LM OTEC Mini Spar Design_December 2011 - Hawaii National ...
LM OTEC Mini Spar Design_December 2011 - Hawaii National ...
LM OTEC Mini Spar Design_December 2011 - Hawaii National ...
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
NAVFAC Ocean Thermal EnergyConversion (<strong>OTEC</strong>) ProjectContract Number N62583-09-C-0083CDRL A014 Volume 4 of 4SSOPP Configuration ReportandCDRL A021 Volume 4 of 4SSOPP Development Planfor2.5 MW <strong>OTEC</strong> <strong>Mini</strong>-<strong>Spar</strong> Pilot Plant9 <strong>December</strong> <strong>2011</strong><strong>OTEC</strong>-<strong>2011</strong>-001-4Prepared for:Naval Facilities Engineering CommandNaval Facilities Engineering Service Center (NFESC)1100 23 rd AvenuePort Hueneme, CA 93043‐4370Attn: Mr. Kimo Zaiger, Contracting Officer RepresentativePrepared by:Lockheed Martin MS29500 Godwin DriveManassas, VA <strong>2011</strong>0Distribution Statement A: Approved for public release; distribution is unlimited.
Document HistoryRevision Date Summary of ChangesInitial Release 09 <strong>December</strong> <strong>2011</strong> Initial Release (Covers CDRLS A014 and A021) Volume 4 of 4Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Planti
ContentsExecutive Summary ....................................................................................................................................... 11 Introduction .......................................................................................................................................... 41.1 Options and Configurations .......................................................................................................... 61.2 Top‐Level Requirements ............................................................................................................. 101.3 Selected <strong>Design</strong> Drivers ............................................................................................................... 101.4 Document Structure.................................................................................................................... 101.5 Reference Documents ................................................................................................................. 122 Configuration Report, CDRL A014; 2.5 MW <strong>OTEC</strong> Pilot Plant ............................................................. 132.1 Overall Description of 2.5‐MW <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant ....................................................... 132.2 <strong>OTEC</strong> System Architecture .......................................................................................................... 232.3 Global Responses ........................................................................................................................ 252.3.1 Analytical Model ................................................................................................................. 252.3.2 Model Assumptions ............................................................................................................ 272.3.3 Results Summary ................................................................................................................. 272.3.4 Operational Responses ....................................................................................................... 292.3.5 Selected Graphs of Results.................................................................................................. 312.3.6 Summary and Discussion .................................................................................................... 312.4 Platform and Mooring Segment ................................................................................................. 352.4.1 <strong>Design</strong> Basis ......................................................................................................................... 352.4.2 Hull ...................................................................................................................................... 352.4.3 Topsides .............................................................................................................................. 392.4.4 Auxiliary Systems ................................................................................................................ 522.4.5 <strong>OTEC</strong> Plant Integration ........................................................................................................ 572.4.6 Environmental Requirement Integration ............................................................................ 63Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plantii
2.4.7 Stability ............................................................................................................................... 642.4.8 Structure ............................................................................................................................. 682.4.9 Weight Summary ................................................................................................................ 702.4.10 Mooring Element ................................................................................................................ 712.4.11 Cold Water Pipe Element .................................................................................................... 782.5 Power Generation Segment ........................................................................................................ 932.5.1 Power Cycle Element .......................................................................................................... 932.5.2 Power Generation Segment Overview ............................................................................... 962.5.3 Electrical Generation Element .......................................................................................... 1232.6 Power Delivery Segment ........................................................................................................... 1282.6.1 Electric Delivery Element .................................................................................................. 1282.6.2 Onboard Distribution Element .......................................................................................... 1332.7 Integrated Instrumentation and Control (I&C) Segment .......................................................... 1462.7.1 Overview of the Computer Integrated I&C System .......................................................... 1462.7.2 Computer Integrated Process Architecture ...................................................................... 1472.7.3 Platform Management Element ....................................................................................... 1492.7.4 Power Cycle Management Element .................................................................................. 1532.8 Installation and Servicing System ............................................................................................. 1582.8.2 <strong>Spar</strong> Platform Installation ................................................................................................. 1602.8.3 Servicing ............................................................................................................................ 1712.9 Configuration Report Summary ................................................................................................ 1763 Development Plan, CDRL A021; 2.5 MW <strong>OTEC</strong> Pilot Plant ............................................................... 1773.1 Scope ......................................................................................................................................... 1773.2 Background ............................................................................................................................... 1773.2.1 Technology Starting Point ................................................................................................. 177Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plantiii
3.2.2 Risks................................................................................................................................... 1833.3 Development Plan Road Map ................................................................................................... 1863.3.1 Development Path to an Operational 2.5MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant ................................ 1863.3.2 Site Specific <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant Final Configuration ..................................................... 1863.3.3 Component Performance Validation/Maturity Advancement ......................................... 1873.3.4 Permitting, Licensing, Regulatory Compliance and Environmental Baseline Collection .. 1913.3.5 SSOPP Final <strong>Design</strong> ............................................................................................................ 1923.3.6 Procurement and Acquisition ........................................................................................... 1933.3.7 Pre‐commissioning and Installation Planning ................................................................... 1973.3.8 Fabrication, Element Integration and Pre‐Commissioning ............................................... 1973.3.9 Maintenance, Operations, Safety and Training Procedures ............................................. 2013.3.10 Site Installation and Full System Commissioning .............................................................. 2043.3.11 Two‐Year Demonstration Program ................................................................................... 2073.4 Environmental Management .................................................................................................... 2173.4.1 Introduction ...................................................................................................................... 2173.4.2 Environmental Planning Requirements ............................................................................ 2223.4.3 Environmental Baseline Data Collection & Operations Monitoring ................................. 2323.4.4 Environmental Planning Roadmap .................................................................................... 2423.5 Program Plans ........................................................................................................................... 2473.6 ROM Cost Estimates .................................................................................................................. 2493.7 Financing Options ..................................................................................................................... 251Acronyms .................................................................................................................................................. 2534 Appendices ........................................................................................................................................ 262Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plantiv
Figure 2‐26 Water Flow Through the Common Intake .............................................................................. 61Figure 2‐27 Water Flow Through the Bottom Plenums ............................................................................. 61Figure 2‐28 Coordinate System – Horizontal Model: Wet Tow Condition ................................................ 65Figure 2‐29 Coordinate System – Vertical Model: In‐Service Condition .................................................... 65Figure 2‐30 Wet Tow Condition ................................................................................................................. 66Figure 2‐31 Flip Sequence 1: Tanks T‐1001 and T‐1002 100% .................................................................. 67Figure 2‐32 Flip Sequence 2: Tanks T‐2001 and T‐2002 100% .................................................................. 67Figure 2‐33 Flip Sequence 3: Flood Discharge Plenum ............................................................................. 67Figure 2‐34 Flip Sequence 4: Tank T‐1003 100% ...................................................................................... 67Figure 2‐35 Flip Sequence 5E: Tank T‐2003 100%..................................................................................... 67Figure 2‐36 In‐Service Condition: Partially Fill Tank T‐3004 40.8% ........................................................... 68Figure 2‐37 Catenary and Taut Moorings .................................................................................................. 73Figure 2‐38 Anchor Subsystem .................................................................................................................. 74Figure 2‐39 Bruce FFTS MK4 Drag Embedment Anchor ............................................................................ 75Figure 2‐40 Typical soil strength profiles for Calcareous Ooze .................................................................. 76Figure 2‐41 Bruce FFTS MK4 Anchor Holding Capacity .............................................................................. 76Figure 2‐42 CWP Segment Layout .............................................................................................................. 78Figure 2‐43 CWP Suction Head Along the Length of the Pipe ................................................................... 80Figure 2‐44 CWP Stiffener Cross Section (left) and an Example of a Pipe Stiffener Previously Installed byMakai on a smaller HDPE pipeline (right) ................................................................................................... 81Figure 2‐45 First and Second Collapse Modes of CWP without Stiffeners (left and center), and the FirstCollapse Mode with Stiffeners (right)......................................................................................................... 82Figure 2‐46 CWP Bottom Weight Steel Connection Piece (left) and FEA (right) ....................................... 83Figure 2‐47 CWP Bends in Typical Conditions (left) and 100‐Year Storm with Max Currents (right)........ 84Figure 2‐48 Bending Strain at Top of CWP in 100‐year Storm with Max Currents (left) and Max DynamicCWP Strains for All Fatigue Bins (right)....................................................................................................... 85Figure 2‐49 Rotating Fatigue Test Apparatus ............................................................................................ 85Figure 2‐50 HDPE Fatigue Testing Results and Anticipated CWP Fatigue Events (right) and Fatigue LifeAnalysis of CWP (left).................................................................................................................................. 86Figure 2‐51 Cold Water Sump Schematic .................................................................................................. 87Figure 2‐52 CWP Connection to <strong>Spar</strong> ......................................................................................................... 88Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plantvi
Figure 2‐53 CWP Connection Closing Mechanism ..................................................................................... 88Figure 2‐54 CWP Connection Seal .............................................................................................................. 89Figure 2‐55 Typical HDPE Flanged Connection .......................................................................................... 89Figure 2‐56 CWP Termination Concept ...................................................................................................... 90Figure 2‐57 Termination Testing Apparatus .............................................................................................. 92Figure 2‐58 Results from 200 mm Termination Testing ............................................................................. 92Figure 2‐59 Pilot Plant Power Cycle Diagram ............................................................................................. 94Figure 2‐60 Selection of Process Conditions Using MOTEM to Maximize Power ...................................... 95Figure 2‐61 Process Flow Diagram for One (of three) <strong>OTEC</strong> Circuits ......................................................... 97Figure 2‐62 Power Accounting for <strong>Mini</strong>‐<strong>Spar</strong> <strong>OTEC</strong> Plant, at <strong>Design</strong> Temperatures ................................. 98Figure 2‐63 Trade Study on Cold Water Pipe Diameter vs. Heat Exchanger Cost ................................... 100Figure 2‐64 Seasonal Seawater Temperature Variation at HOTS Station 1 (west Oahu) ........................ 102Figure 2‐65 Cold Water Submersible Pump (image provided by ITT Flygt AB) ........................................ 103Figure 2‐66 Seawater Flow Paths through <strong>OTEC</strong> Components ................................................................ 104Figure 2‐67 Detail of Water Flow within the Cold Water Plenum ........................................................... 105Figure 2‐68 At left, Warm Seawater Intake Fish Diversion Screen with Large Mesh at 25‐m Depth inKona, <strong>Hawaii</strong> (Makai). At right, representative Fish Diversion Screen (Wedgewire.com) ...................... 106Figure 2‐69 Multi‐electrode Magnetic Seawater Flowmeter (McCrometer, Inc.) ................................... 107Figure 2‐70 Oceanographic Data Collected During 2010 Evidences Vertical Water Oscillation .............. 108Figure 2‐71 July 2010 Average Temperature Profile, Showing Semi‐diurnal Extremes .......................... 108Figure 2‐72 Twisted Tubes (Koch Heat Transfer Co.) and Spirally Indented Enhanced Tube (WolverineTube, Inc.) ................................................................................................................................................. 109Figure 2‐73 Schematic Diagram of the Condenser .................................................................................. 110Figure 2‐74 Brazed Fin Aluminum <strong>OTEC</strong> Evaporator – 5.5m Tall x 3.8m Wide x 3.2m Deep .................. 112Figure 2‐75 Example of the Internal Structure of a Brazed Fin Aluminum Heat Exchanger with ExtrudedWaterside Passages .................................................................................................................................. 113Figure 2‐76 Sodium Hypochlorite Unit Suitable for Offshore Use (Electrichlor) ..................................... 114Figure 2‐77 Major <strong>OTEC</strong> Process Components ........................................................................................ 115Figure 2‐78 <strong>OTEC</strong> Process Piping Diagram ............................................................................................... 117Figure 2‐79 Left: Magnetic Drive Pump (image by Viking Pump). Right: Motor & Pump in SubmersiblePressure Vessel ......................................................................................................................................... 119Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plantvii
Figure 2‐80 Demister Tank Dimensions ................................................................................................... 120Figure 2‐81 Typical Ammonia Valve, Auto‐Purger, and Hydrostatic Relief Valve (Hansen) .................... 122Figure 2‐82 1‐MW Direct Drive Turbine Generator Skid for Low‐Temperature Geothermal Application.(Energent) ................................................................................................................................................. 123Figure 2‐83 Radial Inflow Turbine. ........................................................................................................... 124Figure 2‐84 Axial Impulse Turbine ........................................................................................................... 125Figure 2‐85 Generator Orientation during Installation (Brush) ............................................................... 127Figure 2‐86 Functional Block Diagram of Power Delivery for Grid‐Connected Operation ...................... 129Figure 2‐87 Functional Block Diagram of Power Delivery for Stand‐Alone Operation ............................ 129Figure 2‐88 Requirements Flow Down ..................................................................................................... 131Figure 2‐89 One‐Line Drawing of the <strong>Mini</strong>‐<strong>Spar</strong> from Generation to Distribution .................................. 132Figure 2‐90 GIS Cut Away (from ABB) ...................................................................................................... 134Figure 2‐91 AIS Cut Away (from Areva T&D) ........................................................................................... 134Figure 2‐92 Grid Emulator Concept ......................................................................................................... 137Figure 2‐93 Submarine Cable Performance over Varying Distances ....................................................... 139Figure 2‐94 Submarine Cable Description ................................................................................................ 141Figure 2‐95 Baseline Submarine Cable..................................................................................................... 142Figure 2‐96 Cable Route from <strong>OTEC</strong> Site to PMRF Shore Site ................................................................. 144Figure 2‐97 Shore Cable Landing ............................................................................................................. 145Figure 2‐98 Computer Integrated Process System Hierarchy .................................................................. 147Figure 2‐99 Computer Integrated I&C Network Topology ....................................................................... 148Figure 2‐100 Power Cycle I&C Functions ................................................................................................. 153Figure 2‐101 <strong>OTEC</strong> Process I&C Architecture Block Diagram .................................................................. 154Figure 2‐102 Ballast Plan .......................................................................................................................... 161Figure 2‐103 American Champion ........................................................................................................... 162Figure 2‐104 Mooring Sequence Step 1 ................................................................................................... 162Figure 2‐105 Mooring Sequence Step 2 ................................................................................................... 163Figure 2‐106 Mooring Sequence Step 3 ................................................................................................... 164Figure 2‐107 Location of CWP Assembly and Staging Area Near Honolulu Harbor ................................ 165Figure 2‐108 CWP Storage Location and Path to Sea .............................................................................. 165Figure 2‐109 Photographs from Previous Makai HDPE Pipe Deployments: ............................................ 166Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plantviii
Figure 2‐110 CWP Hook‐up Step 1 ........................................................................................................... 167Figure 2‐111 CWP Hook‐up Step 2 ........................................................................................................... 167Figure 2‐112 CWP Hook‐up Step 3 ........................................................................................................... 168Figure 2‐113 CWP Hook‐up Step 4 ........................................................................................................... 168Figure 2‐114 <strong>Mini</strong>‐<strong>Spar</strong> Cable Termination, Cross‐section ...................................................................... 170Figure 2‐115 Seawater and Ammonia Pump Locations ........................................................................... 173Figure 2‐116 Ammonia Pump Wet‐Removal ........................................................................................... 174Figure 2‐117 Ammonia Pump Wet‐Installation ....................................................................................... 174Figure 2‐118 AWB 140 barge ................................................................................................................... 175Figure 2‐119 Pier‐side Heat Exchanger Removal ..................................................................................... 176Figure 3‐1 SSOPP Demonstration Program Roadmap ............................................................................. 186Figure 3‐2 <strong>Design</strong> Process ........................................................................................................................ 193Figure 3‐3 Mass Flow vs. Power ............................................................................................................... 205Figure 3‐4 Operational Data Collection and Analysis Flow ...................................................................... 208Figure 3‐5 <strong>OTEC</strong> Process Performance Data Monitoring ......................................................................... 216Figure 3‐6 Environmental Management System C Hierarchy Focusing on C1200 Baseline Planning ..... 219Figure 3‐7 Environmental Requirements Integration during FEED to Manage Risk of Delay and Redesignduring Federal Agency Environmental Regulatory Process ...................................................................... 221Figure 3‐8 Numerical Modeling of Lagrangian Jet Plumes to Compare Terminal Depth and Dilution .... 238Figure 3‐9 Comparison of Daily Average Nitrate Concentrations (Micromol/Kg) Expected from a 100‐MW Plant (left) and the 25‐MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant (right). ................................................................. 239Figure 3‐10 Total Nitrate Loads as a Function of the Water Column Depths from the 100‐MW VerticalDischarge and 2.5‐MW Shallow Horizontal Discharge. ............................................................................ 240Figure 3‐11 Estimated Environmental Compliance Process Flow for 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> <strong>OTEC</strong> PilotProject. ...................................................................................................................................................... 245Figure 3‐12 Key Program Milestones ....................................................................................................... 247Figure 3‐13 Project High‐Level Schedule Detail ....................................................................................... 248Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plantix
