Automotive Polyurethane Composite Parts Made with Natural Fiber ...
Automotive Polyurethane Composite Parts Made with Natural Fiber ...
Automotive Polyurethane Composite Parts Made with Natural Fiber ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Automotive</strong> <strong>Polyurethane</strong> <strong>Composite</strong> <strong>Parts</strong> <strong>Made</strong> <strong>with</strong><br />
<strong>Natural</strong> <strong>Fiber</strong> Mats and Honeycomb Cores<br />
Terry D. Seagrave<br />
Bayer Corporation<br />
100 Bayer Road<br />
Pittsburgh, PA 15205-9741<br />
USA<br />
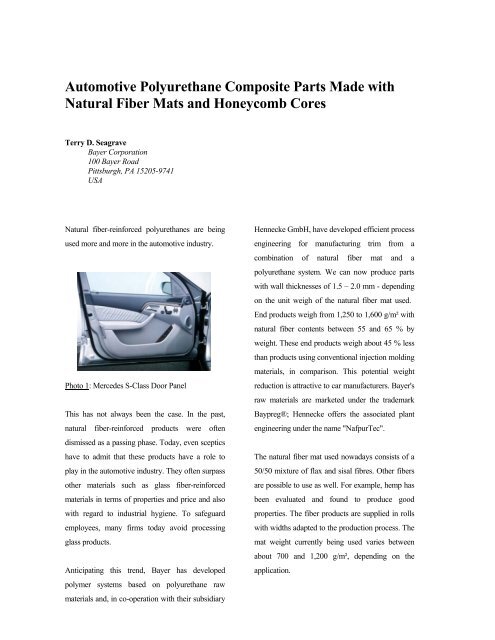
<strong>Natural</strong> fiber-reinforced polyurethanes are being<br />
used more and more in the automotive industry.<br />
Photo 1: Mercedes S-Class Door Panel<br />
This has not always been the case. In the past,<br />
natural fiber-reinforced products were often<br />
dismissed as a passing phase. Today, even sceptics<br />
have to admit that these products have a role to<br />
play in the automotive industry. They often surpass<br />
other materials such as glass fiber-reinforced<br />
materials in terms of properties and price and also<br />
<strong>with</strong> regard to industrial hygiene. To safeguard<br />
employees, many firms today avoid processing<br />
glass products.<br />
Anticipating this trend, Bayer has developed<br />
polymer systems based on polyurethane raw<br />
materials and, in co-operation <strong>with</strong> their subsidiary<br />
Hennecke GmbH, have developed efficient process<br />
engineering for manufacturing trim from a<br />
combination of natural fiber mat and a<br />
polyurethane system. We can now produce parts<br />
<strong>with</strong> wall thicknesses of 1.5 – 2.0 mm - depending<br />
on the unit weigh of the natural fiber mat used.<br />
End products weigh from 1,250 to 1,600 g/m² <strong>with</strong><br />
natural fiber contents between 55 and 65 % by<br />
weight. These end products weigh about 45 % less<br />
than products using conventional injection molding<br />
materials, in comparison. This potential weight<br />
reduction is attractive to car manufacturers. Bayer's<br />
raw materials are marketed under the trademark<br />
Baypreg®; Hennecke offers the associated plant<br />
engineering under the name "NafpurTec".<br />
The natural fiber mat used nowadays consists of a<br />
50/50 mixture of flax and sisal fibres. Other fibers<br />
are possible to use as well. For example, hemp has<br />
been evaluated and found to produce good<br />
properties. The fiber products are supplied in rolls<br />
<strong>with</strong> widths adapted to the production process. The<br />
mat weight currently being used varies between<br />
about 700 and 1,200 g/m², depending on the<br />
application.
