers. Also included is an overview of some manufacturing techniques used to manu-<br />
facture reusable containers. The materials and manufacturing techniques includsd are not<br />
all-inclusive. Those materials included are only some of the more commonly used and in most cases,<br />
the most commonly recycled materials.<br />
High Density Polyethylene: Some of the most widely used reusable container materials are high<br />
density polyethylenes (PE-HD). PE-HD's offer good to excellent stiffness thru an excellent temperature<br />
range (-40 degrees F to +I50 degrees F). PE-HD is also a commodity material readily available and<br />
easily recycled.<br />
High Impact Polypropylene: This material is more durable than polyethylene, but not as stiff. Nor does<br />
it have the low temperature range usefulness that polyethylene has; it has a tendency to crack at<br />
impacts below 0 degrees F. Although recyclable, polypropylene recycling is not as widespread as<br />
.HDPE and some other materials.<br />
High Impact Polystyrene: High impact poylstyrene is another extremely stiff material that has excellent<br />
compressive load strength and good temperature range usefulness. However, polystyrene is more<br />
brittle than polyethylene and polypropylene and has a tendency to crack under high impact. It is also<br />
readily attacked by solvents. Polystyrene is used most often for shelf storage boxes, container inserts,<br />
and trays, rather than for shipping containers. It also holds it original shape after molding better than<br />
polyethylene and polypropylene. Polystyrene is easily recycled.
Plastic Container Manufacturing: The above plastics are some of the more commonly used plastics for<br />
reusable containers. in many applications, these materials can be designed and manufactured into<br />
very rugged and durable containers. Although this guide does give general descriptions of manufac-<br />
turino techniques, the package designer should work with plastic container suppliers to identify and<br />
select the most environmentally-sound, cost effective and durable container design and manufacturing<br />
technique. The following are general descriptions of some of the more common manufacturing tech-<br />
niques:<br />
Injection molding: This is the most common method or process for manufacturing plastic con-<br />
tainers. It provides design flexibility and can produce fine details and uniform wall thickness's<br />
Injection molding tooling is often very expensive. A variation of injection molding, structural foam<br />
molding, requires less expensive tooling. The process involves blowing nitrogen gas through<br />
plastic In a mold. This produces a container wall that has bubbles or voids, but still very stiff. This<br />
technique offers stiffness with less material.<br />
Rotational molding: In this process, liquid (melted) plastic is formed into a container within a<br />
female mold, while the mold is rotated around two axes and heat is applied. Rotational molding is<br />
often used for larger containers that require lots of material. Tooling is moderately to very ekpen-<br />
slve.<br />
Vacuum forming. There are three types of vacuum forming: straight, pressure molding and stretch<br />
forming. Vacuum forming is generally used for containers that have simple configurations and for<br />
lower container volumes (number of units), where higher priced tooling and techniques can not be<br />
justified. Vacuum forming is also generally limited to smaller containers and containers where<br />
dimensional tolerance and consistency is not critical. Tooling for vacuum forming is relatively<br />
inexpensive.<br />
Blow molding. This process is used to form bottles or containers from plastic by expanding a<br />
blank in a hollow mold. The blank is ordinarily a tube. The molds for this process are generally<br />
inexpensive. The most common application of this process is the manufacture of cases for tools.<br />
High Density Cushions: To provide durability and adequate shock protection over a long reuse life,<br />
reusable cushions are usually made of high density foams. The most common high density foam<br />
material used is expanded-polyethylene. Densities of 32 kPa (4 Ibs/cubic R) or greater are often used.<br />
This materlal can be molded and hand or machine fabricated. It is also commonly available and<br />
recyclable. Other high density foams sometimes used are polypropylenes and some polyurethanes.<br />
Corrugated Fiberboards: One of the biggest concerns with reusing Corrugated flberboard containers is<br />
with top-to-bottom compression strength. The compression strength, after repeated uses and exposure<br />
to changing temperature and humidity conditions, quickly weakens. A few alternatives to maintaining<br />
or increasing compression strength include:<br />
adding more flber thru thicker linerboards and mediums or by using a multi-wall construction (Le.,<br />
double or triple wall) ... this adds to material cost and increases the container weight and size,<br />
adding to transportation costs:<br />
using cross-linked fibers ... this paper production technique redirects some wood fibers to run 90<br />
degrees to the paper's machine direction, resulting in more fibers running vertically up and down<br />
on the linerboard of containers;<br />
using high-pressure forming ... this paper production technique involves extending the point of pres-<br />
sure on paper fibers. to more tightly compress them, resulting in a denser sheet of material:<br />
using multiple or bonded mediums ... this paper making technique is based on laminating (usually<br />
with corn-starch adhesives) two or more layers of medium together and then sandwiching the<br />
material between cross-linked or pressure formed liner boards; and<br />
using chemically treated fibers ... this paper making process involves the bonding of fibers with corn<br />
starch, glues, adhesives, PCB's, heavy-metals, and plastic or urea-formaldehyde resins: the use of
chemically treated fibers is NOT RECOMMENDED, because many of these additives may make<br />
recycling difficult or may contaminate pulping systems during recycling.<br />
6.3.3 Evaluation Process for Reusable Programs<br />
The following is a guide for evaluating reusable programs. It includes some suggested steps or a<br />
process to use. Also included is a guide for general cost analyses that can be used for comparing<br />
costs of reusable and disposable packaging programs.<br />
6.3.4 Process Checklist<br />
Physical Characterlstlcs: Determine the physical characteristics of the item to be packaged and the<br />
packaging and handling requirements.<br />
Is there a reusable or disposable package on a similar product or part? If so, gather all applicable<br />
information and determine if the package design or actual packages can be reused for the pro-<br />
posed or new product or part program.<br />
What are the dimensions and weight of the part or product?<br />
What is the handling or shipping environment for the part or product?<br />
- Determine the physical logistics and number of handlings.<br />
- Identify special shock, compression or environmental hazards<br />
- Identify special handling or access requirements for the part or product, during packing, use<br />
and/or unpacking.<br />
- What is the planned shipping, disbursing, and/or manufacturing kanban sizes or quantities?<br />
What level of shock and vibration protection is required (Le., what is the fragility level of the part or<br />
product)?<br />
Are there other protection requirements (e.g., ESD, humidity, cleanliness, etc.)?<br />
Prellmlnary Deslgns: Design disposable and reusable packaging alternatives, based on the above<br />
requirements. In addition, consider the following:<br />
disposabilitylrecyclability<br />
easy use,<br />
cushion and material durability,<br />
container cleaning,<br />
component replacement,<br />
other uses, and<br />
shipping mass, size and density<br />
6.3.5 Cost Analysis Guide<br />
Estimate Unlt Material Costs: Estimate unit costs or the per piece purchase cost of the proposed<br />
designs. Several supplier quotations may be appropriate for getting a good estimate.<br />
Obtain Product Volumes: Obtain plans or estimates of manufacturing or shipping volumes (Le., quan-<br />
tity vs. time, or manufacturing/shipplng schedules) for the part or product to be packaged.
Estlmate the Plpellne: Estimate the number of reusable items in the pipeline. Analyze all portions of<br />
the pipeline, inClUding frequency of deliveries, transit times, process times, inventory buffers, kanban<br />
sizes, return Shipping times, return Shipping frequency, and any contingency buffers. The number of<br />
reusable items in the pipeline will change if the product volumes Change. The cost calculation below<br />
assumes the pipeline quantity remains the same. A more complex cost calculation is needed, if<br />
product volumes and pipeline quantities Change significantly over time.<br />
Determine Reuse LHe.: From design or prototype testing information, estimate the reuse life of the<br />
reusable Item. How many reuses will the item have?<br />
Estlmate Packaging Quantlty: From the above information, estimate the total number of disposable or<br />
reusable items needed for the life of the part or product program.<br />
Estlmate Materlal Costs: Multiply the unit cost estimate times the quantity estimate. This wiil be your<br />
packaging material costs. Add to this number any material or component replacement costs needed to<br />
repair or refurbish the reusable item.<br />
Example:<br />
Disposable = ($/unit) (part volume)/(parts/unit)<br />
Reusable - ($/unit)(# units in pipeline)(# reuse lives)<br />
# reuse lives (part volume)/(parts/unit)<br />
____ __<br />
(# units/pipeline or cycle)(cycle life)<br />
(integer value) = -- ---- ----- -__- --1--_1-<br />
Assumptions: 1) Volume increments (e.g., weeks, months, etc.)<br />
are constant thru the life ofthe program;<br />
2)<br />
3)<br />
Pipeline quantities or times are constant;<br />
# of reuse lives calculated must be rounded<br />
up to the next whole number; this reflects total<br />
units purchased or the effect of using some units<br />
less than their total expected life.<br />
Estlmate Return Costs: Estimate handling and Shipping costs to return reusable items.<br />
Estlmate Shlpplng Costs: Estimate the cost to ship packaged items in reusable and disposable pack-<br />
ages. If there is no Weight or size difference between the reusable and disposable designs. Shipping<br />
costs may be ignored.<br />
Estlmate Labor Costs: Estimate labor to use the disposable and reusable designs. Oflen there will be<br />
no difference, if the package designs are similar. Also estimate administrative and repair or cleaning<br />
costs associated with the reusable package.<br />
Estlmate Disposal Costs: Estimate disposal costs associated with both the reusable and disposable<br />
containers or packaging items.<br />
Estlmate EqulpmentlToollng Costs: If not included somewhere else, estimate special equipment and<br />
tooling costs associated with both the reusable and disposable designs.<br />
Estlmate Other Costs: Identify and estimate any other costs associated with the disposable or reus-<br />
able designs. These may include things such as implementation costs, inventory carrying costs, part<br />
or product quality-related costs (e.g., scrap B rework), and tax impacts or benefits.
Cost Comparlson: Compare the estimated costs for both the reusable and disposable designs. Select<br />
the reusable design, if its total costs are lower than the disposable design costs. The reusable design<br />
may also be selected, if its costs are higher than the disposable, yet provides an environmentally-<br />
sound solution to a significant disposal issue. Before a higher cost reusable design is implemented,<br />
other design alternatives should be investigated, to ensure there is not a more cost and environ-<br />
mentally effective design.<br />
The cost comparison should be made across the entire life of the product or part program. The com-<br />
parison should be structured as an out-of-pocket cost comparison and should include net present value<br />
and internal rate of return analyses. Any local business case requirements should also be included in<br />
the analysis and comparison.<br />
54 Environmental Packantno m~cl~ines
7.0 Life Cycle Assessment<br />
7.1 Scope<br />
This section addresses the complicated issues in understanding the impacts of packaging materials on<br />
the environment through Life-Cycle Analysis. LCA is a method of evaluating the environmental attri-<br />
butes of a product and/or package by listing and measuring its energy and resource use and then<br />
quantifying its environmental impact of emissions, effluents and solid wastes throughout the course of<br />
its life cycle.<br />
7.2 Purpose<br />
To add an environmental component to decision making when designing a package is to add a mind-<br />
boggling array of topics to the decision. These topics vary from global ozone depletion to ancient<br />
forests to endangered species to landfilling. This section will not provide all the answers for making<br />
the best environmental decision. The purpose of this section is to show the complexity associated with<br />
trying to determine all the environmental impacts of various materials, and the problems with com-<br />
paring one material to another.<br />
I 7.3 The Three "1"s of Life Cycle Assessment<br />
1 What LCAs cannot do Is determine the ultimate environmental impact of a product or package on the<br />
I environment. Identification of all impacts is a lengthy and arduous process. But even more difficult is<br />
I evaluating and comparing different types of impacts--those affecting air quality compared to those<br />
I affecting ground water, for example. So far, there is no consistent practice or agreement on how such<br />
I arbitrary "apples to oranges" comparisons may reasonably be made.<br />
Life cycle assessment consists of three main components sometimes called the three "1"s: inventory<br />
analysis, impact analysis and improvement analysis. In a study conducted for the U.S. Environmental<br />
Protection Agency (EPA) by Battelle and Franklin Associates Ltd., the three "1"s are described as<br />
follows:<br />
Inventory analysis is an "objective, data-based process of quantifying energy and raw material requlre-<br />
ments. atmospheric emissions, waterborne emissions and solid wastes for the entire life cycle of a<br />
product, process or activity. In the broadest sense, inventory analysis begins with the raw material<br />
extraction and continues through the final product consumption and disposal. This component of life<br />
cycle assessment is currently the most well developed with a methodology that has-been evolving over<br />
a 20-year period".<br />
Impact analysls is "a technical, quantitative, and/or qualitative process to characterize and assess the<br />
effects of the resource requirements and environmental loadings (atmospheric and waterborne emissions.a~nd<br />
sol~id wastes) identified in the inventory stage. The assessment should address both ecological<br />
and human health risks, as well as such other effects as habitat modification and heat and noise<br />
pollutlon."<br />
Improvement analysis is a "systematic evaluation of the needs and opportunities to reduce the environ-<br />
mental burden associated with energy and raw material use and waste emissions through the life<br />
cycle of a product, process or activity. This analysis may include both quantitative and qualitative<br />
measures of improvements".<br />
Llfe Cvcle Assessment 55
7.4 Life-Cycle Inventory<br />
7.4.1 Overview<br />
Industry and government are beginning to develop Life Cycle Inventory (LCI) as a tool for guiding envi-<br />
ronmental decisions. This method of inventory assesses every step in a product or package life cycle<br />
from sourcing of materials through manufacturing, transportation, use, and disposal. The LCI attempts<br />
to qualify and quantify the environmental impacts of all phases of the life cycle of a product or<br />
package, from “cradle-to-grave.” These impacts may include the following:<br />
a. Resources<br />
I) Raw Materials<br />
renewable vs. nonrenewable<br />
recycled content vs. virgin<br />
- ecosystem impacts of extraction<br />
energylwater impacts of extraction<br />
b. Manufacturing<br />
1) Energy requirement<br />
2) Water Effluent<br />
3) Air Emissions<br />
4) Hazardous Waste<br />
5) Solid Waste (from manufacturing)<br />
c. Packaging Material Usage<br />
1) Transportation impacts<br />
energy requirements<br />
- pollution effects<br />
2) Impacts - energylwater requirements<br />
toxic exposures<br />
pollution generation<br />
3) Disposition<br />
re-use<br />
recycling - incineration<br />
landfiiling<br />
7.4.2 Problems and Challenges of Life-Cycle Inventory<br />
7.4.2.1 Manufacturlng Process: There are many ways to manufacture the same material, some<br />
manufacturers practice environmental stewardship and take steps to minimize their Impact to the envi-<br />
ronment, while others do not. A specific material may have a wide range of data depending on the<br />
manufacturing process, which makes it very difficult to compare the data to other materials.<br />
7.4.2.2 Making Data Avallable: Current manufacturing data used in LCls is offen proprietary<br />
and access to it is limited. Proprietary treatment of this information is likely to hinder the development<br />
of common databases for use in future LCI.<br />
56 Environmental Packaaina <strong>Guidelines</strong>
7.4.2.3 Establlshlng Standards and <strong>Guidelines</strong>: Until guidelines for Life-Cycle Inventory are<br />
drawn, packaging professionals will have to cope with data disparities cited above. The €PA IS<br />
working to define life-cycle impacts, and expects to publish its guidelines by 1993. Other trade groups,<br />
corporations. and consulting firms are also working toward setting parameters for LCI. In any case.<br />
most experts agree that Life-Cycle Inventory must be viewed as only one of many tools for environ-<br />
mental decision making and will not provide the only information required to make material selection<br />
decisions.<br />
7.4.2.4 Resources For Llfe-Cycle Inventory Asslstance: The following groups can provide<br />
specific Life-Cycle Inventories for the materials you plan on using and/or offer help in decision making<br />
and alternatives:<br />
Battelle Columbus Division SETAC<br />
505 Klng Ave.<br />
I010 North 12th Ave.<br />
Columbus, OH 43201<br />
Pensacola, FL 32501<br />
614-424-6424 904-469-1 500<br />
Environmental Defense Fund<br />
257 Park Avenue South<br />
New York. N.Y. 10010<br />
212-505-2100 510-832-1415<br />
Franklin Associates, Ltd<br />
4121 West 83rd St, Suite 108<br />
Prarle Village, Kansas 66208<br />
913-649-2225<br />
Blue Angel<br />
c/o RAL. Deutsches<br />
lnstitut fur Gutesicherung<br />
und Kennzelchnung<br />
Bornheimer Strasse<br />
D-5300 Bonn 1, GERMANY<br />
(49) 228-726-140<br />
Green Cross Certification<br />
1611 Telegraph Ave., Suite Ill1<br />
Oakland, California 94612-2113<br />
Green Seal<br />
1075 Connecticut Ave., NW<br />
Suite 300A<br />
Washington, DC 20009<br />
Roy F. Weston, Inc.<br />
Building 5-2<br />
I Weston Way<br />
Westchester, PA 19380<br />
215-344-3636<br />
7.5 Examples of Environmental Impact Analysis<br />
This section presents general overviews of environmental impacts of three of the industry's commonly<br />
used materials: corrugated fiber board, polystyrene and polyethylene foam. We present this general<br />
information in a life-cycle framework, but with no claims to comprehensive formal life-cycle invento-<br />
rying and analysis. This information is offered only to show the complexity and problems with trying to<br />
compare one material with another (i.e. inconsistent units of measure).<br />
7.5.1 Environmental Impact of Corrugated Fiberboard<br />
Corrugated fiber board is the primary material commonly used in electronics package designs. The<br />
U.S. produced 40,332,000 tons of corrugated material in 1991, a 3% increase over the previous year.<br />
Paper mills use wood chips from fast growing, 25-45 years, soflwood trees (sofl pines and firs).<br />
Lite Cycle Assessment 57
7.5.1 .I Resources: Corrugated containers are normally bought by an end user from a local sheet<br />
plant supplier. The sheet plant obtains its corrugated sheets from a corrugation plant, which gets its<br />
liners from a paper mill. There are approximately 21 major paper mills in the US. and approximately<br />
2,000 sheet plants. Depending on the vendor used, the intermediary steps can be all one company (i.e.<br />
trees to paper liners to corrugated sheet to die cut containers) or they can all be dlfferent companies.<br />
The resource for US. corrugated fiber board (soft pines and firs) is considered a renewable resource,<br />
although there is some controversy over this issue. Many large mills harvest trees from private tree<br />
farms. Although clear cutting is a controversial subject, it is the preferred method by paper mills when<br />
harvesting tree farms, due to,the type of trees they replant, which need a large amount of light to grow<br />
fast. Old growth forests and hardwoods are not commonly harvested for use in the paper industry. No<br />
trees are imported from other countries for the paper industry therefore there is no impact to the<br />
