Foamed seals in one-component polyurethane - Ceracon
Foamed seals in one-component polyurethane - Ceracon
Foamed seals in one-component polyurethane - Ceracon

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
A. S. Kreissl, S. Hoof*<br />
<strong>Foamed</strong> <strong>seals</strong> <strong>in</strong><br />
<strong>one</strong>-comp<strong>one</strong>nt <strong>polyurethane</strong><br />
The Pengu<strong>in</strong> foam system with the Foamply application technology produces foamed <strong>seals</strong><br />
<strong>in</strong> <strong>one</strong>-comp<strong>one</strong>nt elastomers directly onto the comp<strong>one</strong>nt to be sealed (FIPG seal<strong>in</strong>g technology<br />
= form-<strong>in</strong>-place gaskets). Complex seal shapes can also be achieved. Foam<strong>in</strong>g<br />
takes place by ventilation of the liquid plastic with conventional compressed air. Cur<strong>in</strong>g<br />
time amounts to only a few m<strong>in</strong>utes. The applied seal is characterised by closed cells with<br />
even pore distribution, result<strong>in</strong>g <strong>in</strong> a waterproof foam.<br />
1. Introduction<br />
Elastomer <strong>seals</strong> are currently used <strong>in</strong> numerous<br />
applications that require seal<strong>in</strong>g aga<strong>in</strong>st<br />
dust or water. Conventional foam processes<br />
often fail <strong>in</strong> seal<strong>in</strong>g aga<strong>in</strong>st water, as open<br />
cell <strong>seals</strong> arise <strong>in</strong> the chemical foam<strong>in</strong>g<br />
process. Very high water absorption can be<br />
observed particularly when the seal’s sk<strong>in</strong> is<br />
damaged. S<strong>in</strong>gle comp<strong>one</strong>nt physically foamed<br />
<strong>seals</strong> are becom<strong>in</strong>g <strong>in</strong>creas<strong>in</strong>gly accepted<br />
for waterproof solutions. The Pengu<strong>in</strong><br />
foam process offers particular advantages<br />
<strong>in</strong> this area. The system and its associated<br />
Foamply application technology has been<br />
developed by Sunstar <strong>in</strong> Japan and has been<br />
used there successfully <strong>in</strong> the automotive<br />
and electronics <strong>in</strong>dustries for more than<br />
10 years (Fig. 1). The company<br />
CeraCon <strong>in</strong> Weikersheim,<br />
Germany,<br />
has been supply<strong>in</strong>gre-<br />
Fig. 1:<br />
Comp<strong>one</strong>nt with<br />
foamed sealant bead<br />
* Andreas S. Kreissl<br />
Manag<strong>in</strong>g Director of CeraCon GmbH, Weikersheim<br />
Stephan Hoof<br />
Technical Service Eng<strong>in</strong>eer at Sunstar, Weikersheim<br />
PU MAGAZINE – VOL. 2, NO. 2 – APRIL 2005<br />
nowned customers <strong>in</strong> Europe with foam<br />
plants and the associated automation systems<br />
dur<strong>in</strong>g the last 5 years. The <strong>one</strong>-comp<strong>one</strong>nt<br />
foams are based on <strong>polyurethane</strong> or<br />
silic<strong>one</strong>. Cold and hot cur<strong>in</strong>g versions of the<br />
material are available.<br />
2. Physical <strong>in</strong>stead<br />
of chemical foam<strong>in</strong>g<br />
Two basically different processes are possible<br />
for foam<strong>in</strong>g of <strong>seals</strong>: chemical and mechanical<br />
foam<strong>in</strong>g. The former produces a bubble<br />
structure by means of a chemical reaction,<br />
<strong>in</strong> which two highly reactive comp<strong>one</strong>nts<br />
have to be precisely dosed and homogenously<br />
mixed together. The high reactivity (chemical<br />
cur<strong>in</strong>g reaction) <strong>in</strong> the materials mix<strong>in</strong>g<br />
chamber requires that the process parame-<br />