Photo 2: <strong>Natural</strong> fiber mat (Enlarged view)<br />
The first stage in the production of trim from rolls<br />
is the pre-conditioning of the natural fiber mat.<br />
This stage is necessary because the moisture<br />
content of the untreated mat varies seasonally<br />
between about 6 and 12 %. This is unacceptable<br />
for high-quality products, so the moisture content<br />
has to be reduced to and kept at a low value<br />
(preferably
mold is immediately closed. The pressing process<br />
shapes the part itself while it cures. The reaction of<br />
the polyurethane system is triggered by heat<br />
supplied by the hot mold.<br />
In contrast to other polyurethane processes,<br />
therefore, the reinforcing material is combined <strong>with</strong><br />
the polyurethane system outside the mold when<br />
natural fiber mat is processed <strong>with</strong> Baypreg. The<br />
combined materials are inserted into the mold,<br />
where a simple compression process carries out the<br />
shaping and curing of the part.<br />
Molds are generally made of metal (preferably<br />
aluminium, or alternatively steel), for three<br />
reasons:<br />
1. Relatively high pressing force (about 200 t to<br />
250 t for a door trim <strong>with</strong> an average area of<br />
0.6 m 2 )<br />
2. Mold temperatures of about 130 °C<br />
3. The systems contain internal mold release<br />
additives, which only act in metal molds.<br />
Figure 2. shows the pressing force required to press<br />
a flat piece of natural fiber mat having an initial<br />
thickness of about 8 - 10 mm and weighing about<br />
900 g/m 2 . When producing components, this piece<br />
of mat would be compressed to a wall thickness of<br />
about 1.7 - 1.8 mm. According to Figure 2, a<br />
pressing force of about 12 bar, which converts to<br />
about 75 t, is required for a door trim of average<br />
size (~0.6 m 2 ). This pressing force is determined<br />
on flat material and is not sufficient for producing<br />
actual door trims, which usually have considerable<br />
vertical regions requiring more than the pressing<br />
force calculated for the projected area. In practice,<br />
door trims require a pressing force of at least 150 t,<br />
and preferably 200 t to allow a safety margin.<br />
Figure 2: Pressing force required for pressing flat<br />
natural fiber mat<br />
Aluminium molds are quite adequate for normal<br />
production. Steel would only be required if cutting<br />
operations are incorporated in the actual pressing<br />
mold (for example sheer edge trimming). A further<br />
50 - 75 t pressing force may have to be added,<br />
depending on when these cutting operations<br />
actually take place, i.e. by how much the mat is<br />
already compressed.<br />
The processing of Baypreg involves mold<br />
temperatures of about 130 °C for two particular<br />
reasons:<br />
1. The internal mold release additives<br />
contained in the systems only act at mold<br />
temperatures above about 120 °C.<br />
External release agents can be completely<br />
avoided during production. The in-mold<br />
release is adjusted so that laminating<br />
adhesives and/or other PU foams can<br />
adhere to the finished article. Back-filling<br />
foams (semi-rigid polyurethane foams)<br />
can be applied by typical foaming<br />
processes; and films, textiles, or leather
can be laminated <strong>with</strong>out treating the<br />
surface of the components.<br />
2. Molding times can be markedly reduced<br />
owing to the high temperature of the mold<br />
in combination <strong>with</strong> carefully selected<br />
catalysis. Today, molding times of 45<br />
seconds are feasible, and we aim to<br />
reduce them to 30 seconds.<br />
Once the mold has been opened, the components<br />
can be released automatically (Figure 1, item 7)<br />
and placed on a cooling rack. After cooling, they<br />
are conveyed to subsequent fabrication stages such<br />
as cutting and lamination.<br />
With a PU content of < 45 % by weight, based on<br />
the end product, the molded components can still<br />
be laminated under vacuum. Vacuum holes do not<br />
generally have to be drilled into the components<br />
under these conditions. Fasteners (such as glass<br />
fiber-reinforced polyamide) can be inserted and<br />
pressed directly in the mold.<br />
Another use of this natural fiber mat technology<br />
incorporates the use of paper honeycomb. The<br />
paper honeycomb used as a core or spacer to create<br />
a sandwich panel composite. The paper<br />
honeycomb provides the physical property feature<br />
of exceptionally high stiffness at a very low<br />
composite part weight.<br />
The manufacturing process is practically identical<br />
to the natural fiber mat process described earlier. In<br />
this case, a paper honeycomb core separates two<br />
outer layers of natural fiber mat. This entire<br />
composite is handled by the gripper system for the<br />
subsequent spraying process. Since the honeycomb<br />
core acts as a thermal insulator during the curing<br />
step in the mold, the cure times are somewhat<br />
longer than that of natural fiber mat alone, as<br />
described previously. The pressing force for this<br />
particular process is much lower, since the paper<br />
honeycomb crushes easily. 30t to 75 t is typically<br />
adequate for interior trim parts.<br />
The Baypreg/sandwich composite construction is<br />
becoming quite popular for sunshade, spare tire<br />
covers, and load floor applications. In Europe, this<br />
particular composite technology is being used for<br />
BMW, DCX, and Audi, to name a few.<br />
Photo 3 shows the Audi 4 spare tire cover, which<br />
uses Baypreg sandwich composite construction.<br />
Photo 3: Audi A4 Spare Tire Cover<br />
Photo 4 shows a cut away view of the honeycomb<br />
sandwich composite. Notice that this shows also<br />
the incorporation of metal brackets integrated into<br />
the design.