depleting rain forests in South America.<br />
7.5.1.2 Manufacturing: Corrugated fiber board is manufactured in several steps. Chemicals,<br />
glues and inks are used to produce the final container. There is a wide range in practices from<br />
company to company on environmental impacts.<br />
Energy Use: 13-26 million Btu’s are used to produce a ton of paper, and there is additional energy<br />
used in the conversion to corrugated and die cutting plus the transportation between plants, but this is<br />
difficult to quantify.<br />
Wetter Use: Approximately 84 liters of water are used per Kg of paper produced. ( It is common prac-<br />
tice to return the water after treatment to the water source . , , the type of treatment and effective-<br />
ness varies from company to company.)<br />
Air Emiss!ons: The quantities of air emissions vary, with some companies claiming up to 100%<br />
capture before release (which is questionable) to the other end of the spectrum. Air releases include<br />
dust, CO, C02, SOX, NOx, Hydrogen Sulfide and Chloroform. Water Discharges: The quantities vary<br />
due to the same reasons as above and include Biological Oxygen Demand (BOD’S) or organic matter,<br />
suspended solids and trace amounts of dioxin.<br />
Hazardous Waste: The following chemicals are associated with the paper industry.<br />
Acetone<br />
Chlorine<br />
Chloroform<br />
Methanol<br />
Formaldehyde<br />
Catechol<br />
Ammonia<br />
Chromium<br />
Hydrochloric Acid<br />
Quantities vary greatly from company to company and actual data on waste sent to hazardous mate-<br />
rials facilities is not available. As a generalization, however, natural kraft utilizes less chemicals than<br />
bleached corrugated<br />
7.5.1.3 Packaging Material Usage<br />
lransportatlon: Although the local sheet plant may deliver the finished containers, the corrugated<br />
sheet stock may have been shipped from another state and the liner board may travel 1,000 miles or<br />
more by rail or truck.<br />
Reusability: Corrugated containers when designed for reuse can last for years, but the normal con-<br />
tainer is used one time.<br />
58 Environmental Packaging <strong>Guidelines</strong>
Recyc/eb///ty: Corrugated fiber board is a highly desirable material for recycling. There are extensive<br />
systems set up throughout the country for collecting and recycling corrugate board. 9.098,oOO tons of<br />
corrugated was recycled in 1991, an increase of 4.2% from the previous year. The trend IS for greater<br />
increases in 1992.<br />
/nc/n.rstlon: Corrugated can be incinerated, prodUChg 7080 Btu/pound. but is not as efficient as fossil<br />
fuel energy generation. Refer to Table 11 on page 63 for energy content of other materials.<br />
Com~~~//ltylBlodegmd~b///~~: COrrUgated fiber board is generally biodegradable (except for<br />
chemically treated and/or waxed board). However, like other "degradable" materials in a landfill,<br />
Corrugated may take many years to break down due to lack of oxygen and light. When shredded,<br />
corrugated fiberboard is a very good compost material.<br />
7.5.1.4 Recommendations: Companies purchasing Corrugated containers can request informa-<br />
tion on environmental stewardship practice from their suppliers. Many large milis have wildlife pro-<br />
tection practices, pollution control practices, high recycled content and policies on harvesting old<br />
growth forests. By requesting this information and using this as a basis for deciding a vendor, the<br />
electronics packaging professional can have a positive impact on improving policies for companies<br />
that do not have an environmental stewardship policy and rewarding companies that do.<br />
Recycled content is commonly available with minimal effect on strength and appearance. For many<br />
uses like pads, partitions and void fillers, virgin material is not necessary and lM)% recycled board<br />
would work weii. Even outer shipping containers can utilize the 100% recycled material with little<br />
degradation in performance. By specifying recycled content (a mixture of post-consumer and industrial<br />
scrap) the packaging professional can have a positive impact on the market for collecting corrugated<br />
fiber board and reducing the amount of trees needed for the industry.<br />
The printing inks for some containers have used heavy metals. Current legislation in the Northeast<br />
United States will require a combined maximum of 100 parts per miiiion (ppm) by weight of lead,<br />
cadmium, mercury, and hekavaient chromium for any packaging material. A good practice would be to<br />
requesting that the inks be FDA approved or contain no more than 100 ppm of heavy metals.<br />
7.5.2 Environmental lmpad of Polystyrene<br />
Polystyrene is the oldest commercial thermoplastic polymer resin, having been commercially produced<br />
at the beginning of World War II. It is stable, lightweight. an excellent thermal insulator, water<br />
reslstant, and ideal for cushioning when expanded (foamed). Polystyrene has multiple uses.<br />
Expanded, it is used in the food service industry as container materials and in the electronics industry<br />
as cushioning for delicate instrumentation. It is also used in toys, housewares, and office supplies<br />
Polystyrene resins sales in the U.S. in 1990 were 5.1 billion pounds of which approximately 250 mlilion<br />
pounds was EPS from packaging.<br />
7.5.2.1 Resources: Polystyrene Is a derivative of benzene and ethylene; both by- products of the<br />
production of oil and gas, which are non-renewable resources. It is estimated that approximately 3%<br />
of oil and natural gas volume is used by the plastics industry. A specific percentage for polystyrene IS<br />
not available. Environmental impacts of oil and gas drilling for energy would be similar to those for the<br />
plastic industry, and include the extractive operations on sensitive habitats and general depletion of<br />
the fossil fuel base.<br />
7.5.2.2 Manufacturing<br />
Energy Use: Because it involves high temperature processes, some of which exceed 600' C, the man-<br />
ufacture of styrene and polystyrene requires high energy inputs. This is somewhat offset by the<br />
recovery of steam and other process byproducts which are reconverted to energy for the processes.<br />
Life Cycle Assessment 59
...<br />
Again, industry figures are unavailable, but one study on polystyrene manufacturing lists energy<br />
requirements at 120-180 kWh of electricity and approximately 5.000 kg of steam in producing one ton of<br />
product .<br />
Water Use: Water is used primarily for flushing and cooling purposes during the manufacture of<br />
styrene and polystyrene. Industry figures on this process were not available. However, one study<br />
cited 154 cubic meters of cooling water used per metric ton of material, a figure which does not include<br />
flushing and cleaning uses. Styrene production accounts for the discharge into "receiving waters" of<br />
1.7 Ibs. of water per 1,OOO Ibs of product. The industry reports that these discharges may include<br />
biological oxygen demand, chemical oxygen demand, suspended solids, dissolved solids, oil and<br />
grease, sulfides, and various metals including lead, mercury, iron, and aluminum.<br />
Air Emissions: There are large differences in air emissions between the manufacture of<br />
styrene/polystyrene resin and the polystyrene expansion process. While production of styrene resin<br />
emits .2 Ibs of emissions per 1,000 Ibs of product, foam sheet polystyrene production emits 25 Ibs of<br />
emissions per 1,ooO Ibs of product, and post-consumer polystyrene recycling is even higher at 27 Ibs of<br />
emissions per 1,ooO Ibs of product. The culprits are the blowing agents used in both virgin and recy-<br />
cled polystyrene foaming (expansion) processes. These blowing agents cannot be easily captured and<br />
recycled, and most are discharged to the air. While the industry has significantly reduced its contrib-<br />
utions to stratospheric ozone depletion by reducing and eliminating CFCs as blowing agents, substitute<br />
agents continue to generate environmental impacts. HCFCs, which have frequently replaced CFCs in<br />
the process, generate approximately 5% to 10% of the ozone depleting effect as their predecessors.<br />
Pentane, another popular CFC substitute, is not a stratospheric ozone depleter, but is a contributor to<br />
atmospheric ozone and thus to smog and global warming.<br />
Hazardous Waste: Hazardous waste generated from styrene/polystyrene production include cleaning<br />
and flushing solutions, solvents, lubrications, and inks. The 1991 industry "White Paper" on Styrene<br />
and Polystyrene Manufacture and Use did not release its figures for hazardous waste generation as it<br />
did for air and waterborne emissions and solid waste. However, that same paper indicated that indi-<br />
vidual plant facilities have in the past generated several hundred thousand tons of hazardous waste<br />
annually, pointing to a major impact industry-wide. Efforts in recycling and source reduction for these<br />
materials has generated significant decreases in many cases, but hazardous chemical waste gener-<br />
ation, transportation, and disposal remain a major environmental impact of the styrene/polystyrene<br />
manufacturing process.<br />
7.5.2.3 Packaging Material Usage<br />
Reusability: Most polystyrene used in electronics packaging is used once. Attempts to establish<br />
reuse systems for polystyrene caps and other electronics industry packaging are described in other<br />
sections of the Guide.<br />
Recyciabllity: Uncontaminated polystyrene is technologically recyclable into new plastic products. In<br />
response to recent demand for recycling systems, the polystyrene industry has set a goal to recycle<br />
25% of the polystyrene used in food service and packaging applications by 1995, and several regional<br />
recycling facilities have been opened. Recycling is becoming widely implemented and is expected to<br />
eventually reduce the use of virgin materials in the manufacture of polystyrene.<br />
Inclneratlon: Polystyrene is well suited for incineration, if this process represents the best choice for<br />
municipal solid waste handling. Polystyrene has an energy value of 18,400 Btu/pound, nearly as effi-<br />
cient as fossil fuels. Because most of the energy is released as heat, ash is minimal with very little<br />
toxicity. Refer to Table 11 on page 63 for energy content of other materials.<br />
CompostabilitylDegradabiiity: Polystyrene is unsuitable for composting purposes as it does not<br />
degrade organically and is inert in landfills.<br />
60 Environmental Packaaina <strong>Guidelines</strong>
Landf////ng: Currently plastics account for 7% by Weight and 20% by volume of our municipal landfill.<br />
Since, 15.9% of these plastics are polystyrene, 1.1% by weight and 3.2% by volume of landfill mate-<br />
rials is thought to be polystyrene. Recycling efforts stand to reduce these figures even further.<br />
7.5.2.4 Recommendations: Polystyrene is a material whose packaging properties offer many<br />
values Including stability, cushioning effects, and little Weight. While it has been dubbed a villain In our<br />
landfills, Its envlronmental Impacts appear to be in the areas of hazardous waste and air emissions<br />
rather than in solid waste disposal.<br />
Post consumer recycling efforts could reduce demand for virgin styrene and thus source reduce some<br />
of the hazardous wastes involved in styrenetpolystyrene manufacturing.<br />
Polystyrene recycling processes, especially those involving re- expansion of the material, have low tol-<br />
erance for contamination. Therefore, packaging professionals can facilitate polystyrene recycling with<br />
packaging designs that ensure its integrity as a post-consumer recycling material.<br />
Continued efforts by the chemical industry to reduce hazardous waste should be encouraged, partic-<br />
ularly by key customers such as electronics industry packaging professionals who specify polystyrene<br />
packaging components.<br />
7.5.3 Environmental Impact of Polyethylene Foam<br />
Polyethylene is a commonly used material In a large percentage of electronic packaging designs. PE<br />
is used in several forms inClUding bags, sheeting, rigid trays and expanded foams. These foams may<br />
include roll stock in thin grades and semi rigid plank products. This report will deal specifically with<br />
expanded PE foams. Most issues and recommendations apply equally to polypropylene foam as well.<br />
PE foam is normally bought by the end users from a local distributor or fabricator. These companies in<br />
turn purchase the product from one of the manufacturers who provide the product in bundles, plank or<br />
bun form. The fabricators and distributors add value by converting or supplying the material in smaller<br />
quantities or in a form such as custom shaped cushions, die cut pieces, pouches or in combination<br />
with other materials.<br />
7.5.3.1 Resources: Ethylene is a by-product of the petroleum industry, and like all petroleumbased<br />
materials, is derived from non-renewable resources. Nearly all PE foam is manufactured from<br />
virgin resin today. Most manufacturers are developing products with recycled content. Blowing agents<br />
used in the expansion process for the PE foam are typically either HCFCs or hydrocarbons. Other<br />
materlals are used in small quantities as coloring agents or aids in the manufacturing process.<br />
7.5.3.2 Manufacturing issues: PE foam is manufactured in one process which takes PE resin,<br />
blends it with a blowing agent under heat and pressure, extrudes the mlxture through a die. The result<br />
after extrusion is escape of the blowing agent and the final product of PE foam with millions of small<br />
air cells which provide the CUShiOning, Insulation and surface protection. The escaped blowing agent<br />
may be released to the outside atmosphere or captured and reused through a closed manufacturing<br />
system. This recapture system is expensive to implement and maintain. Its installation should be<br />
encouraged to reduce harmful air emissions and preserve natural resources.<br />
Energy Use: This varies depending on the manufacturing system used and is generally from running<br />
the extruder. Very little energy is used in the converting process which consists of cutting, perforating<br />
andtor laminating.<br />
Weter Use: Some water is used for cooling on some extruders. It is generally unpolluted and can be<br />
easily reused or returned to the municipal water system.<br />
ufe cycle Assessment 61
Alr Emlsslons: The industry ranges in the amount of blowing agents released into the air. Some man-<br />
ufacturers claim up to 90% capture and reuse, other may have up to 100% released Into the air.<br />
Hydrocarbons are heavier than air and easier to capture and reuse than HCFC, but have more harmful<br />
effects if not captured. Hydrocarbons, if not reused, can be captured and burned which reduces the<br />
by-product of creating ground level ozone. Ground level ozone Is thought to be a major contributor to<br />
global warming. Unlike hydrocarbons, HCFC creates little ground level ozone but does have a harmful<br />
effect on stratospheric ozone (approx 5% to 10% of the harmful effect of CFCs). HCFCs and CFCs<br />
are known to be responsible for the ozone depletion in the stratosphere. The depletion of ozone in the<br />
stratosphere allows more harmful radiation from the sun to penetrate the stratosphere and come in<br />
contact with the surface of the earth.<br />
Hazardous Waste: The following chemicals are commonly used in the production of PE foam:<br />
Polyethylene resin<br />
Hydrocarbons<br />
Hydrochloroflourocarbon<br />
Color additives<br />
7.5.3.3 Packaging Material Usage<br />
Transportatlot? Issues: PE foam although light Weight requires significant space to transport and<br />
should be bought from a local distributor or fabricator.<br />
Reuseblllty: PE foam products when designed properly can be reused many times. The reuse of PE<br />
foam should be encouraged.<br />
Recyclablllty: PE foam if uncontaminated can be recycled although in reality several obstacles exist.<br />
The chief obstacle to recycling is the collection process. PE foam, although produced in large<br />
volumes, ends its life in small quantities over a large geographic area. The logistics of collecting and<br />
getting the material to a manufacturer are very difficult and unrealistic. PE can be and often is recycled<br />
from the convertor level. This is generally post- industrial trim and plant scrap and represents a<br />
small percentage of US. 'PE foam production.<br />
Inclneratlon: PE foam provides 21,407 Btulpound when burned in the modern incinerator. Refer to<br />
Table 11 on page 63 for energy content of other materials.<br />
CompostabIllty/8/odegradablIlt~: PE foam is biostable and will not decompose effectively. Any<br />
attempt to enhance its degradability through starch or photodegrading agents should be avoided. This<br />
would only discourage its reuse and recycling, as these additives cause problems in recycling, and<br />
make a less durable material which would limit its reuse.<br />
7.5.3.4 Recommendations: Companies purchasing PE foam can require several things from<br />
their vendors. PE foam should contain some post consumer andlor post industrial PE content. This will<br />
increase over time with a 25% amount being a practical goal. Equally important is the manufacturers<br />
use of blowing agents While the question of HCFC vs. Hydrocarbons is open to debate, the question of<br />
recapture is not. Hydrocarbon users should capture and reuse or at least burn their off-gasing product<br />
after extrusion.<br />
By using PE foam properly in designs (efficient use, reusable, etc.) and encouraging accountability<br />
from manufacturers the packaging engineer can have a positive impact through conservation of<br />
resources and reduction of air emissions.<br />
62 Environmental Packaging <strong>Guidelines</strong>
Table 11. Energy Content of Materials. Various Packaging Materials as compared to Common Combustibles<br />
Matarlal BTUllb.<br />
Polyethylene 21,407<br />
Polvwowlene 21.350<br />
Polystyrene 18,400<br />
Coal 9.600<br />
Newspaper 8,000<br />
Corrugate 7.080<br />
Wood 6,700<br />
Miscellaneous Solid Waste 4.500<br />
Life Cycle Assessment 63
4 Environmental Packaging Guldellnes
8.0 Pallet Reutilization<br />
8.1 Abstrad<br />
A significant portion of IBM's solid waste stream is represented by wooden shipping pallets (refer to<br />
Table E on page 26). Finding alternatives which reduce the quantity of pallet waste material is the<br />
focus of this chapter.<br />
8.2 Purpose<br />
This chapter provides suggestions which are designed to enhance shipping pallet reuse. As reuse<br />
increases, dkposai is avoided or prolonged. Pallet revitalization and means of pallet disposal other<br />
than landfiiiing are also discussed.<br />
8.3 Scope<br />
Reutilization consists of reuse, refurbishment, and/or finding secondary, non-waste disposal applica-<br />
tions for materials which have completed their intended purpose. Pallet reutilization will impact IBM,<br />
it's suppliers. it's customers, and some third-patty service organizations. IBM's pallet reutilization phi-<br />
losophy is based upon the exclusive use of standard sizes and construction methodoioOies for its ship-<br />
ping paiiets.<br />
------<br />
8.4 Pallet Standardization<br />
Whenever materials are transported, they are normally palietized on a wooden shipping pallet to form<br />
r single handling unit for convenience in shipping and stowage. The shipping pallet functions as the<br />
interface between materials and automated handling systems in use by materials manufacturers,<br />
including IBM. Because of the time and/or expense involved in tailoring handling equipment to a<br />
variety of pallet sizes or designs, a standardized shipping pallet is of great importance. As pallet size<br />
and construction become standardized, the likelihood of pallet reuse increases significantly- A pallet<br />
which is completely compatible with existing materials handling configurations is highly desirable,<br />
while those which differ from an established standard are frequently discarded as waste.<br />
One of the simpiast means of reducing the number shipping pallets and thus, potential waste material,<br />
is to adopt a standard pallet. A standard pallet should be of a predefined size and construction, but<br />
also rugged and compatible with IBM. supplier, customer, and carrier handling equipment.<br />
A pallet standardization program begins with the supplier. As suppliers ship materials to IBM. they<br />
are required to utilize IBM standard pallets. Their use of IBM standard pallets will help to ensure a<br />
high quality shipment which will aid manufacturing efficiencies as incoming unit loads:<br />
Need not be double-handled for repalietizing to correct for:<br />
- damaged or inferior quality shipping pallets<br />
- odd size or manner of construction which hinders subsequent processing,<br />
are palietized on the same pallet that is used for outbound shipments reducing demand for the<br />
purchase of new standard pallets.<br />
setve to increase demand (volume) for the IBM standard pallets thereby reducing the unit price.
