Hard Broaching - inspire
Hard Broaching - inspire
Hard Broaching - inspire

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
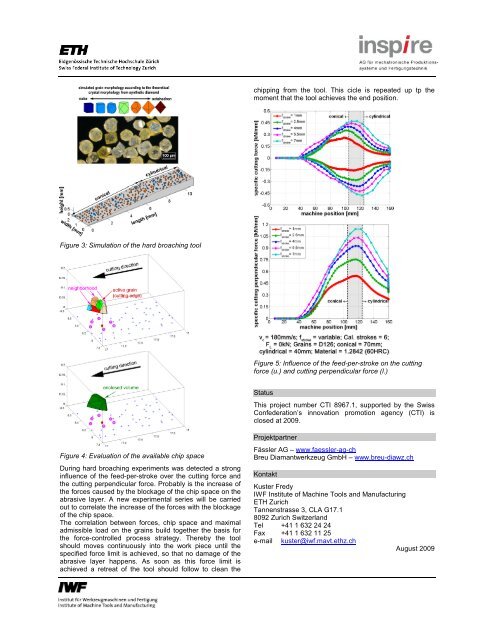
chipping from the tool. This cicle is repeated up tp the<br />
moment that the tool achieves the end position.<br />
Figure 3: Simulation of the hard broaching tool<br />
Figure 5: Influence of the feed-per-stroke on the cutting<br />
force (u.) and cutting perpendicular force (l.)<br />
Status<br />
This project number CTI 8967.1, supported by the Swiss<br />
Confederation’s innovation promotion agency (CTI) is<br />
closed at 2009.<br />
Figure 4: Evaluation of the available chip space<br />
During hard broaching experiments was detected a strong<br />
influence of the feed-per-stroke over the cutting force and<br />
the cutting perpendicular force. Probably is the increase of<br />
the forces caused by the blockage of the chip space on the<br />
abrasive layer. A new experimental series will be carried<br />
out to correlate the increase of the forces with the blockage<br />
of the chip space.<br />
The correlation between forces, chip space and maximal<br />
admissible load on the grains build together the basis for<br />
the force-controlled process strategy. Thereby the tool<br />
should moves continuously into the work piece until the<br />
specified force limit is achieved, so that no damage of the<br />
abrasive layer happens. As soon as this force limit is<br />
achieved a retreat of the tool should follow to clean the<br />
Projektpartner<br />
Fässler AG – www.faessler-ag-ch<br />
Breu Diamantwerkzeug GmbH – www.breu-diawz.ch<br />
Kontakt<br />
Kuster Fredy<br />
IWF Institute of Machine Tools and Manufacturing<br />
ETH Zurich<br />
Tannenstrasse 3, CLA G17.1<br />
8092 Zurich Switzerland<br />
Tel +41 1 632 24 24<br />
Fax +41 1 632 11 25<br />
e-mail kuster@iwf.mavt.ethz.ch<br />
August 2009