TablesTable 1‐1 Criteria Versus Options ................................................................................................................ 8Table 1‐2 Explanation of Criteria Differences .............................................................................................. 9Table 1‐3 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> Top‐Level Requirements ............................................................................. 11Table 1‐4 Selected <strong>Design</strong> Drivers .............................................................................................................. 11Table 2‐1 Key Parameters of 2.5 Megawatt <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant ................................................... 15Table 2‐2 Extreme Motion Responses ‐ Intact Mooring ............................................................................ 28Table 2‐3 Extreme Acceleration Responses ‐ Intact Mooring .................................................................... 28Table 2‐4 Extreme Anchor Loads Inline and Perpendicular to Anchor Alignment .................................... 29Table 2‐5 Maximum Strains at Top of Pipe ................................................................................................ 29Table 2‐6 Summary of CWP Bottom Motion Extremes ............................................................................. 29Table 2‐7 Operational Motions .................................................................................................................. 30Table 2‐8 Fatigue Strain at Top of CWP ..................................................................................................... 31Table 2‐9 Equipment Installation Groups .................................................................................................. 58Table 2‐10 <strong>OTEC</strong> Flow ................................................................................................................................ 60Table 2‐11 Wet Tow Hydrostatics .............................................................................................................. 66Table 2‐12 In‐Service Hydrostatics ............................................................................................................. 68Table 2‐13 Material Properties .................................................................................................................. 70Table 2‐14 Weight Estimate Summary ...................................................................................................... 70Table 2‐15 Drag Anchor Requirements for Catenary Mooring Option ...................................................... 74Table 2‐16 CWP Structural Properties ....................................................................................................... 78Table 2‐17 CWP Bottom Weight Properties .............................................................................................. 83Table 2‐18 CWP Net Weights ..................................................................................................................... 83Table 2‐19 Summary of Uncertainty Analysis on Power‐Producing Components ..................................... 99Table 2‐20 Statistical Analysis of <strong>Hawaii</strong> Seawater Temperature Variation ............................................ 101Table 2‐21 Warm and Cold Seawater Pump Characteristics ................................................................... 103Table 2‐22 Characteristics of a Twisted Tube Titanium Condenser (3 required for <strong>Mini</strong>‐<strong>Spar</strong>) .............. 110Table 2‐23 Characteristics of a Single Brazed Aluminum Evaporator (3 Required for <strong>Mini</strong>‐<strong>Spar</strong>) .......... 112Table 2‐24 Process Parameters for 2.5 MW <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> at <strong>Design</strong> Temperature ............................ 116Table 2‐25 Turbo‐Expander Suppliers ...................................................................................................... 123Table 2‐26 Generator Specifications ........................................................................................................ 126Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plantx
Table 2‐27 Power Delivery Trade Study Results ...................................................................................... 130Table 2‐28 Requirements for the Onboard Distribution Subsystem ....................................................... 133Table 2‐29 Switchgear for the Onboard Distribution .............................................................................. 134Table 2‐30 List of Large Transformers on the Platform ........................................................................... 135Table 2‐31 Key Requirements for Power Transmission Subsystem ......................................................... 137Table 2‐32 Top‐Level Specifications for the Submarine Cable................................................................. 139Table 2‐33 Submarine Cable Primary Requirements ............................................................................... 141Table 2‐34 <strong>Mini</strong>‐<strong>Spar</strong> Motions, 100‐Year Storm, Catenary Moor ............................................................ 143Table 2‐35 Catenary Anchor Leg Deployment ......................................................................................... 158Table 2‐36 Cable Installation Requirements ............................................................................................ 169Table 3‐1 Status of Key Technologies ...................................................................................................... 179Table 3‐2 Risk Matrix ................................................................................................................................ 184Table 3‐3 Long Lead Items ....................................................................................................................... 195Table 3‐4 Baseline Data Needs for the 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> ...................................................................... 225Table 3‐5 Environmental Analysis Needs for the 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> ...................................................... 226Table 3‐6 Environmental System Requirements Applicable to 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant ............... 227Table 3‐7 NOAA Fisheries Current In‐water Acoustic Thresholds (excluding tactical sonar and explosives)(NOAA, 2010) ............................................................................................................................................ 230Table 3‐8 NOAA Fisheries Current in Air Acoustic Thresholds ................................................................. 230Table 3‐9 Federal and State Environmental Authorizations for the 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> ......................... 243Table 3‐10 Environmental Process Documentation Required for the 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> ...................... 243Table 3‐11 ROM Demonstration Configuration Cost ............................................................................... 249Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plantxi
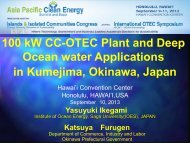
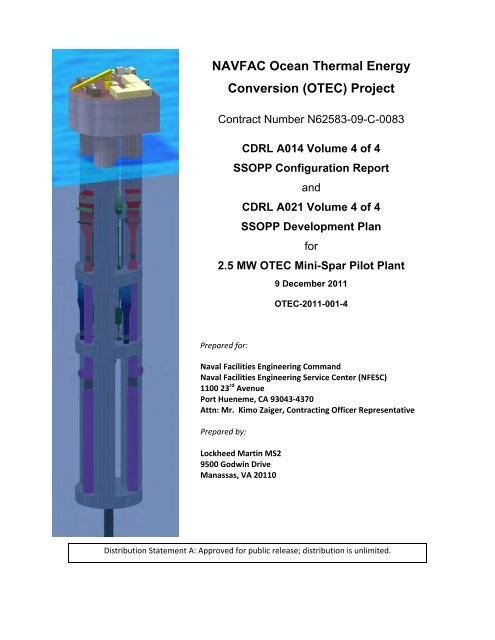
CDRL A014 Site Specific <strong>OTEC</strong> Pilot Project (SSOPP) System Configuration ReportCDRL A021 Site Specific <strong>OTEC</strong> Pilot Plant (SSOPP) Development ReportVolume 4 2.5 MW <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> Pilot PlantExecutive SummaryThe 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant is a lower cost <strong>OTEC</strong> pilot plant relative to the 10‐MW semisubmersiblebaseline design developed under NAVFAC Contract N62583‐09‐C‐0083. An Analysis ofAlternatives (AoA) with the objective of reducing the baseline cost resulted in a Floating Option and aLand‐Based Option. The Floating Option, this <strong>Mini</strong>‐<strong>Spar</strong>, comprises a complete <strong>OTEC</strong> system, albeit at asmaller, 2.5‐MW capacity relative to the baseline Top‐Level Requirements.The Lockheed Martin (<strong>LM</strong>) <strong>OTEC</strong> Industry Team considered the potential for building one power moduleas an independently floating configuration. The largest cost driver for any small floating <strong>OTEC</strong> plant willlikely be the platform and associated mooring subsystems. Based on existing offshore industry maturity,the platform and mooring system are considered low risk and demonstration as part of the Site Specific<strong>OTEC</strong> Pilot Plant (SSOPP) was not critical and could be deleted. To further reduce costs for a Navysupportedprogram, the <strong>LM</strong> Team also removed the validation of a scalable, composite, cold water pipe(CWP) to a separate project. The smaller <strong>Mini</strong>‐<strong>Spar</strong> capacity can be supported by commercially availablehigh density polyethylene (HDPE) CWP material. Augmented by prior experience with the FloatingLaboratory and Instrument Platform (FLIP), the <strong>LM</strong> Team developed a spar configuration that could bebuilt and towed horizontally to the site, upended, and moored for operation.The 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> has a cell spar hull structure of four steel cylinders to support the <strong>OTEC</strong>equipment, seawater ducting, CWP, mooring, and subsea power export cable. Figure 1 shows the majorcomponents. Most of the <strong>OTEC</strong> process equipment containing ammonia is submerged and mountedexternally to the hull cylinders, and the ammonia turbine‐generator is mounted within the topsides withother standard marine auxiliary equipment. The spar’s deep draft results in excellent stability; even the100‐year storm event (18‐meter‐high maximum waves) creates pitch motions that are small enough toallow a fixed connection between the vessel and the CWP. The deep hulls also direct the seawaterdischarge plume to beneath the euphotic zone, simulating the ocean dynamics expected by future large<strong>OTEC</strong> plants.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 1
The 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong>’s function is to transition <strong>OTEC</strong> technology from the development stage tocommercial operation. Since no commercial <strong>OTEC</strong> power plants exist anywhere today, multiple programcriteria were considered in addition to the Top‐Level Requirements. These criteria include the ability to: Demonstrate system performance Obtain requisite environmental measurements for commercial applications Validate cost and schedule data Establish operation and maintenance (O&M) requirements Scale to larger, utility capacities with minimal risk perceptions Show long‐term survivability at sea Provide system‐level integration experienceThe high capital cost of a pilot plant demonstration at megawatt (MW) scale required consideration ofpost‐demonstration phase usefulness. Therefore, another criterion associated with an <strong>OTEC</strong> pilot plantwas added:<strong>Design</strong> for post‐demonstration delivery of power at a Navy baseConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 2
Crew Quarters21 m6 MVA Loadbank & gridemulator (for 2 yr test period)Hull topsides w/ ammoniaturbine- generator andstart-up diesel generator11 m0 m-15 mThree 126.5 m longcylindrical hulls and single76.5 m long center hullWarm seawaterintake screen (1 of 3)Ammonia Condenser(1 of 3)Cold Seawater Pump(1 of 3)-38 m-60 mWarm Seawater Pump(1 of 3)Horizontal seawaterdischarge port, 70 mdeep (Temporary,1 of 3)Mooring lines(3 sets of 3 for20-year design)Downward commonseawater dischargePower export cableCold seawatersupply pipe-114 mCold Water PipeConnectorFigure 1 Major Components of the 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot PlantThe 2.5‐MW capacity was determined to be (1) large enough to validate plume modeling and be ofinterest to a base, and (2) small enough to allow use of commercially available HDPE CWPs and reducecosts. The proposed location for the <strong>Mini</strong>‐<strong>Spar</strong> is near the Pacific Missile Range Facility, on the island ofKauai, <strong>Hawaii</strong>, where base power consumption closely matches the <strong>Mini</strong>‐<strong>Spar</strong> design power production.The 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant is a lower cost option that adequately addresses all commercializationcriteria except for the composite CWP, provides post‐demonstration value to a Navy base, and, withNavy budget support, should prove attractive to investors interested in commercial <strong>OTEC</strong> projects. It isanticipated the final design, procurement, fabrication, and installation will take three years andoperations will be two years. The ROM capital cost for the <strong>Mini</strong>‐<strong>Spar</strong> is $107M.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 3
1 IntroductionThe Naval Facilities Command (NAVFAC) Ocean Thermal Energy Conversion (<strong>OTEC</strong>) Project is structuredto advance commercialization and promote future development of <strong>OTEC</strong> technology for Navyapplications. The Navy views <strong>OTEC</strong> technology as a potentially viable means to reduce dependence onfossil fuel at bases located in tropical areas, including Naval Support Facility Diego Garcia (NSFDG), aswell as naval facilities in <strong>Hawaii</strong> and Guam.The Navy's long‐term objective is the commercialization of <strong>OTEC</strong> technology to permit purchase of baseload power and water from privately developed <strong>OTEC</strong> facilities at cost‐effective rates. The Navy’s neartermobjective is to support technical efforts that reduce overall system developmental risks withrespect to critical components and subsystems.The Naval Facilities Engineering Service Center (NFESC), Port Hueneme, awarded contract N62583‐09‐C‐0083 on 21 August 2009 to a Lockheed Martin Industry Team to accomplish elements of the near‐termobjective. Lockheed Martin (<strong>LM</strong>), supported by Makai Ocean Engineering (Makai), John Halkyard &Associates (JHA), The Glosten Associates (TGA), Sound & Sea Technology (SST), G. Noland & Associates(GNA), Planning Solutions Inc (PSI), Navatek, OCEES, E3Tek, and the <strong>Hawaii</strong> <strong>National</strong> Marine RenewableEnergy Center, completed a System <strong>Design</strong> Report for a modular 10‐megawatt (MW), new‐build semisubmersibleconfiguration, <strong>OTEC</strong> Pilot Plant that would be demonstrated at a 5‐MW capacity for twoyears, then upgraded and placed into commercial operation at 10 MW for an additional 20 years. Thedesign capacity was chosen to support nominal power requirements at any of several Navy basesincluding NSFDG, Guam, and three locations in <strong>Hawaii</strong>. This baseline design addressed a set of Top‐LevelRequirements created early in the program to guide team efforts. Since no commercial <strong>OTEC</strong> powerplants exist anywhere today, additional program criteria were desirable attributes to enable a lower risktransition from demonstration to commercialization. These program criteria include the ability to:a) Demonstrate system performanceb) Obtain requisite environmental measurements for commercial applicationsc) Validate cost and schedule datad) Establish operation and maintenance (O&M) requirementse) Scale to larger, utility capacities with minimal risk perceptionsf) Show long‐term survivability at seag) Provide system‐level integration experienceConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 4
1.1 Options and ConfigurationsFigure 1‐1 shows a graphical depiction of the two options with the associated configurations.Floating Option: The Floating Option comprises a complete <strong>OTEC</strong> system, albeit at a smaller, 2.5‐MW,capacity relative to the baseline Top‐Level Requirements. The largest cost driver for any small floating<strong>OTEC</strong> plant will likely be the platform and the associated mooring subsystems. Based on existingoffshore industry maturity, the platform and mooring system are considered low risk and demonstrationas part of the SSOPP was not critical and could be deleted.Figure 1‐1 SSOPP Options and ConfigurationsMakai recommended the team consider the potential for building one power module as anindependently floating configuration. Augmented by prior TGA experience with the Floating Laboratoryand Instrument Platform (FLIP), the team developed a spar configuration that could be built and towedhorizontally to the site, upended, and moored for operation. A spar configuration provides a very stableplatform for the CWP connection. The 2.5 MW capacity was determined to be: (1) large enough tovalidate plume modeling and be of interest to a base and (2) small enough to allow use of commerciallyavailable HDPE CWPs and reduce costs. This configuration is designed for a site near the Pacific MissileConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 6
Range Facility (PMRF) on Kauai where base power consumption closely matched the lower design powerproduction.Land‐Based Option: NFESC recommended the <strong>LM</strong> Team consider a land‐based configuration utilizingexisting access to cold (deep) and warm (shallow) sea water at NELHA. Consideration of thisconfiguration was viewed as a candidate to achieve the lowest costs by relaxing the requirements andthe program criteria.The Natural Energy Laboratory of <strong>Hawaii</strong> (NELH) was established in 1974 to promote ocean‐relatedresearch, thermal energy conversion demonstration, and aquaculture. In 1986, ground was broken onadjacent lands for the first increment of the State’s <strong>Hawaii</strong> Ocean Science and Technology (HOST) Park, adevelopment which was intended to provide sites for the commercialization of research activitiesinitiated at NELH. Until 1990, the properties, located next to the Kona Airport at Keahole, wereseparately administered, although their missions were complementary. The 1990 State Legislatureconsolidated management of NELH and HOST Park’s 870 acres of lands and facilities under a singleadministrative state agency, the Natural Energy Laboratory of <strong>Hawaii</strong> Authority (NELHA).Two 55‐inch diameter seawater pipes provide warm and cold seawater access to the HOST area. It wasoriginally envisioned this seawater supply would accommodate a land‐based <strong>OTEC</strong> system. Though thecurrent pump infrastructure provides 14,000 gallons per minute (gpm) of warm seawater and 14,000gpm of cold seawater, upgraded pumps could provide the rated design flows of 40,500 gpm of warmseawater and 27,000 gpm of cold seawater. With proper sensitivity to existing downstream tenants(consumers of partial seawater flows), a land‐based <strong>OTEC</strong> is possible but would only partially meet thecommercialization criteria.Since a land‐based system provides no ability to address the environmental measurements required foreventually permitting commercial <strong>OTEC</strong> systems, the unique environmental aspect of an <strong>OTEC</strong> plant(moving vast quantities of cold and warm seawater) must be addressed via other means. Makai,initially under Center of Excellence in Ocean Systems (CEROS) and later DOE funding, has developed aplume model to analyze the discharge from <strong>OTEC</strong> plants. One objective of any pilot demonstrationshould be to provide measurements allowing the validation of the plume model to enable its use forcommercial applications with confidence. Validation of the plume model can only be done by testing atrelevant scales and in the actual environment being modeled. Therefore, the <strong>LM</strong> Team identified therequirements for a set of hardware to pump large enough quantities of seawater to produce aConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 7
measurable plume, enabling validation of the model. This hardware is hereafter designated as the <strong>OTEC</strong>Plume Simulator.Therefore, the full Land‐Based Option for an <strong>OTEC</strong> Pilot Plant Program comprises a NELHA‐based <strong>OTEC</strong>System utilizing the seawater from the 55‐inch pipes coupled with an <strong>OTEC</strong> Plume Simulator to providethe most critical environmental measurements.It should be noted that in addition to relaxing most of the commercialization criteria, a land‐basedsystem at NELHA provides no post‐demonstration value to any Navy base.Both Options:Makai designed and constructed a 40‐ft‐tall Heat Exchanger (Hx) Test Facility at NELHA using seawaterfrom existing 28‐ and 40‐inch pipes. The facility can operate with warm (26°C) and cold (6°C) seawaterflows of up to 6,000 gpm each, to test candidate <strong>OTEC</strong> heat exchangers using ammonia. The system islarge enough and flexible enough to test up to three condensers and three evaporators. Essentially, thefacility is a complete kilowatt scale <strong>OTEC</strong> system except for a turbine generator. The team believes anupgrade to the Hx Test Facility by adding a turbine‐generator set (T‐G set) with the requisite controlsystem is a low‐cost task that can provide system performance and operational experience in the nearterm. This configuration is valuable and applicable to both options and is presented in Volume 1 of thisCDRL.Table 1‐1 shows how the two options and associated configurations meet the commercialization criteriaas compared with the baseline 10 MW design. Each criteria comparison is qualitative. The baseline 10MW Semisubmersible design adequately addresses all criteria, but is the most expensive choice. Bycomparison, the 2.5 MW <strong>Mini</strong>‐<strong>Spar</strong> provides significant reduction in capital cost by reduction of systemcapacity and reduction of the ability to meet all criteria.CriteriaTable 1‐1 Criteria Versus OptionsBaseline Floating Option Land‐Based Option10‐MW Semisubmersible2.5‐MW NELHA <strong>OTEC</strong><strong>Mini</strong>‐<strong>Spar</strong>System<strong>OTEC</strong> PlumeSimulatorRelative Cost$ $ $ $ $ $ $ $Demo System Performance Environmental Measurements Validate Cost & Schedule Data Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 8
CriteriaBaseline Floating Option Land‐Based Option10‐MW Semisubmersible2.5‐MW NELHA <strong>OTEC</strong><strong>Mini</strong>‐<strong>Spar</strong>SystemEstablish O&M Requirements Integration Experience Scalable CWP w/min risk Scalable (all but CWP) w/min risk Long‐Term Survivability Post‐ Demo Value to Navy Relative Cost: $ $ $ $ ‐ higher $ ‐ lowerRelative Value: ‐ higher ‐ lower empty box – no valueNotes:a) Hx Test Facility Upgrade configuration recommended for both options.b) Options require a separate composite CWP validation program.<strong>OTEC</strong> PlumeSimulatorCriteriaTable 1‐2 Explanation of Criteria DifferencesBaseline10‐MW SemisubmersibleFloating Option2.5‐MW<strong>Mini</strong>‐<strong>Spar</strong>Relative Cost $ $ $ $ $ $CommentsDemo SystemPerformance EnvironmentalMeasurements Validate Cost &Schedule Data Establish O&MRequirements IntegrationExperience Scalable CWPHDPE CWP is not scalable to utilityw/min riskcapacities.Scalable (all butSystem configuration differs from CWP) w/min risk anticipated utility scale.Long‐TermSurvivability Post‐Demo25% of baseline power production. Value to NavySingle power module, smaller platform,no composite CWP.Smaller (though adequate) flow rates.Smaller platform and power modules, nocomposite CWP.Single power module, smaller operation.Different overall system configuration.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 9
1.2 Top‐Level RequirementsThe baseline Top‐Level Requirements developed early in the program represented the objectives ofNFESC and guided the <strong>LM</strong> Industry Team in developing an <strong>OTEC</strong> Pilot Plant of sufficient scope to addresscommercialization scale‐up. Discussions with the <strong>Hawaii</strong>an Electric Company (HECO) suggested 10 MWrepresented a scale with which they were comfortable for demonstration of a “first of its kind” type ofindependent power generator. Discussions with the <strong>National</strong> Oceanic and Atmospheric Administration(NOAA), and early modeling of warm and cold water use and discharge suggested this scale of <strong>OTEC</strong>plant appeared to be large enough to observe some local effects and provide data for validation ofmodels and observation of effects on the local marine environment.The need for capital cost reductions led to reductions in the baseline requirements to allow the optionsand configurations reflected in these four volumes. Revised Top‐Level Requirements for the 2.5‐MW<strong>Mini</strong>‐<strong>Spar</strong> shown in Table 1‐3 are compared to the original requirements for the baseline semisubmersibleto compare the differences leading to capital cost reductions.1.3 Selected <strong>Design</strong> DriversThe Top‐Level Requirements guide overall configuration design. Program criteria are used to guideconfiguration design decisions and trade studies to maximize the utility of the configuration to easecommercialization transition. These requirements and criteria flow down to lower level requirements toguide subsystem design efforts. Several requirements and criteria drive the overall design. Thesedrivers are listed in Table 1‐4 and include the impact on the design for each. Section 2 provides greaterdetail.1.4 Document StructureThe four configurations associated with the Floating and Land‐Based Options are documented in fourseparate volumes to simplify the information presented therein. Each volume includes similarintroductions and incorporates both the Configuration Report (CDRL A014) and the Development Plan(CDRL A021) grouped for completeness.Volume 1 – Hx Test Facility UpgradeVolume 2 – NELHA <strong>OTEC</strong> SystemVolume 3 – <strong>OTEC</strong> Plume SimulatorVolume 4 – 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot PlantConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 10