The introduction of a non-standard shipping pallet costs its recipient in materials. labor and space for<br />
subsequent repalletization. It also introduces added waste material into the solid waste stream.<br />
Standard pallets used by IBM are described in IBM’s Packaging and Materials Handling Requirements<br />
Manual, GA21-9261.<br />
Pallet reutilization programs consist of the collection, sortation. and repair of shipping pallets. They<br />
serve to refurbish standardized shipping pallets which have become damaged and no longer conform<br />
to original specifications. Historically, when shipping pallets have become worn, damaged or of ques-<br />
tionable quality, they have been discarded as waste. By establishing a reutilization program, the fol-<br />
lowing benefits may be realized in:<br />
conserving natural resources,<br />
extending the useful lives of landfills,<br />
reducing current and future landfill costs,<br />
additional workload provided for underprivileged or handicapped vendors,<br />
eliminating or reducing new pallet costs.<br />
Key elements of a reutilization program include:<br />
pickup of pallets<br />
inspection and sorting,<br />
repair, if possible,<br />
environmental disposal of unusable pallets or components, if necessary,<br />
delivery of revitalized pallets.<br />
Successful pallet reutilization programs have been be established with the following types of organiza-<br />
tions:<br />
local or regional new pallet manufacturers,<br />
pallet repair companies,<br />
handicapped or minority suppliers,<br />
trash or recycling companies.<br />
The financial aspects of a reutilization program will vary from manufacturer-to-manufacturer, and from<br />
location-to-location. Typically, revitalized pallets can typically be purchased for between 30 to 50% of<br />
the cost of new.<br />
8.6 Pallet Disposal Options<br />
For pallets and pallet components that cannot be reused as part of a reutilization program, multiple<br />
disposal options exist Most of these focus upon pallet or component shredding where processed<br />
material is used as:<br />
industrial fuel and charcoal furnish,<br />
animal bedding andlor poultry litter,<br />
- soil amendment and or mulch.<br />
.
pulp and particleboard furnish,<br />
potential use In recycled paper.<br />
The National Association of Wooden Pallets and Containers identifies companies involved in pallet<br />
manufacturing, repairing, and disposal. Their address is included in A.2, "Organizations" on page 77.<br />
8.7 Recommendations for Pallet Reuse and Reutilization<br />
Because wooden shipping pallets are a significance portion of IBM's solid waste stream, solutions<br />
which reduce the quantity of this waste are vital. One of the simplest solutions to remove pallets from<br />
the wastestream is the adoption of a pallet reuse and reutilization program. To be successful, this<br />
program should incorporate:<br />
1. pallet standardization and enforcement for shipments from all incoming suppliers,<br />
2. pallet reutilization programs for standard pallets which become damaged or no longer conform to<br />
specifications,<br />
3. pallet disposal alternatives which minimize detrimental impact to the environment,<br />
4. the investigation of pallet pool or leasing alternatives,<br />
5. the investigation of return and/or refurbishing programs for non-standard or specialty machine<br />
shipping pallets.<br />
Pallet Reutilization 67
68 Environmental Packanino liiiidolines
9.0 Other <strong>Guidelines</strong> for Environmental Packaging<br />
9.1 Introduction<br />
Because of the increased awareness of solid waste disposal issues, the delivery and installation of<br />
IBM products can cause a concern with iBM's customers. That Is. what should be done with the dis-<br />
carded packaging material? The boxes, CUShiOning, film, pallets, strapping, etc., which allowed the<br />
products to arrive damage-free, once unpacked, can be perceived as a contribution to the solid waste<br />
problem.<br />
This perception Is, of course, related to the amount of post-consumer packaging material. Small<br />
systems, resulting in a few boxes and some cushioning are not usually seen as a problem. In fact,<br />
many customers retain these materials for later use (e.@, relocation of the system).<br />
Regardless of the size of any particular system, the overall volume of products IBM delivers worlawide<br />
does produce a considerable amount of post-consumer packaging material which becomes part of the<br />
solid waste stream. Understanding this, the IBM packaging community has an obligation to minimize<br />
the concerns our customers may have with packaging material disposal to the extent possible.<br />
9.2 Package Design<br />
The obvious place to begin an assessment of packaging as a disposal concern is in the area of design.<br />
Several trade associations (IoPP, etc.) and environmental task groups have developed guidelines for<br />
packaging design which they consider effective as a means to solid waste minimization. While none of<br />
the guidelines available provide product specific or "cook-book" detail for package design, they do<br />
present a well considered approach to packaging requirements development, which a packaging<br />
designer can translate into more environmentally friendly products.<br />
The Coalition of Northeastern Governors (CONEG) Source Reduction Task Force has developed and<br />
published a manual for preferred packaging practices. The manual is viewed as a first step in an<br />
awareness approach to packaging source reduction. The following is an excerpt from the final report<br />
of the Source Reduction Task Force.<br />
An Overriding barrier to source reduction identified by the Task Force Is the inadequate consideration<br />
given by Industry, government and consumers to the solid waste management impacts of packaging.<br />
Package design and production decisions by industry, regulatory and procurement policies of govern-<br />
ment and PUrChaSing decisions of consumers -- all have contributed to the mounting garbage crisis<br />
confronting the Northeast region. Yet if each of these players better understood the relationship of<br />
their actions to the management of solid waste, the generation and environmental impact of packaging<br />
could be reduced.<br />
To obtain a copy of the Preferred Packaging Manual write<br />
The CONEG Policy Research Center, Inc<br />
400 North Capital Street NW Suite 382<br />
Washington D. C. 20001<br />
To be most effective, source reduction initiatives must be based upon a system of quantifiable goals<br />
and standards. Developing such a system will require considerable thought and a thorough examina-<br />
tion of the many issues involved in assigning measurable, numerical goals and timeframes to achieve<br />
reductions in the generation of packaging waste<br />
Gther Guldellnes for Environmental Packaglng 69
In the meantime. until these quantifiable goals can be established with some level of confidence,<br />
actions by industry, government and consumers must at the very least be guided by some basic, com-<br />
monly shared notions as to what does and what does not constitute preferred packaging practices from<br />
the standpoint of source reduction.<br />
Preferred packaging guidelines are an essential first step to focusing the attention -- of the product<br />
designer, the packaging professional, the government regulator and the consumer -- on the opportu-<br />
nities to reduce packaging-related waste. In addition. preferred packaging guidelines should serve as<br />
a foundation for the development of quantifiable goals and standards "<br />
As implied in this excerpt, the next step in packaging source reduction will be quantifiable standards to<br />
which Industry must perform. Knowing this, the IBM packaging community must continue its efforts to<br />
produce packaging designs which include packaging disposal as an important consideration.<br />
9.3 CONEG Preferred Packaging <strong>Guidelines</strong><br />
OVERVIEW<br />
ASSESSMENT OF PACKAGING PRACTICES<br />
Packaging provides certain functions in the distribution system. These include:<br />
1. Product Protection<br />
in the transportation system<br />
against tampering and pilferage<br />
through maintenance of product integrity, quality and safety<br />
2. Consumer Information<br />
visual inspection<br />
product information, directions, ingredients<br />
product brand identification<br />
labeling requirements by regulation or statute<br />
3. Consumer Convenience or Acceptance<br />
retailer convenience in warehouse storage or stocking shelves<br />
consumer needs or acceptance of product<br />
storage, handling, opening and dispensing convenience and compatibility with consumers'<br />
habits and lifestyles.<br />
4. Attractiveness<br />
positioning in marketplace<br />
- physical attractiveness of package related to product differentiation and marketing techniques<br />
The health, safety, product integrity and regulatory requirements addressed by functions of product<br />
protection and consumer information are considered to be priority needs. However, efforts should be<br />
made to fulfill these functions through preferred packaging practices. Regulatory and statutory requirements<br />
that increase the volume of packaging should be reviewed through the Northeast Source<br />
Reduction Council to determine present day applicability and the need for amendment or repeal. The<br />
objective of consumer conveniencelacceptance and attractiveness are considered less compelling for<br />
packaging and therefore, present the greatest opportunity for source reduction. The packaging associated<br />
with consumer convenience or acceptance may be minimized additionally through an aggressive<br />
education program.<br />
70 Environmental Packaging <strong>Guidelines</strong>
To assist the Northeast states in managing solid waste, industry should begin to assess its packaging<br />
practices. The following packaging practices are listed in order preference:<br />
I. No Packaging<br />
The need for any packaging of a product should be evaluated in the research and development<br />
stages and prior to introduction in the marketplace.<br />
2. Minimal Packaging<br />
Alternative methods of product and packaging design should be pursued to minimize packaging<br />
material required.<br />
3. Consumable, Returnable or RefillablelReusable Packaging<br />
4.<br />
* Consumable packaging is eliminated in the process of using the product so that no packaging<br />
remains.<br />
Returnable packaging is a container returned to a business or industry for reuse and redistrib-<br />
ution.<br />
* RefillablelReusable packaging is a container or package that may be refilled by a customer or<br />
consumer from bulk or larger size containers.<br />
Recyclable PackaginglRecycled Material in Packaging<br />
A package is considered to be recyclable if there is an economically viable and widely avail-<br />
able collection, processing and marketing system for the material.<br />
Recyclability of a package is maximized when that package is made of a homogenous material<br />
or of materials that do not need to be further separated prior to introduction into the recycling<br />
process. Labels, closures and seals should be made of a like or similar material to the<br />
primary package.<br />
Recycled content should be made up, to the greatest extent possible from post-consumer<br />
waste material - a,waste product or material generated by a business or consumer which has<br />
sewed its intended end use and which is discarded for disposal or recycling. The use of in-<br />
plant or mill scrap alone is not sufficient to be considered a recycled content package.<br />
GUIDE QUESTIONS<br />
This guide can be used by industry to evaluate packaging choices. Without compromising health,<br />
safety or product integrity standards or violating statutory or regulatory requirements, can the following<br />
preferred packaging practices be implemented?<br />
Toxics in Packaging<br />
I. Are there toxic materials or agents in the content of the package?<br />
If toxic materials or agents are present:<br />
2. Can non-toxic agents or materials be substituted?<br />
3. Can the toxic agents or materials be eliminated otherwise?<br />
~... . . .<br />
Packaging Elimination, Reduction and Reuse<br />
I. Can the package be eliminated?<br />
If the package cannot be eliminated:<br />
2. Can the packaging be minimized through:<br />
product design changes?<br />
packaging design changes?<br />
Other <strong>Guidelines</strong> for Environmental Packaging 71
use of new or different types of lower volume packaging?<br />
lightweighting with a reduction in volume?<br />
elimination of secondary packaging or wrapping material?<br />
decreasing size of packaging to product ratio?<br />
other volume reduction?<br />
3. Can the package be made so that it is eliminated in using the product?<br />
4. Can the package be made returnable for reuse and redistribution?<br />
5. Can the package be made to be refilled by a customer or consumer either from bulk or larger<br />
containers?<br />
6. Can the package be made to have an identifiable and valuable consumer reuse for another<br />
purpose?<br />
Packaging Recyclability<br />
1. Is the packaging recyclable? (Packaging is recyclable if there is a widely available, economically<br />
viable collection, processing and marketing system for the material.)<br />
If the packaging is not presently recyclable:<br />
2. Can the packaging be made easier to recycle by composing it predominantly of a single material<br />
for which an economically viable collection, processing and marketing system could be developed?<br />
3. If the packaging is made of more than one material, can the non-homogeneous material be eliminated?<br />
4. If non-homogeneous materials cannot be eliminated, can they be made to be removed easily so as<br />
not to prevent, interfere with or add cost to the recycling process?<br />
Recycled Content of Packaging<br />
1. Does the package contain the maximum feasible amount of post-consumer material (i.e., waste<br />
product or material generated by a business or consumer which has served its intended end use<br />
and is discarded for disposal or recycling)?<br />
If additional post-consumer material cannot be added to the packaging:<br />
2. Can additional in-plant or mill scrap be added to the packaging?<br />
3. Do purchasing specifications hinder the use of recycled materials in the packaging?<br />
4. Can purchasing specifications be modified so as to encourage the use of recycled materials in<br />
packaging?<br />
9.4 Environmentally Responsible Packaging--<br />
loPP Handbook for the <strong>Electronic</strong>s Industry<br />
The loPP handbook for the electronics industry is intended to promote excellence In packaging as<br />
defined by two fundamental and equally important principles. Packaging must fully preserve the lnteg-<br />
rity of the products it contains while having a minimum negative impact on the environment.<br />
The Reduction, Reuse, and Recycling of Protective Packaging (R3P2) Task Group has designed the<br />
handbook to aid Packaging Professionals in the electronics industry. to develop packaging and distrib-<br />
ution alternatives. The purpose is to ensure that environmental factors are addressed for the entire<br />
life cycle of their package designs and processes (Product Stewardship).<br />
72 Environmental Packaging <strong>Guidelines</strong>
The concept of Product Stewardship, in which industry assumes responsibility for their products and<br />
packaging from conception to disposal and in which consumers support these initiatives, should be<br />
accepted as a basic principle, vital for the achievement of an environmentally responsible packaging<br />
strategy. Recognizing that all sectors of society have a responsibility to participate in this strategy, the<br />
manufacturers or brand owners must ensure that everything possible has been done to design their<br />
packaging according to the 3R's principle: Reduce, Reuse, & Recycle. Product Stewardship also<br />
applies to imported. subcontracted, or OEM products and packaging.<br />
The handbook does not guarantee that all environmental topics, issues, and options will be presented.<br />
As products and packaging move throughout the global marketplace, they will encounter differing laws<br />
and regulations. The acceptance and endorsement of this informational document by industry and<br />
government can be a starting point in the development of common and harmonized strategies and<br />
decisions worldwide.<br />
To obtain a copy of the handbook for Environmentally Responsible Packaging in the <strong>Electronic</strong>s<br />
Industry, write to:<br />
Institute of Packaging Professionals<br />
481 Carlisle Drive<br />
Herndon, VA 22070<br />
Other Guldellnes for Envlronmental Packaging 73
74 Envlronmantal Packaging <strong>Guidelines</strong>
Appendix A. Publications and Organizations<br />
A.l Publications<br />
Business 8 The Environment<br />
(617) 648-8700<br />
Buy Recycled Guide<br />
National Recycled Coalition, Inc<br />
1101 30th Street NW Suite 305<br />
Washington D. C. 20007<br />
(202) 625-6406<br />
California Materials Exchange (CALMAX)<br />
(916) 255-2369 or (800) 553-2962<br />
Directory of U. S. and Canadian Scrap<br />
Processors and Buyers<br />
Post Office Box 30540<br />
Portland, Oregon 97210<br />
(503) 227-1319<br />
Directory of Waste Recycling Companies,<br />
Services and Equipment<br />
Waste Recyclers Council<br />
Washington D. C. 20036<br />
(202) 659-4613<br />
Eco Opportunities<br />
(415) 4969301<br />
Environmental Business Journal<br />
(619) 295-7685<br />
' "~'Envlronmental Packaging<br />
U. S. Guide to Green Labeling<br />
