Cut-off Wheels
Cut-off Wheels
Cut-off Wheels

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
CYLINDRICAL WHEELS<br />
CENTERLESS, CYLINDRICAL & CREEPFEED<br />
Cylindrical <strong>Wheels</strong> (CONTINUED)<br />
SPEC check<br />
Stationary Dressing Tool Recommendations for Cylindrical <strong>Wheels</strong><br />
General Purpose (BC) and Norton Standard (NS) Stationary Tool Recommendations for Cylindrical Grinding <strong>Wheels</strong><br />
SINGLE POINT<br />
MULTI-POINT (GRIT)<br />
GRINDING TOOL TOOL TOOL<br />
WHEEL CARAT PRODUCT NO. PRODUCT NO. PRODUCT NO.<br />
DIAMETER WEIGHT 0° ANGLE 0° ANGLE SHAPE 15° ANGLE SHAPE<br />
16" - 20" 3/4 BC7M7 BC62 1/4 x 1/2 Rect. BC63 1/4 x 1/2 Rect.<br />
NS7M7 2A6D7 2A6E7<br />
21" + 1 BC10M7 BC61 1/4 x 3/4 Rect. BC60 1/4 x 3/4 Rect.<br />
NS10M7 1A6A7 1A6C7<br />
NS SINGLE POINT DIAMOND TOOLS ARE RESETTABLE. BC DIAMOND TOOLS ARE NOT RESETTABLE. ALL TOOLS SPECIFIED ABOVE HAVE 7/16" DIAMETER SHANKS.<br />
Troubleshooting Guide<br />
PROBLEM POSSIBLE CAUSE SUGGESTED CORRECTION<br />
Burn or cracks on workpiece Wheel too hard Try softer wheel or make wheel act softer (see previous Tech Tip)<br />
Dress is too fine<br />
Dress faster<br />
Nozzle not directing coolant properly Redirect flow<br />
Work speed too slow or wheel speed too fast Adjust speeds<br />
Wheel feed too slow causing excess<br />
Increase feed rate<br />
contact time<br />
Chatter marks on workpiece Loose spindle, end play, bearing failure Check wheel spindle on assembly<br />
Work drive faults, out-of-truth plate<br />
Check gear action, truth, drive on pin pressure<br />
Wheel too hard, poor truing, poor mounting Use softer grade; dress wheel correctly; secure mounting<br />
Poor quality finish Poor quality dressing Reduce final depth of dress on wheel<br />
Diamond insecurely held<br />
Check and replace diamond and secure properly<br />
Misalignment of head and tail stocks Check for properly aligned workpiece<br />
Dirty coolant<br />
Clean coolant frequently; use efficient filter<br />
Scored workpiece centers<br />
Check and lap center holes as required<br />
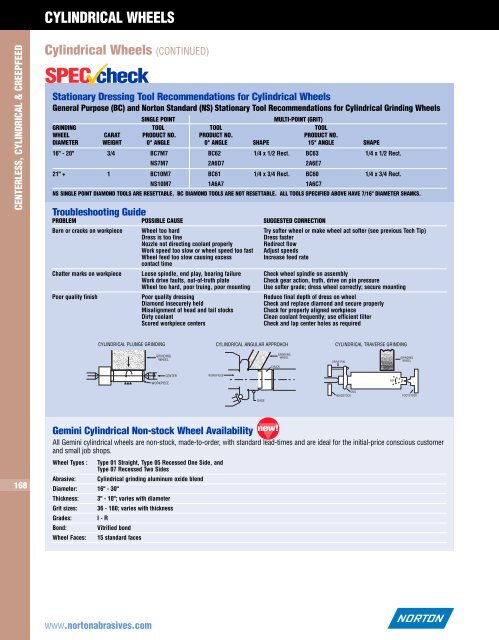
CYLINDRICAL PLUNGE GRINDING CYLINDRICAL ANGULAR APPROACH CYLINDRICAL TRAVERSE GRINDING<br />
GRINDING<br />
WHEEL<br />
GRINDING<br />
WHEEL<br />
DRIVE PIN<br />
GRINDING<br />
WHEEL<br />
CHUCK<br />
WORKPIECE<br />
CENTER<br />
WORKPIECE<br />
60º<br />
GAGE<br />
DOG<br />
HEADSTOCK<br />
FOOTSTOCK<br />
168<br />
Gemini Cylindrical Non-stock Wheel Availability new!<br />
All Gemini cylindrical wheels are non-stock, made-to-order, with standard lead-times and are ideal for the initial-price conscious customer<br />
and small job shops.<br />
Wheel Types : Type 01 Straight, Type 05 Recessed One Side, and<br />
Type 07 Recessed Two Sides<br />
Abrasive: Cylindrical grinding aluminum oxide blend<br />
Diameter: 16" - 30"<br />
Thickness: 3" - 10"; varies with diameter<br />
Grit sizes: 36 - 180; varies with thickness<br />
Grades: I - R<br />
Bond: Vitrified bond<br />
Wheel Faces: 15 standard faces<br />
www.nortonabrasives.com