This volume addresses the 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant. Section 2 provides the Configuration Report(CDRL 014). Section 3 provides the Development Plan (CDRL 021). Specific details on many designtopics are voluminous and are relegated to appendices for ease of reading the core document.Table 1‐3 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> Top‐Level RequirementsFloating Option ‐2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong>Baseline10‐MW Semi‐submersibleLocationWest coast of Kauai, HI, near the Southwest/west side of Oahu, HIPacific Missile Range Facility (PMRF)Capacity2.5 MW to PMRF grid when operatingwith 25.7°C warm water and 4.1°Ccold water5 MW, annual net average electricpower at grid interface duringdemonstration phaseGrid Interface Utilize grid emulator fordemonstration phaseCabled to TBD Pearl Harbor site,interface in accordance with Cabled to TBD PMRF site, interfacein accordance with necessarynecessary HECO/NAVFAC renewablepower requirementsKIUC/NAVFAC renewable powerrequirementsTest Duration <strong>Mini</strong>mum 2‐year demonstration phase <strong>Mini</strong>mum 2‐year demonstration phase<strong>Design</strong> Life <strong>Mini</strong>mum 20 years beyond thedemonstration phase<strong>Mini</strong>mum 20 years beyond thedemonstration phaseConfigurationPilot Plant system and subsystemsshould scale up to commercial utilitycapacities ≥ 100 MW, minimizing needfor further risk reduction activitiesUpgradeAbility to upgrade to 10 MW annualnet average electric power at gridinterfaceTable 1‐4 Selected <strong>Design</strong> DriversObjective Rationale <strong>Design</strong> AccommodationReduce 2‐year demonstrationphase costsProgram affordability Invoke 25‐year storm and associatedmetocean criteria to reduce mooringrequirementsAccommodate 20‐year postdemonstrationphasecommercial operationRetain capital asset value<strong>Design</strong> for 100‐year storm andassociated metocean criteriaReduce pilot plant costs Program affordability Incorporate commercially availableHDPE CWP sizes and create separateprogram for validation of thecomposite CWPReduce pilot plant costs Program affordability Reduce capacity to 2.5 MW andrelocate site to PMRFConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 11
Objective Rationale <strong>Design</strong> AccommodationValidate hydrodynamic plumemodelModeled data necessary forcommercial NPDES permitapplicationSpecify pumping rates to be adequatefor robust field validation, based onmodel predictionsAssess biological response toincreased nitrogenconcentrations in the photiczoneAssess degree ofimpingement on cold andwarm water intake screensAssess degree of entrainmenton cold water and warmwater intake openingsIntake flow velocity mustmeet EPA thresholds orprovide clear explanationwhy this is not practicalMaintain residual chlorinelevels below EPA standardsIdentify baseline data needsand analytical needsRequired for NEPA impactprediction for commercialscale plume, which willdischarge within photic zoneRequired for NEPA impactassessment and CWASection 316(b)ESA and CWA 316(b) requireminimization of adverseeffect from entrainment;NEPA requires “hard look”impact assessmentCWA Section 316(b)EPA Water QualityStandardsBaseline data and analysisform basis for credibleimpact assessmentInclude discharge locations above &below photic zone<strong>Design</strong> screens for easy sampling –conical screen for CW intake andtraveling screen for WW intakeimpingement<strong>Design</strong> intake to exclude large animals;<strong>Design</strong> discharge to facilitatemeasurement of entrainment in waterflowWarm water intake will meetthreshold;Demonstrate why it is not practical forcold water intake to meet thresholdLimit dosing levels to comply withstandardsIncorporate two‐year baseline datacollection in program schedule1.5 Reference DocumentsFigure 1‐2 lists all documents cited within this report.Figure 1‐2 Reference DocumentsTitle Document Number Comments<strong>OTEC</strong> System <strong>Design</strong> Report <strong>OTEC</strong>‐2010‐002, 17 September Contract N62583‐09‐C‐0083,2010, Rev ‐CDRL A003Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 12
2 Configuration Report, CDRL A014; 2.5 MW <strong>OTEC</strong> Pilot Plant2.1 Overall Description of 2.5‐MW <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> Pilot PlantThe <strong>OTEC</strong> 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> design was conceived to be a highly stable, affordable, and low‐risk <strong>OTEC</strong>platform. It has a cell spar hull structure of four steel cylinders to support the <strong>OTEC</strong> equipment,seawater ducting, cold water pipe (CWP), mooring, and subsea power export cable. Figure 2‐1 showsthe major components of the <strong>Mini</strong>‐<strong>Spar</strong>. Most of the <strong>OTEC</strong> process equipment containing ammonia issubmerged and mounted externally to the hull cylinders, and the ammonia turbine‐generator ismounted within the topsides with other standard marine auxiliary equipment. The spar’s deep draftresults in excellent stability; even the 100‐year storm event (18‐meter‐high maximum waves) createspitch motions that are small enough to allow a fixed connection between the vessel and the CWP. Thedeep hulls also direct the seawater discharge plume to beneath the euphotic zone, simulating the oceandynamics expected by notional large future <strong>OTEC</strong> plants.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 13
Crew Quarters21 m6 MVA Loadbank & gridemulator (for 2 yr test period)Hull topsides w/ ammoniaturbine- generator andstart-up diesel generator11 m0 m-15 mThree 126.5 m longcylindrical hulls and single76.5 m long center hullWarm seawaterintake screen (1 of 3)Ammonia Condenser(1 of 3)Cold Seawater Pump(1 of 3)-38 m-60 mWarm Seawater Pump(1 of 3)Horizontal seawaterdischarge port, 70 mdeep (Temporary,1 of 3)Mooring lines(3 sets of 3 for20-year design)Downward commonseawater dischargePower export cableCold seawatersupply pipe-114 mCold Water PipeConnectorFigure 2‐1 Major Components of 2.5‐MW <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> Pilot PlantTable 2‐1 lists the three primary objectives for the <strong>OTEC</strong> power system as well as the key parameters ofthe hull and the <strong>OTEC</strong> equipment. The <strong>Mini</strong>‐<strong>Spar</strong> is designed to be tested for two years, and thenoperated to export 2.5 MW (nominal) of electric power to PMRF Barking Sands, Kauai for 20 years via asubsea power cable. As shown in the table, seasonal temperature variation of the surface seawater willcause the generator’s output to vary. The system will be the largest <strong>OTEC</strong> plant ever operated, with agenerating capacity that is 20 times larger than the Open‐Cycle <strong>OTEC</strong> generator tested at Kona, <strong>Hawaii</strong>,and three times larger than the simulated turbine on the <strong>OTEC</strong>‐1 test vessel. Finally, the 6,400‐tonneConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 14
platform has an estimated cost of approximately $107 million, and is designed for a service life in excessof 20 years.Table 2‐1 Key Parameters of 2.5 Megawatt <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> Pilot PlantObjectives: <strong>OTEC</strong> power for USN bases via commercialization‐ Operations: Generate megawatts of electric power for testing (2 years) withsuitability to generate electricity for base usage (20 years)‐ Regulatory: Measure effect of seawater intakes, noise, discharge plume (2 yrs)‐ Commercial Confidence: Gain construction and ops/maintenance experiencePower Output Gross power Net powerTypical 25.7°C / 4.1°C: 4.4 MW 2.5 MWSummer 27.6°C / 4.0°C: 5.2 MW 3.2 MWWinter 23.1°C / 4.4°C: 3.1 MW 1.3 MWLocation: Approx. 20 km SW of PMRF, Kauai.Displacement: 5,757 tonnes lightship + 608 tonnes permanent ballast11,229 tonnes in‐service (incl permanent ballast)Configuration: <strong>Spar</strong>, 136.5 m long x 19.1m diameter147 m (CWP connector to crane), 20.4 m (deck overhang)Estimated Cost: $107 millionWarm seawater intake: 3 x 50 m 2 screen area, velocity < 0.15 m/s15.8 Tonnes/secCold seawater intake: 1000 m deep, 2.5 m dia. HDPE pipe10.5 Tonnes/secCrew: <strong>Mini</strong>mum 6. Accommodations for 12Motions (100‐yr storm): Excellent, 6.9 deg pitch, 2.3 m heaveSubsea power cable: Installed after 2nd year of testsMooring: 3 legs for 2‐yr mooring. 6 added legs for 20‐yr mooringAll legs of 65 mm wire & chain<strong>OTEC</strong> ComponentsIntentional use of off‐the‐shelf equipment, offshore practices, no heavy lift craneSix 10‐tonne, 56" axial flow submersible pumpsAxial impulse turbine w/ 5 MW 1800 rpm generatorAmmonia flow of 133 kg/sec through turbine, dP = 252 kPa3 x 81 tonne brazed aluminum Evaporators3 x 67 tonne titanium twisted tube w/ steel shell Condensers3 each centrifugal feed & recirc pumps3 each demister and buffer pressure vesselsSystems designed to ASME B31.5 code & ABS rules for ammonia machinery roomsConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 15
The <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> concept (Figure 2‐3), is similar to the Office of Naval Research’s R/V FLIP and 17offshore spars presently in operation. It somewhat resembles the cell spar Red Hawk, Figure 2‐3, whichhas been in operation since 2004, as well as the team’s “Remora” design for spar‐shaped, detachablepower modules. The platform can be built at many marine facilities in the continental United States or<strong>Hawaii</strong>. As currently envisioned, installation will require that it be towed horizontally to Kauai, upended,and connected to its mooring before the cold water pipe is attached. The techniques for theseoperations have been developed by leveraging prior experience for similar, successful operations at sea.Figure 2‐2 Finite Element Structural Model of <strong>Mini</strong>‐<strong>Spar</strong> in Towing OrientationFigure 2‐3 Red Hawk <strong>Spar</strong> Being Towed (left), and in Operation (right) (Technip)The <strong>Mini</strong>‐<strong>Spar</strong>’s cold water pipe is an 890 m long, 2.5 m diameter pipe extruded from high densitypolyethylene (HDPE), an extremely tough, smooth, corrosion‐resistant and flexible material. The pipewill use periodically‐spaced ductile iron ring stiffeners to withstand suction pressures. Based upon theConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 16
spar’s mild seakeeping motions, the pipe has a predicted bending fatigue life of several thousand years.Figure 2‐4 shows another HDPE cold water supply pipe during inspection in New York State.Figure 2‐4 An HDPE Cold Water Supply Pipe with Ring Stiffeners, Prior to InstallationThe <strong>Mini</strong>‐<strong>Spar</strong>’s <strong>OTEC</strong> Rankine cycle uses anhydrous ammonia, also known as refrigerant R717. Figure2‐5 shows the working fluid path through the process piping, and also provides pressures, mass flowrates, and temperatures where useful. Ammonia was selected as the <strong>OTEC</strong> working fluid because it is anefficient industrial refrigerant, is not a greenhouse gas, and is in common use for industrial coolingapplications such as freezer warehouses and ice‐skating rinks. The technology, codes and vendor baseare all well established.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 17
133 kg/s vapor25.7C68.3 kg/s44.3 kg/svapor5.3 T/s24.0 kg/sliquid44.3 kg/s7.9C3.5 T/s23.1C4.1CFigure 2‐5 <strong>OTEC</strong> Process for 1 of 3 Ammonia Circuits (Full flow through turbine, 1/3 elsewhere)The power cycle has three identical sets of heat exchangers and pumps to vaporize and drive ammoniavapor through a single, commercially available axial impulse turbine. A benefit of this modularequipment concept is that it enables partial system operation while performing maintenance onindividual components. The pumps and Hxs are sized to use off‐the‐shelf seawater pumps.Beginning at the buffer tank, cold ammonia (NH3) liquid flows down to and is driven through the NH3Feed Pump, mixed with warm ammonia liquid draining from the bottom of the demister tank, and theninto the NH3 recirculation pump inlet. The ammonia is pumped by the recirculation pump into theevaporator where it is heated by the warm fins within the passages. This heat causes most of theammonia to boil, entraining the remaining liquid into a high velocity two‐phase flow of vapor and mistor droplets. The two‐phase flow separates in the demister tank; the liquid returns to the recirculationpump, and the dry vapor continues to the turbine located topsides. Within the turbine, the vaporexpands to drive the generator, and then travels through the turbine exhaust diffuser. The ammoniaConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 18
vapor continues downward to one of the three condensers, where it is cooled, causing the liquid tocondense. The liquid then drains by gravity back to the buffer tank, completing the cycle.From TurbineTo TurbineDemisterEvaporatorNH3 recircpumpNH3BufferCondenserNH3 feedpumpFigure 2‐6 Arrangement of Submerged <strong>OTEC</strong> ComponentsThe vertical‐flow heat exchangers for the <strong>Mini</strong>‐<strong>Spar</strong> are representative of components anticipated forcommercial‐size <strong>OTEC</strong> plants. Both the condenser and evaporator are illustrated in Figure 2‐7. The shelland tube‐style condenser uses twisted titanium tubes to convey the cold seawater and obtain enhancedperformance due to the swirling seawater flow. The evaporator is a high‐performance plate‐fin heatexchanger constructed of brazed A3003 aluminum. Within the evaporator, seawater flows verticallythrough numerous extruded channels, and the ammonia travels vigorously upward through finnedpassages. The internal geometry of this evaporator has been optimized for <strong>OTEC</strong> service via other ONRfundedresearch, and corrosion and performance testing continues at the <strong>OTEC</strong> Test Facility in Kona,<strong>Hawaii</strong>.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 19
Figure 2‐7 Sketch of Shell and “Twisted Tube” Condenser (left) and Brazed Aluminum Evaporator(right)The seawater pumps in Figure 2‐8 are commercially available 56‐inch diameter axial submersible pumps,with impellers suited for each of the different warm and cold seawater pump requirements.The ammonia feed and recirculation pumps operate at typical chemical process pressure heads and flowrates. Use of a magnetic coupling permits the ammonia seal to be a static, non‐rotating seal betweenthe two magnetic rotors, making the system essentially leak‐free. These pumps can be installed in asubmerged pressure vessel and operated for long durations without ammonia leakage.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 20
MotorMagCouplingPumpFigure 2‐8 Left: 56‐inch Axial Flow Submersible Seawater Pumps (Flygt). Right: Magnetic‐DriveProcess Pump (Magnet Solution Co.)There are three warm and cold seawater flow paths that correspond to each evaporator and condenserpair, as shown in Figure 2‐9. For one pair, warm seawater enters the inlet screens at 16 meters deep,and is drawn downward through the evaporator seawater channels and through the warm seawaterpump. The pump then drives the (cooler) warm seawater into a common plenum and continuesdownward to the seawater discharge ducts. The cold seawater is drawn from a depth of 1000 metersdeep through the 2.5 m HDPE cold water pipe, through an inlet screen, and the flow then splits intothree ducts. In each, the cold seawater is driven through the cold seawater pump, through thecondenser tubes and then mixes with the warm seawater as it is also forced out through the dischargeduct. The mixed seawater, now at 17°C, travels vertically downward and joins the other two flows. Thetotal flow will normally discharge from a single duct at 114 m deep, with a downward velocity of 1.2 mper second. Alternately, the used seawater can also be directed through three horizontal discharges at70 m deep to conduct nutrient‐enrichment experiments.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 21
Figure 2‐9 View of <strong>OTEC</strong> Components and Seawater Paths (hull cylinders omitted for clarity)A key program objective is to measure the overall effect of <strong>OTEC</strong> upon the marine environment.Potential issues include radiated noise, impingement and entrainment, fish aggregation, and interrelatedeffects caused by the large nutrient‐rich <strong>OTEC</strong> plume. Using CEROS and DoE funding, MakaiOcean Engineering has developed a sophisticated <strong>OTEC</strong> plume oceanographic numerical model to helpConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 22
inform <strong>OTEC</strong> design and regulatory guidance. This model was used to calculate the <strong>Mini</strong>‐<strong>Spar</strong>’s plumedischarge velocity and depth to simulate the larger plume from a 100‐MW commercial <strong>OTEC</strong> plant andto place the eventual plume at a depth below the euphotic zone. The <strong>Mini</strong>‐<strong>Spar</strong>’s seawater ducts havemultiple discharge depths and directions, for experimentation as well as model validation. Warmseawater screens have been designed to reduce impingement and entrainment. Barriers andsampling/collection devices are incorporated in the deep water intake screens.Another key objective is to operate these plants in a predictable and reliable manner, with utility‐gradevoltage and frequency control. The two‐year test phase will use a load bank to emulate the power grid,which will also enable more demanding and dramatic testing than if the plant were actually connectedto an operating grid.Upon NAVFAC’s review of the two‐year test data, regulator reviews of environmental effects, and theoperating company’s review of reliability and cost, an informed decision can be made to continueoperating the plant under a Power Purchase Agreement. This decision will lead to installation of thesubsea power cable and six additional mooring lines. When complete, PMRF will benefit from a 100%renewable electricity source, and a strategically significant new source of baseload renewable energywill have been demonstrated.This section has provided a brief overview of the <strong>Mini</strong>‐<strong>Spar</strong> design. The remainder of this report willprovide much greater documentation and explanation for the plant’s design features.2.2 <strong>OTEC</strong> System ArchitectureThe architecture for the 2.5‐MW <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant consists of four principal physical segments,defined as the Platform Segment, Power Generation Segment, Power Delivery Segment, and IntegratedInstrumentation & Control Segment. Two additional segments which are more support or operational innature are the Environmental Management Segment and the Installation and Servicing Segment. Figure2‐10 illustrates the system architecture hierarchy and roughly matches the layout of the rest of Section2, which details the configuration and design of the physical segments as well as the support assets andConcept of operations (Conops) for installation and servicing of the physical <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant.Environmental Management activities in terms of planning and permitting and longer term operationsand monitoring are described in Section 3 of this volume.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 23
Figure 2‐10 <strong>OTEC</strong> Pilot Plant System ArchitectureConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 24
Figure 2‐12 Cell <strong>Spar</strong> Coupled Analysis Model2.3.2 Model AssumptionsAppendix C includes a summary of the assumed properties for the hull, mooring and CWP. It alsoincludes the environmental conditions (from the design basis) and the analysis cases run.2.3.3 Results SummaryThe results are based on time domain simulations corresponding to three hours. Detailed tabulations ofresults for all cases run, and representative plots of time series and spectra may be found in Appendix C.Statistical tabulations include: Maximum <strong>Mini</strong>mum Mean Standard DeviationThe values are computed for the complete three‐hour simulation minus a period for the transientstartup response to decay. The maximum and minimum responses are indicative but not definitivevalues to use for design. For final design, further simulations would be required to determine the “mostprobable” maximum (or minimum) values for a three‐hour period.The following sections summarize extreme responses found from all the analysis cases.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 27
2.3.3.1 Motions and AccelerationsMotions and accelerations are computed along the centerline of the spar at the mean waterline. Asummary of the extreme motions is given in Table 2‐2.Table 2‐2 Extreme Motion Responses ‐ Intact Mooring6‐DOF MotionsSurge(m)Sway(m)Heave(m)Roll(deg)Pitch(deg)Yaw(deg)Maximum 220.17 195.21 0.21 5.21 6.47 6.78<strong>Mini</strong>mum ‐168.45 ‐0.01 ‐2.28 ‐1.51 ‐6.93 ‐5.99Std Dev 10.26 6.25 0.21 0.85 1.17 1.00Accelerations for the 100‐year condition are summarized in Table 2‐3.Table 2‐3 Extreme Acceleration Responses ‐ Intact Mooring6‐DOF AccelerationsSurge(m/s^2)Sway(m/s^2)Heave(m/s^2)Roll(deg/s^2)Pitch(deg/s^2)Yaw(deg/s^2)Maximum 1.61 0.07 0.18 0.05 0.81 0.33<strong>Mini</strong>mum ‐1.57 ‐0.06 ‐0.15 ‐0.05 ‐0.77 ‐0.30Std Dev 0.43 0.02 0.04 0.01 0.20 0.092.3.3.2 Mooring Line TensionsThe allowable mooring line tension is calculated based on API RP 2SK for dynamic analysis: 60% of <strong>Mini</strong>mum Breaking Load (MBL) for intact cases, and 80% of MBL for damaged casesThe results are summarized below: Maximum Tension Intact (HARP): 1900 kN Allowable Tension Intact: 2122 kN Utilization: 1900/2122 = .90 Maximum Tension Missing Line: 2707 kN Allowable Tension Missing Line: 2830 kN Utilization: 2707/2830 = .962.3.3.3 Anchor LoadsThe extreme anchor loads in coordinates aligned with the nominal line direction (direction at zerooffset) and perpendicular to that direction are summarized in Table 2‐4.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 28
Table 2‐4 Extreme Anchor Loads Inline and Perpendicular to Anchor AlignmentInline(KN)Perpendicular(KN)Uplift(KN)Intact ‐ 100‐Yr 1755.0 122.0 337.0Line Missing ‐ 100‐Yr 2674.0 250.0 956.0Pilot Plant ‐ 25‐Yr 1635.0 167.0 224.02.3.3.4 CWP LoadsThe maximum pipe strain occurs in the maximum current environment (Table 2‐5).Table 2‐5 Maximum Strains at Top of PipeMaximum StrainsAxial Bending Combined100‐Yr Hurricane 0.09% 0.82% 0.91%Max Current 0.09% 0.95% 1.04%2.3.3.5 Bottom Motions of CWPTable 2‐6 presents the CWP extreme bottom end position statistics.Table 2‐6 Summary of CWP Bottom Motion ExtremesX (m) Y (m) Z (m)Intact ‐ 100‐Yr 302.7 233.3 0.3Line Missing ‐ 100‐Yr 354.6 293.5 0.3Pilot Plant ‐ 25‐Yr 317.9 275.1 0.12.3.4 Operational ResponsesThe fatigue environments represent the operational environments for the <strong>OTEC</strong> plant. Availability ofthe <strong>OTEC</strong> plant requires that it be shut down less than about 2% of the time due to weather.Considering the cumulative probability of significant wave height, Hs, for Kauai, this means operationsshould continue up to an Hs of about 3 m or greater.2.3.4.1 Operational MotionsHarp simulations were performed for each of the 14 fatigue bins. The resulting motions statistics areshown in Table 2‐7.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 29
Table 2‐7 Operational MotionsBinEnvironment1 Hs=2.037,Tp=8.4112 Hs=1.809,Tp=8.3343 Hs=2.612,Tp=8.6274 Hs=3.561,Tp=8.5215 Hs=4.757,Tp=14.2586 Hs=1.284,Tp=13.0627 Hs=1.819,Tp=13.2618 Hs=2.638,Tp=14.129 Hs=3.638,Tp=14.93410 Hs=4.987,Tp=17.61611 Hs=1.264,Tp=18.9912 Hs=1.793,Tp=18.65413 Hs=2.653,Tp=18.514 Hs=3.675,Tp=17.927MaxOffset(m)HeaveRange(m)MaxPitch(deg)28.5 0.07 2.128.3 0.06 2.129.3 0.09 2.231.2 0.12 2.431.1 0.48 2.727.5 0.11 2.127.8 0.15 2.228.6 0.25 2.329.6 0.38 2.530.9 1.87 2.827.7 0.89 2.128.0 1.08 2.228.6 1.49 2.429.4 1.62 2.6Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 30
2.3.4.2 CWP Fatigue Loads and Strains due to WavesOne‐hour time domain simulations were carried out for the fatigue environments. A direction of 180degrees was assumed. Statistics were derived for the steady state values after transients in thesimulation were removed. The statistics of CWP loads and strains at the upper end of the pipe aretabulated Table 2‐8. Standard deviations and zero crossing periods are summarized in Table 2‐8.Table 2‐8 Fatigue Strain at Top of CWPFreq ofStrainBin Occurrence Std Dev Tz, sec Cycles/Year1 0.0549 1.97E‐04 19.3 895822 0.023 1.74E‐04 19.0 382823 0.0051 2.56E‐04 19.8 81164 0.0005 3.67E‐04 21.0 7525 0.0009 3.62E‐04 25.1 11326 0.256 1.00E‐04 24.1 3356357 0.377 1.38E‐04 23.8 4992548 0.1555 1.91E‐04 23.8 2059269 0.0305 2.57E‐04 25.1 3836210 0.0007 3.13E‐04 28.5 77511 0.0413 8.66E‐05 29.4 4434612 0.0371 1.16E‐04 28.3 4132713 0.014 1.64E‐04 29.2 1512514 0.0035 2.26E‐04 28.2 39202.3.5 Selected Graphs of ResultsGraphs of the time series and power spectra for selected results are included in Appendix C. Theseassist in gaining insight into the responses. For example, the pitch spectrum shows a very strongamount of energy at 0.22 Hz, or 45 seconds, which is also the natural pitch period.2.3.6 Summary and DiscussionThe following conclusions can be made based on the results obtained from this global performanceanalysis.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 31