Packaging and Recycling<br />
Thompson Publishing Group<br />
1725 K Street NW Suite 200<br />
Washington D. C. 2W6<br />
(800) 424-2959<br />
EPA Reusable News<br />
(202) 260-9350<br />
European Packaging Newsletter & World Report<br />
(703) 519-3907<br />
Food & Drug<br />
Packaging and the Environment Resource Handbook<br />
(800) 225-4569 ext.839<br />
Garbage<br />
2 Main Street<br />
Gloucestor, MA 01930<br />
(508) 283-3200<br />
Green 2000 Newsletter<br />
Packaging Strategies Newsletter<br />
122 South Church Street<br />
West Chester, PA 19382<br />
(215) 436-4220<br />
Green Labeling<br />
"What You Can and Can't Say About Your Packaging"<br />
Minnesota Office of Waste Management<br />
Directory of Users of Reusable Transport Packaging<br />
1350 Energy Lane<br />
St. Paul, MN 55108<br />
(612) 649-5743<br />
Northeast Industrial Waste Exchange<br />
90 Presidential Plaza, Suite 122<br />
Syracuse, NY 13202<br />
(315) 422-9051<br />
Packaging<br />
Reader Service Dept., Computer Center<br />
P.O. Box 5661<br />
Denver, CO 80217-9935<br />
Appendix A. Publications and organizations 75
Packaging<br />
Packaging Digest<br />
650 S. Clark St.. 6th Floor<br />
Chicago, IL 60605-9936<br />
PaperMatcher<br />
Directory of Paper Recycling Resources<br />
American Paper Institute, Inc.<br />
1250 Connecticut Ave NW Suite 360<br />
Washington D. C. 20006<br />
(800) 878-8878<br />
Phoenix Quarterly<br />
Institute of Scrap Recycling Industries<br />
1527 K St. N.W. Suite 700<br />
Washington, DC 20006<br />
(202) 466-4050<br />
Plastic Waste Strategies<br />
(800) 426-0416<br />
Plastics News<br />
965 E. Jefferson Ave<br />
Detroit, MI 48207<br />
Plastics World<br />
A Cahner's Publication<br />
Yellow Pages Issue<br />
44 Cook Street<br />
Denver, CO 80206-5800<br />
Recycled Plastics Product Source Book<br />
American Plastics Council<br />
1275 K Street NW<br />
Washington, DC 20005<br />
(800) 2-help-90<br />
Recycled Products Guide<br />
RecyclLine<br />
Box 577<br />
Ogdensburg, NY 13699<br />
(800) 267-0707<br />
76 Environmental Packaaina GUldelineS<br />
Resource Recycling Magazine<br />
National Recycling Coalition<br />
1101 30th St. N.W.Suite 305<br />
Washington, DC 20007<br />
(202) 625-6406<br />
State Recycling Laws Update<br />
Raymond Communications<br />
6429 Auburn Ave.<br />
Riverdale, MD 20737<br />
(301) 345-4237<br />
TechPak<br />
McGraw-Hill, Inc.<br />
1221 Avenue of Americas143<br />
New York, NY 10124-0189<br />
(800) 537-9213<br />
Warmer Report<br />
World Resource Foundation<br />
63 Mount Ephraim<br />
Tunbridge Wells<br />
Kent TN4 8BS<br />
England<br />
Waste Age<br />
Fulfillment Department<br />
5615 W. Cermak Road<br />
Cicero, IL 60650<br />
Wastelines<br />
Environmental Action<br />
1525 New Hamshire Ave. N.W<br />
Washington, DC 20036<br />
(202) 745-4870<br />
Who's Who in Packaging<br />
Institute of Packaging Professionals<br />
481 Carlisle Drive<br />
Herdon, VA 22070<br />
(703) 318-8970
Xerox Corporation Center for Development of Recycling<br />
Business Guide to Waste Reduction and Recycling San Jose State University<br />
Part Number 720P30338 One Washington Square<br />
Post Office Box 10034 San Jose, CA 95192-0204<br />
Palo Alto, CA 94303-0818 (408) 924-5453 or (800) 533-8414<br />
(415) 813-7839<br />
Coalition of Northeastern Governors (COFIEG)<br />
A.2 Organizations Policy Research Center Inc.<br />
400 N. Capitol Street, NW<br />
American Forest Paper Association (AFPA)<br />
Suite 382<br />
260 Madison Ave.<br />
Washington, DC 20001<br />
New York, NY 10016 (202) 624-8452<br />
(212) 340-0800<br />
American Plastics Council<br />
1275 K Street NW<br />
Washington, DC 2Mx)5<br />
Association of Foam Packaging Recyclers<br />
1025 Connecticut Ave NW Suite 515<br />
Washington D. C. 20036<br />
(800) 944-8448.<br />
Blue Angel<br />
c/o RAL. Deutsches lnstitut'fur<br />
Gutesicherung und Kennzeichnung<br />
Bornheimer Strasse<br />
D-5300 Bonn 1<br />
Germany<br />
(49) 228-726-140<br />
Bundesverband Holzpackmittel, Paletten,<br />
Exportverpackung e.V (HPE)<br />
Postfach 13 70<br />
Ausoniusstr. 15<br />
5500 Trier<br />
Germany(0) 651-443-66<br />
California Resource Recovery Association<br />
13223 Black Mountain Road<br />
Commission of European Communities<br />
DG XI<br />
200 rue de la Loi<br />
6-1049 Brussels<br />
Belgium<br />
(32) 2.2357180<br />
FAX (32) 2.2351735<br />
Council on Plastics and Packaging in<br />
the Environment<br />
1275 K Street, NW Suite 300<br />
Washington, DC 20005<br />
(202) 789-1310<br />
DAVR GmbH (Aluminum)<br />
Heerdter Sandberg 30<br />
4000 Duesseldorf 11<br />
Germany<br />
(0) 221 556 04 55<br />
FAX (0) 221 556 04 35<br />
Dow ChemicaVSealed Air Recycle Program<br />
(201) 703-5500<br />
DSD - Duales System Deutschland und Grune Punkt<br />
Rochusstrasse 2-6<br />
5300 Bonn 1<br />
BOX 1-300 Germany<br />
San Diego, CA 92129 (49) 226.97.92.0<br />
FAX (49) 228.97.92.190<br />
Appendix A. PubllWtlOnS and Organizations 77
Earthworm (recycling programs)<br />
186 South St.<br />
Boston, MA 02111<br />
(617) 426-7344<br />
Environment Canada<br />
Solid Waste Management Division<br />
Office of Waste Management<br />
Ottawa, Ontario<br />
Canada<br />
KIA OH3<br />
(819) 953-1100<br />
FAX (819) 997-3068<br />
Environmental Defense Fund<br />
257 Park Ave. South<br />
New York, NY 10010<br />
(212) 505-2100<br />
Environmental Protection Agency (EPA)<br />
401 M. Street, SW (OS-301)<br />
Washington, DC 20460<br />
(202) 260-4489<br />
Expanded Polystyrene System (EPSY)<br />
Fellnerstrasse 5<br />
6000 Frankfurt-am-Main<br />
Germany<br />
(211) 890-3245<br />
(211) 890-3251 FAX<br />
Fibre Box Association (FBA)<br />
2850 Golf Road<br />
Rolling Meadows, IL 60008<br />
(312) 364-9600<br />
Flexible Packaging Association<br />
1090 Vermont Ave NW Suite 500<br />
Washington D. C. 20005<br />
202-842-3880<br />
Franklin Associates, Ltd<br />
4121 West 83rd St. Suite 108<br />
Prarie Village, Kansas 66208<br />
913-649-2225<br />
78 Environmental Packaging <strong>Guidelines</strong><br />
Glass Packaging Institute<br />
1801 K Street<br />
Washington, D.C. 20006<br />
(202) 887-4850<br />
Green Cross Certification Company<br />
1611 Telegraph Ave., Suite Ill1<br />
Oakland, California 94612-2113<br />
510-832-1415<br />
Green Seal<br />
1875 Connecticut Ave., NW<br />
Suite 300A<br />
Washington, DC 20009<br />
Institute for Local Self Reliance<br />
2425 18th St. N.W.<br />
Washington, DC 20009<br />
(202) 232-4108<br />
International Chamber of Commerce<br />
The world business organization<br />
Environmental Affairs<br />
38, Cows Albert ler<br />
75008 Paris<br />
France<br />
(33)(1) 49-53-28-28<br />
FAX (33)(1) 42-25-86-63<br />
INTERSEROH AG (Corrugated)<br />
Postfach 900 640<br />
Industriestr. 11<br />
5000 Koeln 90<br />
Germany<br />
(0) 22 03 17 04 0<br />
FAX (0) 22 03 17 04 17<br />
Keep America Beautiful<br />
9 West Broad Street<br />
Stamford, CT 06902<br />
203-323-8987
NASPO<br />
Council of State Governments<br />
Iron Works Pike<br />
Lexington, KY 40578<br />
National Association for Plastic Container Recovery<br />
4828 Parkway Plaza Boulevard<br />
Suite 260<br />
Charlotte, NC 28217<br />
(704) 357-3250<br />
National Polystyrene Recycling Company<br />
Hayward, CA - (510) 429-1076<br />
Corona, CA - (714) 736-7040<br />
Chicago, IL - (312) 568-1221<br />
Bridgeport, NJ - (609) 467-9377<br />
National Recycling Coalition, Inc.<br />
1101 30th Street NW Suite 305<br />
Washington, D.C. 20337<br />
(202) 625-6406<br />
National Solid Waste Management Association<br />
1730 Rhode island Ave. M.W.<br />
Suite loo0<br />
Washington, D.C. 20036<br />
(202) 861-0708<br />
National Wooden Pallet and Container<br />
Association (NWPCA)<br />
1800 North Kent St. Suite 911<br />
Arlington, VA 22209-2109<br />
(703) 527-7667<br />
Northern California Recycling Association<br />
P.O. Box 5581<br />
Berkeley, CA 94705<br />
(415) 547-1074<br />
Partnership for Plastics Progress (PPP)<br />
(202) 371-5319<br />
Plastics Recycling Foundation<br />
1275 K St. N.W. Suite 400<br />
Washington, DC 20005<br />
(202) 371-5212<br />
Polymer Recovery Services<br />
(408) 748-9715<br />
Polystyrene Packaging Council<br />
1025 Connecticut Avenue, NW Suite 515<br />
Washington, DC 20036<br />
(em) 944-8448<br />
FAX (202) 331-0250.<br />
Pro-Environmental Packaging Council<br />
(212) 371-2200<br />
Re-Source America<br />
507 Lakeside Drive<br />
Southhamton, PA 18966<br />
(800) 542-8282.<br />
Recycling Council of Ontario489 College Street<br />
Suite 504<br />
Toronto, Ontario<br />
Canada<br />
M6G lA5<br />
(416) 960-1025 or 1-800-263-2849<br />
Renew America<br />
1400 16th St. M.W.<br />
Suite 700<br />
Washington, D.C. 20036<br />
(202) 232-2252<br />
Northeast Industrial Waste Exchange<br />
90 Presidential Plaza Suite 122<br />
RESY GmbH<br />
Hilperstrasse 22<br />
Syracuse, NY 13202 W-6100, Darmstadt<br />
(315) 422-6572 Germany<br />
Appendix A. Publications and Organizations 79
Semicycle (IC tubes, etc. recycling)<br />
(512) 339-4229<br />
(512) 339-8121 FAX<br />
Society of Plastics Institute<br />
1275 K. Street, NW Suite 400<br />
Washington, DC 20005<br />
(202) 371-5200<br />
The Society of the Plastics Industry, Inc.<br />
Council for Solid Waste Solution<br />
1275 K Street, NW Suite 400<br />
Washington, DC 20005<br />
(202) 371-5319<br />
FAX (202) 371-5679<br />
Southeast Waste Exchange<br />
Urban Institute<br />
University of North Carolina<br />
Charlotte, NC 28223<br />
(704) 547-2307<br />
The Vinyl Institute<br />
Wayne Interchange Plaza II<br />
155 Route 46 West<br />
Wayne, NJ 07470<br />
(201) 890-9299<br />
(201) 890-7029 FAX<br />
80 Environmental Packaglng <strong>Guidelines</strong><br />
TNO Centre for Packaging Research<br />
Schoemakerstraat 97<br />
P.O. Box 6034<br />
2600 JA Delft<br />
The Netherlands<br />
(31) 15-69-62-80<br />
FAX (31) 15-69-64-87<br />
US. Council for International Business<br />
Environmental Affairs<br />
1212 Avenue of the Americas<br />
New York, NY 10036<br />
(212) 354-4858<br />
FAX (212) 575-0327<br />
VGK (Plastics Packaging)Kaiser-Friedrich-Promenade<br />
6380 Bad Homburg<br />
Germany<br />
(0) 6172 250 01<br />
FAX (0) 6172 251 02<br />
Waste Fibre Recovery<br />
1900 West Winton Avenue<br />
Hayward, CA 94545<br />
(510) 732-9663<br />
Waste Recyclers Council<br />
Suite 1000<br />
Washington D. C. 20036<br />
(202) 659-4613
Appendix 6. Glossary of Terms<br />
The following glossary of terms has been compiled from a number of sources. The source from which<br />
a term was derived is referenced with parentheses, ( ), and is identified in Table 12 on page 105.<br />
AERATION associated with nutrient-rich run-off from<br />
the process of exposing a bulk material,<br />
composting facilities or landfills. (7)<br />
such as compost, to air, or of charging a<br />
liquid with a gas or a mixture of gases. (2)<br />
forced aeration refers to the use of<br />
blowers in compost piles. (7)<br />
ANAEROBIC DIGESTION<br />
the breakdown of organic components by<br />
microbial components in the absence of<br />
oxwen. ._ (1) ..<br />
AEROBIC DIGESTION<br />
the breakdown of organic components by<br />
microbial action in the presence of oxygen.<br />
See Anaerobic Digestion (I)<br />
ANAEROBIC RESPIRATION<br />
a type of respiration among some bacteria<br />
in which an inorganic oxidant (N03, 504)<br />
other than oxygen is used. (1)<br />
AEROBIC RESPIRATION<br />
the oxidation of organic compounds by<br />
oxygen. (1)<br />
ANAEROBIC<br />
a biochemical process or condition occurring<br />
in the absence of oxygen. (7)<br />
AEROBIC<br />
a biochemical process or condition occurring<br />
in the presence of oxygen. (7)<br />
AQUIFER<br />
a water-bearing formation that provides a<br />
ground water reservoir. (1)<br />
AFPA<br />
American Forest Paper Association formerly<br />
American Paper Institute (API).<br />
ASH inorganic residue remaining after ignition<br />
of combustible substances. Quantity determined<br />
by definite prescribed methods. Ash<br />
may not be identical, in composition or<br />
quantlty, with the inorganic substances<br />
present in the material before ignition.(l)<br />
AIR CLASSIFICATION<br />
a process in which a stream of air is used<br />
to separate mixed material according to<br />
the size, density, and aerodynamic drag of<br />
the pieces. (7)<br />
AIR POLLUTANT<br />
a substance that, when present in the<br />
atmosphere in large enough concentrations,<br />
adversely affects the environment.<br />
(2)<br />
AIR POLLUTION<br />
an impaired condition of the atmosphere<br />
that results because certain substances<br />
present in it are too numerous or are of a<br />
noxious character. (2)<br />
AIR QUALITY STANDARDS<br />
---laualshalow which a specific substance or<br />
combination of substances must be kept in<br />
the atmosphere as established by legis-<br />
lation. (2)<br />
ALGAL BLOOM<br />
population explosion of algae (simple one-<br />
celled or many-celled, usually aquatic,<br />
plants) in surface waters. Algal blooms are<br />
AUDIT<br />
the inspection of ail or portions of a<br />
process to assure conformance to the<br />
specified requirements involved.<br />
BACK-END-RECOVERY<br />
an engineered system that provides for collection<br />
of discrete reusable materials from<br />
mixed wastes which have been burned or<br />
treated. (1)<br />
BACK-END-SYSTEM<br />
a combination of system components that<br />
changes the chemical properties of the<br />
waste and/or converts its components into<br />
energy or compost. See front end-system<br />
(1)<br />
BAGHOUSE<br />
an municipal waste combustion facility air<br />
emission control device consisting of a<br />
series of fabric filters through which MWC<br />
flue gases are passed to remove<br />
particulates prior to atmospheric<br />
dispersion. (7)<br />
Appendix B. Glossary of Terms 81
BALER<br />
a machine used to compress recyclables<br />
into bundles to reduce volume. Balers are<br />
often used on newspaper, plastics, and<br />
corrugated cardboard. (7)<br />
BIOCHEMICAL OXYGEN DEMAND (BOD)<br />
a measure of the amount of oxygen used<br />
by micro-organisms to break down organic<br />
waste materials in water. (1)<br />
BIODEGRADABILITY<br />
the ability of the physical and/or chemical<br />
structure of a compound to be substantially<br />
broken-down by microorganisms<br />
within a specified period of time under<br />
defined environmental exposure conditions.<br />
BIODEGRADABLE MATERIAL<br />
waste material which is capable of being<br />
broken down by microorganisms into<br />
simple, stable compounds such as carbon<br />
dioxide and water. Most organic wastes,<br />
such as food wastes and paper, are<br />
biodegradable. (7)<br />
BIODEGRADABLE<br />
That which is able to be decomposed by<br />
bacterial action. 2. A physical and/or<br />
chemical structure of a material capable of<br />
being Incorporated into the environmental<br />
processes through the action of<br />
microorganisms. (1)<br />
BlOGASlFlCATlON<br />
a resource recovery process for the<br />
extraction of methane resulting from<br />
anaerobic decomposition of organic material.<br />
(1)<br />
BIOLOGICAL OXYGEN DEMAND (BOD)<br />
the quantity of dissolved oxygen needed to<br />
satisfy the metabolic requirements of<br />
microorganisms living in water where there<br />
is a lot of organic material. Industrial<br />
effluents high in organic substances create<br />
a high BOD in the receiving water, thereby<br />
reducing oxygen levels in that water.<br />
BOllLE BILL<br />
a law requiring deposits on beverage containers<br />
(see Container Deposit Legislation).<br />
(7)<br />
BROKER<br />
an individual or group of individuals that<br />
act as an agent or intermediary between<br />
the sellers and buyers of recyclable materials.<br />
(7)<br />
82 Envlronmental Packaging <strong>Guidelines</strong><br />
BTU (Brltlsh Thermal Unit)<br />
used as a unit of measure for the amount<br />
of energy a given material contains (e&<br />
energy released as heat during combustion<br />
is measured in Btu's. Technically, one Btu<br />
Is the quantity of heat required to raise the<br />
temperature of one pound of water one<br />
degree Fahrenheit. (7)<br />
BUFFER ZONE<br />
neutral area which acts as a protective<br />
barrier separating two conflicting forces.<br />
An area which acts to minimize the impact<br />
of pollutants on the environment or public<br />
welfare. For example, a buffer zone is<br />
established between a composting facility<br />
and neighboring residents to minimize<br />
odor problems. (7)<br />
BULKING AGENT<br />
a material used to add volume to another<br />
material to make it more porous to air flow.<br />
For example, municipal solid waste may<br />
act as'a bulking agent when mixed with<br />
water treatment sludge. (7)<br />
BULKY WASTE<br />
large items of refuse including, but not<br />
limited to, appliances, furniture, large auto<br />
parts, non-hazardous construction and<br />
demolition materials, trees, branches and<br />
stumps which cannot be handled by normal<br />
solid waste processing, collection and disposal<br />
methods. (7)<br />
BURNING RATE<br />
the quantity of material per unit time<br />
charged to a furnace, or the amount of heat<br />
released during combustion. A rate usually<br />
expressed in pounds of material per<br />
square foot of burning area per hour or in<br />
B.T.U. per square foot of burning area per<br />
hour. (I)<br />
BUY-BACK CENTER<br />
a facility where individuals bring<br />
recyclables in exchange for payment. (7)<br />
CARCINOGEN<br />
any agent- biological, chemical, radioactive,<br />
that causes cancer.<br />
CARDBOARD<br />
term erroneously used by some of the<br />
public as a synonym for paperboard or<br />
corrugated. Not a recognized term in container<br />
materials.