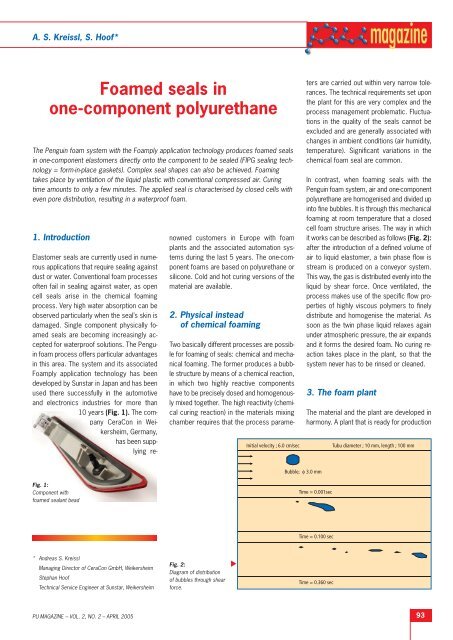
Fig. 2:<br />
Diagram of distribution<br />
of bubbles through shear<br />
force.<br />
▲<br />
Initial velocity ; 6.0 cm/sec<br />
Bubble; φ 3.0 mm<br />
ters are carried out with<strong>in</strong> very narrow tolerances.<br />
The technical requirements set upon<br />
the plant for this are very complex and the<br />
process management problematic. Fluctuations<br />
<strong>in</strong> the quality of the <strong>seals</strong> cannot be<br />
excluded and are generally associated with<br />
changes <strong>in</strong> ambient conditions (air humidity,<br />
temperature). Signifi cant variations <strong>in</strong> the<br />
chemical foam seal are common.<br />
In contrast, when foam<strong>in</strong>g <strong>seals</strong> with the<br />
Pengu<strong>in</strong> foam system, air and <strong>one</strong>-comp<strong>one</strong>nt<br />
<strong>polyurethane</strong> are homogenised and divided up<br />
<strong>in</strong>to fi ne bubbles. It is through this mechanical<br />
foam<strong>in</strong>g at room temperature that a closed<br />
cell foam structure arises. The way <strong>in</strong> which<br />
it works can be described as follows (Fig. 2):<br />
after the <strong>in</strong>troduction of a defi ned volume of<br />
air to liquid elastomer, a tw<strong>in</strong> phase fl ow is<br />
stream is produced on a conveyor system.<br />
This way, the gas is distributed evenly <strong>in</strong>to the<br />
liquid by shear force. Once ventilated, the<br />
process makes use of the specifi c fl ow properties<br />
of highly viscous polymers to fi nely<br />
distribute and homogenise the material. As<br />
soon as the tw<strong>in</strong> phase liquid relaxes aga<strong>in</strong><br />
under atmospheric pressure, the air expands<br />
and it forms the desired foam. No cur<strong>in</strong>g reaction<br />
takes place <strong>in</strong> the plant, so that the<br />
system never has to be r<strong>in</strong>sed or cleaned.<br />
3. The foam plant<br />
The material and the plant are developed <strong>in</strong><br />
harmony. A plant that is ready for production<br />
Time = 0.001sec<br />
Time = 0.100 sec<br />
Time = 0.360 sec<br />
Tubu diameter ; 10 mm, length ; 100 mm<br />
93
consists of the Foamply application technology<br />
with <strong>in</strong>tegrated control technology and<br />
a handl<strong>in</strong>g robot that applies the sealant<br />
bead to the comp<strong>one</strong>nt, followed by passage<br />
through an oven for a short period if a heat<br />
cur<strong>in</strong>g material version has been chosen.<br />
Figure 3 shows the arrangement of the<br />
plant without the “Thermo” oven cure sys-<br />
Fig. 4: Degree of foam<strong>in</strong>g as a function of the<br />
ventilation pressure<br />
▼<br />
Foam<strong>in</strong>g Magnification<br />
3,5<br />
3,0<br />
2,5<br />
2,0<br />
1,5<br />
#3150<br />
#3160<br />
1,0<br />
0,00 0,05 0,10 0,15 0,20<br />
Gas Pressure (MPa)<br />
tem. A feed<strong>in</strong>g pump and a conventional<br />
compressed air system (max. 6 bar) provide<br />
material and air to the mach<strong>in</strong>e. The foam<br />
volume can be varied very easily up to a<br />
factor of 3.5:1 (Fig. 4). The essential advantages<br />
of the process are:<br />
Over 95 % plant availability (no r<strong>in</strong>s<strong>in</strong>g<br />
agents, no special waste)<br />
Stable runn<strong>in</strong>g of the process, also under<br />
tough work<strong>in</strong>g conditions (wide tolerance<br />
to comp<strong>one</strong>nt temperature and ambient<br />
conditions)<br />
Inl<strong>in</strong>e capability and direct modifi cation<br />
after only several m<strong>in</strong>utes (cur<strong>in</strong>g with<strong>in</strong><br />