2.3.6.1 MooringThe nine‐line catenary mooring system satisfies API and ABS mooring criterion for the 100‐yearenvironments 3 . This is the appropriate load case for a 20‐year permanent mooring.The controlling condition is the 100‐year storm with one line missing. A utilization factor of 0.96 wascomputed (utilization factor = computed maximum tension divided by allowable maximum tension).A three‐line catenary mooring using the same line makeup as the nine‐line system satisfies API and ABScriteria for a 25‐year storm condition. This is considered adequate for the short‐duration, two‐year,pilot test period.2.3.6.2 Platform Motions and AccelerationsMaximum platform responses in the 100‐year event are:Platform Offset: 237 m (Table 2‐2)Bottom of CWP Offset: 304 m (Table 2‐6)Heave:‐2.4 to + 0.25 mPitch/Roll:+/‐ 6.5 degHorizontal Acceleration 4 :0.27 gVertical Acceleration:0.02 g maxFor the final design and sitting of the spar and its mooring legs and associated anchors, the followingmust be considered: the bottom of the CWP must have sufficient clearance from the seafloor toprevent contact under the motions computed and given the local bathymetry; the configuration/designof the power cable must accommodate the computed platform motions from the global responseanalysis. Note: We have not included the power cable in the analysis presented here.2.3.6.3 Operational Sea State LimitsThe maximum horizontal accelerations during operations are about 0.1 g. The cumulative probability ofRMS acceleration based on the 14 fatigue bin results is shown in Figure 2‐13. The maximum operatingRMS is about .0125 g (97%). The Navy has done studies on the effect of acceleration on human activity.Figure 2‐14 shows the relationship between RMS acceleration, frequency and human responses. The3 American Bureau of Shipping (2004), “Guide For Building and Classing Floating Production Installations”;American Petroleum Institute (2005), <strong>Design</strong> and Analysis of Stationkeeping Systems for Floating Structures,API Recommended Practice 2SK, Third Edition4 This includes the kinematic acceleration and the component of the gravitational acceleration horizontal to thedeck.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 32
97% value is plotted, showing that the acceleration is perceptible and possibly some work is hindered.As long as this condition does not affect the equipment, however, operations should not be affected.Hence, a 97‐98% weather availability seems reasonable.Figure 2‐13 Cumulative Probability of RMS AccelerationConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 33
97%Figure 2‐14 Human Response to Platform Motions2.3.6.4 CWP StrainThe maximum combined strain at the top of the CWP in the 100‐year storm is slightly over 1%.2.3.6.5 CWP FatigueThe standard deviation fatigue strains from waves range from .0001 to .00035 as shown in Table 2‐8.Fatigue can also occur from the interaction of current flow with the CWP, resulting in Vortex InducedVibrations (VIV). VIV is more likely to affect an HDPE pipe at this diameter (as compared to the 4mdiameter composite pipe studied for the larger 5‐10MW NAVFAC Pilot Plant) as higher modes will beexcited resulting in higher fluctuating strains. Preliminary estimates of VIV as part of overall fatigue lifeestimates were developed by Makai and reported in Section 2.4.11.2.4.2. This analysis indicates thatVIV should not cause significant fatigue damage to the CWP, but further detailed analysis should beperformed as part of due diligence during detailed design.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 34
2.4 Platform and Mooring Segment2.4.1 <strong>Design</strong> BasisThe design basis for the platform is captured in Appendix A. The design basis documents top‐levelrequirements such as site location, metocean conditions, demonstration phase goals, and the intendedservice life of the platform. Driving design requirements for the spar include:<strong>OTEC</strong> water flowAbility to wet tow for installation and major maintenanceReversible ballasting process for upending the sparA maintenance philosophy requiring replacement of most equipment at sea2.4.2 HullA spar is defined by ABS as “a deep draft, vertical floating structure, usually of cylindrical shape,supporting a topside deck and moored to the seafloor.” The <strong>OTEC</strong> platform is a cell spar, a collection ofcylindrical tubes bundled to form the hull. The cluster of cells presents a small waterplane when verticaland approximates the dynamic performance of a classic, cylindrical spar. The topsides structure formsan integral and watertight portion of the hull, providing space for power production equipment andbuoyancy for wet towing the vessel in the horizontal condition.2.4.2.1 Cell <strong>Spar</strong>As shown in Figure 2‐15, the cell spar is 136.5 m in overall length with an installation draft of 114 m,excluding the CWP and pipe connection. The upper hull provides buoyancy and the middle sectionsupports the <strong>OTEC</strong> equipment. The lower hull serves as the legs of the spar and contains permanentballast for stability.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 35
Figure 2‐15 Cell <strong>Spar</strong>Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 36
2.4.2.1.1 Cell ArrangementThe <strong>OTEC</strong> cell spar consists of three, 5.875‐m diameter tubes clustered around a fourth central tube ofthe same diameter. The gap between the outer and central tubes is 0.75 m, creating an overalldiameter of 19.125 m. The spaces between the outer tubes form convenient niches to housesubmerged <strong>OTEC</strong> equipment. Figure 2‐16 shows a representative section through the hull 19 metersbelow the waterline in way of the evaporators.Figure 2‐16 Cell Arrangement2.4.2.1.2 Tank ArrangementFigure 2‐17 illustrates the tank arrangement within each cell. The upper hull consists of hard tank voidsfor buoyancy. The middle section contains variable ballast tanks to control draft and trim in the uprightcondition. The lower legs are flooded in sequence to upright the spar. The upper space in the centercell extends 4 m below the waterline and contains sea chests and the auxiliary seawater pumps.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 37
Figure 2‐17 Tank Arrangement2.4.2.2 Hydrodynamic ResponseA hydrodynamic analysis of the cell spar confirmed dynamic performance of the cell spar similar to aclassic spar of equivalent diameter. The plenums act as heave plates to damp heave motions. The spardesign was initially pursued due to the promise of limited motions and strain in the CWP. The analysisresults discussed in Section 2.3 above confirm this behavior, indicating strains low enough that the CWPmay be connected directly to the spar without the need for gimbal mounting.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 38
Hydrodynamic analysis to date has focused on response in the vertical, in‐service condition. Wet towdynamics may govern equipment and foundation design. An analysis of the wet tow condition isrecommended as the design progresses.2.4.3 Topsides2.4.3.1 General ArrangementThe topsides structure contains the power production equipment and provides wet tow buoyancy. It islocated well above the waterline for protection from extreme wave events. Figure 2‐18 shows the topdeck, or 02 level, of the topsides structure. Appendix B contains the complete general arrangementdrawing.Figure 2‐18 02 Level ArrangementConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 39
2.4.3.2 Air GapAn intact air gap of 11.5 m exists between the installed waterline and the main deck structure. Thedesign basis reports a maximum wave crest amplitude in the 100‐year storm of 9.9 m. ABS Rules forBuilding and Classing Offshore Installations Part 3/3.5.2 requires “an air gap of at least 1.5 m (5 ft) is tobe provided between the maximum wave crest elevation and the lowest protuberance of thesuperstructure for which wave forces have not been included in the design.” These rules generally applyto fixed platform structures; however, this air gap guidance was used for conceptual designdevelopment of the spar. A more thorough analysis of deck clearance to account for relative motionsbetween the spar and wave surfaces in accordance with ABS Rules for Building and Classing FloatingProduction Installations, 5B‐3‐1/7.7 is recommended for further design development.2.4.3.3 CraneA crane is required for installation, maintenance, personnel transfer, and re‐supply. The currentarrangement shows an Elevating Boats LLC, EBI Model C150‐70 fixed boom crane at the center of thehull. This crane offers an API dynamic capacity rating of 32,850 lb at a reach of 70 ft and is suitable forman lifts. Specifying portable operator’s controls or a small open platform for onboard controls resultsin a crane with small tail swing for maximum deck space.2.4.3.4 AccommodationsRegulatory requirements for manning and major lifesaving equipment are summarized in the subsectionsbelow. A minimum crew of six is required as outlined in the manning section below. Theaccommodation module contains 12 berths, two shared shower/bathroom units, living space, a kitchen,a washer, and a dryer. The module will be installed on an 18‐inch raised foundation using the craneafter upending the spar. Several vendors provide prefabricated accommodation modules in variousconfigurations. A 12‐berth, 14 ft x 48 ft unit by Stallion Oilfield Holdings, Inc. is shown in Figure 2‐19 asan example, but may be too heavy for the crane. A custom configuration, split in the middle, is shownon the general arrangement drawing and may be necessary depending on weight and final cranecapacity.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 40
Figure 2‐19 AccommodationsSource: http://www.stallionoilfield.com/assets/files/CrewQuarters14x48.pdfSix double berths accommodate the minimum crew and provide overflow berthing for installation andmaintenance periods. A second, temporary berthing unit could be stacked above the mainaccommodation module if needed during installation. The stacked unit would limit crane swing at fullreach.A Viking SES‐2B chute‐based evacuation system (Figure 2‐19) is located on the top deck for deployingand boarding the four 35‐man life rafts integrated with this unit. The chute system, designed forevacuation of offshore floating installations at evacuation heights up to 50 m, is stowed flush with theside of the platform. The hydraulic slide moves the evacuation system into a cantilevered position fordeployment, and after use, retracts the system into the storage container.Figure 2‐20 Viking SES‐2B Chute‐Based Evacuation SystemSource: http://www.viking‐life.com/viking.nsf/public/productsfetchtradeingitemdata.html?opendocument&product=SES‐2BSlidingFrameConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 41
2.4.3.4.1 Major Lifesaving EquipmentPer ABS Guide for Building and Classing Floating Production Installations, 2009, 4‐1‐1/3: InstallationsClassed as FSO or FOI (Production Facilities Not Classed), the following systems must be in accordancewith ABS Guide for Building and Classing Facilities on Offshore Installations, 20091. 3‐8/11 Muster areasa. Must be designated, and must be sufficient to accommodate the number of people tobe gathered.2. 3‐8/13 Means of escapea. Two means of escape from continuously manned spaces.b. <strong>Mini</strong>mum width = 28 inchesc. Dead end corridors must be less than 23 ft in length.3. 3‐8/15 Lifesavinga. Lifeboatsi. Equipment to meet SOLAS standards.ii. Total lifeboat capacity to accommodate twice the total number of people onboard the subject unit.iii. There shall be two sides to the installation; each side shall have lifeboat capacityfor 100% of the number of people on board.b. Life raftsi. Total raft capacity to accommodate 100% of the people on board.ii. Rafts to be located near areas where people may be working, in sufficientquantity to hold the people at that location.Although subject to regulatory review, the current arrangement provides the required means of escape,life rafts, and suitable space on the top deck for a muster area.2.4.3.4.2 ManningPer USCG Letter CH‐1 to D8(m) Policy Ltr 03‐2000, Policy on Manning of Non‐Self Propelled FloatingOuter Continental Shelf (OCS) Facilities, the following policy is in place:1. Floating OCS Facilities with Active Ballast Systemsa. (1) USCG Licensed Offshore Installation Manager (OIM)b. (1) USCG Licensed Barge Supervisor (BS)c. (2) USCG Licensed Ballast Control Operators (BCO)i. One of the 2 BCOs may be eliminated following completion of drillingoperations, provided the OCMI is satisfied that the safety of the unit will not becompromised by maintaining a periodically unattended ballast control room.ii. Assume (1) BCO can be eliminatedConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 42
d. (2) Able Seamen and (1) Ordinary Seamani. A trained “firefighting specialist” holding course completion certificates fromapproved firefighting and first aid courses meeting requirements of 46 CFR10.205(g) and 46 CFR 10.205 (h)(1) respectively may be substituted for therequired Able or Ordinary Seamen.1. The “firefighting specialist” need not hold either USCG license orMerchant Mariner’s Document (MMD).2. A licensed officer serving in a position required on the floating OCS maynot be double‐counted as a “firefighting specialist;” however licensedofficers in excess of those required on the unit’s Certificate of Inspection(COI) may be counted.e. Persons in Charge of Survival Craft determined per 46 CFR 109.323i. The required number of persons in charge of survival craft shall be listed on theCOI as “Certified Lifeboatmen” but may be filled by deck officers (OIM, BS,BCOs), Able Seamen, or certificated persons.ii. 46 CFR 109.323 requires (3) certified lifeboatmen (2 for lifeboats, 1 for raft)2. Subject to regulatory approval, the manning requirements can be met with a 6‐man crew:a. (1) USCG Licensed Offshore Installation Manager (OIM) and Certified Lifeboatmanb. (1) USCG Licensed Barge Supervisor (BS) and Certified Lifeboatmanc. (1) USCG Licensed Ballast Control Operator (BCO) and Certified Lifeboatmand. (2) Able Seamen and (1) Ordinary Seaman OR (3) Firefighting Specialists2.4.3.5 Machinery ArrangementThe design incorporates a large and open engine room layout which is beneficial to the efficientoperation of the platform. The arrangement provides good access to the <strong>OTEC</strong> generator and auxiliaryequipment for inspection and maintenance. The ammonia system is segregated from the main portionof the machinery spaces. The systems are designed to provide economic, flexible, and redundantoperating characteristics.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 43
The machinery space is located on the lower two decks of the topside section. The lower deck, PlatformMain Deck, houses the <strong>OTEC</strong> generating equipment and auxiliary system pumps. This deck is 6 m tall toprovide necessary overhead clearance for the turbine and associated ammonia piping. Above a portionof the Platform Main Deck is a grating level that contains tankage for the auxiliary systems. The nextdeck up, Platform 01 Level, houses the Wet Lab, Control Room, Switchgear Room and a generalmachinery space where the startup generator, various transformers, compressed air, HVAC, hydraulics,and non‐<strong>OTEC</strong> heat exchangers are located. This deck is 4 m tall to provide the necessary overheadclearance for the 6.6 kV switchgear. All machinery spaces are equipped with a minimum of two egresspaths.The pedestal for the crane penetrates through the Platform 02 Level to the Platform 01 Level. The coldwater inhaul wire hawse pipes and an electrical conduit penetrate from the Platform 02 Level downthrough the entire topsides. Additionally, a sample pipe penetrates from the Platform 02 level downthrough the topsides into the center spar. This pipe is used to sample any debris that is screened fromthe cold water intake. The machinery spaces can be classified into three general categories: controlspaces, ammonia spaces, and general machinery spaces.Figure 2‐21 Platform 01 LevelConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 44
Figure 2‐22 Platform Main Deck2.4.3.5.1 Control SpacesDirect access from the forward end of the Platform 02 Level down to the Wet Lab and Control Room isvia a dedicated companionway. The Control Room is intended to be the first space entered prior tocontinuing into the machinery space. It is intended that the Control Room will be the primary operatingstation for both the <strong>OTEC</strong> plant and the auxiliary support machinery. This space contains the displaysand controls for the machinery. Adjacent to and directly accessible from the Control Room is theSwitchgear Room. This space houses the 6.6kV and 480V main switchgear as well as the motorcontrollers and variable frequency drives (VFDs).2.4.3.5.2 Ammonia SpacesThe ammonia spaces have been designed to comply with the requirements of ABS Steel Vessel Rules forvessels operating with ammonia refrigeration systems (ABS SVR 6‐2‐11). This requires that ammoniaequipment be segregated in a dedicated space, where storage for the reserve ammonia is locatedseparately from the ammonia machinery. The regulations restrict the access to the spaces, limit theelectrical equipment to be located in spaces containing ammonia, and set ventilation requirements forthose spaces.To minimize the amount of space affected by these requirements, the Platform Main Deck was dividedalong centerline by a gas‐tight bulkhead. The port side was further divided with the turbine locatedConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 45
advantageously for the wet tow configuration. The Ammonia Storage Room, with tankage to providecapacity for a complete drain of the system, is located forward on the port side. The ammonia spacesare located to minimize the piping that passes through habitable spaces on a pathway to the Hxs locatedbetween Frame 63 and Frame 95. Ammonia piping that passes through habitable spaces will havedouble‐wall construction and will be provided with leak detection.The Turbine Room and Ammonia Storage Room were kept adjacent to allow for a common ventilationsystem. The ventilation for the ammonia spaces has an intake on the port side of the platform with theexhaust exiting to the forward side of the platform. Separate ventilation will be provided for theemergency egress.The ammonia spaces are required to be gas tight. They have a minimum of two access doors, one ofwhich leads directly to the open deck. The access between the general machinery spaces and ammoniaspace is required to have an airlock separating the spaces. However, access between ammonia spacesneed only have a single door. Access to the Turbine Room is through one of two doors on the PlatformMain Deck. The main access to the Ammonia Storage Room is via the Turbine Room. The emergencyegress to the open deck is in the forward port corner and is shared as the emergency egress from theAmmonia Storage Room. The access doors are provided with water screens that are operable frominside and outside of the compartment.The ammonia spaces are treated as hazardous locations. Electrical equipment is only installed in thesespaces when it is essential for operational purposes. Equipment that operates in the event of a leakage,such as vapor detection and alarms, is required to be intrinsically safe. The emergency lighting fixturesare explosion proof. Switches for the lighting are double pole and located outside of these spaces. Allother electrical equipment has IP55 enclosures, protecting against the ingress of dust and water jets.Electrical equipment in the ammonia space is equipped with means to ensure that it is automatically deenergizedif the ammonia vapor concentration exceeds 300ppm.The following minimum level of safety equipment is to be stored in a readily accessible location outsideof the ammonia spaces: two sets of ammonia protective clothing, including gas mask, helmet, boots andgloves, two sets of fireman’s outfits, one heavy‐duty adjustable wrench, bottles of boric acid, vinegar,and eyecups. Outside of each door leading into the ammonia space is an eye‐wash and shower unit.Personnel onboard the platform shall be briefed on proper usage of protective gear.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 46
The machinery that is located in the ammonia spaces is as follows: ammonia turbine, ammonia/oilseparator, ammonia strainer, ammonia purge system and chlorination system.2.4.3.5.3 General Machinery Spaces2.4.3.5.3.1 Platform Main DeckThe general machinery spaces are arranged to support the <strong>OTEC</strong> generator. The shaft connecting theammonia turbine to the generator passes via a shaft seal through the bulkhead separating the ammoniaspace from the general machinery space. The turbine and generator have been arranged such that theirshafts will remain in the horizontal configuration in both platform configurations – wet tow and the inservicecondition. Service space has been left on the outboard end of the generator sufficient to pull therotor for inspection and repairs. See Figure 2‐23.A grating level has been added at 129 m above baseline, located on the starboard side opposite theAmmonia Storage Room. This grating level supports the tanks that are necessary for the auxiliarysystems.In the general area of the <strong>OTEC</strong> turbine are the following directly related items: local gauges andcontrols, lube oil system, and safety gear. This equipment has been arranged with the operator in mindto the greatest extent possible.Fuel oil storage for the emergency and startup generators is incorporated into the aft‐most portion ofthe port side of the Platform Main Deck. This tank extends the full 6m height and has capacity forapproximately 20,000 gallons of diesel fuel. The fuel purifier and transfer pump are both located on thestarboard side of the bulkhead adjacent to the tank.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 47
Figure 2‐23 Main DeckLube oil for the <strong>OTEC</strong> system is stored on the Platform Main Deck adjacent to the lube oil console.500 gallons of lube oil storage for the house and startup generators is located on the grating level 129 mabove baseline. The transfer pump for the lube oil is located on the Platform Main Deck below the lubeoil tank.Waste oil and oily waste tanks are located on the 129 m grating platform with the oily water separator,oily water and waste oil pumps below. Fresh water and sewage tanks are located on the 129 gratingplatform. The potable water tank, 2,000 gallons, is separated from the other tanks to prevent anychance of cross‐contamination. Similar to the waste oil system, the transfer pumps, water maker, andpressure tank are located below on the Platform Main Deck.2.4.3.5.3.2 Platform 01 LevelIn addition to the control spaces, the compressed air equipment, sewage treatment, incinerator, waterheater, HVAC equipment, hydraulic power unit (HPU), start‐up generator, Hxs, and transformers arelocated on the Platform 01 Deck. Figure 2‐24 shows the 01 Level arrangement.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 48
The air intake for the machinery spaces is on the port side just aft of the Wet Lab. This intake serves themachinery spaces on the Platform 01 Level. Air is ducted to provide ventilation on the starboard side ofthe Platform 02 Level. The exhaust is opposite the intake on the starboard side.Figure 2‐24 Level ArrangementThe startup generator is orientated so that the shaft will remain in the horizontal configuration in eitherthe wet tow condition or the in‐service condition. It is located in the aft, starboard portion of the space,with space around it for maintenance. The day tank serving this generator is located aft of the startupgenerator. Near the day tank, in the overhead, is the fresh water expansion tank. Forward of thestartup generator are the Hxs that serve to cool the jacket water.On the port side, space has been reserved for freshwater cooling equipment associated with the loadbank. When the pilot program has finished or if the load bank is air cooled, this equipment will not benecessary. Also located on this side is the machinery associated with the HVAC and the HPU for thewinches and crane.The transformers are located on centerline, as is the shore power junction box.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 49
off the platform at 24.5 kV. The cold and warm water pumps will be powered by variable frequencydrive (VFD) operating at 4160 V. The majority of the auxiliary equipment will operate at 480 V withsome smaller house loads operating at 120 V.2.4.3.6.2 Electrical Generating EquipmentThe emergency generator is sized at ~260 ekW. This generator is a 3φ, 480V, 60 Hz, 0.8pf machine. Thegenerator is configured such that it can be paralleled through the main switchboard with either theother diesel generator or the turbine generator, if necessary.The startup generator must be able to bring the first set of cold and warm water pumps online in orderfor the turbine generator to begin to produce electricity. The startup generator has been sized at~910 ekW. This generator is a 3φ, 480V, 60 Hz, 0.8 pf machine.Once the first set of pumps is online the turbine generator should be able to generate up to 20% ofrated power. The turbine generator and startup generator together are necessary to bring the secondset of pumps online. After that point the turbine generator will be producing enough power to operateon its own and bring the third set of pumps online.Depending on the size of the final house and support loads, it may be possible to do the startup routineon only the startup generator without the added capacity of the emergency generator. As the designdevelops, the loads analysis should be updated to reflect any changes to equipment.In future renditions it may be possible to eliminate the startup generator and use power from the gridconnection to bring the <strong>OTEC</strong> plant online.2.4.3.6.3 System SegregationThe electrical arrangement is designed so that the <strong>OTEC</strong> system can be started and tested withoutinterfering with the platform support loads. The emergency generator is provided with its ownswitchgear. In the event of loss of power from the <strong>OTEC</strong> plant, the emergency switchboard isautomatically isolated from the rest of the electrical system. The emergency generator automaticallyconnects and supplies power to the vital loads that are fed from the emergency switchboard. If deemedappropriate, power from the emergency switchboard can be manually configured to feed back to themain 480 V switchboard and to the loads supplied from that switchboard.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 51
