6 TRENDS Bobsled Racing “<strong>Olympic</strong>” runners developed <strong>with</strong> <strong>Sinumerik</strong> <strong>and</strong> <strong>ShopMill</strong> When Slimmest Margins Count The new runners for the winning bobsled of S<strong>and</strong>ra Kiriasis were developed at Iscar <strong>with</strong> the help of <strong>Sinumerik</strong> <strong>and</strong> a great deal of expert know-how All pictures: W. Geyer motion world 1/2007
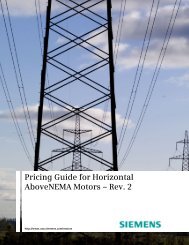
7 Effective October 1, 2006, only st<strong>and</strong>ard runners made of the same type of steel are permitted in international bobsled racing. For the German <strong>Olympic</strong> champion S<strong>and</strong>ra Kiriasis, it meant taking leave of the runners she had been accustomed to. In order to retain the tried-<strong>and</strong>-tested runner geometry of the winning bobsled from Turin 2006, the shape <strong>and</strong> the curvature of the last runner had to be scanned <strong>and</strong> new sleds manufactured on the basis of the digital data thereby gathered. In cooperation <strong>with</strong> a team of competent partners, Siemens mastered the challenge on a milling machine equipped <strong>with</strong> a <strong>Sinumerik</strong> 840D CNC control <strong>and</strong> <strong>ShopMill</strong> HMI. In bobsled racing, a few hundredths of a second frequently separate the winner from the next-placed finisher. The sled’s aerodynamics <strong>and</strong> its runners play a particularly important role. With her previous runners, S<strong>and</strong>ra Kiriasis took silver at the 2002 <strong>Olympic</strong> Games in Salt Lake City. From 2003 to 2006, she captured the overall World Cup Championship four times in a row. After two silver medals in 2003 <strong>and</strong> 2004, she was crowned World Champion in 2005. The absolute highlight of her sports career, however, was the <strong>Olympic</strong> victory in Turin in 2006. Bobsled runners have repeatedly given rise to speculations ranging from prohibited machining practices to illegal lubricants. At every competition, FIBT inspectors therefore had to check for compliance <strong>with</strong> no fewer than 40 of the international bobsled organization’s rules <strong>and</strong> regulations. As of the 2006/2007 season, this issue has been put to rest as a result of the fact that the FIBT only permits one st<strong>and</strong>ard type of steel for the runners. This will enable non-destructive tests to be conducted. Calls for help from the ice chute “Given the fact that we can no longer use the same runners <strong>with</strong> which we regularly captured the World <strong>and</strong> European as well as the World Cup titles <strong>and</strong> even the <strong>Olympic</strong> gold medal since 2001, we are in need of a service provider who can assist us in manufacturing new runners from a st<strong>and</strong>ardized material,” as S<strong>and</strong>ra Kiriasis described the problem she faced in the “Industrieanzeiger” back in the middle of August. Although the previously so successful runners were now useless for competition, they were to serve as a template for the new ones. Karsten Schwarz, head JobShop project manager for <strong>Sinumerik</strong> at Siemens, discovered the article by coincidence. Immediately interested, he mobilized a competent group of partners to solve the dem<strong>and</strong>ing task together <strong>with</strong> control <strong>and</strong> CAD know-how. Due to previous cooperation, good contacts already existed <strong>with</strong> Iscar Germany, a specialist for machining tools. Kurt Brenner, CTO (Chief Technology Officer) at Iscar in Ettlingen, was also immediately enthusiastic: “Bobsled racing already fascinated me as a child. If we can help manufacture the new runners <strong>and</strong> thereby support bobsled racing, we’re happy to do our share.” Renishaw, a specialist Using two reference holes, the runners were exactly aligned by <strong>ShopMill</strong> in the inching mode via setup <strong>and</strong> measurement functions for industrial metrology, scanned the old runners <strong>and</strong> generated one data file each for the outer runner contours <strong>and</strong> the running surfaces: for the outer runner con- tours – a simple geometric form of straight lines <strong>and</strong> circles – a DXF file (drawing exchange format), <strong>and</strong> a data set in IGES format (initial graphics exchange st<strong>and</strong>ard) for the mold part corresponding to the running surfaces. The runners were manufactured on a milling machine at Iscar in Ettlingen, which is equipped <strong>with</strong> a <strong>Sinumerik</strong> 840D CNC control <strong>and</strong> <strong>ShopMill</strong> workshop operator interface. The DXF file can be converted into a <strong>ShopMill</strong> readable format via the software CAD reader, <strong>and</strong> machined directly afterwards via the operator interface. From the IGES file (3D model), a CAD/CAM program must first be created for the <strong>Sinumerik</strong>. This was h<strong>and</strong>led by Sescoi, software specialist for tool <strong>and</strong> mold making, using the Work\NC software. The CAD/CAM program can be transferred to the control via USB or network. Personally on h<strong>and</strong> in Ettlingen The actual milling process was performed October 12 at Iscar in Ettlingen, <strong>with</strong> S<strong>and</strong>ra Kiriasis on h<strong>and</strong> to personally evaluate the machining. First, the DXF file was translated into a machine-readable format using the CAD reader. Afterwards, it was possible to machine the runner’s outer contour directly via the workshop operator interface. With the help of integrated setup <strong>and</strong> measurement functions, the runners were aligned exactly in the inching mode on the basis of two reference holes. Using sequencer programming, the machine operator defined the program sequence of the 2.5D machining tasks. On the runner contour, it was also necessary to adjust the rounding of the transition radius corners <strong>and</strong> chamfers for the scanner values. This task was h<strong>and</strong>led quickly <strong>with</strong> the integrated contour calculator. The programming of the individual machining steps such as roughing, finishing <strong>and</strong> chamfering was performed <strong>with</strong> powerful <strong>ShopMill</strong> cycles. For the machining of the runner contour, these included: path milling on the contour <strong>with</strong> roughing, finishing <strong>and</strong> chamfering; milling the circular pocket 1st hole, roughing <strong>and</strong> finishing; slot motion world 1/2007