CELLULOSIC<br />
a substance made of plant parts including<br />
Wood.<br />
CENTRALIZED YARD WASTE COMPOSTING<br />
system utilizing a central facility within a<br />
politically defined area with the purpose of<br />
composting yard wastes. (7)<br />
CLASS I SOLID WASTE DISPOSAL AREA<br />
a disposal facility which receives an<br />
average of 20 tons or more per day, if<br />
scales are available, or 50 cubic yards or<br />
more per day of solid waste, as measured<br />
in-place, afIer covering, and which receives<br />
an initial cover daily. (4)<br />
CLASS II SOLID WASTE DISPOSAL AREA<br />
a disposal facility which receives an<br />
average of less than 50 cubic yards per<br />
day of solid waste, as measured in-place,<br />
after covering, and which receives an initial<br />
mer at least once every 4 days. (4)<br />
CLEAN AIR ACT<br />
Ad passed by Congress to have the air<br />
"safe enough to protect the public's health"<br />
by May 31, 1975. Required the setting of<br />
National Ambient Air Quality Standards<br />
(NAAQS) for major primary air pollutants.<br />
(7)<br />
CLEAN WATER ACT<br />
Ad passed by congress to protect the<br />
nation's water resources. Requires €PA to<br />
establlsh a system of national effluent<br />
standards for major water pollutants,<br />
requires all municipalities to use secondary<br />
sewage treatment by 1988, sets<br />
interim goals of making all US. waters safe<br />
for fishing and swimming. allows point<br />
source discharges of pollutants into<br />
waterways only with a permit from EPA,<br />
requires all industries to use the best practicable<br />
technology (BPT) for control of conventional<br />
and non-conventional pollutants<br />
and to use the best available teChnOlOgy<br />
(BAT) that is reasonable or affordable. (7)<br />
CLEANED .STEEL CANS<br />
tin coated or tin free, hydraulically or<br />
mechanically compressed to the size,<br />
Weight and shape requirements of the customer.<br />
May include aluminum tops of<br />
beverage cans, but must be free of aluminum<br />
cans, loose tin or terne plate, dirt,<br />
garbage, non-ferrous metals (except for<br />
.<br />
those used in can construction), and non-<br />
metallics of any kind. (1)<br />
COCOMPOSTING<br />
simultaneous composting of two or more<br />
diverse waste streams. (7)<br />
COAL EQUIVALENT OF FUEL<br />
the quantity of coal of stated which would<br />
be required to supply the B.T.U. equivalent<br />
to the comparative fuel(s). The B.T.U.<br />
content of fuels is generally divided by the<br />
representative heating value of coal (I)<br />
COATED PAPER<br />
paper with a surface that has been treated<br />
with clay or other materials.<br />
COATING<br />
a paint, varnish, lacquer or other finish<br />
used to create a protective and/or<br />
decorative layer.<br />
COLLECTION<br />
the Organized removal of accumulated<br />
containerized solid waste from the generating<br />
source.<br />
Types:<br />
CONTRACT COLLECTION<br />
Collection of solid waste carried out in<br />
accordance with a written agreement in<br />
which the rights and duties of the contractual<br />
parties are set forth.<br />
CURB COLLECTION<br />
Collection of solid waste from containers<br />
placed adjacent to a thoroughfare.<br />
FRANCHISE COLLECTION<br />
Collection made by a private firm that is<br />
given exclusive right to collect for a fee<br />
paid by customers in a specific territory<br />
or from specific types of customers.<br />
MUNICIPAL COLLECTION<br />
Collection of solid waste by public<br />
employees and equipment under the<br />
supervision and direction of municipal<br />
authorities.<br />
PRIVATE COLLECTION<br />
Collection of solid waste by individuals<br />
or companies from residential, commercial,<br />
or industrial premises; the arrangements<br />
for the service are made directly<br />
between the owner or occupier of the<br />
premises and the collector. (1)<br />
Appendix E. Glossary of Terms 83
COLLECTOR PARTICULATE<br />
Types:<br />
BAG-FILTER<br />
a filter in which the medium is a fabric<br />
cylindrical bag.<br />
CYCLONE<br />
an inlet gas stream is made to move<br />
vortically; centrifugal forces tend to drive<br />
suspended particles to the wall of the<br />
cyclone.<br />
DUST<br />
any device used to remove particulate<br />
from a gas stream.<br />
FLY ASH<br />
removes fly ash from combustion gases.<br />
MECHANICAL<br />
inertial and gravitational forces separate<br />
dry dust from gas.<br />
MULTICYCLONE<br />
an assembly of cyclone tubes operating<br />
in parallel. (1)<br />
COLLECTOR<br />
handles the collection of post-consumer<br />
recyclables in any of several ways-<br />
curbside collection, operation of community<br />
drop-off sites, or management of commu-<br />
nity, municipal or regional recycling<br />
centers.<br />
COMBUSTIBLE WASTE<br />
discarded material capable of combustion<br />
includes paper, COrrUgated fiberboard,<br />
cartons, wood, boxes, excelsior, plastic,<br />
rags, bedding, leather, trimmings, household<br />
waste. (1)<br />
COMBUSTION GASES<br />
the mixture of gases and vapors produced<br />
by combustion. (2)<br />
COMBUSTION<br />
the rapid chemical reaction of oxygen with<br />
a substance which results in the evolution<br />
of heat and usually light. (1)<br />
COMMERCIAL WASTE,<br />
waste materials originating in wholesale,<br />
retail, institutional, or service establishments<br />
such as office buildings, stores,<br />
markets, theaters, hotels and warehouses.<br />
(7)<br />
04 Environmental Packaging <strong>Guidelines</strong><br />
COMMINGLED PLASTIC<br />
a mixture of plastics, the components of<br />
which may have widely differing properties.<br />
(5)<br />
COMMINGLED RECYCLABLES<br />
A mixture of several recyclable materials<br />
into one containers. (7)<br />
COMPACT<br />
to reduce size or dimensions or increase<br />
density without adding or Subtracting<br />
matter. (I)<br />
COMPACTION RATIO<br />
the volume a package occupies after<br />
undergoing a standardized test which is<br />
representative of conditions in municipal<br />
landfills divided by its original volume as<br />
manufactured.<br />
COMPACTOR<br />
power-driven device used to compress<br />
materials to a smaller volume. (7)<br />
COMPOST<br />
the relatively stable decomposed organic<br />
material resulting from the composting<br />
process. Also referred to as humus. (7)<br />
COMPOSTABLE<br />
capable of undergoing physical. chemical,<br />
thermal, and biOlOgiCal decomposition in a<br />
compost facility such that the finished<br />
compost ultimately mineralizes into carbon<br />
dioxide, water, and biomass, leaving no<br />
distinguishable, persistent, synthetic, or<br />
toxic residues.<br />
COMPOSTING<br />
Types:<br />
MECHANICAL<br />
the material is continuously mechanically<br />
mixed and aerated.<br />
VENTILATED CELL<br />
the material is mixed and aerated by<br />
being dropped through a vertical series<br />
of ventilated cells.<br />
WINDROW<br />
the material is placed in open-air<br />
windrows, piles, or ventilated bins or pits<br />
and is occasionally turned or mixed. The<br />
process may be anaerobic or aerobic. (I)<br />
COMPOSTING<br />
1. The process of deCOmpOSing organic<br />
matter by microorganisms. 2. The con-
. ~<br />
trolled biOlOgiCal decomposition of organic<br />
solid waste under aerobic conditions. (7)<br />
COMPUTER PRINTOUT PAPER<br />
consists of white sulphite or sulfate papers<br />
in forms manufacture for use in data processing<br />
machines. This grade may contain<br />
colored stripes andlor computer printing,<br />
and may contain not more than 5% of<br />
groundwood in the packing. All stock must<br />
be untreated and uncoated. (1)<br />
CONEG<br />
Coalition of Northeastern Governors,<br />
representing: Connecticut. Maine,<br />
Massachusetts, New Hampshire, New<br />
Jersey, New York. Pennsylvania, Rhode<br />
Island, and Vermont.<br />
CONFORMANCE METHODS<br />
approaches used to obtain the stipulated or<br />
specified requirements.<br />
CONSTRUCTION AND DEMOLITION WASTES<br />
waste building materials and rubble<br />
resulting from construction, remodeling,<br />
repair and demolition operations on<br />
houses, commercial buildings. pavements<br />
and other structures. (1)<br />
CONSUMER WASTE<br />
materials which have been used and discarded<br />
by the buyer, or consumer, as<br />
opposed to wastes or scrap created in the<br />
manufacturing process.<br />
CONTAINER DEPOSIT LEGISLATION<br />
laws that require monetary deposits to be<br />
levied on beverage containers. The money<br />
is returned to the consumer when the containers<br />
are returned to the retailer. Also<br />
called "Bottle Bills." (7)<br />
CONTAMINANT<br />
that which contaminates or makes impure<br />
by contact or mixture and effects a material's<br />
properties. Non-homogeneous materials<br />
which corrupts the recycling or<br />
reprocessing of another material (Le.,<br />
paper and adhesives are contaminants of<br />
jiki5E foam'fecycli n g process).<br />
CORRUGATED<br />
the structure formed by one corrugated<br />
inner member glued between two flat<br />
facings (singlewall corrugated).<br />
CRADLE TO GRAVE<br />
an expression to indicate consideration<br />
from the point of initial conception of a<br />
packaging material or design through its<br />
entire useful life and eventual disposal.<br />
This disposal may be after many successful<br />
reuses and then hopefully by being put into<br />
an effective recycling channel.<br />
CURBSIDE COLLECTION<br />
programs where recyclable materials are<br />
collected at the curb, offen from special<br />
containers, to be brought to various processing<br />
facilities. (7)<br />
CUlTlNGS<br />
consists of baled new cuttings of<br />
paperboard such as are used in the manufacture<br />
of folding paper cartons, set-up<br />
boxes and similar boxboard products.<br />
DECOMPOSITION<br />
1. The reduction ofthe net energy level and<br />
Change in chemical composition of organic<br />
matter, as by microorganisms (2). 2.<br />
Breaking down into component parts or<br />
basic elements. (7)<br />
DEGLASSER<br />
a separator used to remove small particles<br />
of glass, metal and other products from<br />
compost. In addition, it utilizes a pulsed,<br />
rising column of air to separate heavy<br />
items contained in compost. (1)<br />
DEGRADABLE<br />
capable of undergoing a Change in chemical<br />
structure under specific environmental<br />
conditions that result in loss of properties<br />
that may vary as measured by standard<br />
test methods appropriate to a material and<br />
its application in a period of time that<br />
determines its classification.<br />
DEINK<br />
to remove ink, flller and other extraneous<br />
materials from reusable paper by mechanical,<br />
hydraulic and chemical treatment. (1)<br />
DENSE MEDIA SEPARATION<br />
a separation process of non-ferrous metals<br />
from other large particles such as rubber,<br />
plastic, bone or leather, using a fluid solution<br />
with a specific gravity about twice<br />
that of water. The metal fraction sinks in<br />
the solution while other materials float. (1)<br />
DENSIFIED REFUSE-DERIVED FUEL (d-RDF)<br />
a refuse-derived fuel that has been processed<br />
to produce briquettes, pellets, or<br />
cubes. (7)<br />
Appendlx 6. Glossary of Terms 85
DIOXIN<br />
I. General term applied to any of 75 struc-<br />
turally related chlorinated compounds, the<br />
most toxic of which is 2,3,7,8 -<br />
tetrachlorodi benzo-p-dioxin (TCDD). 2.<br />
Heterocyclic hydrocarbons that occur as<br />
toxic Impurities, especially in herbicides.<br />
(7)<br />
DISPOSABLE<br />
a disposable package is one that will be<br />
discarded afler one use.<br />
DISPOSAL<br />
Types:<br />
OCEAN<br />
deposition of waste into an ocean or<br />
estuarine body of water.<br />
ON-SITE<br />
utilization of methods or processes to<br />
eliminate or reduce volume of solid<br />
waste on the property of the generator.<br />
WASTE<br />
an orderly process of discarding useless<br />
or unwanted material. (1)<br />
DISPOSAL<br />
the discharge, deposit, injection, dumping,<br />
spilling, leaking. or placing of any solid<br />
waste or hazardous waste into or upon any<br />
land or water so that such solid waste or<br />
hazardous waste or any constituent thereof<br />
may enter other lands or be emitted into<br />
the air or discharged into any waters<br />
InClUding ground waters, or otherwise<br />
enter the environment. (4)<br />
DIVERSION RATE<br />
a measure of the amount of waste material<br />
being diverted for recycling compared with<br />
the total amount that was previously<br />
thrown away. (7)<br />
DOMESTIC REFUSE<br />
solid wastes which normally originate in<br />
residential household or multifamily units.<br />
See Solid Waste (I)<br />
DROP-OFF CENTER<br />
a method of collecting recyclable or<br />
compostable materials in which the materials<br />
are taken by individuals to collection<br />
SlteS and deposited in to designated containers.<br />
(7)<br />
86 Environmental Packaging <strong>Guidelines</strong><br />
DUMP<br />
an unmonitored land area where unre-<br />
stricted unloading of refuse is done without<br />
requiring cover material to be spread. (As<br />
opposed to Landfill) (1)<br />
DUMPING FEE<br />
the charge for processing trash or solid<br />
waste at an incinerator or sanitary landfill.<br />
This Is usually done on a Weight basis but<br />
can also be on a volume or worst case<br />
basis.<br />
DUMPING<br />
an indiscriminate method of disposing of<br />
solid waste. (2)<br />
DUMPSTER<br />
a large metal movable container for the<br />
collection and transportation of trash for<br />
disposal usually to incinerators or sanitary<br />
landfills.<br />
ECOLOGY<br />
the science that deals with the interrelationships<br />
of organisms and their living<br />
and nonliving SUrrOUndingS. (1)<br />
ECOSYSTEM<br />
the interdependence of organisms and<br />
their surroundings. (1)<br />
EDDY CURRENT SEPARATOR<br />
a device which passes a varying magnetic<br />
field through feed material, thereby<br />
inducing eddy currents in the nonferrous<br />
metals present In the feed. The eddy currents<br />
counteract the magnetic field and<br />
exert a repelling force on the metals, separating<br />
them from the field and the<br />
remainder of the feed. (1)<br />
EFFLUENT SEEPAGE<br />
diffuse discharge onto the ground of liquids<br />
that have percolated through a mass: may<br />
contain dissolved or suspended materials.<br />
(1)<br />
EFFLUENT<br />
1. Any solid, liquid or gas which enters the<br />
environment as a by-product of a manoriented<br />
process. The substances that flow<br />
out of a designated source (1). 2. The<br />
liquid waste of sewage and industrial processing.<br />
Also known as discharge liquor.<br />
ELECTRODYNAMIC SEPARATOR<br />
utilizes a rotating drum or other moving<br />
pole in place of one or more fixed charged<br />
plates (poles). Can be used to separate
electrical conductive material (e.g., non-<br />
ferrous metal) from nonconductive material<br />
(e.g.. organics). (1)<br />
ELECTRONICOPTICAL SORTER<br />
separates glass from stones and pieces of<br />
ceramics: sorts the glass according to<br />
color. Photoelectric detector determines<br />
the color or opacity of the material and<br />
blasts of air deflect the pieces into the<br />
proper containers. (1)<br />
ELECTROSTATIC PRECIPITATOR<br />
device for removing particulate matter from<br />
MWC facility air emissions. It works by<br />
causing the particles to become<br />
electrostatically charged and then<br />
attracting them to an oppositely charged<br />
plate, where they are precipitated out of<br />
the air. (7)<br />
ELECTROSTATIC SEPARATOR<br />
a device utilizing the principle that electrical<br />
conductors lose an induced static<br />
charge faster than insulators. In this way,<br />
an electrostatic sorter can separate conducting<br />
materials (e.g., aluminum) from<br />
non-conducting ones (e.g.. glass) afler the<br />
particles are charged in a high voltage<br />
direct current electrical field. (I)<br />
ELUlRlATlON<br />
a process wherein materials are separated<br />
according to differences in their densities<br />
andlor shapes in a counter- current stream<br />
of a fluid, usually water, gas or air. (1)<br />
EMISSION STANDARD<br />
a rule or measurement established to regulate<br />
or control the amount of a given constituent<br />
that may be discharged into the<br />
outdoor atmosphere. (I)<br />
EMISSION<br />
1. Discharge of a gas into atmospheric circulation<br />
(7). 2. Material released into the<br />
air either by a discrete source (primary<br />
emission) or as a result of a photochemical<br />
reaction or chain of reactions (secondary<br />
~- emissinn)--The.total of substances<br />
exhausted into the atmosphere. (I)<br />
EMULSION<br />
a liquid that is a mixture of liquids that do<br />
not dissolve in each other. in an emulsion,<br />
one of the liquids contains minute droplets<br />
of the other, which are evenly distributed<br />
throughout.<br />
END PRODUCT<br />
any finished item which is not modified<br />
prior to serving its intended end use. (5)<br />
END-PRODUCT MANUFACTURER<br />
produces from recycled material either a<br />
finished product or a component for a finished<br />
product.<br />
ENERGY RECOVERY PROCESSES<br />
I. Processes that recover the energy<br />
content of combustible wastes directly by<br />
burning, or indirectly by being converted to<br />
another fuel form such as gas or oil (1). 2.<br />
Conversion of waste energy. generally<br />
through the combustion of processed or<br />
raw refuse to produce steam. See also<br />
Incineration (7).<br />
ENERGY RECOVERY<br />
energy resource recovery where a part, or<br />
all, of the waste stream is processed to<br />
utilize its heat content to produce hot air,<br />
hot water, steam, electricity, synthetic fuel<br />
or other useful energy forms. (1)<br />
ENTERPRISE FUND<br />
a fund for a specific purpose that is selfsupporting<br />
from the revenue it generates.<br />
(7)<br />
ENVIRONMENT<br />
the conditions, circumstances, and influ-<br />
ences SUrrOUnding and affecting the devet-<br />
opment of an organism(s). (I)<br />
ENVIRONMENTALLY RESPONSleLE<br />
the conscious act of choosing options<br />
which do not have a negative impact on<br />
the environment.<br />
ENVIRONMENTAL SYSTEM<br />
the interaction of an organism or group of<br />
organisms with its natural and manmade<br />
surroundings. (1)<br />
EPA United States Environmental Protection<br />
Agency<br />
EXTRACTION<br />
the separation of specific constituents from<br />
a matrix of solids or a solution, employing<br />
mechanical andlor chemical methods. Also<br />
see recovery (t)<br />
EXTRANEOUS ASH<br />
after combustion, that portion of the<br />
residue (ash 8, non-combustible) which is<br />
derived from entrained materials which<br />
Appendlx 8. Glossary of Terms 8'1
were mixed with the combustible material.<br />
Also see inherent ash (1)<br />
EXTRUDER<br />
a machine producing a densified product<br />
by forcing the material under pressure,<br />
through a die, into the desired shapes or<br />
form. (1)<br />
FACULTATIVE<br />
able to live and grow with or without free<br />
oxygen. (1)<br />
FERROUS METALS<br />
metals that are derived from iron. They can<br />
be removed using large magnets at separation<br />
facilities. (7)<br />
FERROUS<br />
pertaining to or derived from iron. (I)<br />
FILL deposits made by man of natural soils<br />
and/or waste materials. See Sanitary<br />
Landfill. (1)<br />
FILTER BAG<br />
a device designed to remove particles from<br />
a carrier gas or air by passage of the gas<br />
through a porous (fabric) medium. (I)<br />
FLINT GLASS CULLET<br />
a particulate glass material that contains<br />
no more than 0.1 weight YO Fe03 or<br />
0.0015 weight % Cr203 as determined by<br />
chemical analysis. (1)<br />
FLINT GLASS<br />
a lead-containing colorless glass. (1)<br />
FLOW CONTROL<br />
a legal or economic means by which waste<br />
is directed to particular destinations. For<br />
example, an ordinance requiring that<br />
certain wastes be sent to a combustion<br />
facility is waste flow control. (7)<br />
FLUE DUST<br />
solid particles carried in the products of<br />
combustion. (1)<br />
FLUE GAS WASHER OR SCRUBBER<br />
equipment for removing objectionable constituents<br />
from the products of combustion<br />
by means of spray, wet baffles, etc. (1)<br />
FLUE GAS<br />
exhaust gas from a combustion process.<br />
(1)<br />
FLY ASH (flyash)<br />
small, solid particles of ash and soot generated<br />
when coal, oil, or waste materials<br />
88 Environmental Packaging <strong>Guidelines</strong><br />
are burned. Fly ash is suspended in the<br />
flue gas afler combustion and is removed<br />
by the pollution control equipment. (7)<br />
FLY ASH COLLECTOR<br />
equipment for removing fly ash<br />
(particulates) from the combustion gases<br />
prior to their discharge to the atmosphere.<br />
(1)<br />
FOOD WASTE<br />
animal and vegetable waste resulting from<br />
the handling, storage, preparation, cooking<br />
and serving of foods; commonly called<br />
garbage. (1)<br />
FRONT-END RECOVERY<br />
mechanical processing of as-discarded<br />
solid wastes into separate constituents.<br />
See back-end system (1)<br />
FRONT-END SYSTEM OR PROCESS<br />
size reduction, separation and/or physical<br />
modification of solid wastes to afford practical<br />
use or reuse. (1)<br />
FURAN<br />
general term applied to any of over 200<br />
structurally related chlorinated compounds,<br />
the most toxic of which is 2,3.7,8 -<br />
tetrachlorodibenzo - furan (TCDF), thought<br />
to be one- tenth as toxic as (TCDD)<br />
FURNISH<br />
A form or collection of raw material or<br />
components for use in the manufacture of<br />
subsequent products.<br />
GARBAGE<br />
spoiled or waste food that is thrown away,<br />
generally defined as wet food waste. It is<br />
used as a general term for all products discarded.<br />
(7)<br />
GASES. COMBUSTION<br />
gases resulting from combustion which<br />
may contain water vapor and excess or<br />
dilution air in addition to CO2, and soot particles.<br />
(I)<br />
GASIFICATION<br />
the process whereby carbonaceous solid<br />
or liquid matter is converted to gases, e.g.,<br />
carbon dioxide, methane, or ammonia. (I)<br />
GENERATION, refuse<br />
the act or process of producing solid<br />
waste. (I)
7<br />
GLASS CONTAINER<br />
general term applied to glass bottles and<br />
jars. Also includes beverage containers<br />
such as food, Ilquor, wine, beer, son drinks,<br />
medical, toiletries, and chemicals.<br />
GLASS, FLAT<br />
category Including sheet or window glass,<br />
plate glass, and laminated glass.<br />
GLASS<br />
an inorganic product of fusion that has<br />
cooled to a rigid condition without Crystallizing.<br />
Typically hard and brittle, and<br />
having a conchoidal fracture. It may be<br />