2.4.4.7 Fresh Water SystemsFreshwater screens are provided at the entrances to the ammonia space, at the bottom of emergencyescape trunk, and at the exit from the emergency escape trunk at the Platform 02 Level. The waterscreens are operable from both inside and outside of the space.Potable water production is sized to provide at least 225 liters/person/day. During commissioning,there are expected to be 12 people aboard the platform. The watermaker will need to produce enoughpotable water to support this. A 2,000‐gallon storage tank is included in the design on the 129‐mgrating. Hot water is provided by a quick‐recovery water heater set to supply water at 120°F. A hotwater circulating loop is provided to minimize lag.2.4.4.8 Fuel and Lube OilA common fuel oil system is provided for both the emergency and startup generators. The fillconnection for the fuel oil system is provided on the Platform 02 Level and terminates in gate valveswith caps and retaining chains. The maximum velocity for fuel while loading is 7.6 m/sec. Fuel oil istransferred from the fuel oil storage tank via the purifier to the emergency generator day tank. Theemergency generator day tank continuously fills from the purifier while the generators are in use.Overflow from the emergency day tank then cascades into the startup generator day tank. Fuel issupplied to the engines by engine‐driven fuel pumps. Return fuel is sent back to the corresponding daytank. Fuel suction and return valves for the day tank are interlocked to prevent shutting off the returnline while the engine is running.The fuel oil storage tanks are fitted with high and high‐high level alarms. The day tank is fitted with highand low level alarms.Separate lube oil systems are provided for the turbine and diesel generators. The turbine lube oilsystem is part of the turbine‐generator package. The lube oil equipment is located in the starboard, aftcorner of the Platform Main Deck. During the next stage of the design this portion of the system shouldbe further refined and optimized for the platform layout.The lube oil system for the diesel generators is also located on the starboard side of the Platform MainDeck, with the storage tank located above. The lube oil storage tank is sized for one complete changeoutof all machinery lube oil plus 90 days’ worth of makeup oil. Water separation and filtration isConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 55
provided. Dirty oil from the sumps is pumped by the oily waste transfer pump to the waste oil tank. Filland discharge connections are provided on the Platform 02 Level near the fueling station.2.4.4.9 Compressed AirTwo air compressors and receivers are located on the port side of the Platform 01 Level. These providecompressed air to start the startup generator and to compressed air stations for use with air tools. Itwill not be sized to assist with deballasting.2.4.4.10 Fire ExtinguishingThe fire main system provides pressurized seawater. Two identical pumps are located on the Pump Flat.The fire main is a dry system, equipped with drains at all low points. The fire main is fitted with anoverboard drain such that when not in use the fire main can be drained. The fire pumps have duplexstrainers on the suction side of the fire pumps. The strainers are fitted with valves to allow for isolationwhile cleaning.Each fire station is equipped with a 50‐ft length of 1‐1/2‐inch UL‐approved fire hose, a spanner wrench,and nozzle. Fire stations on the Platform 02 Level are equipped with an additional 50‐ft length of 1‐1/2‐inch hose complete with spanner wrench and nozzle. All fire nozzles are pistol grip combination nozzlescapable of delivering water through a 7/8‐inch nozzle at 50 psi with an adjustable stream pattern. Firestations are numbered and placarded beginning with the fire stations on the Platform Main Deck,continuing upward and finishing on the Platform 02 Level. Laminated copies of the vessel fire plan areto be mounted in the accommodation space and in the Control Room.CO 2 has been provided in quantities adequate to provide suppression of the general machinery spacesor of the ammonia spaces. CO 2 bottle storage is provided on the Platform 02 Level.2.4.4.11 Sewage SystemA sewage system, designed to accommodate the commissioning complement, is installed on thePlatform 01 Level, port side. The sewage and wastewater system is capable of collecting and holding allsewage and wastewater generated within a 72‐hour period. Once treated, the sewage can then bedischarged overboard.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 56
2.4.4.12 IncineratorAn incinerator is provided on the Platform 01 Level for disposal of trash. An alternative to be exploredduring the next design phase is to eliminate the incinerator and transfer solid waste to shore regularly.2.4.5 <strong>OTEC</strong> Plant IntegrationThe primary mission of the spar is to support the <strong>OTEC</strong> plant. The construction and assembly conceptfacilitates pre‐commissioning and testing of the plant systems to the extent possible in the shipyard.The design integrates the water flow paths, <strong>OTEC</strong> equipment, and other special‐purpose outfitassociated with power production.2.4.5.1 Construction and Assembly ConceptThe baseline concept for construction and assembly assumes that the spar structure will be built on thewest coast of the United States using traditional dry‐dock or skid construction methods. The followingsequence outlines the construction concept:1. Fabricate spar cells2. Join cell spars on assembly pad or in dry‐dock in horizontal orientation3. Assemble machinery space modules in operating orientation4. Pre‐commission machinery at component and subsystem level5. “Park” machinery and remove working fluids6. Disassemble machinery space modules to the degree necessary to upend and transport toassembly pad7. Join machinery modules with cell spar modules in horizontal orientation8. Launch assembled mini‐spar and prepare for horizontal towageEquipment to be installed is divided into two groups. Some equipment is installed in vertical machinerymodules, then drained of fluids, “parked” and turned sideways for module attachment to the sparstructure. Other equipment will be installed offshore after mooring hook‐up using the utility crane onthe <strong>OTEC</strong> spar. Table 2‐9 shows which components will be installed in the shipyard and whichcomponents will be installed offshore.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 57
Table 2‐9 Equipment Installation GroupsInstallGroup“Parked”and turnedInstalledoffshoreCommentsTransformersMay be“parked” andturned if builtfor side loadingof windingsTurbine andgeneratorShaftsecured forbearingloadingAmmoniasystemAmmoniacircuitcharged atseaComponentsShip’smachinery andoutfitDeck GearMooring gearSafety systemsLab equipmentLoadBankAccom’ blockAccommodationsmodules lifted tofoundationsAfter launching from the shipyard, the <strong>OTEC</strong> spar will be towed horizontally to <strong>Hawaii</strong>. Typical routingfrom San Diego to <strong>Hawaii</strong> would take about 16 days at 6 knots, including time to make up and break thetow at each end.2.4.5.2 Water FlowThe water flow requirements for <strong>OTEC</strong> power production drive the general arrangement of the lowerhull and <strong>OTEC</strong> equipment. Cold water is pulled up through the cold water intake pipe to the commonintake plenum by the three cold water pumps. The intake plenum serves as a manifold to each of thethree pumps and condensers. The warm water pumps pull water down into the evaporators. Eachwarm water pump and its paired condenser discharge into individual discharge plenums, where the coldand warm water flows mix and are directed downward to the bottom of the spar. The common bottomplenum collects the mixed water flow from the discharge pipes into a single, vertical outflow through aconcentric opening in the bottom around the cold water intake pipe. Figure 2‐25 provides an overviewof the <strong>OTEC</strong> water flow with the outer cells removed for clarity.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 58
Figure 2‐25 <strong>OTEC</strong> Water FlowConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 59
The flow volumes required by the <strong>OTEC</strong> process are discussed in Section 2.4.5. Table 2‐10 provides thecross‐sectional areas for ducts and openings in structure to accommodate the flow rates and the designflow velocity of 1.1 m/s.Table 2‐10 <strong>OTEC</strong> FlowParameter Units LocationIntake PlenumIntakePump Diffuser DischargeDiffuser Center CellPipeInlet Outlet Fr 40‐74Outlet PerforationsDischargeFr 4‐40BottomPlenumBulkheadBottomFr 0ConcentricFlow type CW CW CW CW WW Mixed Mixed Mixed MixedFlow t/s 10.5 10.5 10.5 10.5 15.75 26.25 26.25 26.25 26.25Diameter m 2.5 3.5 0.72 1.5 2.44 2.44 3.048 2.25 5.875Area m^2 4.91 9.62 0.41 1.77 4.68 4.68 7.30 3.98 22.20Qty 1 1 24 3 3 3 3 6 1Velocity m/s 2.09 1.06 1.05 1.93 1.10 1.83 1.17 1.07 1.15Notes: * Concentric opening area does not account for CWP termination support structure.Figure 2‐26 and Figure 2‐27 show the water flow through the common intake and bottom plenums. Thecenter cell extends through the intake plenum for structural reasons and is perforated to permit passageof the cold water. In the bottom plenum the flow turns inward and passes through large openings in thebulkheads connecting the spar legs before turning again to vertical. This change in flow direction isexpected to cause some turbulence affecting the uniformity of the discharge plume. Alternate designsfor developing a common vertical discharge should be considered as the design develops.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 60
Figure 2‐26 Water Flow Through the Common IntakeFigure 2‐27 Water Flow Through the Bottom PlenumsConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 61
2.4.5.3 Equipment LocationThe submerged <strong>OTEC</strong> heat exchangers and water pumps are located as low as possible on the hull tomaintain a low vertical center of gravity in the upright condition for stability. The mixed gas diving limitof 60 m below the waterline represents a lower bound for equipment access and maintenance. The topof the intake plenum is located at this mixed gas diving limit. The evaporator intake is locatedapproximately 16 m below the waterline.2.4.5.4 Cold Water Pipe Pull‐inTwo cold water pipe (CWP) pull‐in winches are located on the top deck. Each Lantec LWS 2200‐206winch serves one of the 500 mm diameter CWP pull‐in tubes with a drum capacity of 306 m of 50 mmwire rope. The rated capacity of each winch is 50 tonnes on the top layer and 70 tonnes on the middlelayer. The winches are sized to support the full CWP weight (60t) on one rope with the brake applied.Both winches are required to install the CWP.<strong>Mini</strong>mizing line length stored on the drum allows selection of the smallest drum diameter andmaximizes line pull. The minimum required length equals the overall spar length plus a lead from thebottom of the spar to the surface. We anticipate using 50 mm extra improved plow steel, independentwire rope core (XIPS IWRC) wire rope or synthetic rope equivalent such as Samson’s Neutron‐8 with abreaking strength of approximately 180 tonnes, providing a safety factor of three for new rope.2.4.5.5 Turbine‐GeneratorThe platform design incorporates the selected turbine‐generator configuration consisting of an1800 rpm generator directly driven by the turbine with no gear box. The turbine requires a straightammonia exhaust length of three times the discharge diameter based on guidance from manufacturers.The turbine generator shaft penetrates a centerline bulkhead, isolating the ammonia equipment fromthe generator.2.4.5.5.1 Turbine Inlet OrientationThe vertical turbine inlet in the current design governs the deck‐to‐deck height of the main machineryspace. The ammonia vapor riser must turn 180 degrees to enter the turbine and the height of this piperun results in a 6‐m deck height. Turbine manufacturers have indicated that alternate turbine inletConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 62
configurations may be possible. Further design development should investigate inlet configurationswith the goal of reducing deck height.2.4.5.5.2 Generator OrientationThe turbine‐generator and the main diesel generator are oriented so that upending the spar rotates thegenerator about an axis parallel to its axis of rotation. The auxiliary diesel generator is located in atopside enclosure and can be lifted aboard after upending the spar if necessary.2.4.5.6 Shore CableA fairlead on the Platform 02 level and a deck penetration allow the cold water pull‐in winches to servethe shore cable J‐tube as well. The electrical connection will be made at the J‐box on the Platform 01level.2.4.5.7 Load BankThe load bank is located on the top deck for lift‐on after upending the spar. The general arrangementshows the load bank modularized or split into two sections to keep component weights within theplatform crane capacity. Seawater cooling for the load bank Hxs is supplied from pumps located in thecenter cell auxiliary machinery space.2.4.6 Environmental Requirement IntegrationThe environmental considerations for this demonstration project impose several requirements thatmust be integrated into the spar design. These requirements include a wet lab, dual discharge depths,and cold water intake sampling.2.4.6.1 Wet LabA wet lab is incorporated in the topsides arrangement on the Platform 01 level to supportenvironmental monitoring objectives. The lab will require power supplied to workbench outlets and afreezer, water supplied to the sink, and ventilation for the fume hood.2.4.6.2 Dual Discharge DepthsDual discharge depths are required for environmental testing as defined in the design basis found inAppendix A. The design provides individual horizontal discharge ports at a depth of 70 m below theConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 63
waterline. Opening these ports will require the removal of blind flanges and closure of the dischargeduct valve to redirect the flow. The main discharge at the bottom of the spar is required to be a single,common vertical flow for plume generation.2.4.6.3 Cold Water Intake Screen and Sample PipeA cold water intake screen is located just below the cold water intake plenum. The unit will contain aconical screen connected at the apex to a 500 mm diameter sample pipe. The sample pipe terminatesat the top deck, serving as both an access for screen inspection and a vent for the intake plenum. Thevent is necessary to mitigate dynamic pressure variation in the CWP resulting from heave motion of theplatform.An airlift installed in the sample pipe near the screen is envisioned for cleaning the screen and raisingdebris to the surface. A small, custom remotely operated vehicle (ROV) will be lowered into the pipe forscreen inspection.2.4.7 StabilityThis section provides a general overview of spar intact and damage stability. Appendix A presentsdetailed hydrostatic results of the stability analyses. In short, the spar satisfies the applicable stabilitycriteria in both the wet tow and in‐service conditions.A 3D model of the spar in the horizontal towing condition was created using hydrostatic software(General HydroStatics, or GHS, by Creative Systems), including the buoyant volume of ballast tanks,voids, and plenums.The origin of the model is shown in Figure 2‐28, with positive distances measured aft, starboard, andvertically up. The vertical origin is located at the center of the spar at the bottom of the commondischarge plenum.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 64
Z‐AXIS (+ UP)Z‐AXIS(+ UP)X‐AXIS(+ AFT)Y‐AXIS(+ STBD)Y‐AXIS(+ STBD)X‐AXIS(+ AFT)Figure 2‐28 Coordinate System – Horizontal Model:Wet Tow ConditionFigure 2‐29 Coordinate System – VerticalModel: In‐Service ConditionSince GHS has difficulty iterating to equilibrium at high angles of trim, a second hydrostatic model in thevertical orientation is required to analyze conditions once the spar has transitioned to a nearly verticalstate. This model is the same as the wet tow model, except it has been rotated 90 degrees, so that theformer x‐axis is now the z‐axis (Figure 2‐29).The following stability criteria were applied to the spar. The first reference applies to the in‐servicecondition and the second to the wet tow.ABS Guide for Building and Classing Floating Production Installations, July 2009, Part 5B‐3‐2 <strong>Spar</strong>Installations (hereinafter referred to as the “FPI <strong>Spar</strong> Rules”)46 CFR 174.015 Special Rules Pertaining to Deck Cargo Barges2.4.7.1 Wet TowDuring the wet tow, the spar is in the horizontal position. The cold water plenum and lower ballast tankare free flooded. Permanent solid ballast is located within the bottom plenum and the bottom 1.6 m ofcell tanks 1001 and 1002 totaling 608 MT of concrete (specific gravity = 1.8). The permanent ballast isrequired to lower the center of gravity in the towed condition and also to reduce the likelihood ofexcessive rolling. Saltwater ballast located in two tanks below the superstructure is required tominimize trim towards the bottom end of the spar in the wet tow condition.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 65
Figure 2‐31 through Figure 2‐35 illustrate the flipping process. Calculations show that the sparmaintains positive metacentric height (GM) throughout the flipping sequence.Figure 2‐31 Flip Sequence 1: Tanks T‐1001 and T‐1002 100%Figure 2‐32 Flip Sequence 2: Tanks T‐2001 and T‐2002 100%Figure 2‐33 Flip Sequence 3: Flood Discharge PlenumFigure 2‐34 Flip Sequence 4: Tank T‐1003 100% Figure 2‐35 Flip Sequence 5E: Tank T‐2003 100%Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 67
2.4.7.3 Upright In‐Service ConditionThe vertical model was used to analyze the intact stability of the spar in the upright in‐service condition.The design draft for the in‐service condition is 114 m. Tank 3004 is partially loaded to achieve this draft.Tanks 3xxx provide trim control. Tanks 4xxx and 5xxx are the hard (buoyant) tanks. The in‐servicecondition includes the operational loads such as ammonia, CWP and clump weight, shore cable, loadbank, vertical mooring load and the accommodation block. Additionally, the fuel tank holdsapproximately 25,000 gallons (~80 MT) of fuel. A wind profile was created for the in‐service condition,which includes the deckhouse buildings and the crane. Table 2‐12 provides a summary of the in‐servicehydrostatics. The spar meets the applied intact stability criteria for both normal and storm survival inserviceconditions.Condition2.4.7.4 Damage StabilityTable 2‐12 In‐Service HydrostaticsDisp.(MT)LowestDraft(m)VCG(m)VCB (m)Trim(deg)In‐Service 11,229 114.0 55.41 60.87 0.2*Note: Displacement excludes free‐flooded plenums.Both the wet tow and in‐service conditions were evaluated for damage stability. ABS FPI <strong>Spar</strong> Rulesdefine the extents of damage due to collision as follows:Vertical: 3 m highHorizontal: 3 m wideTransverse: 1.5 m penetrationSingle compartment damage was considered at locations between 3 m below and 5 m above thewaterline. Analysis concluded that in the wet tow condition the spar can experience large heel angles(~45 degrees) due to single compartment flooding; however, stability is maintained. The deepest inservicedraft calculated is about 120 m such that the main deck is never immersed due to damage oraccidental flooding.2.4.8 StructureThis section provides an overview of the conceptual structural design of the cell spar. Appendix Dcontains additional details, including the applicable regulations, longitudinal strength analysis, designConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 68
pressures, material selection, and cell structure. Appendix B contains a structure drawing with scantlingselection details.2.4.8.1 RegulationsFor the concept design the American Petroleum Institute (API) rules were applied to design thecylindrical members of the cell spar. The ABS Guide for Building and Classing Floating ProductionInstallations contains a chapter on <strong>Spar</strong> Installations which was used as guidance for design of theremaining structure. ASME Rules for Construction of Pressure Vessels were applied to design of cellbulkheads.2.4.8.2 Structural <strong>Design</strong>Global hull girder strength is a dominating consideration in cell spar scantling selection. Longitudinalstrength was evaluated both with and without a wave for the tow condition and each flipping step up tothe spar tipping point, Sequence 5A.A trochoidal wave was superimposed on the still waterline to create a quasi‐static wave‐inducedbending moment. A wave height of 13.2 m was imposed in the wet tow condition based on themaximum wave crest amplitude of 6.6 m in a 25‐year storm. Upending operations are restricted togood weather windows, so a significant wave height of 2 m was selected as an upper bound for designpurposes. A corresponding extreme wave height of 4.3 m was applied to each condition in the upendingsequence.The cylindrical shell of the cells forms the primary structure of the hull girder. The plate is reinforcedwith ring frames only. Stringers are not used in the design to simplify construction. Two load caseswere considered for structural design of the cells:1) A maximum bending moment during the wet tow with associated pressure.2) A maximum pressure while upending with associated bending moment.The cell bulkheads are designed as a deep ring frame with an elliptical head. The bottom and cold waterintake plenums are designed to be free‐flooding; however, they also serve as primary structure,connecting the spar cells. The shear plates connect the cells together so that they act as a single girderin bending.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 69
The hull girder section modulus for the cell spar is 4.53 m 3 . The maximum bending moment of62,559 MT‐m occurs during the wet tow storm condition. The longitudinal hull girder stress due tomaximum bending moment is 135 N/mm 2 compared to an allowable stress of 0.6 times yield, or 213N/mm 2 . API rules take combined loading and buckling into account, so the scantlings cannot beoptimized to this allowable stress level.2.4.8.3 MaterialThe hull of the spar consists of higher strength hull structural steel, ABS Grade AH36. The material forthe topsides structure is assumed to be ABS Grade A steel. Table 2‐13 presents the material propertiesfor these grades of steel.Table 2‐13 Material PropertiesLocationMaterialYield Strength Tensile Strength[N/mm^2][N/mm^2]Hull ABS Grade AH36 355 490Topsides ABS Grade A 235 4002.4.9 Weight SummaryTable 2‐14 presents a summary of the weight estimate. Appendix C presents complete details of theweight estimate and load conditions. The <strong>OTEC</strong> equipment is primarily assigned to SWBS group 700 formission equipment, with the exception of the electrical plant components in SWBS group 300.Table 2‐14 Weight Estimate SummarySWBS Group Description Margin Weight Margin LCG TCG VCG NotesNo. % mT mT m +Aft Fr 0 m +Stbd CL m +Abv CL100 Hull Structure 25.00% 3,534.69 883.67 69.02 ‐0.02 0.12 Includes Allowances200 Propulsion Plant 25.00% 0.00 0.00 0.00 0.00 0.00300 Electric Plant 25.00% 60.96 15.24 133.79 2.86 1.32400 Command and Surveillance 25.00% 3.22 0.81 144.66 0.00 0.00500 Auxiliary Systems 25.00% 337.96 84.49 107.94 0.13 1.46600 Outfit and Furnishings 25.00% 67.93 16.98 79.53 ‐0.01 0.13700 Mission 25.00% 601.18 150.30 84.39 ‐0.10 0.17 <strong>OTEC</strong>Lightship (Without Margins) 4,605.95 74.95 0.02 0.24<strong>Design</strong> and Build Weight Margin 1,151.49 % of Weight<strong>Design</strong> and Build VCG Margin 17.00% 0.04 % of VCGContract Mods. Weight Margin 0.00% 0.00 % of WeightContract Mods. VCG Margin 0.75% 0.00 % of VCGLightship (With Margins) 5,757.44 74.95 0.02 0.28Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 70
2.4.9.1 Fixed Ballast Fixed ballast in the amount of 608 metric tons is required to maintain stability in wet tow andupright in‐service conditions. The majority of this ballast is located as low as possible in cells 1and 2 in both vessel orientations. Concrete ballast with a specific gravity of 1.8 was assumed fordesign purposes; however, denser alternatives such as lead or pumpable thixotropic magnetiteslurry (e.g., Ballast‐Crete) could be considered. AllowancesThe structure weight estimate includes a 2% allowance for brackets, inserts, and doublers and a 1.5%allowance for welding and mill tolerance.2.4.9.2 MarginA 25% margin was applied to all elements of the weight estimate for this concept design. This margin islarger than typically applied to a conceptual ship design, but is justifiable because of the unique, first‐ofa‐kindplatform and plant design.2.4.10 Mooring ElementThe platform will be held on station within a required watch circle by the mooring system. Themaximum allowable watch circle is dictated by the power cable and possible interference of the bottomof the pipe with the sea floor. Estimates of the watch circle are included in Section 2.3.3.1. This sectiondescribes the mooring system integration with the platform and the preliminary selection of themooring and anchor systems for developing initial cost estimates. Final selection depends on the resultsof a geophysical and geotechnical bottom survey.2.4.10.1 Mooring System/Platform IntegrationThe platform is designed to accommodate the vertical load of 308 metric tons imposed by the mooringsystem. A system of chain stoppers and mooring fairleads supports installation of the mooring on site.Pre‐outfitting of some equipment will be required for the post‐demonstration period. See Section 2.3for the mooring configuration and arrangement.2.4.10.1.1 Mooring FairleadsThe CWP pull‐in winches also serve as mooring installation winches. A system of fairleads on the topdeck routes the winch lines over the side to the chain stoppers located on the spar columns below. Theaccommodation block, auxiliary machinery space, and CO 2 room are installed on raised foundations tofacilitate routing of the mooring fairleads.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 71
2.4.10.1.2 Post‐Demonstration Period ConfigurationChain stoppers for additional mooring lines in the post‐demonstration configuration will be pre‐installedduring initial construction. The topside mooring fairlead configuration uses universal fairleads at thedeck edge on Platform 02 Level to enable future installation of mooring line triplets without changingthe configuration.2.4.10.2 Mooring System SelectionThree types of moorings have been considered for the <strong>OTEC</strong> plant: catenary, taut, and semi‐taut. Figure2‐37 shows the catenary and taut systems, along with their principal features. The catenary systemrelies on chain and wire weight to achieve the required restoring force and stiffness. Offset is controlledby the pretension, and anchoring is typically by drag embedment anchors. The lines have sufficientscope (length) to prevent uplift on the anchors.The taut system uses lightweight synthetic line. The restoring force is attained from the stiffness of theline. The taut system exerts uplift on the anchor and typically requires piled or gravity anchors.A third type of mooring has also been considered: the semi‐taut mooring. This mooring uses wire ropeand chain, as does the catenary mooring, but the scope is reduced to save costs and reduce the offsets.This system requires anchors to take uplift.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 72