Photo 4: Sandwich composite <strong>with</strong> integrated<br />
metal piece<br />
The paper honeycomb can be used in various<br />
thicknesses for a specified application. While the<br />
Baypreg manufacturing process is not generally<br />
changed, the molded part’s physical properties do.<br />
Table 1 shows some comparison of properties <strong>with</strong><br />
and <strong>with</strong>out paper honeycomb, and at different<br />
paper honeycomb thicknesses. Note that the<br />
different values reported in the <strong>Composite</strong><br />
Thickness category are a result of using the mat<br />
alone, or in combination <strong>with</strong> a paper honeycomb<br />
core. Note also that the paper honeycomb core<br />
sandwich properties are exceptionally good at<br />
composite densities below 0.5 g/cc.<br />
Conclusions<br />
The combination of natural fiber mat, honeycomb<br />
cores, and suitable polyurethane systems, produced<br />
by a simple and efficient process, has resulted in a<br />
progressive alternative material for top-quality,<br />
lightweight components, which represent a good<br />
value for the money. The process to produce the<br />
molded parts is similar in practically all aspects of<br />
mass production. This fact lends itself to<br />
multiplicity of parts utilizing the same NafpurTec<br />
processing equipment.<br />
The first car to be launched <strong>with</strong> door trims made<br />
of natural fibre-reinforced Baypreg was the<br />
Mercedes-Benz S-class (internal code W 220).<br />
Other vehicles and other European manufacturers<br />
have followed follow suit <strong>with</strong> sunshades, spare<br />
tire covers, and door trim panels production.<br />
Indications are that the North American market has<br />
begun to embrace this technology for themselves.<br />
Table 1: Mechanical properties of Baypreg <strong>with</strong><br />
<strong>Composite</strong><br />
Construction*<br />
<strong>Natural</strong> <strong>Fiber</strong><br />
Mat, g/m 2<br />
<strong>Composite</strong><br />
Thickness, mm<br />
<strong>Composite</strong><br />
Density, g/cc<br />
Weight/Unit<br />
Area, g/m 2<br />
Flexural<br />
Modulus, MPa<br />
*Legend:<br />
<strong>Natural</strong> fiber and Honeycomb Sandwich<br />
components<br />
1. 2. 3.<br />
800 525 525<br />
1.6 8.0 12.0<br />
0.75 0.49 0.40<br />
1200 3920 4800<br />
3000 2700 2990<br />
No. 1=<strong>Natural</strong> mat only<br />
Nos. 2 & 3= <strong>Natural</strong> mat <strong>with</strong> 8 & 12 mm paper<br />
honeycomb core, respectively
BIOGRAPHY<br />
Terry D. Seagrave<br />
Terry D. Seagrave is the Manager for the<br />
<strong>Automotive</strong> SRIM Business Team at Bayer<br />
Corporation. He has held several positions <strong>with</strong><br />
increasing responsibility during his ten years at<br />
Bayer. These positions include Sr. Technical<br />
Marketing Representative for <strong>Automotive</strong> SRIM,<br />
Development Chemist and Technical Service<br />
Representative for <strong>Automotive</strong> RIM. He holds a<br />
B.S. Degree in Chemistry from Taylor<br />
University.