colorless or colored, and transparent to<br />
opaque. Masses or bodies of glass may be<br />
made colored, translucent or opaque by<br />
the presence of dissolved, amorphous, or<br />
crystalline materials. When a specific kind<br />
of glass Is Indicated, descriptive terms as<br />
flint glass, barium glass. and window glass<br />
should be used following the basic definition,<br />
but the qualifying term is to be used<br />
as understood by trade custom. Objects<br />
made of glass are loosely and popularly<br />
referred to as glass; such as glass for a<br />
tumbler, a barometer, a window, a magnifier,<br />
or a mirror. (1)<br />
GLASS, PRESSED AND BLQWN<br />
glass category including a broad classi-<br />
fication of kitchen and tableware, art<br />
objects, noveity items and the like, lighting<br />
and electronic glassware, and insulation<br />
glassware, insulation and manufactured<br />
products using glass fibre. (1)<br />
GRAVITY SEPARATION<br />
concentration or separation of a mix of<br />
materials based on differences in specific<br />
gravity and sizes of materials. (1)<br />
GRINDING<br />
particle-size reduction by attrition andlor<br />
high-speed impact. (1)<br />
GROUND WATER<br />
water beneath the earth’s surface that 611s<br />
.. -~ ~- - ---tl&~taund.~pockets (known 8s aquifers)<br />
and moves between soil particles and rock,<br />
supplying wells and springs. (7)<br />
GROUNDWATER FLOW<br />
flow of water in an aquifer or soil. That<br />
portion of the discharge of a stream which<br />
is derived from QrOUndWater. (1)<br />
GROUNDWATER RUNOFF<br />
that part of the groundwater which is dis-<br />
charged into a stream channel as spring or<br />
seepage water. (1)<br />
GROUNDWATER, FREE<br />
groundwater in aquifers not bounded or<br />
confined by impervious strata. (1)<br />
HAMMERMILL<br />
1. A broad category of high-speed rotating<br />
equipment that uses pivoted or fixed<br />
hammers or cutters on a horizontal or vertical<br />
shaft to crush, grind, chip or shred<br />
materials (1). 2. A type of crusher or<br />
shredder used to break up waste materials<br />
into smaller pieces. (7)<br />
HAUL DISTANCE<br />
the distance a collection vehicle travels<br />
from its last pickup stop to the solid waste<br />
transfer station, processing facility, or sanitary<br />
landfill. The distance a vehicle travels<br />
from a solid waste transfer station or processing<br />
facility to a point of final disposal.<br />
The distance that cover materials must be<br />
transported from an excavation or stockpile<br />
to the working face of a sanitary landfill. (I)<br />
HAZARDOUS WASTE<br />
1. Waste material that may pose a threat to<br />
human health or the environment, the disposal<br />
and handling of which is regulated by<br />
federal law (7). 2. Waste that requires<br />
special precaution in its storage, coilection,<br />
transportation, treatment or disposal<br />
to prevent damage to persons or<br />
property. there are no universally<br />
accepted definitions for the term hazardous<br />
waste, and each country defines the term<br />
with its own criteria. In a general sense,<br />
however, hazardous wastes include<br />
explosive, flammable, volatile, radioactive,<br />
toxic and pathological wastes.<br />
HEAW METALS<br />
hazardous elements inClUding cadmium,<br />
chromium, mercury, and lead which may<br />
be found in the waste stream as part of<br />
discarded items such as batteries, lighting<br />
fixtures, colorants and inks. (7)<br />
HEAW-MEDIA SEPARATION<br />
separation of solids into heavy and light<br />
fractions in a fluid medium whose density<br />
lies between the fractions. (1)<br />
Appendix E. Glossary Of Terms 89
HEAVY-MEDIA SEPARATOR<br />
a unit process used to separate materials<br />
of differing density by "floaUsink" in a<br />
colloidal suspension of a finely ground<br />
dense mineral. This suspension, or media,<br />
usually consists of a water suspension of<br />
magnatite. galena or ferrosiiicon. (I)<br />
HIGH GRADE PAPER<br />
relatively valuable types of paper such as<br />
computer printout, white ledger, and tab<br />
cards. Also used to refer to industrial trimmings<br />
at paper milis that are recycled. (7)<br />
HUMUS<br />
organic materials resulting from decay of<br />
plant or animal matter. Also referred to as<br />
compost. (7)<br />
HYDROGEOLOGY<br />
the study of surface and subsurface water.<br />
(7)<br />
IMPERMEABLE<br />
resistant to the flow of water or other fluid.<br />
(1)<br />
IN-VESSEL COMPOSTING<br />
a composting method in which the compost<br />
is continuously and mechanically mixed<br />
and aerated in a.large, contained area. (7)<br />
INCINERATION<br />
1. A waste disposal technology of the<br />
thermal destruction type. In incineration,<br />
combustion of wastes in the presence of<br />
excess oxygen produces water, carbon<br />
dioxide and ash, as well as noncombustible<br />
residuals. If combustion is<br />
incomplete, other organic by-products may<br />
occur. 2. The controlled process by which<br />
solid, liquid, or gaseous combustible<br />
wastes are burned and changed into<br />
gases; with the residue produced containing<br />
little or no combustible materials.<br />
(2)<br />
INCINERATOR ASH<br />
the remnants of solid waste after com-<br />
bustion, including non-combustibles (e.g..<br />
metals) and soot. (7)<br />
INCINERATOR GASES<br />
combustion gases which may contain water<br />
vapor and excess or dilution air added<br />
afler the combustion chamber. (1)<br />
INCINERATOR<br />
types:<br />
90 Envlronmental Packaging <strong>Guidelines</strong><br />
CENTRAL<br />
a conveniently located facility that burns<br />
solid waste collected from many different<br />
sources.<br />
CHUTE FED<br />
charged through a chute that extends<br />
one or more floors above the furnace<br />
grate.<br />
COMMERCIAL<br />
a predeslgned, shop-fabricated unit possibly<br />
shipped assembled as a package,<br />
for consuming general refuse.<br />
INDUSTRIAL<br />
an incinerator specifically designed to<br />
burn a particular industrial waste,<br />
usually under 2 tons per hour (50tpd).<br />
MUNICIPAL<br />
privately or publicly-owned, primarily<br />
designed and used to burn household<br />
and commercial solid wastes, usually<br />
over 2 tons per hour (+50tpd).<br />
ON-SITE<br />
burns waste on the property of the generator<br />
of the waste.<br />
RESIDENTIAL<br />
a predesigned, shop-fabricated and<br />
assembled unit, shipped as a package<br />
for individual dwellings.<br />
INCINERATOR<br />
1. An engineered apparatus used to burn<br />
waste substances and in which all the<br />
factors of combustion (temperature,<br />
retention time, turbulence, and com-<br />
bustion air) can be controlled (I). 2. A<br />
facility in which the combustion of solid<br />
waste takes place. (7)<br />
INDUSTRIAL PLASTIC SCRAP<br />
material originating from a variety of inpiant<br />
operations and which may consist of<br />
a single material or a blend of known composition.<br />
(5)<br />
INDUSTRIAL WASTE<br />
materials discarded from industrial operations<br />
or derived from manufacturing processes.<br />
(7)<br />
INERT MATERIAL<br />
materials lacking active thermal, chemical<br />
or geological properties. (1)
. . ~ .<br />
INFECTIOUS WASTE<br />
wastes such as those from a hospital or<br />
laboratory which may contain concentrated<br />
amounts of pathogens. (1)<br />
INHERENT ASH<br />
the portion of the ash of a material found<br />
affer combustion which is chemically<br />
bound to the molecules of the combustible,<br />
as distinguished from extraneous noncombustible<br />
materials from other sources<br />
or which may be mechanically entrained<br />
with the combustible. (I)<br />
INORGANIC WASTE<br />
waste composed of matter other than plant<br />
or animal (i.e., contains no carbon). (7)<br />
INSTITUTIONAL WASTE<br />
waste materials originating in schools, hospitals.<br />
prisons, research institutions and<br />
other public buildings. (7)<br />
INTEGRATED, SOLID WASTE MANAGEMENT<br />
a practice of using several alternative<br />
waste management techniques to manage<br />
and dispose of specific components of the<br />
municipal solid waste stream. Waste man-<br />
agement alternatives include source<br />
reduction, recycling, composting, energy<br />
recovery and 'landfilling. (7)<br />
INTEGRATED WASTE MANAGEMENT<br />
a system of handling wastes, within a hier-<br />
archy of disposal options in which the<br />
order of preference is often listed (i.e., in<br />
descending priorities) such as, for MSW: 1.<br />
Source reduction 2. Recovery. reuse,<br />
recycle 3. Incineration 4. Secure landfill<br />
IPC - Intermediate Plocerslng Center<br />
usually refers to the type of materials<br />
recovery facility (MRF) that processes<br />
residentially collected mixed recyclables<br />
into new products available for market;<br />
Offen used interchangeably with MRF. (7)<br />
JUNK<br />
old or scrap copper. brass, rope, rags, bat-<br />
teries, paper, rubber, junked, dismantled or<br />
w"hutomobiles or parts thereof: iron,<br />
steel and other old or scrap ferrous mate-<br />
riais which are not held for sale or<br />
remelting purposes. Unprocessed materials<br />
suitable for reuse or recycling, commonly<br />
referred to as secondary materials. ( I )<br />
KANBAN<br />
used to communicate a demand to produce<br />
a manufactured item and to literally pull<br />
materials to an operation in the process<br />
without scheduling.<br />
KRAFT PAPER<br />
a paper made predominantly from wood<br />
pulp produced by a modified sulfate<br />
pulping process. It is a comparatively<br />
coarse paper particularly noted for its<br />
Strength, and in unbleached grades is used<br />
primarily as a wrapper or packaging material.<br />
(1)<br />
KRAFT PULP<br />
Wood pulp resulting from a pulping process<br />
in which sodium sulfate is used in the<br />
caustic soda pUlp-digeStiOn liquor. Also<br />
known as sulfate pulp.<br />
LANDFILL DISPOSAL SITE<br />
Classification:<br />
CLASS I<br />
Complete protection is provided for all<br />
time for the quality of ground and surface<br />
waters from ail wastes deposited therein<br />
and against hazard to public health and<br />
wildlife resources.<br />
CLASS II<br />
Protection is provided to water quality<br />
from Group 2 and Group 3 wastes. The<br />
types of physical features and the extent<br />
of protection of groundwater quality can<br />
divide Class iI sites into several categories.<br />
Mixed municipal refuse is usually in<br />
Class li.<br />
CLASS 111<br />
Protection is provided to water quality<br />
from Group 3 wastes (essentially the<br />
inert wastes) by location, construction,<br />
and operation which prevent erosion of<br />
deposited materials. (I)<br />
LEACHATE<br />
liquid that has percolated through solid<br />
waste or another medium and has<br />
extracted, dissolved, or suspended mate-<br />
rials from it, which may include potentially<br />
harmful materials. Leachate collection and<br />
treatment is of primary concern at munic-<br />
ipal waste landfills. (7)<br />
LIGNIN<br />
an amorphous structure comprising<br />
1740% of wood. it is so cioseiy associated<br />
Appendix E. Glossary of Terms 91
with the holocellulose which makes up the<br />
balance of woody material that it can be<br />
separated from it only by chemical reaction<br />
at high temperature. It is believed to func-<br />
tion as a plastic binder for the<br />
holocellulose fibers.<br />
LITTER<br />
solid wastes that are scattered about in a<br />
wanton or careless manner.<br />
MAGNETIC SEPARATION<br />
a system to remove ferrous metals from<br />
other materials in a mixed municipal waste<br />
stream. Magnets are used to attract the<br />
ferrous metals. (7)<br />
MAGNETIC SEPARATOR<br />
a device used to remove iron and steel<br />
from a stream of materials.<br />
MANDATORY RECYCLING<br />
programs which by law require consumers<br />
to separate trash so that some or all<br />
recyclable materials are not burned or<br />
dumped In landfills. (7)<br />
MANUAL SEPARATION<br />
the separation of recyclable or<br />
compostable materials from waste by<br />
hand sorting. (7)<br />
MAGNETIC FRACTION<br />
that portion of municipal ferrous scrap<br />
remaining after the non-magnetic contaminants<br />
have been manually removed and<br />
the magnetic fraction washed with water<br />
and dried at ambient temperature or as<br />
required by ASTM C29. (1)<br />
MASS BURN<br />
a municipal waste combustion technology<br />
in which solid waste is burned in a controlled<br />
system without prior sorting or processing.<br />
(7)<br />
MATERIALS RECOVERY<br />
where in the concept of resource recovery,<br />
emphasis is on placed on separating and<br />
processing waste materials for beneficial<br />
use, or reuse. The materials usually<br />
referred to include paper, glass, metals,<br />
rubber, plastics or textiles.<br />
mechanical collector<br />
A device that separates entrained dust<br />
from gas through the application of inertial<br />
and gravitational forces. (1)<br />
92 Environmental Packaging <strong>Guidelines</strong><br />
MATERIAL RECOVERY FACILITY (MRF)<br />
a permitted solid waste facility which sorts<br />
or separates, by hand or by use of<br />
machinery, solid wastes or materials for<br />
the purposes of recycling, composting, or<br />
transformation.<br />
MECHANICAL SEPARATION<br />
the separation of waste into various components<br />
using mechanical means, such as<br />
cyclones, trommels, and screens. (7)<br />
METHANE<br />
an odorless, colorless, asphyxiating,<br />
flammable and explosive gas (CH4) which<br />
can be formed by the anaerobic decomposition<br />
of organic waste matter. The major<br />
wmponent of natural gas, it can be used<br />
as fuel. Found in landfill and pyrolysis<br />
gases.<br />
MICROORGANISMS<br />
1. Microscopically small living organisms<br />
that digest decomposable materials<br />
through metabolic activity.<br />
Microorganisms are active in the<br />
composting process (7). 2. Generally any<br />
living things microscopic in size, including<br />
bacteria, actinomycetes, yeasts, simple<br />
fungi, some algae, rickettsiae, spirochetes,<br />
slime molds, protozoans, and some of the<br />
simpler multicellular organisms (1).<br />
MILLED REFUSE<br />
solid waste that has been mechanically<br />
reduced in size. (1)<br />
MIXED KRAFT BAGS<br />
consists of baled used kraft bags free from<br />
twisted or woven stock and other similar<br />
objectionable materials. (1)<br />
MODULAR INCINERATOR<br />
smaller-scale waste combustion units prefabricated<br />
at a manufacturing facility and<br />
transported to the MWC facility site. (7)<br />
MSW COMPOSTING - Municipal Solid Waste<br />
ComposUng<br />
the controlled degradation of municipal<br />
solid waste including after some form of<br />
preprocessing to remove non-wmpostable<br />
inorganic materials. (7)<br />
MULCH<br />
ground or mixed yard wastes placed<br />
around plants to prevent evaporation of<br />
moisture and freezing of roots and to<br />
nourish the soil. (7)
~.<br />
~ .<br />
3<br />
MUNICIPAL ALUMINUM SCRAP<br />
aluminum alloy product originating from<br />
municipal solid waste, not source sepa-<br />
rated, that is recovered from industrial,<br />
commercial or household wastes destined<br />
for disposal facilities. (1)<br />
MUNICIPAL LOOSE COMBUSTIBLE MATERIAL<br />
(or munlclpal loose combustible organics -<br />
LCO'S)<br />
materials that consist of, but are not limited<br />
to, nonmetallic materials such as paper,<br />
rags. plastic, rubber, wood, food wastes,<br />
and yard or lawn wastes, etc.. which are<br />
not permanently attached to<br />
noncombustible objects. LCO's are defined<br />
as materials larger than 12 mesh (US.<br />
Standard Sieve). A determination of<br />
LCOs is best done by sampling, handpicking,<br />
hand cleaning and visually identifying<br />
the materials described previously.<br />
MUNICIPAL RECOVERY (Alumlnum)<br />
the percent material recovered afler an<br />
assay using the procedures prescribed in<br />
ASTM E-36 Specification. (1)<br />
MUNICIPAL SOLID WASTE (MSW)<br />
essentially household waste, and street<br />
refuse. Can include wastes from commer-<br />
cial establishments and institutions; but<br />
excludes industrial process wastes, demo-<br />
lition wastes, agricultural wastes, mining<br />
wastes, abandoned automobiles, ashes,<br />
and sewage sludge. In practice, specific<br />
definitions vary across jurisdictions (7).<br />
See Solid Waste.<br />
MUTAGENIC<br />
causing a change (mutation) in the DNA<br />
(deoxyribonucleic acid, the genetic "information")<br />
of a cell's chromosomes. A<br />
mutagen may also be a carcinogen.<br />
NCASI<br />
National Council of the Paper Industry for<br />
Air and Stream Improvement.<br />
NEWSPRINT<br />
to describe paper of<br />
the type generally used in the publication<br />
of newspapers. The furnish is largely<br />
mechanical wood pulp, along with some<br />
chemical wood pulp. (1)<br />
-. ..~ --o-%engFlc tecm~used<br />
NIMBY<br />
acronym for "Not In My Back Yard"<br />
expression of resident opposition to the<br />
siting of a solid waste facility based on the<br />
particular location proposed. (7)<br />
NON-COMBUSTIBLE WASTE<br />
discarded materials incapable of combustion<br />
including metals, tin cans, foils,<br />
dirt, gravel, bricks, ceramics, glass.<br />
crockery, ashes.<br />
NONCOMBUSTIBLES<br />
the components of a material which remain<br />
afler combustion of all combustible matter<br />
including inert materials such as glass, dirt<br />
and sand and wholly oxidized metals. (1)<br />
NON-SALVAGEABLE<br />
no longer usable in current or modifiable<br />
form.<br />
OFF-GAS<br />
gaseous products from chemical decomposition<br />
of a material. (1)<br />
OFF-SPEC OR OFF-GRADE VIRGIN PLASTICS<br />
resins that do not meet manufacturer's<br />
specifications. (5)<br />
OPEN BURNING<br />
uncontrolled burning of wastes in the open.<br />
(1)<br />
OPEN-PILE METHOD<br />
open-air composting, either anaerobic or<br />
aerobic, accomplished by placing<br />
compostable materials in windrows, piles,<br />
ventilated bins or pits and turning it occasionally.<br />
Also called windrow method. (1)<br />
OPTICAL SORTING<br />
the use of photo cells to individually<br />
measure the reflectance of passing particles.<br />
(1)<br />
ORGANIC WASTE<br />
Waste material containing carbon. The<br />
organic fraction of municipal solid waste<br />
includes paper, wood, food wastes, plastics,<br />
and yard wastes. (7)<br />
ORGANIC<br />
1. Materials, containing carbon, which<br />
oxidize or burn easily; contain nitrogen,<br />
sulfur or both and usually give off odorous<br />
by-products (I). 2. Any compound that<br />
contains carbon and hydrogen (or other<br />
elements substituted for hydrogen). An<br />
organic compound can also be called a<br />
hydrocarbon. They include both naturally<br />
occurring and synthetic compounds.<br />
Appendix 6. Glossary of Terms 93
ORGANOCHLORINES<br />
term for over 300 chlorinated compounds<br />
(TCDD. TCDF, chloroform, carbon<br />
tetrachloride, etc.) formed in processes<br />
Involving chlorine, wood lignin, and heat.<br />
OSBORNE SEPARATOR<br />
a device that utilizes a pulsed, rising<br />
column of air to separate small particles of<br />
glass. metal, and other dense Items from<br />
compost. Also called a deglasser. (1)<br />
OVER-ISSUE NEWS<br />
consists of unused over-run regular newspapers<br />
printed on newsprint, baled or<br />
securely tied in bundles, containing not<br />
more than the normal percentage of<br />
rotogravure and colored sections. (1)<br />
OXIDATION<br />
the combination of a reactant with oxygen.<br />
(1)<br />
PALLET POOL<br />
a cooperative system for use and reuse on<br />
a lease basis for pallets of a common or<br />
established design that is managed by a<br />
National or International pallet company.<br />
PALLET REUTILIZATION<br />
the effective use of pallet resources to<br />
maximize their potential life through<br />
designs, Inspection, repair and reuse.<br />
PALLET STANDARDIZATION<br />
the establishment of a limited number of<br />
specified designs and sizes required for all<br />
use within this company.<br />
PAPERBOARD<br />
general term descriptive of a sheet made<br />
of fibrous material (woodpulp, straw, paper<br />
stock or any combination thereof) on a<br />
paper machine.<br />
PARTICIPATION RATE<br />
a measure of the number of people participating<br />
in a recycling program compared to<br />
the total number that could be participating.<br />
(7)<br />
PARTICULATE MATTER (PM)<br />
tiny pieces of matter resulting from the<br />
combustion process that can have harmful<br />
health effects on those who breath them.<br />
Pollution control at MWC facilities is<br />
designed to limit particulate emissions. (7)<br />
94 Environmental Packaging <strong>Guidelines</strong><br />
PATHOGEN<br />
an organism capable of causing disease.<br />
(7)<br />
PERCOLATE<br />
1. To ooze or trickle through a permeable<br />
substance. Ground water may percolate<br />
into the bottom of an unlined landfill (7). 2.<br />
A qualitative term that refers to the down-<br />
ward movement of water through soil, solid<br />
waste, or other porous medium. (1)<br />
PERMEABILITY<br />
the capacity of a porous medium to<br />
conduct or transmit fluids.<br />
PERMEABLE<br />
having pores or openings that permit<br />
liquids or gasses to pass through. (7)<br />
PHOTODEGRADABILITY<br />
the primary attribute of a photodegradable<br />
material. Can be inherent in the material or<br />
imparted to the material by formulation,<br />
construction, or additive combinations.<br />
PHOTODEGRADABLE<br />
1. A physical or chemical structure of a<br />
material capable of being broken down in<br />
reactions precipitated, Initiated or driven by<br />
light, solely or in combination with other<br />
causative environmental factors within a<br />
specified time, under specific exposure<br />
conditions. 2. A process whereby the sun's<br />
ultraviolet radiation attacks the link in the<br />
polymer chain of plastic. The breaking of<br />
this link causes the plastic chain to fragment<br />
into smaller pieces, losing its<br />
strength and ability to flex and stretch. As<br />
the photodegradable plastic is subjected to<br />
the effects of the natural environment, the<br />
material is flexed, stretched and disintegrated<br />
into plastic dust.<br />
PIGMENT<br />
a solid substance which is used to give<br />
color to other materials.<br />
PIPELINE<br />
pipeline (sometimes called inventory pipeline)<br />
is often expressed In units of time<br />
(usually days). It defines the number of<br />
days of worth of reusable items, at a given<br />
point in time. Pipeline describes the<br />
number of items needed to support all<br />
parts of a reusable program (e.@, work-inprocess,<br />
out and return shipping. inventory,<br />
and repairs).