CatenaryTautRestoring Force:Scope:Offset Control:Anchor Type:Deepwater Impact:• Line Weight• 2‐3 Times Water Depth• Pretension• Drag Embedment• Efficiency of wire‐chainsystem reduces, verticalload increases• Line Stretch• 1.3‐1.5 Times Water Depth• Line Stiffness & pretension• Vertically Loaded Anchor• Efficiency of taut wire systemimproves, Light weight, lowmodulus synthetic ropesvery efficientFigure 2‐37 Catenary and Taut MooringsThe analysis performed and shown in Section 2.3, “Global Response,” compared the three mooringconfigurations, catenary, taut catenary and taut using modeling and simulation tools. The catenary legconfiguration provides lower mooring and anchoring loads than either the semi‐taut catenary or tautmooring configurations and enables the greatest range of anchoring options that require the leastamount of sediment to satisfy the design load. There is no obvious advantage to the semi‐taut catenarymooring configuration because it will require similar installation equipment to that required for thecatenary mooring but the anchoring will be more complicated (expensive) due to the significantly higherloads. The taut mooring line is the least expensive tension member option but this mooring requiresanchors that can resist uplift, which results in a more complex (higher cost) installation.With the key advantage of the lowest mooring and anchoring loads, resulting in the minimum sedimentthickness requirement and the least complex mooring installation, the catenary mooring configuration isrecommended.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 73
2.4.10.3 Anchor SubsystemThe various anchor options that wereconsidered are shown in Figure 2‐38. Theyinclude gravity anchors that can beoptimized with skirts to increase lateralcapacity, drag embedment anchors andplate anchors that can be dragged into theseabed or driven directly into the seabedand then set or keyed to rotate such thatthe plate aligns to the load. Gravity anchorsrequire the least amount of sediment butare heavy, thus are very difficult to handle and install. Plate anchors require a higher factor of safetythan either gravity or drag anchors, require the greatest depth sediment to satisfy the design load andeither require specialized installation equipment or multiple boats for installation. A drag embedmentanchor provides the least installation complexity and the greatest flexibility to accommodate the seabedsediment conditions, thus it was selected for the catenary mooring.Mooring analysis results and drag embedment anchor holding capacity requirements specific to thecatenary mooring are shown in Table 2‐15. The drag embedment anchor size is defined by the intactloading case, where the required minimum Ultimate Holding Capacity (UHC) is 398 klb (1770 kN).Table 2‐15 Drag Anchor Requirements for Catenary Mooring OptionCaseAnchorFxkNAnchorFzkNLineAngledegGravityDrag EmbedmentFigure 2‐38 Anchor SubsystemFz/FxAnchorUHC* kNPlateAnchorUHC* klbCatenary (Intact) 1180 18.5 1 0.016 1770 398Catenary (Bkn Line) 1635 309 10.7 0.189 1663 374<strong>Mini</strong>mum factor of safety (API RP‐2SK): intact – 1.5; broken line – 1.0The size of drag anchor required depends upon the type, thickness and engineering properties of theseabed. Comprehensive geophysical and geotechnical survey data are not available; however, basedupon bathymetric data and a general knowledge of the geology of the area we make the assumptionConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 74
that there is adequate sediment for drag embedment anchors. Final design will depend upon the resultsof a detailed site survey.Bruce FFTS MK4 (Figure 2‐39) and Stevpris MK5 anchors aremanufactured in sizes appropriate to the specified loads, but theBruce anchor is selected for this application primarily because of itsself‐righting capability, which enables a simpler and lower costsingle‐platform installation. The Bruce anchor will self‐right orrotate into a penetrating position, even if the anchor is placed on itsback or side when it is dragged. This anchor can also be used with apiggyback (tandem anchor) if the geophysical survey shows less orweaker sediment than anticipated.Figure 2‐39 Bruce FFTS MK4Drag Embedment AnchorDrag embedment anchors can be selected and sized with reasonable accuracy, using industry guidessuch as API RP 2SK [2], provided that sediment type is known and there is adequate sediment depth toenable penetration sufficient to achieve its UHC. For the sizes of anchor projected for <strong>OTEC</strong>, this depthwould exceed 15 m (~50 ft). Since it is unlikely that this sediment depth exists, anchors will be oversizedto accommodate the probable conditions. For purposes of this analysis, we presume that the <strong>OTEC</strong> sitewill have a minimum of 15 ft to a maximum of 30 ft of sediment (4.5 – 9 m).Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 75
The U.S. Navy provides recommendationsfor soil shear strength profiles based uponwater depth and location [3]. Figure 2‐40provides typical soil strength profiles forCalcareous Ooze along with some datafrom the original <strong>Hawaii</strong> <strong>OTEC</strong> site.Anchors were sized for both soil profiles,Shear Strength ‐ psf0 200 400 600 800 1000 1200 1400 1600 1800 20000.0010.0020.0030.0040.00but only results for the stronger profileare provided because they represent themost likely minimum strength profile forthis site. Bruce Anchor holding capacity isDepth ‐ ft50.0060.0070.00> 3000mCalcareous Ooze< 3000mCalcareous Oozeplotted versus anchor fluke tip depth inFigure 2‐41. Anchor system capacityincludes the capacity of the anchor and80.00Figure 2‐40 Typical soil strength profiles for CalcareousOozethe buried chain and was determined using procedures developed by the U.S. Navy [4], [5]. The designUHC of 398 klb can be satisfied by a range of anchor sizes depending on the available sediment depth. A5 mT size requires about 30 ft (9.1 m) of sediment, whereas a 15 mT size anchor requires 15 ft (4.6 m) ofsediment. Larger size anchors such as the 20 mT shown become less efficient at shallow depth due to achange in failure mode and are not recommended.0.0Anchor System Capacity ‐ kLb (< 3000m Calcareous Ooze)0 100 200 300 400 500 600 700 800 900 100010.0Fluke Tip Depth ‐ ft20.030.040.05 mT10 mT15 mT20 mT50.0<strong>Design</strong>UHC60.0Figure 2‐41 Bruce FFTS MK4 Anchor Holding CapacityConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 76
Based on these results, a 15 mT size Bruce MK4 anchor was selected for the catenary mooring anchorwith the caveat that final size and/or need for a piggyback will depend upon the results of a geophysicaland geotechnical survey.2.4.10.4 References Cited1. “<strong>Design</strong> Basis for a Site Specific Offshore <strong>OTEC</strong> Pilot Plant located at the Pacific Missile RangeFacility (PMRF), Kauai, <strong>Hawaii</strong>”, Rev. C, Aug. 3, <strong>2011</strong>2. “Recommended Practice for <strong>Design</strong> and Analysis of Station‐keeping Systems for FloatingStructures,” RP 2SK, American Petroleum Institute, May 20083. “Handbook for Marine Geotechnical Engineering,” K. Rocker, Jr., ed., Naval Civil EngineeringLaboratory, Port Hueneme, CA, March 19854. “<strong>Design</strong> Guide for Drag Embedment Anchors,” Naval Civil Engineering Laboratory, PortHueneme, CA, January 19845. “Anchor Mooring Line Computer Program‐ CSAP” S. Bang, South Dakota School of Mines andTechnology, August 2000Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 77
2.4.11 Cold Water Pipe Element2.4.11.1 CWP OverviewThis section focuses on the Cold Water Pipe (CWP), which is usedto transport cold water from a depth of 1000 m up to thecondensers. The pipe is constructed from High DensityPolyethylene (HDPE) and will be attached to the bottom of thespar. HDPE is an ideal material for the CWP due to its flexibility,high strain capacity, corrosion resistance, availability at therequisite dimensions and long pedigree in marine applications. Aflexible pipe is required to survive the dynamic motions impartedon the pipe by the motions of the spar. The pipe must also beable to endure the suction load needed to drive an adequate flowof water in the pipe. Due to the low elastic modulus of HDPE,stiffeners are needed toward the top of the pipe where suctionloads are highest in order to prevent pipe collapse. The pipe hasa continuous outer diameter, but is broken down into 5 segmentswith different stiffener spacing and wall thickness as needed toprevent pipe collapse. The structural properties of the CWP aregiven in Table 2‐16. Figure 2‐42 shows the layout of the variousCWP segments below the mini‐spar; the base of the <strong>Mini</strong>‐SPAR is110 m below sea level and the CWP intake is at 1000 m depth.Figure 2‐42 CWP Segment LayoutTable 2‐16 CWP Structural PropertiesConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 78
2.4.11.2 Cold Water Pipe Structure2.4.11.2.1 CWP SizeSeveral sizes of HDPE pipe were investigated to find the optimal size for the CWP. Sizes considered forthe CWP were 2 m and 2.5 m OD (the current maximum diameter commercially available) with variouswall thicknesses. A cost analysis study was done to determine the cost of the CWP and all itscomponents as well as the cost of heat exchangers required for each size. Including the heat exchangersin the study was important because larger pipes cost more but require less pumping power andtherefore less heat exchanger area to produce the same power. Therefore a more expensive pipe maybe the most cost‐effective design. The final results of the study indicated that a 2.5‐m CWP would be~$1M cheaper than a 2‐m CWP.Another major factor in choosing the optimal CWP size was the power margin study described inSection 2.5.2.4.1. A 2 m pipe has high head losses, requires larger Hxs to provide the power to pumpthe CWP, and has very little room for error on the overall power budget. Based on the cost analysis andthe power margin study, a 2.5‐m OD pipe was selected as the optimal size.As seen in Table 2‐16, the top 500 m of the pipe is DR26 (2.308 m ID) while the bottom 490 m is DR 30(2.333 m ID). Lower wall thickness DR30 pipe is utilized toward the bottom of the CWP where suctionloads are smaller and pipe collapse is less likely.2.4.11.2.2 CWP StiffenersTo prevent the pipe from collapsing under the high suction heads that occur in the top half of the pipe,iron ring stiffeners are used to increase the collapse resistance. Suction head is a combination of frictionhead, caused by the friction of the pipe wall acting on the flowing water, and static head, which resultsfrom the difference in density of the denser cold water inside the pipe compared to the slightly lessdense warm seawater outside the pipe. Both friction head and static head increase as you move furtherup the pipe, so the suction head is highest at the top end of the pipe. Under normal operatingconditions, the friction head at the top of the pipe is 1.5 m and the static head is 1.2 m, giving a totalsuction head of 2.7 m. Higher suction heads require closer stiffener spacing to prevent collapse.In addition to the steady flow suction head, there is a dynamic head due to the heave motion of the sparand the CWP. As the platform accelerates upward, the huge mass of the water in the CWP resists thisupward acceleration and thus there is an elevated suction component below the pumps; this is aConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 79
dynamic head with a period in the 12‐22 second range. (See Section 2.4.11.2.4 on Pumping Dynamics formore discussion of this condition.) Stiffener spacing was determined using the following design criteria:If all stiffeners intact:– SF > 2 for life of plant (steady flow)– SF > 2 for dynamic collapseIf 1 stiffener falls off:– SF >1.4 for life of plant (steady flow)– SF > 2 for dynamic collapseThe distinction between short‐period dynamic collapse and long‐period collapse over the lifetime of theplant is required due to the non‐linear material properties of HDPE. HDPE shows significant creep overlong periods of time. It has a long‐term (50‐year) elastic modulus of around 270 MPa, which is less than1/3 the short‐term modulus of ~1000 MPa. As such, the pipe is able to resist collapse due to short‐termdynamic loads much easier than the long‐term average suction load applied through the life of theplant.Figure 2‐43 shows the suction head along the length of the pipe under normal operating CWP flows.The figure illustrates how the suction head increases toward the top of the CWP, thus requiringsubsequently closer stiffener spacing in order to prevent collapse.Figure 2‐43 CWP Suction Head Along the Length of the PipeThe stiffeners are ductile iron rings that are clamped around the pipe such that they cause the pipe to“sausage,” thereby preventing the stiffeners from sliding down the pipe. Anodes are attached to theConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 80
stiffeners to provide corrosion protection to last 30 years. The cross‐section of the stiffeners resemblesthat of an I‐beam. A cross‐sectional view of the stiffener is shown in Figure 2‐44.Figure 2‐44 CWP Stiffener Cross Section (left) and an Example of a Pipe Stiffener Previously Installedby Makai on a smaller HDPE pipeline (right)Finite element analysis was used to ensure that the stiffeners were of adequate strength and stiffness toprevent collapse of the pipe. A view of the first and second collapse modes of the CWP withoutstiffeners is shown with the first mode of collapse with stiffeners in Figure 2‐45. Note that the firstcollapse mode for the pipe with stiffeners is similar to the second buckling mode of the unstiffened pipe.This essentially illustrates how the stiffeners increase the collapse pressure of the CWP by preventingthe first mode of collapse.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 81
Figure 2‐45 First and Second Collapse Modes of CWP without Stiffeners (left and center), and the FirstCollapse Mode with Stiffeners (right)2.4.11.2.3 CWP Bottom WeightA large concrete weight is attached at the bottom of the pipe. A portion of the weight is needed toovercome the buoyancy of the HDPE pipe, as HDPE (specific gravity 0.995) is slightly less dense thanseawater (specific gravity 1.025). The remaining weight provides tension in the pipe to reduce dynamicmotions and ensure that the pipe stays nearly vertical in strong currents. Larger bottom weights resultin smaller dynamic strains to the CWP, but require larger, more expensive equipment to handle theweight. If needed, the bottom weight could be much larger than the value selected.The driving limitation on the maximum bottom weight is the capacity of the winches used to pull thepipe up when connecting it to the bottom of the spar. Two winches, each with a 72 te rated capacity,will be used. However, for redundancy each winch must be capable of handling the pipe individually,thus setting the maximum net tension of the CWP at 72 te. See Section 2.8.2.4 for more information onCWP pull‐in.Several bottom weight sizes were analyzed with OrcaFlex to investigate the impact on dynamic pipestrains. The results of the study produced a bottom weight that was large enough to keep pipe strainsConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 82
to an acceptable level, but small enough to be handled by the winches onboard the spar. Table 2‐17gives the properties of the bottom weight and Table 2‐18 shows the net weights of the CWP.Table 2‐17 CWP Bottom Weight PropertiesDry Wt(KN)Wet Wt(KN)Volume(m^3)1472 843 62.5Table 2‐18 CWP Net WeightsCWP (KN) ‐419Stiffeners (KN) 106Bottom Weight (KN) 843Top Termination (KN) 60Net Top Tension (KN) 590The bottom weight is attached to a steel connection piece, which is then connected to the CWP with astandard flange (tensile loads are small for this flange size). An illustration of the steel connection pieceis shown in Figure 2‐46. Note that the present design is not optimal for hydraulic efficiency; a bell‐mouthshape would be more efficient but the higher intake velocities are preferred to best simulate a larger<strong>OTEC</strong> intake. Stress analysis was done using finite element analysis (FEA), with results shown in Figure2‐46. Horizontal bars spaced at 18 cm are included to keep any large fauna from entering the CWP. Theweight is hung with a chain that is shackled to the steel connection piece.Figure 2‐46 CWP Bottom Weight Steel Connection Piece (left) and FEA (right)Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 83
2.4.11.2.4 CWP DynamicsThe CWP is suspended below the mini‐spar and is subjected tomotions caused by ocean waves and currents. The motions of themini‐spar create bending strains along the length of the CWP, withthe most significant bends occurring near the top of the pipe atthe connection to the mini‐spar. An example of the magnitude ofbending strains that the CWP will experience in typical conditionsand in a 100 yr storm are shown in Figure 2‐47. Dynamic analysisof the CWP motions and an accurate S‐N curve for the CWP wereneeded to ensure that the bending strains will not damage theCWP. This fatigue analysis of the CWP is covered in Section2.4.11.2.4.1 . Vertical motions of the pipe and spar also causefluctuations in the cold water flow and create dynamic head in thepipe, which is covered in Section 2.4.11.2.4.3 and in Appendix E.2.4.11.2.4.1 CWP Dynamic Motion AnalysisThe CWP was analyzed to ensure that it would not fail due tofatigue during its 22‐year life. The dynamic strains imparted tothe CWP due to ocean waves and currents were determined byJohn Halkyard & Associates (JHA) using simulations run with the offshore dynamic analysis programHARP. Simulations were run for 100‐year storm conditions and all 14 operational sea state bins definedin the <strong>OTEC</strong> SSOPP <strong>Design</strong> Basis at the spar operational site. The results from the 100‐year stormanalysis were independently verified by Makai Ocean Engineering with the offshore dynamic analysisprogram OrcaFlex, which showed maximum pipe strains within 25% of those predicted by HARP. Figure2‐48 shows the outputs from the JHA analysis.Figure 2‐47 CWP Bends in TypicalConditions (left) and 100‐YearStorm with Max Currents (right)Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 84
Figure 2‐48 Bending Strain at Top of CWP in 100‐year Storm with Max Currents (left) and MaxDynamic CWP Strains for All Fatigue Bins (right)2.4.11.2.4.2 HDPE Bending Fatigue TestFatigue testing was performed on 25 mm pipes made from BorSafeHE3490‐LS resin (the same PE‐100 resin available for the largediameterand heavy walled CWP) to define the S‐N curve. The testswere carried out by rotating the 25 mm pipes under a constantbend, thus creating fully reversed strain in the pipe wall. The fatiguetest apparatus is shown in Figure 2‐49.An expanded report on the fatigue analysis is included in a separatevolume entitled Component Test Report.HDPE is inherently a non‐linear material with material propertiesdependent on temperature and strain rate, so testing was carriedout at an appropriate cyclic speed and at two differenttemperatures. The temperatures used were 12° C and 21°C, whichFigure 2‐49 Rotating FatigueTest Apparatusare indicative of the temperatures near the top end of the CWP when the plant is running with coldwater flowing through the pipe, and when the plant is shut down and no water is flowing. The fourpipes on the left side of Figure 2‐49 were kept at 12° C by circulating water between the pipes and an HXinside a refrigerator. The four pipes on the right side of the image were kept at 21°C in a similar fashion.In all, 18 pipes were tested to failure during testing. Figure 2‐50 shows the failure point for each test.The figure also shows data points representing the expected strain and number of cycles for eachfatigue bin, for strains resulting from vortex‐induced vibration (VIV), and for a single hurricane event.For each case, the highest strain determined in the HARP simulations was assumed to occur for everyConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 85
cycle, building added conservatism into the results. The results (Figure 2‐50) indicate that all anticipatedstrains and cycles fall well below the S‐N curve for the HDPE pipe. The Palgrem‐Miner rule forevaluating fatigue life was employed to determine the cumulative effect of all fatigue bins, VIV and ahurricane event. The best fit line from the colder pipes (shown in dark blue) was used to calculate thepercent of fatigue life used by each event, and these were summed to find the total percentage offatigue life used. The analysis showed that only 0.25% of the fatigue life of the CWP will be used upduring the operating life of the pilot plant, giving a safety factor of 400.Figure 2‐50 HDPE Fatigue Testing Results and Anticipated CWP Fatigue Events (right) and Fatigue LifeAnalysis of CWP (left)2.4.11.2.4.3 Pumping DynamicsThe motions and accelerations of the spar and CWP cause fluctuations in the cold water flow and createadditional dynamic head in the pipe. Variation of seawater flows can adversely affect pump and heatexchanger performance, while high dynamic head may require the CWP to have additional stiffeners, soa firm understanding of these phenomena is essential for <strong>OTEC</strong> plant operation and safety. Thefluctuations in flow and the added dynamic head result from the coupling of the large masses of the coldwater in the CWP and the mini‐spar structure. One common method to help decouple the two largemasses is a sump. A diagram of a sump for the mini‐spar is shown in Figure 2‐51.The sump allows for relative motion between the mass of water in the CWP and the mini‐spar, thusreducing dynamic head and variation in cold water flow.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 86
The sump on the mini‐spar has a 0.5‐m diameter. This sump size waschosen based on a detailed dynamic analysis described in Appendix E. Acumulative probability study was performed, which determined thefrequency of occurrence for dynamic head, % variation in flow throughthe condenser and % variation in pumping power. A full description ofthe cumulative probability study is also included in Appendix E. Thestudy found that 99.8% of the time the dynamic head will be less than1.2 m, the delta flow through the condenser will be less than 5% andthe delta power to the pumps will be less than 35KW (operating atconstant speed) for a 0.5‐m sump. These fluctuations are all within theacceptable limits for <strong>OTEC</strong> systems operation, suggesting that the <strong>OTEC</strong>plant will need to shut down due to severe sea states for less than 0.2%of its life.2.4.11.3 Cold Water Pipe ConnectionAfter the CWP is upended to a vertical orientation it is pulled to itsattachment location at the bottom of the spar by two in‐haul winches.The winches are connected to the CWP through two in‐haul cables whichrun the length of the spar. The top of the CWP is outfitted with the male end of the connectionmechanism and also supplies the attachment points for the in‐haul lines. This structure is shown in bluein Figure 2‐52. The male end is guided into the female portion of the connection (shown in purple) by aseries of steel cones until the top flange contacts the bottom of the spar. Two shear keys (shown inyellow) are then closed below the lower flange of the male portion of the connection using a hydraulicram. Once closed, the CWP is lowered slightly until the lower flange rests on the upper face of the shearkeys.Figure 2‐51 Cold WaterSump SchematicConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 87
Figure 2‐52 CWP Connection to <strong>Spar</strong>Figure 2‐53 shows the shear keys in the open and closed position demonstrating the contact area of theshear key after closure. The shear key interface transfers the tension load from the CWP to the spar; thebending moment is transferred by the two flanges on the male end of the connection, displayed inFigure 2‐52. Any axial rotation of the CWP will be limited by the lifting eyes contacting the wall of theslots cut into the lowermost guide cone as shown in Figure 2‐53.Figure 2‐53 CWP Connection Closing MechanismConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 88
After the connection is closed, the ram is locked in place mechanically to ensure it cannot be extended.A ROV is used to bolt the piston to the cylinder body, as shown on the right side of Figure 2‐53. The ROVis also used to supply visual feedback of the CWP as it is connected to the spar, so it will be readilyavailable to lock the piston in place.The seal used to keep warm water out of the cold water flow(shown in Figure 2‐54) consists of a flexible ring constructedfrom a rubber‐like material (e.g., neoprene, silicone, urethane)that is stretched around the upper end of the male structure.The outer face of the seal has several wiper flaps that extendout at a downward angle. When water is flowing through thepipe, the pipe is under negative pressure, thereby causing theflaps to be pulled upward and seal against the female portion ofthe connection. The pressure across this seal is less than 3.5 mof seawater for static plus dynamic loads and small leaks are notcritical.Figure 2‐54 CWP Connection Seal2.4.11.4 Cold Water Pipe Termination2.4.11.4.1.1 OverviewFlanged mechanical HDPE pipe connections are standard in the industry and made by fusing an HDPEflange adapter plus stub end to the pipe end. The flange is bolted together using a steel backup ring asshown in Figure 2‐55.HDPE FlangeSteel Backing RingFigure 2‐55 Typical HDPE Flanged ConnectionUsing a standard flange connection at the top of a CWP creates a high‐risk area for an <strong>OTEC</strong> plant due toa few compounding issues:The flange is a common point of failure in HDPE pipelines. The stub end and flange adapter forlarge pipelines are machined from fusion wound or molded (not extruded) HDPE billets whichConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 89