5 m<strong>in</strong>. at 80 °C)<br />
Fig. 5: Shore A hardness as a function of the<br />
foam<strong>in</strong>g ratio<br />
▼<br />
Shore A<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
▲<br />
Fig. 3:<br />
Plant arrangement<br />
It is also <strong>in</strong>terest<strong>in</strong>g that this technology can<br />
operate reliably irrespective of comp<strong>one</strong>nt<br />
temperature. This enables cold metal parts<br />
to be sealed without pre-heat<strong>in</strong>g, or warm<br />
<strong>in</strong>jection moulded parts without cool<strong>in</strong>g. The<br />
Foamply plant technology has been specially<br />
developed for Pengu<strong>in</strong> foam materials, but<br />
it also operates <strong>in</strong> pr<strong>in</strong>ciple with other <strong>one</strong>comp<strong>one</strong>nt<br />
thixotropic elastomers.<br />
4. Properties and<br />
application possibilities<br />
The foam quality is entirely reproducible. This<br />
is a signifi cant advantage, bear<strong>in</strong>g <strong>in</strong> m<strong>in</strong>d<br />
the usual certifi ed quality assurance systems.<br />
A further important aspect is the much<br />
shorter cur<strong>in</strong>g times of the products. The hot<br />
cur<strong>in</strong>g material version cures at 80 °C <strong>in</strong> just<br />
fi ve m<strong>in</strong>utes. The foamed comp<strong>one</strong>nts can<br />
therefore be assembled already after fi ve to<br />
1 2 2.5 3<br />
Foam<strong>in</strong>g ratio<br />
94 PU MAGAZINE – VOL. 2, NO. 2 – APRIL 2005<br />
#3151<br />
#3160<br />
ten m<strong>in</strong>utes, compared with several hours<br />
with conventional two-comp<strong>one</strong>nt foams. As<br />
only <strong>one</strong> comp<strong>one</strong>nt is dosed, very small<br />
<strong>seals</strong> can also be reliably produced. The<br />
hardness values of the <strong>seals</strong> <strong>in</strong> relation to the<br />
degree of foam<strong>in</strong>g are shown <strong>in</strong> Figure 5.<br />
The <strong>in</strong>terest<strong>in</strong>g applications <strong>in</strong>clude the automotive<br />
<strong>in</strong>dustry (door modules, lights, control<br />
equipment), the household appliance <strong>in</strong>dustry<br />
(wash<strong>in</strong>g and dishwash<strong>in</strong>g mach<strong>in</strong>es, irons)<br />
and all types of hous<strong>in</strong>gs (control cab<strong>in</strong>ets,<br />
fl uorescent light fi tt<strong>in</strong>gs, electrical distribution<br />
cab<strong>in</strong>ets, fi lters).<br />
5. Conclusion<br />
The Foamply <strong>one</strong>-comp<strong>one</strong>nt foam technology<br />
enables the application of waterproof<br />
elastomer <strong>seals</strong> with the highest degree of<br />
reliability and plant availability, us<strong>in</strong>g simple<br />
operation and m<strong>in</strong>imum ma<strong>in</strong>tenance. Further<br />
additional benefi ts are the very fast cur<strong>in</strong>g of<br />
the <strong>seals</strong>, the environmentally benefi cial<br />
pr<strong>in</strong>ciple of elim<strong>in</strong>ation of r<strong>in</strong>s<strong>in</strong>g cycles and<br />
the <strong>in</strong>sensitivity to fl uctuations <strong>in</strong> room temperature<br />
and air humidity. Optimum harmonisation<br />
of plant technology and materials<br />
enables cost-effective and fast production of<br />
highest quality elastomer <strong>seals</strong> that are optimally<br />
suited for the application.<br />
■<br />
Want Want to to<br />
place place ads?<br />
Don't Don't hesitate hesitate to contact: contact:<br />
Ph<strong>one</strong>: +49 (0) 2102 93 45-0<br />
Fax: +49 (0) 2102 93 45-20<br />
Email: ads@pu-magaz<strong>in</strong>e.com