"1<br />
. I<br />
~<br />
PLANT WASTE<br />
dunnage, shipping, packaging, storage, and<br />
general office waste. Not production or<br />
process wastes. ( I )<br />
PLASTIC RECYCLING<br />
a process by which plastic materiais which<br />
would otherwise become solid waste are<br />
collected. separated, or processed and<br />
retumed to the economic mainstream in<br />
the form of useful raw materials or products.<br />
(5)<br />
POLLUTION<br />
the condition caused by the presence in<br />
the environment of substances of such<br />
character and in such quantities that the<br />
quality of the environment is impaired or<br />
rendered offensive to life. (2)<br />
POLYMERIC<br />
a substance made of plastic.<br />
POST CONSUMER RECYCLED MATERIALS<br />
materials produced from products generated<br />
by a business or consumer which<br />
have served their intended end uses, and<br />
which have been separated or diverted<br />
from solid waste for the purpose of coilection.<br />
recycling and disposition.<br />
POSTCONSUMER RECYC4lNG<br />
the reuse of materials generated from residential<br />
and commercial waste, excluding<br />
recycling of material from industrial processes<br />
that has not reached the consumer,<br />
such as glass broken in the manufacturing<br />
process. (7)<br />
POSTCONSUMER WASTE, (PCW)<br />
any waste product that has gone through<br />
its useful life, served the purpose for which<br />
It was Intended and has been discarded by<br />
the user. This is in contrast to preconsumer<br />
waste or scrap from manufacturing.<br />
PRECONSUMER RECYCLED MATERIALS<br />
those materials that cannot be reused in<br />
the manufacturing process and would otherwise<br />
bedEFosea.~ofas solid waste.<br />
These materiais do not include virgin materials,<br />
nor does it include the virgin content<br />
of scrap or by-products generated and<br />
reused within the original product manufacturing<br />
process.<br />
PRE-CONSUMER WASTE<br />
materials discarded .from industrial oper-<br />
ations or derived from manufacturing proc-<br />
esses.<br />
PRIMARY MANUFACTURING RESIDUES<br />
sawdust, chips, slabs and the like created<br />
from the basic conversion of roundwood<br />
into a lumber product. Sawmills and<br />
plywood and veneer milis are the principal<br />
operations creating primary manufacturing<br />
residues from their processing operations.<br />
(1)<br />
PRIMARY MATERIALS<br />
virgin or new materiais used for manufacturing<br />
basic products. Examples include<br />
wood pulp, iron ore and silica sand. (1)<br />
PRIMARY PACKAGE<br />
the first layer of packaging that comes in<br />
direct contact with the part.<br />
PRIMARY RECYCLING<br />
the return of a secondary material to the<br />
same industry from which it came and<br />
processing that material so that it will yield<br />
the same or similar product which it was<br />
originally as a secondary material. Examples<br />
are the return of broken glass containers<br />
to glass container manufacturing<br />
plants for making new containers and the<br />
recycling of sheet steel scrap to steel furnaces<br />
for the manufacture of new sheet<br />
steel.<br />
PROCESS WASTE<br />
the waste material from an industrial<br />
process. Examples of process wastes are<br />
flue gas scrubber sludges, cement kiln<br />
dusts, sawmill dust and powder, spent so!-<br />
vents, contaminated oils, etc. (I)<br />
PROCESSING WASTES<br />
any method, system, or other treatment<br />
designed to beneficially change the physical,<br />
chemical, form or content of waste<br />
material. (1)<br />
PRODUCTS OF COMBUSTION<br />
the gases, vapors, and solids that result<br />
from the combustion of a material. (1)<br />
PRODUCT STEWARDSHIP<br />
assuming responsibility for a product and<br />
it's packaging from conception to disposal.<br />
PULVERIZATION<br />
the crushing or grinding of material into<br />
very fine particle size. (1)<br />
Appendix 6. Glossary of Terms 95
PUTRESCIBLE<br />
organic matter capable of being decom-<br />
posed by microorganisms. (2)<br />
PYROLYSIS<br />
the chemical decomposition of an organic<br />
material by heat in an oxygen deficient<br />
controlled environment. Results in destructive<br />
distillation and formation of<br />
combustible (hydrocarbon) gases, oils,<br />
char, and mineral matter. (1)<br />
RATES AND DATES<br />
refers to legislation requiring specific consumer<br />
recycling percentages at a specific<br />
point in time.<br />
RECLAMATION<br />
1. The restoration to a better or more<br />
useful state (such as land reclamation by<br />
sanitary landfilling), or the Obtaining of<br />
useful materials from solid waste (1). 2.<br />
The recovery of a usable product from a<br />
waste following extensive pre-treatment.<br />
RECOVERABLE RESOURCES<br />
materials that still have useful physical or<br />
chemical properties after serving their original<br />
purpose and can be reused or recycled<br />
for the same.or other purposes. (1)<br />
RECOVERED MATERIALS, PRE-CONSUMER<br />
those materials generated during any step<br />
in the production of a product and that<br />
have been recovered from or otherwise<br />
diverted from the solid waste stream, but<br />
does not include those materials generated<br />
from and commonly reused within an original<br />
manufacturing process.<br />
RECOVERED MATERIALS, POST-CONSUMER<br />
Types:<br />
I.<br />
Paper, paperboard, and flbrous wastes<br />
from retail stores, offfce buildings,<br />
homes, and so forth, after they have<br />
passed through their end uses as con-<br />
sumer items, inClUding: Used Corrugated<br />
boxes, old newspapers, old magazines,<br />
mixed waste paper, tabulating cards, and<br />
used Cordage.<br />
11.<br />
All paper, paperboard, and fibrous<br />
wastes that enter and are collected from<br />
municipal solid waste. (3)<br />
96 Environmental Packaging <strong>Guidelines</strong><br />
RECOVERED MATERIALS<br />
those materials which have known recycling<br />
potential, can be feasibly recycled,<br />
and have been diverted or removed from<br />
the solid waste stream for sale, use, or<br />
reuse, by separation, collection or processing.<br />
(4)<br />
RECOVERY<br />
the process of retrieving materials or<br />
energy resources from wastes. Also<br />
referred to as extraction, reclamation, recycling,<br />
salvage. (1)<br />
RECYCLABLE MATERIALS<br />
packaging materials which otherwise would<br />
be processed or disposed of as solid waste<br />
which are capable of being collected, separated,<br />
or processed and reused or returned<br />
to use in the form of raw materials or products.<br />
Implies the existence of an<br />
infrastructure to accomplish the above<br />
objectives.<br />
RECYCLABLE<br />
waste material which is capable of being<br />
processed for subsequent use. Materials<br />
are only recyclable if there is a widely<br />
available economically viable collection,<br />
processing and marketing system for the<br />
material.<br />
RECYCLABLES<br />
materials that still have useful physical or<br />
chemical properties after serving their original<br />
purpose.and that can, therefore, be<br />
reused or remanufactured into additional<br />
products. (7)<br />
RECYCLED CONTENT<br />
the portion of a package's Weight that is<br />
composed of recycled materials. (6)<br />
RECYCLED MATERIAL<br />
material that has been collected, dropped<br />
off or brought back from post consumer<br />
sources that would otherwise be destined<br />
for the solid waste stream including but not<br />
limited to post consumer material, industrial<br />
scrap material and overstock or obsolete<br />
inventories from distribution,<br />
wholesalers, and other companies, but not<br />
InClUding those materials and by-products<br />
generated from, and commonly reused<br />
within an original manufacturing process,<br />
that are collected, dropped off or brought<br />
back and are refabricated into marketable<br />
end products. (6)
RECYCLED MATERIALS BROKER<br />
negotiates contracts for the purchase of<br />
processed material for resale to those who<br />
manufacture new products.<br />
RECYCLED PLASTIC<br />
I) plastic products or parts of a product<br />
that have been reground for sale or use to<br />
a second party. 2) plastics composed of<br />
postwnsumer material or recovered material<br />
only, which may or may not have been<br />
processed (reground, reprocessed). (5)<br />
RECYCLED<br />
material which has already been reclaimed<br />
from a waste product and processed in<br />
order to regain material.<br />
RECYCLING RATE<br />
the percentage by weight of a given<br />
package or packaging distributed for sale<br />
in a state that would otherwise be destined<br />
for the solid waste stream including but not<br />
limited to, post consumer material, industrial<br />
scrap material and overstock or obsolete<br />
inventories from distributors,<br />
wholesalers, and other companies, but not<br />
including those materials and by- products<br />
generated from, and wmmonly reused<br />
within an original manufacturing process,<br />
that are collected, dropped off or brought<br />
back and are refabricated into marketable<br />
products. (6)<br />
RECYCLING<br />
any process by which solid waste, or materials<br />
which would otherwise become solid<br />
waste, are collected, separated, or processed<br />
and reused or returned to use in the<br />
form of raw materials or products.<br />
REFRACTORY<br />
a material that can withstand dramatic heat<br />
variations. Used to construct conventional<br />
combustion chambers in incinerators. Currently.<br />
waterwall systems are becoming<br />
more common. (7)<br />
REFUSE DERIVED FUEL (RDF)<br />
fuel extracted from solid waste to be used<br />
for combustion processes or as feedstock<br />
to other process systems. (I)<br />
REFUSED DERIVED FUEL (RDF)<br />
Types:<br />
RDF-I Wastes used as fuel in as-discarded<br />
form with only bulky wastes<br />
removed.<br />
RDF-2<br />
Wastes processed to coarse particle<br />
size with or without ferrous metal<br />
separation.<br />
RDF-3<br />
Combustlble waste fraction processed<br />
to particle sizes -<br />
95 percent passing 2 inch square<br />
screening.<br />
RDF-4<br />
Combustible waste fraction processed<br />
into powder form - 95 percent<br />
passing 10 mesh screening.<br />
RDF-5<br />
Combustible waste fraction densified<br />
(compressed) into the form of<br />
pellets, slugs, cubettes or briquettes.<br />
RDF-6<br />
Combustible waste fraction processed<br />
into liquid fuel.<br />
RDF-7<br />
Combustible waste fraction processed<br />
into gaseous fuel. (1)<br />
REFUSE HANDLING<br />
the preparation of refuse for disposal or for<br />
conversion into something.<br />
REFUSE<br />
putrescible and nonputrescible solid<br />
wastes, except body wastes and including<br />
kitchen discards, rubbish, ashes,<br />
incinerator ash, incinerator residue, street<br />
cleanings. and market, commercial. office,<br />
and industrial wastes. (1)<br />
REFUSE, RESIDENTIAL<br />
all types of solid wastes that normally originate<br />
in the private home or apartment<br />
house. Also called domestic or household<br />
refuse. (1)<br />
REFUSE DERIVED FUEL (RDF)<br />
product of a mixed waste processing<br />
system in which certain recyclable and<br />
non-combustible materials are removed,<br />
and the remalning combustible material is<br />
converted for use as a fuel to create<br />
energy. (7)<br />
REGRIND, PLASTIC<br />
plastic products or parts of a product that<br />
have been reclaimed by shredding and<br />
granulating for use in-house. (5)<br />
Appendix B. Glossary of Terms 97
..<br />
REPALLETIZATION<br />
the transfer of materials from a pallet<br />
deemed to be unacceptable for further use<br />
because of damage, inferiority, or unusable<br />
size or design for the distribution system to<br />
a pallet of an acceptable design and condi-<br />
tion.<br />
REPROCESSED, PLASTIC<br />
regrind or recycled-regrind material which<br />
has been re-pelletized by extruding and<br />
chopped or formed into pellets for reuse<br />
(often called 'repro'). (5)<br />
REPROCESSING<br />
changing the character of secondary materials<br />
(i.e., minor, such as crushing or<br />
shredding; major. such as biochemical conversion<br />
of cellulose into yeast). (1)<br />
RESIDENTIAL WASTE<br />
waste materials generated in single and<br />
multiple-family homes. (7)<br />
RESIDUAL WASTES<br />
those materials (solid or liquid) which still<br />
require disposal after the completion of a<br />
resource recovery activity (e.g., slag and<br />
liquid effluents following a pyrolysis operation),<br />
plus the discards from front-end separation.<br />
(I)<br />
RESINS<br />
usually polymers which are of a high<br />
molecular Weight. Resins.can'be solid or<br />
semi-solid and can be either natural or<br />
synthetic in origin. In Ink, a resin is the<br />
main ingredient which binds the various<br />
other ingredients together. It also aids<br />
adhesion to the surface.<br />
RESOURCE RECOVERY<br />
a term describing the extraction and utilization<br />
of materials and energy from the<br />
waste stream. The term is sometimes used<br />
synonymously with energy recovery. (7)<br />
RETENTION BASIN<br />
an area designed to retain runoff and<br />
prevent erosion and pollution. (7)<br />
RETURN, REFILLABLE<br />
containers that can be returned to the economic<br />
stream unchanged (except for minor<br />
processes such as cleaning and sanitizing)<br />
after having served their packaging<br />
purpose to the consumer. Examples<br />
include drums, barrels and several types of<br />
glass beverage bottles.<br />
98 Environmental Packaging <strong>Guidelines</strong><br />
RETURNABLE<br />
the terms returnable and reusable are<br />
often used synonymously. In this guide<br />
they will be used interchangeably and have<br />
similar meanings.<br />
REUSABLE<br />
when applied to packaging, reusable<br />
means a container, package, or component<br />
of the container or package (e.@. a foam<br />
cushion, plastic bag, etc.) is capable of<br />
being used more than one time, without<br />
being significantly changed (i.e., used in<br />
its same physical form, requiring only<br />
minor repair or cleaning).<br />
REUSE LIFE<br />
is the life of a reusable item. The life may<br />
be expressed in time (e& months or<br />
years) or in n,umber of reuses, before the<br />
item can no longer be reused.<br />
REUSE<br />
1. The use of a product more than once in<br />
its same form for the same purpose; e.g.,<br />
a softdrink bottle is reused when It is<br />
refined to the bottling company for refilling<br />
(7). 2. The reintroduction of a package into<br />
the economic stream without any Change.<br />
RISING CURRENT SEPARATOR<br />
a unit housing a flowing current of water to<br />
carry off or wash away organic materials<br />
such as food wastes, heavy plastics, and<br />
wood from a heavy fraction. The water is<br />
pumped upwards causing many materials,<br />
which normally would sink, to float and be<br />
removed. (1)<br />
ROLL-OFF CONTAINER<br />
a large waste container that fits onto a<br />
tractor trailer that can be dropped off and<br />
picked up hydraulically. (7)<br />
RUBBISH<br />
a general term for solid waste (eXClUding<br />
food waste and ashes) taken from residences,<br />
commercial establishments, and<br />
institutions.<br />
SALVAGE AND RECLAMATION<br />
a refuse disposal process in which discarded<br />
materials are separated mechanically<br />
or by hand into various categories<br />
such as ferrous and nonferrous metals,<br />
rags, COrrUgated fiberboard. plastics,<br />
paper, glass. etc. for reuse or recycling as<br />
secondary raw materials.