often have voids. Although voids can be found with ultrasonic testing, very thick pieces result inincreased complexity, cost and risk.The flange geometry produces a stress concentration. The stress concentration was calculatedwith FEA to be as high as 5 for typical flange geometries.This flange connection is the point of highest bending and strain in the CWP.HDPE flanges are normally static connections. The SPAR CWP is a dynamic connection for aprolonged period; there is no known experience with this type of connection in HDPE pipe.To reduce the risk of failure at the CWP connection to the spar, a novel pipe termination was developedto reduce the loads seen by the HDPE flange. This epoxy‐bonded steel termination design uses theshear‐carrying capacity of epoxy to transfer a portion of load from the pipe wall to a steel sleeve on theinside of the pipe. The load that is transferred through the epoxy to the steel sleeve is not seen by theHDPE flange, thus reducing its load. The shear distribution carried by the epoxy and the percent of loadrelieved at the flange is controlled by varying the thickness and material properties of the epoxy. Thedesign goal for this termination was ~80% load transfer to the steel sleeve and in final testing, 75% wasachieved. This leaves 25% of the load to be taken by the flange, which results in 125% max stress at theflange as in the pipe wall prior the termination, assuming a worst‐case stress riser of 5. An illustration ofthe termination concept is shown in Figure 2‐56.Figure 2‐56 CWP Termination ConceptAlong with the load transfer objective, it is desirable to have a uniform shear stress throughout theepoxy. This helps ensure the maximum stresses at the bond are below the cohesion failure thresholdand eliminates any areas of stress concentration. To accomplish uniform shear transfer, the epoxythickness is tapered such that it is thicker at the point where there is high relative movement betweenthe HDPE and the steel insert (to the right of Figure 2‐56) and thinner at the point of smaller relativemovement near the flange. The angle of this taper is designed to achieve a uniform shear angle alongthe entire length of the epoxy, resulting in a uniform shear stress on the face of the HDPE andConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 90
subsequently a linearly decreasing load in the pipe wall. With the load decreasing linearly, the epoxylength is tailored to obtain the desired load removal.Another parameter driving the taper design is the elastic modulus of the epoxy. Generally speaking, theepoxy must be very flexible to allow the pipe to move or rather stretch relative to the steel sleeve.Makai’s analysis shows a modulus of approximately 2,000 psi to be ideal. Comparatively, this is nearly75 times less stiff than the HDPE. Along with the elastic modulus requirement, the epoxy must have astrong bond with HDPE and steel. This includes strength and environmental requirements, as thisassembly must survive the full life of the plant in submerged seawater. Reltek’s Bond‐it epoxy system(Reltek LLC, Santa Rosa, CA) is made specifically for bonding difficult‐to‐bond plastics and demonstratesthe required mechanical properties for the termination; these properties were independently verifiedthrough a testing program carried out by Makai. In addition to Makai’s bond strength and modulustesting, the Navy performed accelerated life testing (ALT) of the Bond‐it/steel interface in a submergedseawater environment. After passing the ALT, the epoxy was successfully implemented by the Navy,where it has shown a true 20‐year life without failure.The termination assembly contains both HDPE and steel, two materials that have very different thermalexpansion properties. As the cold seawater flows through the HDPE, the assembly will see temperaturechanges of approximately 22°C (~40°F). This change in temperature has little effect on the steel, but willcause the 2.5 m diameter HDPE pipe to shrink more than a centimeter. To accommodate this, the steelcone is put on the inside of the pipe, which causes the epoxy bonds to be put in compression. This has apositive effect on the bonds as it reduces the chance of developing a peel force during loading. A peelforce is a force that acts perpendicular to the bonding surface, trying to separate the bond. This type offorce is more difficult for the bond to resist in comparison to shear forces. The pipe diameter is alsoaffected by tension and compression loads, with tension loads shrinking the diameter and vice versa. Asthe CWP attached to mini‐spar is under a steady tension load, this will add a small additionalcompressive force to the bonds. In all, the bonds will experience a compressive stress of approximately50 psi under maximum tension and thermal loads.A number of reduced size terminations were constructed and tested by Makai. These 200 mm OD pipeterminations were tested under severe axial, bending, and axial + bending loading conditions. Thestrains in the pipe were measured to determine the percentage of strain relief in the HPDE at the flangeconnection. The testing also demonstrated the termination’s ability to maintain this strain reliefConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 91
throughout fatigue loading. Fatigue loading consisted of approximately 4500 cycles at strains of roughly1.3%, which is considerably larger than the few hundred cycles of strains, all below 1%, during a 100‐year hurricane. The fatigue testing was comparable to the termination surviving ~10 hurricanes. Thetermination test apparatus is shown in Figure 2‐57. A sample of the test results is shown in Figure 2‐57.Test results show how the strain in the HDPE is dramatically reduced by the termination. For completetest details, refer to the Component Test Report. This report also contains detailed fabricationinstructions for the termination.Figure 2‐57 Termination Testing ApparatusFigure 2‐58 Results from 200 mm Termination TestingConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 92
The design termination for the 2.5‐meter CWP on the mini spar is approximately 3.2 m in length andcontains ~530 liters of epoxy (cross‐section shown in Figure 2‐56). A preliminary drawing of thetermination is included in Appendix F. The estimated cost of this component is rough $120k, less than2.5% of the overall CWP cost.2.5 Power Generation Segment2.5.1 Power Cycle Element2.5.1.1 Power Cycle ModelingThe <strong>Mini</strong>‐<strong>Spar</strong>’s power cycle was modeled using Makai Ocean Engineering’s MOTEM (Makai <strong>OTEC</strong>Thermodynamic and Economic Model) software. MOTEM is an <strong>OTEC</strong> simulator and optimizationprogram that calculates thermodynamic and hydraulic design parameters, and economic factors, into aunified engineering process design and cost estimate. The results of the thermodynamic modeling forthe pilot plant at seawater temperatures of 25.7°C and 4.1°C are shown in Figure 2‐59.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 93
De-mister: -45 m Turbine (Datum): 0 mP = 890 kPa P = 885 kPa P = 873 kPa P = 621 kPaT = 21.2 C T = 21.0 C T = 20.6 C T = 10.3 CX = 65% X = 100% Length = 55 m X = 100% X = 97%Diameter = 1.05mLength = 5 m P = 885 kPa Flow Rate = 133 kg/sDiameter = 1.05m T = 21.2 C Length = 75 mFlow Rate = 205 kg/s X = 0% Diameter = 1.05mFlow Rate = 133 kg/sLength = 2 mDiameter = 0.27mFlow Rate = 72 kg/sP = 896 kPa P = 618 kPaP = 891 kPa T = 21.2 C T = 10.1 CT = 21.2 C X = 0.00 X = 97%X = 65%Water Tin = 4.1 CWater Tin = 25.7 C Holding Tank: -47 m Condenser: -65 m Water Flow = 10500 kg/sWater Flow = 15750 kg/s Evaporator: -47 m Water Tout = 7.9 CWater Tout = 23.1 C P = 896 kPa P = 617 kPaP = 908 kPa T = 21.2 C T = 10.1 CT = 14.0 C X = 0% X = 0%X = 0%Length = 38 m Length = 10 mDiameter = 0.27m Diameter = 0.35mFlow Rate = 72 kg/s Flow Rate = 133 kg/sP = 1056 kPaT = 21.3 C P = 646 kPaLength = 38 m X = 0% T = 10.1 CDiameter = 0.44m X = 0%Flow Rate = 205 kg/s Recirc Pump: -75 mBuffer: -70 mP = 1085 kPaT = 21.3 C P = 646 kPaX = -3% T = 10.1 CX = 0%Length = 5 mDiameter = 0.44mFlow Rate = 72 kg/sLength = 10 mP = 1084 kPa Diameter = 0.35mT = 21.3 C Flow Rate = 133 kg/sX = 0%Feed Pump: -75 mPump Wye: -75 mP = 1084 kPa P = 1090 kPa P = 672 kPaP = 1082 kPa T = 10.2 C T = 10.2 C T = 10.1 CT = 14.1 C X = 0% Length = 5 m X = -7% X = 0%X = 0% Diameter = 0.35mFlow Rate = 133 kg/sFigure 2‐59 Pilot Plant Power Cycle DiagramThe integration of both technical and economic parameters is critical to MOTEM’s usefulness as anoptimization tool. A wide variety of configurations can be quickly evaluated based on their impact onoverall plant capital cost. Additionally, MOTEM includes automated optimization algorithms to assistengineers in selecting seawater flow rates, heat exchanger operating pressures, and a CWP size thatminimize plant capital cost.MOTEM’s simulation capabilities also permit exploration of <strong>OTEC</strong> plant performance under a variety ofoperating conditions. This capability was used to calculate overall net power due to uncertainty aboutcomponent performance, and to estimate seasonal variation in power output due to seasonal seawatertemperatures (Sections 2.5.2.4.1 and 2.5.2.4.2).2.5.1.1.1 Optimization ExampleThe optimization algorithms in MOTEM were exercised to minimize plant capital cost. The specificparameters involved in the optimization were Hx operating pressure, seawater flow rate, and CWPConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 94
diameter. The ratio between warm seawater and cold seawater was held fixed at 3:2 based upon earlieranalysis of large <strong>OTEC</strong> plants.<strong>OTEC</strong> process cycle design requires a trade‐off between large thermal duty (equivalent to largeammonia vapor flow rate) and high turbine pressure drop (equivalent to a hot evaporator and a coldcondenser). For any given amount of seawater flow, duty and turbine pressure drop are notindependent values – they are inextricably linked by the specific heat of seawater. Using an examplewhere the Hx area is fixed, Figure 2‐60 shows how turbine pressure drop, total thermal duty, and netpower output are related. On the graph’s left, generating a large ammonia vapor flow necessarilycauses the evaporator to cool significantly (and warms the condenser). This effect causes the effectivepressure across the turbine to decrease. Conversely, boiling only a small ammonia flow maintains arelatively warm evaporator (and cool condenser), and maintains a correspondingly large high turbinepressure drop. Maximum turbine power is achieved between these two extremes. MOTEM can be setto automatically find this optimum point.Evaporator Total Thermal Duty Duty (MW)250200150100500Large duty:Warm water3.8 C cooler.Large NH3flow, but lowturbine dPMaximum Power:Moderate turbinedP and NH3 flow00 100 200 300 400 500Turbine Pressure Drop (kPa)Thermal DutyNet Power OutputMOTEM Operating PointSmall duty:Warm water only1.1 C coolerLargeturbine dPbut smallNH3 flow54321Net Net Power Power Output Output (MW) (MW)Figure 2‐60 Selection of Process Conditions Using MOTEM to Maximize PowerMOTEM was also exercised to find optimum compromises between Hx performance vs. seawatervelocity and pressure loss, variable component costs, CWP size vs. cost, seawater discharge velocity, andnumerous other high‐level design parameters. The considerations for cold seawater pipe selection aregiven in Section 2.5.2.4.1 and Figure 2‐63.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 95
2.5.2 Power Generation Segment OverviewThe process of power cycle modeling and power cycle equipment selection was iterative. However, nowthat basic modeling concepts and tools have been presented, this section will describe the PowerGeneration Segment selected at the completion of the modeling work. The Power Generation Segmentconsists of the warm and cold seawater systems, the ammonia power cycle, electric generator andassociated systems, and all related instrumentation and control systems.2.5.2.1 Seawater Systems OverviewThe seawater duct design was intended to minimize needless waste of hydraulic pumping power. The<strong>Mini</strong>‐<strong>Spar</strong>’s seawater pumps are commercially available high‐capacity, low‐head submersible pumps.This plant will use 15.75 tonnes per second (252 thousand gpm) warm seawater through commercialstyleintake screens located 20 m deep, having 8 mm mesh and inlet velocities of 0.15 m/sec. The CWPwill intake 10.5 tonnes per second (168 thousand gpm) of 1000 m‐deep cold seawater. The seawaterdischarge ducts exhaust at a discharge plume at 70 m or 114 m deep to provide different scenarios forenvironmental studies and validation of the plume model.One significant goal of the <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> is to reduce the permitting uncertainty for large commercial<strong>OTEC</strong> plants. Thus, the <strong>Mini</strong>‐<strong>Spar</strong>’s seawater intake screens, velocities, bio‐fouling treatment anddischarge systems are intended to represent the corresponding systems anticipated for a notionalcommercial‐size <strong>OTEC</strong> plant. Similarly, the ratio of warm seawater to cold seawater was modeled as 3:2,a value expected for a large <strong>OTEC</strong> plant.2.5.2.2 Power Cycle OverviewThe power cycle consists of three sets of evaporator, condenser, piping, tanks, pumps and controls.Most of the system is composed of three identical process circuits, so that two‐thirds of the overallsystem remains operational whenever any single component cannot be operated. At the designtemperatures, the 25.7°C warm seawater is used to vaporize 133 kg/sec of anhydrous ammonia toextract 5.69 MW of power within the single turbine‐generator. Nearly all components are commerciallyavailable industrial products, built to established codes and will be operated using typical industrialprocedures whenever possible.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 96
A simplified Process Flow Diagram for one ammonia circuit is presented in Figure 2‐61. One uniqueaspect of the design is that most components of the ammonia system are mounted to the exterior ofthe hull while exposed to the surrounding seawater.Figure 2‐61 Process Flow Diagram for One (of three) <strong>OTEC</strong> CircuitsFigure 2‐62 traces the creation and consumption of thermal, mechanical and electrical power on the<strong>Mini</strong>‐<strong>Spar</strong>. After generating 4.38 MW of electrical power, 1.78 MW is used to drive the plant’s systems,leaving more than 2.6 MW available for testing or export.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 97
Red = Thermal PowerGreen = Mechanical PowerBlue = Electrical Power5.69 MWTurbine(81%)<strong>OTEC</strong> Power Flow4.61 MWGenerator(96%)4.43 MW1.08 MW 0.18 MW2.50 MW Delivered(+ 0.11 MW Margin)0.03 MW0.32 MW to Warm Water0.53 MW to Cold Water0.36 MW0.09 MW to Ammonia0.06 MWSeawater Pumps (70%)Ammonia Pumps (61%)Hotel Load0.11 MW 0.03 MW1.22 MW0.15 MW0.27 MWParasitic LoadTransformer(99%)2.64 MWCable toShore (96%)2.75 MWTransformer(99%)2.78 MWFigure 2‐62 Power Accounting for <strong>Mini</strong>‐<strong>Spar</strong> <strong>OTEC</strong> Plant, at <strong>Design</strong> Temperatures2.5.2.3 Electrical Generation OverviewThe turbine drives the 4.16 kilovolt three‐phase synchronous generator at 1800 rpm via a directcoupling. The generator is rated for 6MVA, which is sufficient to handle the maximum turbine shaftpower provided during extremely warm surface seawater temperatures. As can be seen in Figure 2‐62,approximately 59% of the electrical power produced by the <strong>OTEC</strong> generator can be exported into theutility grid. The 41% remaining power is consumed by the platform electrical power system and theelectric seawater pumps that circulate warm and cold seawater through the evaporators andcondensers. During the initial test and development phase, surplus power will be dissipated by loadbanks installed on the platform. After the initial testing period power, a submarine power cable will beinstalled so that this surplus power can be transmitted to shore.2.5.2.4 Instrument and Control OverviewThe I&C system dynamically responds to electrical power demand from the grid while ensuring powerquality satisfies the utility requirements. The I&C system collects sensor data from the various <strong>OTEC</strong>Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 98
power cycle segments and controls equipment operating parameters to maintain optimal performance,ensure safety and trigger failsafe shutdowns in emergencies. The I&C system consists of a securecomputer network featuring multiple dedicated SCADAs (Supervisory Control and Data Acquisition) toautomatically control operation of the ammonia Rankine cycle, the turbo‐generator and the substation.Section 2.7 provides a detailed description of the Instrumentation and Control subsystem.2.5.2.4.1 Net Power Margin SelectionSince the pilot plant design is still in its early stages, there is uncertainty in the performance of thepower‐producing components. For example, it is not possible to exactly predict turbine efficiencywithout a final design of the ammonia system. To analyze this, the design team tabulated theperformance uncertainty of each process component. The results are shown in Table 2‐19.Table 2‐19 Summary of Uncertainty Analysis on Power‐Producing ComponentsComponentZero MarginValueUncertainty Delta Power‐ + Low High[kW] [kW]Component EfficienciesSeawater Pumps 70% 5% 5% ‐87 76Turbine + Reduction Gear + Generator 77.8% 2.0% 2.0% ‐107 107Power Cable to Shore 96.0% 1.5% 1.5% ‐41 41Ammonia Pumps 60.7% 5.0% 5.0% ‐51 25Parasitic LoadsHotel Load [MW] 0.27 20% 20% ‐52 49Heat Exchanger PerformanceEvaporatorU‐value [kW/m/C] 4.6 10% 10% ‐103 77Ammonia‐side Head Loss [kPa] 15.1 10% 10% ‐17 16CondenserU‐value [kW/m/C] 3.2 10% 10% ‐147 118Ammonia Piping LossesEvaporator‐>Turbine [kPa] 13.74 10% 20% ‐38 19Turbine‐>Condenser [kPa] 5.71 10% 20% ‐11 11Seawater Head LossesWarm WaterEvaporator [m] 1.4 10% 10% ‐16 44Warm Water Ducting 0.62 10% 30% ‐38 13Cold WaterCold Water Pipe [m] 2.4 10% 10% ‐32 33Condenser 2.1 10% 10% ‐16 44Cold Water Ducting 0.60 10% 30% ‐25 9Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 99
The red‐shaded entries in the table indicate uncertainty that lowers net power production, while thegreen‐shaded entries indicate uncertainty that increases net power. The “Delta Power” entries showhow much impact uncertainty in each component has on net power. For example, uncertainty inseawater pump efficiency means that net power production could increase by 78 kW or decrease by87 kW.To account for the uncertainty in component performance, the team decided to include margin in thedesign – the plant would be designed to produce more than 2.5 MW. The impact of each component’suncertainty was entered into a 100,000‐case Monte Carlo simulation to assess the resulting net powerfor each case at the defined seawater temperatures. The aggregate results were then analyzed todetermine the probability that an <strong>OTEC</strong> plant with the given amount of margin would successfullydeliver 2.5 MW of net power. The summary of eight MOTEM simulations and the Monte Carlo analysisresults are shown in Figure 2‐63.Figure 2‐63 Trade Study on Cold Water Pipe Diameter vs. Heat Exchanger CostThe vertical black text in the figure shows the options for margin selection and their assignedprobability. The design team selected 120 kW (representing an 80% chance that the plant would deliver2.5 MW at average seawater temperatures).Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 100
The desire to include margin caused the CWP size to increase from 2.0 m to 2.5 m in diameter. Figure2‐63 shows two curves of net power versus Hx cost, for the cases of a 2‐m or 2.5‐m diameter CWP. Thered bars show the additional cost of the 2.5‐m CWP compared to the 2‐m CWP. At 2500 kW(representing zero margin), the Hxs and 2‐m CWP are the least expensive option. However, if additionalnet power is desired, the additional cold water significantly increases the head losses within the 2mCWP, and larger Hxs are required to generate more power for the corresponding increase in seawaterpumping power. At the selected margin of 120 kW (2620 kW net), the system using the 2.5‐m pipe isslightly more cost effective. The design team decided to use a 2.5‐m pipe as a conservative option thatwould allow further increases in seawater flow rate if desired.2.5.2.4.2 Seasonal Power VariationAn <strong>OTEC</strong> plant’s ability to produce power is based on the temperature differential between warmsurface seawater and cold deep seawater. During winter, power declines because the surface seawatercools, and power increases during the summer as seawater becomes warmer than average. <strong>OTEC</strong>equipment must be chosen to operate over this seasonal continuum rather than a single design point.To address this, the team considered historical temperature observations and determined thecorresponding plant output at extreme conditions. The results of the temperature power analysis areshown in Figure 2‐64 and Table 2‐20. During the nominal summer case, expected power outputincreases from 2.6 MW to 3.3 MW. Under worst‐case winter conditions, expected power outputdecreases to 1.4 MW.Table 2‐20 Statistical Analysis of <strong>Hawaii</strong> Seawater Temperature VariationEstimate of Mean Temperature at 20mMonth Mean Temp Std Dev[C] [C]Winter (Feb-Apr) 24.40 0.63Spring (May-Jul) 26.04 0.70Summer (Aug-Oct) 27.00 0.60Fall (Nov-Jan) 25.60 0.85Annual 25.70 1.17Statistics for Temperature at 1000mValue +/-Statistic [C] [C]Mean 4.11 0.02Std Dev 0.12 0.01Table 2‐20 shows that monthly average seawater surface temperatures vary seasonally between 27.3 o Cand 24.3 o C. Deep seawater temperatures are 4.1 o C by .3 o C due to tidal (not seasonal) effects.Estimates of seasonal power output were obtained by combining the above seawater temperaturevariations to create winter and summer design cases. The winter case includes the lowest expectedConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 101
components are shown in Figure 2‐66. The cold water pumps have a slightly different impeller angleand more powerful motors than the warm water pumps.Figure 2‐65 Cold Water Submersible Pump (image provided by ITT Flygt AB)Table 2‐21 Warm and Cold Seawater Pump CharacteristicsWater Flow Rate3,500 kg/sPump Head5.1 mHydraulic Power (per pump) 175 kWCatalogue Bowl Efficiency 79%Catalogue Motor Efficiency 95%Assumed Combined Efficiency 70%Electrical Power (per pump) 250 kWCold SeawaterWater Flow Rate5,250 kg/sPump Head2.1 mHydraulic Power (per pump) 108 kWCatalogue Bowl Efficiency 80%Catalogue Motor Efficiency 95%Assumed Combined Efficiency 70%Electrical Power (per pump) 150 kWWarm SeawaterConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 103
Seawater Flow PathIntake ScreenEvaporatorWarm SeawaterPumpCondenserColdSeawaterPumpCold WaterPlenumCommonDischarge PlenumDischarge Duct70m horizontalDischargeTo 114m singlevertical dischargeFigure 2‐66 Seawater Flow Paths through <strong>OTEC</strong> Components2.5.2.5.1 Cold Seawater DuctingCold seawater is delivered to the platform via the 2.5 m diameter cold water intake pipe. For efficiencyand maintenance reasons, it is preferable for the 1000‐m‐deep intake not have intake screens at depth.Experience gained with the cold water intakes at NELHA suggests that deep water intakes having nomesh is environmentally benign, but will require further documented study and specific permittingguidance from regulators.A 2.5‐m duct brings the water up from the CWP connector, at 110 m deep, to the CWP, then to adiffuser. The diffuser efficiently slows the flow and discharges into the cold water plenum. The coldwater pump intakes draw seawater from the plenum. The pump discharges into a second divergingnozzle and slows the flow into the condenser inlet. After passing upwards through the condenser tubes,the condensers discharge into the common discharge plenum. The warmed cold water now mixes withthe discharge from the evaporators and is directed out of the system by the common discharge duct.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 104
Figure 2‐67 Detail of Water Flow within the Cold Water Plenum2.5.2.5.2 Warm Seawater Intakes and DuctingThe warm seawater intake screen is located at approximately 20 m depth and is sized to have an inletvelocity of less than 0.5 m per second, in a horizontal direction, to minimize impingement of marine life.The intake screen mesh size is 8 mm (5/16‐inch) or smaller to prevent clogging of the evaporatorchannels. The hypochlorite solution piping manifolds are located immediately next to the screen. Theinlet structure will have internal bracing to withstand pressure loads upon the screens, and internalvanes to smoothly turn and direct the flow into the evaporators that are directly below the screens.Two example intake screens are shown in Figure 2‐68.After passing through the evaporator, the cooled warm water enters a flow converger, is driven throughthe 54‐inch warm water pump, decelerates in the warm water diffuser and mixes with the used coldseawater within the common discharge plenum.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 105
Figure 2‐68 At left, Warm Seawater Intake Fish Diversion Screen with Large Mesh at 25‐m Depth inKona, <strong>Hawaii</strong> (Makai). At right, representative Fish Diversion Screen (Wedgewire.com)2.5.2.5.3 Discharge Seawater DuctingThe used seawater flows, now combined to an average temperature of 17°C, travels verticallydownward through the three mixed discharge ducts. These three ducts meet at the bottom plenum,where the flow exits as a single plume at a velocity of 1.1 m/sec. From this depth, it is anticipated thatthe plume will remain below the photic zone and will behave in a very similar manner as the plumelikely to be discharged from a 100 MW commercial‐sized <strong>OTEC</strong> plant. Further discussion of this <strong>OTEC</strong>uniquetopic is in the Environmental Management section.An alternate arrangement using three horizontal ducts at 70 m deep is also possible. These three smallhorizontal plumes can intentionally create a nutrient spike within the photic zone, larger than theincidental nutrient spike expected to result from a large <strong>OTEC</strong> plant.2.5.2.5.4 Seawater InstrumentationThe <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> will be a pilot plant, furnishing the opportunity to measure and document theplant’s performance and environmental effects. Thus, significant consideration should be given to theplant’s instrumentation for seawater flow rate, temperature and head loss. Accurate and preciseinstruments are required, and extra measurement capability is desirable. Seawater flow sensors will belocated downstream of the pumps. Temperature sensors will be located at the Hx inlet and outlet.Pressure sensors will be located at the pump inlet and outlet, Hx inlet and outlet, and within the coldwater and discharge plenums.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 106