7<br />
SALVAGE<br />
a quantity of materials, sometimes of<br />
mixed composition, no longer useful in its<br />
present condition or at Its present location,<br />
but capable of being recycled, reused, or<br />
used in other applications. Salvage also<br />
refers io materials recovered after a<br />
calamity, such as materials obtained from<br />
a ship wrecked at sea or a building<br />
destroyed by flre.<br />
SALVAGE<br />
the act of saving or obtaining a secondary<br />
material, be it by pickup, sorting, disassembly,<br />
or some other activity.<br />
SANITARY LANDFILL<br />
a controlled method of disposing of refuse<br />
on land without creating nuisances or<br />
hazards to public health or safety, by utilizing<br />
the principles of engineering to<br />
confine the refuse to the smallest practical<br />
area, to reduce it to the smallest practical<br />
volume and to cover it with a layer of earth<br />
at the conclusion of each day's operation<br />
or at more frequent intervals. The technique<br />
includes careful preparation of the fill<br />
area, control of leachate and a specifled<br />
volume of dirt to be spread over each<br />
volume of trash. (I)<br />
SANITATION<br />
the control of all the factors in man's physical<br />
environment that exercise or can exercise<br />
a deleterious effect on his physical<br />
development, health, and survival. (I)<br />
SCAVENGER<br />
one who illegaliy removes materials at any<br />
point In the solid waste management<br />
system. (7)<br />
SCRAP<br />
I. Any solid trim, cutting or reject material<br />
which may be suitable as feedstock to the<br />
primary operation. lnplant or preconsumer<br />
waste. 2. Discarded or rejected industrial<br />
~. .. . ~--_~_-1?L.~<br />
~ .....<br />
waste material often suitable for recycling.<br />
SCREEN<br />
Types:<br />
. ~<br />
ROTARY<br />
an inclined, meshed cylinder that rotates<br />
on its axis and sifts materials placed in<br />
its upper end.<br />
VIBRATING<br />
an inclined screen that is vibrated<br />
mechanically and sifts materials placed<br />
on it.<br />
SCREEN<br />
a surface provided with apertures of<br />
uniform size. A machine provided with one<br />
or more screening surfaces to separate<br />
materials by size.<br />
SCRUBBER<br />
common anti-pollution device that uses a<br />
liquid or slurry spray to remove acid gases<br />
and particulates from municipal waste<br />
combustion facility flue gases. (7)<br />
SECATOR<br />
a separating device that throws mixed<br />
materials onto a rotating shaff heavy and<br />
resilient materials bounce off one side of<br />
the shaft, while light and inelastic materials<br />
land on the other and are cast in the opposite<br />
direction. (2)<br />
SECONDARY MATERIAL<br />
a material that is utilized in place of a<br />
primary, virgin or raw material in manufacturing<br />
a product. Materials which might go<br />
to waste if not collected and processed for<br />
reuse. (I)<br />
SECONDARY PACKAGE<br />
the second layer which contains one or<br />
more primary packages.<br />
SECONDARY PROCESS<br />
where components separated from solid<br />
waste may be further processed to allow<br />
reuse in their original form or used in an<br />
entirely different form. (1)<br />
SECONDARY RECYCLING<br />
the use of a secondary material in an<br />
industrial application other than that in<br />
which the material originated. An example<br />
is the reprocessing of newspapers and old<br />
corrugated boxes into container board for<br />
packaging or into construction paper. (1)<br />
SECONDARY USE<br />
the use of a material in an application<br />
other than that in which it originated;<br />
however, the material is not changed significantly<br />
by processing and retains its<br />
identity. Examples are cotton clothing articles<br />
that are converted into wiping rags by<br />
being washed and cut to size; the use of<br />
steel cans in copper precipitation; and the<br />
Appendix 8. Glossary of Terms 99
~<br />
use of rubber tires as dock bumpers.<br />
Materials used in this mode may end up as<br />
waste after their secondary use is com-<br />
pleted. (1)<br />
SECURE LANDFILL<br />
a landfill designed to receive treated industrial<br />
wastes. It differs from a conventional<br />
sanitary landfill in the degree to which the<br />
site is engineered to diminish the migration<br />
of pollutants.<br />
SEGREGATION<br />
separation or sorting into common groups.<br />
SEPARABLE COMPONENTS<br />
capable of being separated.<br />
SEPARATION<br />
the systematic division of solid waste into<br />
designated categories. (2)<br />
SHREDDED REFUSE<br />
solid waste that has been physically<br />
reduced to smaller particles by shredding.<br />
SHREDDER<br />
a size reduction machine which tears or<br />
grinds materials to a smaller and more<br />
uniform particle size. Shredding process is<br />
also referred to as size reduction, grinding,<br />
milling, pulverization, hogging, granuiating,<br />
breaking, maserating, chipping, crushing,<br />
cutting and rasping:(l)<br />
SHREDDING<br />
a method of grindlng or breaking down of a<br />
material to desired sized particles or<br />
fibers.<br />
SLIPSHEET<br />
a material handling device usually made of<br />
solid fiber or plastic variable thickness on<br />
which the product or materials are loaded<br />
and usually stretch wrapped for movement.<br />
This unit load is best handled with special<br />
handling equipment such as squeeze<br />
trucks or pushlpull devices for loading,<br />
stacking and unloading.<br />
SLUDGE FARMING<br />
a process whereby waste sludges are<br />
spread onto land and ploughed into the<br />
soil. Nutrients are added and the deposited<br />
sludges are turned at frequent intervals<br />
to ensure continuing bacterial<br />
decomposition of the biodegradable<br />
wastes.<br />
100 Environmental Packaging <strong>Guidelines</strong><br />
SLUDGE<br />
1. A mixture of liquids and solids which<br />
flows under normal conditions and can be<br />
pumped using standard pumping equip-<br />
ment or vacuum equipment. 2. A semi-<br />
liquid residue remaining from the treatment<br />
of municipal and industrial water and<br />
wastewater. (7)<br />
SOIL AMENDMENT<br />
an additive placed in the ground to<br />
enhance its performance or stabilize it to<br />
enhance crop growth or control.<br />
SOIL LINER<br />
landfill liner composed of compacted soil<br />
used for the containment of leachate. (7)<br />
SOIL<br />
sediments or other unconsolidated accumulations<br />
of solid particles produced by<br />
the physical and chemical disintegration of<br />
rocks, and which may or may not contain<br />
organic matter.<br />
SOLID WASTE DERIVED FUEL<br />
fuel that is produced from solid waste that<br />
can be used as a primary or supplementary<br />
fuel in conjunction with or in place of<br />
fossil fuels. It can be in the form of raw<br />
(unprocessed) solid waste, shredded (or<br />
pulped) and classified solid waste, gas or<br />
oil derived from pyrolyzed solid waste, or<br />
gas derived from the biodegradation of<br />
solid waste. Also referred to as refuse<br />
derived fuel (RDF). (1)<br />
SOLID WASTE DISPOSAL<br />
disposal of all solid wastes through landfilling,<br />
incineration, composting, chemical<br />
treatment, and any other method which<br />
prepares solid wastes for final disposition.<br />
(1)<br />
SOLID WASTE MANAGEMENT<br />
the purposeful, systematic control of the<br />
generation, storage, collection, transport,<br />
separation, processing, recycling. recovery<br />
and disposal of solid wastes. (2) See also;<br />
integrated waste management.<br />
SOLID WASTE STREAM<br />
the flow of trash and scrap materials from<br />
industry, and consumers for disposal<br />
usually through burning in incinerators or<br />
burial in sanitary landfills or dumping at<br />
sea.
.<br />
SOLID WASTES<br />
useless, unwanted or discarded solid mate.<br />
rials with insufficient liquid content to be<br />
free flowing.(l) See also; trash, garbage,<br />
rubbish. Note: For specific forms of solid<br />
waste@). refer to the following commonly<br />
used categories:<br />
ASH<br />
Residue from burning of combustible<br />
materials, may include extraneous noncombustibles,<br />
unburned carbon, as well<br />
as mineral matter inherent in the<br />
combustible material.<br />
BULKY WASTE<br />
Large discarded materials: appliances,<br />
furniture, junked automobile parts. diseased<br />
trees, large branches, stumps, etc<br />
COMMERCIAL WASTE<br />
From businesses, office buildings, apartment<br />
houses, stores, markets, theaters,<br />
hospitals and other institutional facilities.<br />
COMBUSTIBLE WASTE<br />
the organic content of solid waste,<br />
including paper, plastics. corrugated<br />
fiberboard, cartons, wood, boxes, textlies.<br />
bedding, leather, rubber, paints,<br />
yard trimmings, leaves, and household<br />
wastes: all of which will burn.<br />
DOMESTIC REFUSE<br />
putrescible and nonputrescible waste<br />
originating from a residential unit, and<br />
consisting of paper, cans, bottles, food<br />
wastes. May include yard and garden<br />
waste, also referred to as residential or<br />
household refuse.<br />
FOOD WASTE<br />
animal and vegetable discards from handling,<br />
storage, sale, preparation, cooking<br />
and sewing of foods. Sometimes<br />
referred to as garbage; the putrescible<br />
constituent of refuse.<br />
HAZARDOUS WASTE<br />
Any waste materials or combination<br />
thereat, wliiEl7 pose a substantial present<br />
or potential hazard to human health or<br />
living organisms because such wastes<br />
are non- degradable or persistent in<br />
nature, because they can be biologically<br />
magnified, because they can be lethal, or<br />
because they may cause or tend to<br />
cause detrimental cumulative effects.<br />
Includes, but IS not limited to, explosives,<br />
pathological wastes, radioactive mate-<br />
rials and chemicals which may be<br />
harmful to the public during normal<br />
storage, collection or disposal cycle.<br />
Sometimes referred to as special or<br />
unconventional waste. (Refer to DOT<br />
NCFR, Part 261).<br />
INDUSTRIAL WASTE<br />
discarded waste materials from industrial<br />
processes and/or manufacturing<br />
operations.<br />
MUNICIPAL SOLID WASTE (MSW)<br />
domestic refuse and some commercial<br />
waste. Also referred to as mixed municipal<br />
refuse (MMR).<br />
RESIDENTIAL WASTE<br />
discarded materials originating from residences.<br />
Also called domestic or household<br />
refuse.<br />
SPECIAL WASTE<br />
requires special care and consideration<br />
in the storage, collection.<br />
handling/transportation and disposal<br />
cycle by reason of pathological,<br />
explosive, or toxic/hazardous properties.<br />
Sometimes referred to as unconventional<br />
waste.<br />
TRASH<br />
larger (non-putrescible) residential solid<br />
wastes unsuitable for routine pick-up by<br />
refuse collector.<br />
SOLVENT<br />
the liquid part of a solution existing in a<br />
larger amount than the solute (the substance<br />
being dissolved). A solvent can dissolve<br />
or disperse other substances. in inks,<br />
a solvent is the volatile part of a ink composition<br />
that evaporates during drying. In<br />
industrial usage, solvent usually refers to<br />
organic solvent, and as such refers to the<br />
class of volatile hydrocarbons used as dissolvers,<br />
viscosity reducers and cleaning<br />
agents.<br />
SOURCE REDUCTION<br />
1. The design and manufacture of products<br />
and packaging with minimum toxic content,<br />
minimum volume of material, and/or a<br />
longer useful life 2. The elimination of<br />
packaging or reduction of the weight,<br />
volume and/or the toxicity of packaging (6)<br />
Appendix 8. Glossary oi Terms 101
~~ (7)<br />
SOURCE SEPARATED RECYCLABLES<br />
describes a process in which solid waste<br />
materials are produced as an autonomous<br />
waste product which are stored separately<br />
at the site of generation, or physically sep-<br />
arated from all other solid wastes into<br />
recyclable, compostable, or other fractions<br />
at the site of generation.<br />
SOURCE SEPARATION<br />
sorting at the point of generation, specific<br />
discarded materials such as newspapers,<br />
glass, metal cans, plastics, vegetative<br />
matter, etc.. into specific containers for<br />
separate collection.<br />
SPECIAL WASTES<br />
solid wastes that can require special handling<br />
and management, including, but not<br />
limited to, white goods. whole tires, used<br />
oil, mattresses, furniture, lead-acid batteries,<br />
and biological wastes. (4)<br />
STACK EMISSIONS<br />
air emissions from a combustion facility<br />
stacks. (7)<br />
STREET REFUSE<br />
material picked up by manual and mechanical<br />
sweeping of streets and sidewalks,<br />
litter from public litter receptacles and dirt<br />
removed from catch basins. (1)<br />
SUBTITLE C<br />
the hazardous waste section of the<br />
Resource Conservation and Recovery Act<br />
(RCRA). (7)<br />
SUBTITLE D<br />
the solid, non-hazardous waste section of<br />
the Resource Conservation and Recovery<br />
Act (RCRA). (7)<br />
SUBTITLE F<br />
section of the Resource Conservation and<br />
Recovery Act (RCRA) requiring the federal<br />
government to actively participate in procurement<br />
programs fostering the recovery<br />
and use of recycled materials and energy.<br />
SUPERFUND<br />
common name for the Comprehensive<br />
Environmental Response, Compensation<br />
and Liability Act (CERCLA) to clean up<br />
abandoned or inactive hazardous waste<br />
dump sites. (7)<br />
102 Envlronmental Packaging <strong>Guidelines</strong><br />
SUPPLIERS<br />
organizations who provide parts, products<br />
and components to a manufacturer.<br />
TERATOGEN<br />
an agent or substance that may cause<br />
physical defects in the developing embryo<br />
or fetus when a pregnant female is<br />
exposed to that substance.<br />
TERTIARY PACKAGE<br />
this includes the shipping container and all<br />
additional internal dunnage materials if<br />
any.<br />
TERTIARY RECYCLING<br />
where packaging material is recycled into<br />
a product other than a package or a packaging<br />
material.<br />
THERMAL DESTRUCTION<br />
a group of waste disposal technOlogieS<br />
using heat to break down hazardous<br />
organic wastes into less toxic constituents,<br />
ideally carbon dioxide and water. The two<br />
broad categories of thermal destruction<br />
teChn0lOgieS are incineration and pyrolysis.<br />
THERMOPLASTIC<br />
plastic that can be repeatedly softened by<br />
heating and hardened by cooling through a<br />
temperature range characteristic of the<br />
plastic. and that in the softened state can<br />
be shaped by flow into articles by molding<br />
or extrusion. (5)<br />
THERMOSET<br />
plastic that, after having been cured by<br />
heat or other means, is substantially<br />
infusible and insoluble. (5)<br />
TIPPING FEE<br />
1. A fee, usually dollars per ton, for the<br />
unloading or dumping of waste at a landfill,<br />
transfer station, recycling center, or waste-<br />
to-energy facility (7). 2. The charge for<br />
processing trash or solid waste at an<br />
incinerator or sanitary landfill. This is<br />
usually done on a weight basis but can<br />
also be on a volume or worst case basis.<br />
TIPPING FLOOR<br />
unloading area for vehicles that are delivering<br />
municipal solid waste to a transfer<br />
station or municipal waste combustion<br />
facility. (7)
TOPSOIL<br />
the topmost layer of soii; usually refers to<br />
soil that contains humus and is capable of<br />
supporting plant growth. (1)<br />
TPD abbreviation for "Tons Per Day", usually<br />
referring to the capacity of a paper mill,<br />
refuse processing plant, landfill. etc. See<br />
also; 'Tons Per Week" (TPW) and "Tons<br />
Per Year (TPY). (1)<br />
TRACE QUANTITIES<br />
usually, parts per million (PPM). One PPM<br />
is equivalent to one milligram per liter.<br />
TRANSFER STATION<br />
a permanent place where waste materials<br />
are taken from smaller collection vehicles<br />
and placed in larger vehicles for transport,<br />
including truck trailers, rallroad cars, or<br />
barges. Recycling and some processing<br />
may also take place at transfer stations. (7)<br />
TRASH<br />
generic term encompassing waste in<br />
general. Material considered worthless,<br />
unnecessary or offensive that is usually<br />
thrown away. Generally defined as dry<br />
waste material, but in common usage it Is<br />
a synonym for .garbage, rubbish, or refuse.<br />
(7)<br />
TUB GRINDER<br />
machine to grind or chip wood wastes for<br />
mulching, composting or size reduction. (7)<br />
USABLES<br />
secondary materials trade term meaning<br />
those items recovered from discards that<br />
are saiabie in their existing form as<br />
second-hand goods. (I) Examples are reusable<br />
boxes, wood crates, pallets, etc.<br />
VARIABLE CONTAINER RATE<br />
a charge for solid waste services based on<br />
the volume of waste generated measured<br />
by the number of containers set out for collection.<br />
(7)<br />
VIOLATION<br />
~-daviation from or noncompliance to speci-<br />
fled requirements .<br />
VIRGIN MATERIALS<br />
materials derived from substances mined,<br />
grown, or extracted from water or the<br />
atmosphere. (Virgin materials as juxtaposed<br />
to secondary materials.) (?)<br />
VOLUME REDUCTION PLANT<br />
includes, but is not limited to, incinerators,<br />
pulverizers. compactors. shredding and<br />
baling plants, transfer stations, composting<br />
plants, and other plants which accept and<br />
process solid waste for recycling or dls-<br />
posal. (4)<br />
VOLUME REDUCTION<br />
the processing of waste materials so as to<br />
decrease the amount of space the mate-<br />
rials occupy, usually by compacting or<br />
shredding (mechanical), incineration<br />
(thermal), or composting (biological). (7)<br />
WASTE EXCHANGE<br />
a computer and catalog network that redirects<br />
waste materials back into the manufacturing<br />
or reuse process by matching<br />
companies generating specific wastes with<br />
companies that use those wastes as manufacturing<br />
inputs. (7)<br />
WASTE PROCESSING<br />
an operation such as shredding, compaction,<br />
composting or incineration, in<br />
which the physical or chemical properties<br />
of wastes are changed. (1)<br />
WASTE REDUCTION<br />
reducing the amount or type of waste generated.<br />
Sometimes used synonymously<br />
with Source Reduction. (7)<br />
WASTE STREAM<br />
a term describing the total flow of solid<br />
waste from homes, businesses, institutions<br />
and manufacturing plants that must be<br />
recycled, burned, or disposed of in landfills:<br />
or any segment thereof, such as the<br />
"residential waste stream" or the<br />
"recyclable waste stream." (7)<br />
WASTES<br />
useless, unwanted or discarded materials<br />
resulting from natural community activities.<br />
Wastes include solids, liquids, and gases<br />
Solid wastes are classed as refuse. (ALT -<br />
The term in the secondary materials<br />
industry is used to differentiate between<br />
virgin materials and secondary materials,<br />
as in the phrase "waste paper" The word<br />
IS used in this sense as a substitute for<br />
words like: secondary, scrap or junk. Some<br />
apply the term to materials in the process<br />
of being made acceptable for industrial<br />
consumption. Thus, paper may be waste<br />
paper as recovered, but becomes paper<br />
Appendix B. Glossary of Terms 103
stock when it has been graded and baled<br />
for shipment to a paper mill.) (1) Note: see<br />
also specific types of waste such as: bulky<br />
waste, construction and demolition waste,<br />
hazardous waste, special waste, and yard<br />
waste.<br />
WATER TABLE<br />
level below the earth's surface at which the<br />
ground becomes saturated with water.<br />
Landfills and composting facilities are<br />
designed with respect to the water table in<br />
order to minimize potential contamination.<br />
(7)<br />
WATER-BORNE INKS, COATINGS<br />
coatings which contain substantial amounts<br />
of water with up to 80 percent of the volatiles<br />
being water. The polymers used to<br />
make the solids component can be dissolved,<br />
dispersed or emulsified. In industrial<br />
water-borne coatings, the formulations<br />
commonly contain 40 to 50 percent water,<br />
10 percent organic solvents and 40 to 50<br />
percent solids.<br />
WATERWALL INCINERATOR<br />
Waste combustion facility utilizing lined<br />
steel tubes filled with circulating water to<br />
cool the combustion chamber. Heat from<br />
the combustion gases is transferred to the<br />
water. The resultant steam is sold or used<br />
to generate electricity. (7)<br />
104 Environmental Packaaina <strong>Guidelines</strong><br />
WET SCRUBBER<br />
anti-pollution device in which a lime slurry<br />
(dry lime mixed with water) is injected into<br />
the flue gas stream to remove acid gases<br />
and particulates. (7)<br />
WETLAND<br />
area that is regularly wet or flooded and<br />
has a water table that stands at or above<br />
the land surface for at least part of the<br />
year. Coastal wetlands extend back from<br />
estuaries and include salt marshes, tidal<br />
basins, marshes, and mangrove swamps.<br />
Inland freshwater wetlands consist of<br />
swamps, marshes, and bogs. Federal regulations<br />
apply to landfills sited at or near<br />
wetlands. (7)<br />
WHITE GOODS<br />
inoperative and discarded refrigerators,<br />
ranges, water heaters, freezers, and other<br />
similar domestic and commercial large<br />
appliances. (4)<br />
WINDROW<br />
a large, elongated pile of cornposting material.<br />
(7)<br />
YARD WASTE<br />
leaves, grass clippings, prunings. and other<br />
natural organic matter discarded from<br />
yards and gardens. Yard wastes may also<br />
include stumps and brush, but these materials<br />
are not normally handled at<br />
cornposting facilities (7)
Table 12. Lislina of Resources bw Reference Number<br />
Reference<br />
Number'<br />
1<br />
2<br />
3<br />
4<br />
5<br />
Reference Document<br />
Thesaurus on Resource Recovery<br />
Terminology<br />
H.I. Hollander, Editor<br />
ASTM STP 832<br />
Militaly Handbook 742<br />
Waste Disposal Methods For Miiitary<br />
Packaging Materials<br />
United States Government Printing Office<br />
"Specifications for Furnishing<br />
Corrugated Containers and Mailing<br />
Boards for the Government Printing<br />
Ofnce for the Six Months Beginning<br />
July I. 1989"<br />
Chapter 88-130, Committee Substitute<br />
for Senate Bill No. 1192<br />
State of Florida<br />
ASTM X-95-1-3 (Committee D-20 on Piastics)<br />
"Guide for the Development of<br />
Standards Relating to the Proper Use<br />
of Recycled Piastics."<br />
CONEG Source Reduction Task Force;<br />
6 Packaging Standards Committee;<br />
Quantification Sub-Committee<br />
7<br />
Footnotes:<br />
United States Environmental Protection Agency<br />
"Decisions-Makers Guide To Solid Waste Management"<br />
EPA/S30SW-89-072<br />
I. Where no reference number is listed, the definition has been modified to<br />
meet the requirements of specific packaging references.<br />
Appendix E. Glossary 01 Terms to5