The temperature and pressure sensors are standard oceanographic thermistor or diaphragm devicessimilar to those offered by Seabird Electronics, Inc. Both sensors are precise, accurate, and can becalibrated with relative ease.The temperature sensors will determine Hx performance and also environmental and densityalterations. When combined with flow rate data, the seawater temperature change across the Hxs is ameasure of the heat flow through the <strong>OTEC</strong> plant.Seawater flow sensors are needed to verify the performance of the seawater pumps, and as an essentialquantity needed to calculate Hx performance. Because the flows are large, it is very difficult to calibratethe complete installed flowmeter system, while also measuring the boundary effects along the walls ofthe seawater ducts. A promising sensor for measuring seawater flows are submersible magnetic flowprobes that measure the induced electrical flux of the seawater. One possible device is shown in Figure2‐69, by McCrometer, Inc. This unit uses six electrodes on one probe to provide an advertised accuracyof one percent.Figure 2‐69 Multi‐electrode Magnetic Seawater Flowmeter (McCrometer, Inc.)Seawater pressure sensors will be used to determine seawater pumping requirements and will becontinuously monitored. Also, sudden or unexpected variations in pump inlet and discharge pressurescould indicate pump maintenance requirements or intake screen blockage.2.5.2.5.5 Seawater Characteristics and Ocean CirculationSeven months of temperature and current data were collected near the planned <strong>OTEC</strong> site during 2010.A representative 10‐day temperature data set during July is presented in the figures below. The timevaryingseawater temperatures demonstrate the phenomenon of baroclinic (internal) tides, whichConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 107
significantly affects mixing of the <strong>OTEC</strong> discharge plume. To a much smaller extent, this semi‐diurnalvariability also influences the power output and control system for the <strong>OTEC</strong> plant.Figure 2‐70 Oceanographic Data Collected During 2010 Evidences Vertical Water OscillationFigure 2‐71 July 2010 Average Temperature Profile, Showing Semi‐diurnal ExtremesConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 108
2.5.2.6 Condenser Heat ExchangerThe <strong>Mini</strong>‐<strong>Spar</strong> design uses shell and tube condensers that feature titanium Twisted Tubes fabricatedby Koch Manufacturing. The twisted tubes are a high efficiency configuration for the following reasons:Swirling flow (Figure 2‐72) of cold seawater significantly enhances the heat transfer coefficientwithout a corresponding increase in pressure drop.Twisted Tubes are self‐supported; there is no need to have baffled tube supports. As a result,nearly 30% more tubes can be installed in a given shell size, providing a compact design in termsof heat transfer area per unit volume (m 2 /m 3 ).Swirling flow of the ammonia vapor on shell side provides moderate enhancement by the vaporshear on thin‐liquid film of condensing ammonia.For a conservative design, the mini‐spar condenser design is based on smooth‐exterior twistedtubes with no surface enhancements, such as fins. When micro‐fins are used on the outside ofthe Twisted Tubes, the overall performance can be comparable, if not better, to that of abrazed aluminum plate‐fin Hx.<strong>Design</strong> parameters were derived from the <strong>OTEC</strong> Power Cycle analysis base on which the condenser wasdesigned. E3Tec’s performance prediction methods were used to calculate the individual heat transfercoefficients and pressure drops. The design method was validated with an unofficial design datasheet(see Appendix M) provided by the vendor for the 2010‐design pilot plant and summarized in Table 2‐22.The overall dimensions of the condenser are 2.665 m diameter and 5.84 m height as shown in Figure2‐73. A spool piece of 1.16 m is provided to allow for a longer condenser, if necessary in the finaldesign.Figure 2‐72 Twisted Tubes (Koch Heat Transfer Co.) and Spirally Indented Enhanced Tube (WolverineTube, Inc.)Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 109
Figure 2‐73 Schematic Diagram of the CondenserTable 2‐22 Characteristics of a Twisted Tube Titanium Condenser (3 required for <strong>Mini</strong>‐<strong>Spar</strong>)Dry Weight81 tonsHeat Transfer Area4,635 m^2Heat Transfer Coefficient4.5 kW/m^2/CWaterside Pressure Loss14.6 kPaAmmonia‐side Pressure Loss16.2 kPaEstimated Cost $3,570,000Deep‐ocean cold seawater enters the condenser from the bottom and the seawater pump is located upstreamof the condenser, just below the condenser. It may be necessary to install straightening bafflesin the inlet section of the condenser to minimize the adverse impact of swirling flow generated by thepump. Ammonia vapor from the turbine flows down the mini‐spar and divides into manifolds attachedto the condenser as shown. The vapor manifold is designed to minimize the nozzle velocity to reducepressure drop and possible impinging of ammonia liquid droplets on tubes at high velocity. TheConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 110
condensation process is gravity controlled with relatively low pressure drop as shown in the designdatasheet.The condenser materials are: Tubes Titanium Grade 2 Shell and nozzles Carbon steel Tube sheet Carbon steel with titanium claddingConventionally, shell‐and‐tube Hxs are supported by saddle support for horizontal installations and bylug supports for vertical installations. However, the three condensers will be in horizontal positions atdifferent locations of the mini‐spar during its transport to the <strong>OTEC</strong> site, and then oriented in verticalpositions. Therefore, a combination of saddle and lug support might be required to maximize thestability of each of the three condensers, thereby ensuring the system integrity of the ammonia system.E3Tec’s cost algorithm of shell‐and‐tube Hx was used for estimating the cost of the condenser. Thealgorithm was originally validated with cost estimates of 40 MWe pilot plant titanium tube heatexchangers and updated using the current tube and material costs, and the labor costs are updatedusing the engineering cost index to the 2010 value. It was further validated with the unofficial cost ofthe titanium Twisted Tube condenser for the 2010 design. The planning‐level estimated cost of oneunit is $3.573 million; $10.72 million for three units.In the future, lower cost materials are promising candidates for large <strong>OTEC</strong> condensers, but the <strong>Mini</strong>‐<strong>Spar</strong> was intended for deployment in the near future using commercially available components. Makai,Lockheed Martin, and other agencies are working on <strong>OTEC</strong> condensers.Depending upon cost or manufacturing considerations, an alternate condenser of 2.8 m diameter and7.0 m length using spirally indented tubes could also be used. Spirally indented tubes are used in utilitycondensers and also in chiller condensers. Spirally indented tubes with micro‐fin on the outside wouldbe a good alternate design option for the mini‐spar pilot plant.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 111
2.5.2.7 Evaporator Heat ExchangerThe evaporator is a brazed fin aluminum unit. A diagram of the heat exchanger showing its maincharacteristics is presented in Figure 2‐74 and detailed in Table 2‐23.Warm Seawater InletAmmonia Vapor OutAmmonia Vapor OutAmmonia Liquid InAmmonia Liquid InCooled Warm Seawater OutletFigure 2‐74 Brazed Fin Aluminum <strong>OTEC</strong> Evaporator – 5.5m Tall x 3.8m Wide x 3.2m DeepTable 2‐23 Characteristics of a Single Brazed Aluminum Evaporator (3 Required for <strong>Mini</strong>‐<strong>Spar</strong>)Dry Weight81 tonsHeat Transfer Area4,635 m^2Heat Transfer Coefficient4.5 kW/m^2/CWaterside Pressure Loss14.6 kPaAmmonia‐side Pressure Loss16.2 kPaEstimated Cost $2,600,000Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 112
The Hx is constructed of alternating layers of seawater and ammonia flow passages. The seawater flowpassages are built up from extruded aluminum channels. The use of extrusions keeps all braze materialout of the seawater flow path and prevents galvanic corrosion. The ammonia flow passages have denseherringbone fins designed to enhance heat transfer. A cut‐away picture of the internal structure of abrazed aluminum Hx is shown in Figure 2‐75.Figure 2‐75 Example of the Internal Structure of a Brazed Fin Aluminum Heat Exchanger withExtruded Waterside PassagesA variety of mounting options are available for brazed fin Hx. Typically, L‐brackets are welded onto thesides of the Hx and bolted to a support structure (i.e., the <strong>Mini</strong>‐<strong>Spar</strong> structural supports). Final bracketdesign has been left until detailed design of the spar structure is complete. It will be important toelectrically isolate the aluminum Hxs from the steel spar structure to avoid galvanic corrosion.2.5.2.7.1 Warm Water Corrosion ControlThe mini‐spar hull will be built of steel, the three evaporators are fabricated from aluminum, and thecondenser tubes are made from titanium. The primary challenges for corrosion management in warmsurface water temperatures are (a) prevention of galvanic corrosion of the aluminum heat exchangerand (b) pitting corrosion of the aluminum components of the exchanger.Pitting corrosion is of particular importance since a perforation of the Hx ammonia wall would requirereplacement of the complete evaporator assembly.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 113
External corrosion of the evaporator can also be aggravated by galvanic corrosion between theevaporator and the steel hull supporting structure. This will be partially mitigated if the hullcomponents are cathodically protected as the protection of the steel will bring the galvanic potential ofthe steel supporting structure closer to that of the aluminum. To prevent corrosion of the exterior ofthe aluminum evaporator due to galvanic effects, it is recommended that mounting locations beelectrically isolated using insulating shoulder washers and non‐conductive, high‐strength isolationwashers.Because crevice corrosion of the evaporator mounting is a concern, the detailed design of the structuralmountings must avoid fostering it wherever possible. Other non‐structural connections to theevaporator will also have to be designed to accept some crevice corrosion.2.5.2.7.2 Warm Water Biofouling ProtectionIf not treated, warm seawater flowing through the evaporators can promote a thin layer of microbialgrowth which greatly reduces their heat transfer performance. Based upon past studies and discussionwith biocide sales representatives, intermittent chlorination in the range of 100 to 150 ppb isrecommended to prevent biofouling of the evaporators. This dosage can easily be by use of anelectrolytic sodium hypochlorite generator, which can produce six kg per hour of chlorine equivalent ata power consumption of 27 kW. If we assumethat the chlorinator is used for a total of eighthours per day, this is equivalent to a 9‐kWcontinuous load. The hypochlorite solution willbe pumped to numerous injection manifoldpipes located within the warm water screen.This method is much less expensive and saferthan handling chlorine gas or tablets.Makai has briefed EPA and NOAA regulators,who found the likely residual chlorineconcentration at 100 m distance from the plantto be acceptable.Figure 2‐76 Sodium Hypochlorite Unit Suitable forOffshore Use (Electrichlor)Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 114
2.5.2.8 Working Fluid Subsystem2.5.2.8.1 OverviewThe components of the <strong>OTEC</strong> cycle illustrated in place in Figure 2‐77 are shown schematically withadditional piping information in Figure 2‐78. The major process parameters of the cycle are tabulated inTable 2‐24.From TurbineTo TurbineDemisterEvaporatorNH3 recircpumpNH3BufferCondenserNH3 feedpumpFigure 2‐77 Major <strong>OTEC</strong> Process ComponentsConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 115
Table 2‐24 Process Parameters for 2.5 MW <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> at <strong>Design</strong> TemperatureElectrical Gross PowerElectrical Net PowerThermal PowerEvaporator DutyThermal Power ProducedThermal EfficiencyOverall EfficiencySeawaterTemperatureFlow RateTotal Head LossHeat ExchangersHeat Transfer CoefficientWaterside Head LossHeat Transfer AreaWeightAmmonia SystemTurbine Inlet PressureTurbine Outlet PressureTurbine dPTotal Ammonia FlowAmmonia EvaporatedWarm Water25.7 °C15.75 °C2.1 mEvaporator4.54 kW/m^2 C1.45 m13,905 m^2243 tons4.43 MW2.61 MW164 MW569 MW3.5%1.6%873 kPa621 kPa252 kPa205 kg/sec133 kg/secCold Water4.11 °C10.5 °C5.1 mCondenser3.15 kW/m^2 C2.14 m13,225 m^2202 tonsConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 116
Figure 2‐78 <strong>OTEC</strong> Process Piping DiagramConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 117
2.5.2.8.2 Working Fluid PumpsThe <strong>Mini</strong>‐<strong>Spar</strong> operates with three ammonia feed and three ammonia recirculation pumps. Thesepumps are commercially available, magnetically coupled centrifugal pumps housed in a sealed steel podthat is pressure‐capable to 60 m deep. At sea, each pod can be removed and brought to the surface formaintenance or repair, with a fourth spare pod that can be installed to minimize system downtime. Thepiping system is fitted with two‐valve protection and appropriate vacuum ports to enable thisprocedure.The benefit of a magnetically coupled pump is that the ammonia working fluid is contained within astatic, non‐rotating, hermetic seal, and thus will not lose ammonia into the pod’s interior. The left sideof Figure 2‐79 shows the internal features of a magnetically coupled pump, and the right side shows thearrangement of the motor and pump within the pump pod. The interfaces between the pod and the<strong>Mini</strong>‐<strong>Spar</strong> consist of the pod mounting foundations, the power and instrument cables, and the ammoniainlet and outlet flanges. Within the pod itself, both ammonia flanges will use expansion joints to makeup for slight misalignments between the pod piping and the pump flanges. The standard pumpfoundation will probably have resilient mounts for sound isolation and fatigue prevention; if so,movement should also be limited to prevent fatiguing the ammonia flanges from wave‐inducedmotions. These details can be completed during FEED. It is recommended that the pod contain anammonia sensor to detect leaks, otherwise an undetected ammonia leak may damage the motorwindings. It may also be advantageous to charge the pod with dry nitrogen gas instead of humid air.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 118
Figure 2‐79 Left: Magnetic Drive Pump (image by Viking Pump). Right: Motor & Pump inSubmersible Pressure Vessel2.5.2.8.3 EvaporationAmmonia liquid travels from the feed pump to the ammonia inlet manifolds of the evaporator. Insidethe evaporator, 65% of the ammonia vaporizes and the remainder is carried along as spray. This excessammonia prevents “evaporator dryout” and is necessary to obtain the design heat transferperformance. The vapor/mist mixture then passes through the evaporator outlet manifold. Uponentering the demister tank, the velocity slows abruptly, causing the entrained droplets to separate fromthe saturated liquid.2.5.2.8.4 Demister/Recirculation TankThe demister vessel has been sized to have typical velocities for chemical process tanks as described inPerry’s Chemical Engineering Handbook. It must be rated for an internal pressure of 1556 kPa,corresponding to a 40°C ammonia saturation temperature as per ASME B31.5. The tank must also berated to withstand an external differential pressure of 300 kPa, which can occur whenever the ammoniasystem is evacuated and the tanks are submerged at their normal depth.Each tank is 1.82 m in diameter with standard ASME 80‐20 toroidal heads. The ammonia vapor/liquidmixture enters each demister via two 18‐inch pipes. The entrained liquid droplets collect and drain fromConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 119
the bottom 6‐inch port, while the vapor passes through the large conical wire mesh pads and exits thevessel though the top 22‐inch flange.Figure 2‐80 Demister Tank Dimensions2.5.2.8.5 TurbineSaturated vapor from the three demister tanks join a common 42‐inch vapor riser and travels upwardsto the turbine. From there, it passes through the trip valve and expands within the turbine, exiting as alower pressure 97% quality vapor. Further description of the turbine can be found in Section 2.5.3.2.5.2.8.6 CondensationThe vapor and ammonia mist now returns downward to the condensers. In the condensers, the coldtubes cause all vapor to condense into liquid, which then drains into the condenser outlet “hotwell” andflows to the buffer tank due to gravity. The condenser is described in Section 2.5.2.6.2.5.2.8.7 Buffer TankEach of the three buffer tanks is located adjacent to and slightly below its corresponding condenser.Each is a 1.82 m diameter by 4.0 m tall steel pressure vessel having the same pressure rating and overalldimensions as the demister tank. The buffer tank has a 2‐inch purge flange on top, a 12‐inchcondensate inlet flange on its side, and an 8‐inch feed outlet at the bottom. Unlike the demister, itConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 120
should have external insulation capable of withstanding 60 m of seawater pressure. The tank must alsobe rated to withstand an external differential pressure of 700 kPa. This high‐external pressurerequirement will likely govern the pressure vessel design.2.5.2.8.8 Working Fluid PipingThe <strong>OTEC</strong> system uses anhydrous ammonia (R‐717) in the working fluid subsystem. Ammonia gas andliquid have high thermal conductivities and high heat capacities relative to most other refrigerants. Thiscombination of attributes makes ammonia an excellent heat transfer fluid. Because it is widely used,there is a well established industry base for code application and component suppliers. It is ozonefriendly, and is not a greenhouse gas.Refrigeration‐grade ammonia is 99.95% pure, with the impurities generally being oil and water. It iscompatible with steel, stainless steel, aluminum and titanium, except that high‐strength steels mayexperience stress corrosion cracking. Ammonia is incompatible with copper, zinc, or copper‐basedalloys, although some oil‐coated copper‐based bearings are used successfully. These properties ofcourse influence the design and materials of the Hxs and other components.2.5.2.8.9 Ammonia Purge SystemIf noncondensable gases (typically air) are present in the ammonia system, they tend to accumulate inthe condenser and buffer tank, lowering the system performance. As shown in Figure 2‐78, the purgesystem collects these gases from the top of the buffer tanks. These are standard commercial systemsthat are illustrated in Figure 2‐81.Water that is present in the anhydrous ammonia also degrades system performance by lowering theboiling temperature. Water contamination can be measured periodically using a Cold‐Flo sampler orsimilar device. The purge device selected for the design shall also have the capability to purify tracewater contamination. This is also a standard option for purger devices, using small amounts of power todrive a purifying distillation process.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 121
Figure 2‐81 Typical Ammonia Valve, Auto‐Purger, and Hydrostatic Relief Valve (Hansen)2.5.2.8.10 Working Fluid Transfer & StorageTwo uninsulated storage tanks will be located on the platform to permit storage of all ammoniaremoved from the entire system, as required by ASME B31.5. Suitable ammonia tanks, with pumps,valves and fittings, are readily available from the ammonia industry. These tanks will have auxiliary Hxsso they can be cooled to facilitate draining of ammonia piping needed for replacing the deep feed andrecirculation pumps.2.5.2.8.11 Ammonia‐Oil SeparatorOil that may become entrained in the ammonia can create a thin coating in the Hxs, reducing heattransfer performance. The small turbine used on <strong>Mini</strong>‐<strong>OTEC</strong> had an oil‐lubricated bearing and labyrinthseal that permitted trace amounts of oil into the ammonia circuit. A standard industrial oil‐separationdevice was needed to remove this contamination. Although similar devices continue to be available, thepreferred turbine option is to use a dry‐gas seal between the turbine bearings and the casing. Dry gasseals avoid the potential for ammonia‐oil contamination.2.5.2.8.12 Code RequirementsBecause ammonia is a common industrial gas, there exists a host of experience, specialized equipmentvendors, and codes to design and operate the system safely. The system shall be designed to meetASME B31.5, Refrigeration and Piping Code, as well as ABS codes for ammonia machinery systems onvessels. Based upon ASME B31.5, all ammonia components must be pressure rated from full vacuum to1556 kPa, corresponding to 40 °C.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 122
2.5.3 Electrical Generation Element2.5.3.1.1 Turbine Sizing and SourcesTo obtain estimates of turbine performance and size, the turbine inlet and outlet working fluidparameters of Figure 2‐59 were supplied to turbine manufacturers. For this application the size turbinethat fits these parameters is referred to as a turbo‐expander. Applications for these units includecapturing energy released during cryogenic processing, waste heat energy extraction, and bio‐mass orgeothermal energy generation. An example is shown below in Figure 2‐82.Figure 2‐82 1‐MW Direct Drive Turbine Generator Skid for Low‐Temperature Geothermal Application.(Energent)Four of the turbine manufacturers listed in Table 2‐25 are capable of meeting the <strong>Mini</strong>‐<strong>Spar</strong>’s energyconversion requirements using a single unit: Atlas‐Copco, Barber Nichols, Energent, and G.E. Roto‐Flow.Two other manufacturers responded with a solution that required the use of multiple smaller units, L.A.Turbine and TAS Energy.ManufacturerAtlas‐Copco/Mafi‐TrenchBarber NicholsEnergentG.E. Roto‐FlowL.A. Turbine, TAS EnergyMitsubishi, Elliot CompanyTable 2‐25 Turbo‐Expander SuppliersCommentsCompliant, using a 5,000 rpm axial‐inflow turbine thru gearbox togenerator packaged as a complete unitCompliant, recommend either radial inflow or axial impulse type;turbines are their specialty. not complete turbine‐generatorpackagesCompliant, recommend axial impulse style but can also do radialinflow, packaged as a complete turbine‐generator unitCompliant, using a radial inflow turbine, they build complete unitsCompliant, but requires three to six smaller unitsPossibly, requires R&D effortConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 123
ManufacturerKhulua, Kopp & Kusch, Dresser‐RandSolar TurbineToshiba, Fuji, Hitachi, ElectrothermTurbo‐ExpandersCommentsNoncompliant, steam only or does not work with NH3 as a workingfluidNoncompliant, gas turbines onlyNoncompliant, not in their size rangeThis is a website, links back to Atlas‐Copco/Mafi‐Trench2.5.3.1.2 Description of Selected EquipmentFor the four companies able to make suitable turbo‐expanders, either radial inflow or axial impulsetypes were proposed. The preferred choice at this time is axial impulse. As discussed below, selection ofturbine type involves design compromises between system efficiency and compatibility with thegenerator.A radial‐inflow turbine (Figure 2‐83) has a configuration resembling an automotive turbo charger. Whenoperating at an optimum speed and pressure ratio, it has an efficiency of 87%. However, with theprocess conditions of the mini‐spar, Barber Nichols and Energent both predicted operating efficienciesof 82% for a radial inflow turbine operating at 3600 rpm. Alternatively, a high‐speed, 87%‐efficientturbine could be installed. However, this turbine would require the additional cost, inefficiency andmaintenance of a reduction gear, removing the incentive of the faster turbine.Figure 2‐83 Radial Inflow Turbine.(line image from Principles of Turbomachinery in Air Breathing Engines, Photo Barber Nichols)Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 124
Axial‐impulse turbines, such as in Figure 2‐84, operate at efficiencies of 79 to 81% (Barber‐Nichols andEnergent) and reportedly are capable of efficiencies up to 83% if the system is well tuned. The primaryadvantage of an axial‐impulse turbine is it can be scaled to match the rpm needs of the generator whilestill maintaining its efficiency. A 3600 rpm impulse wheel is 0.8 m in diameter, an 1800 rpm is 1.6 m.Axial impulses also have lower thrust load, thus fewer bearing and seal maintenance issues. Inapplications where space is a premium, the impulse wheel can be mounted directly on the shaft of thegenerator.Figure 2‐84 Axial Impulse Turbine(line image from Power Generation Handbook, Photo, Barber‐Nichols)Since turbine selection must also consider rpm requirements of the generator, turbine‐generatoroptions and a recommended configuration are provided at the end of the following section.2.5.3.2 Generator2.5.3.2.1 Generator Trade Studies and <strong>Design</strong>Several trade studies were performed to select the basic design and construction for the <strong>OTEC</strong> powergenerator. The first determination was whether the generator type would be a synchronous machine,permanent magnet, or induction machine. Given the requirements of stand‐alone power operation andindependent frequency/voltage control, among other criteria, the synchronous machine was selected.Synchronous machines are used in over 97% of all utility‐connected power plants. As a result, thisoption is the lowest risk for integrating into the power system. Another tradeoff was performed on thenominal terminal voltage for the generator. For the gross power requirement of the <strong>OTEC</strong> power plant,Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 125
4.16 kV Line‐Line is the most commonly available voltage class of generator. Higher voltage generatoroptions are available, but would require a larger footprint.The final trade study performed was for the generator rotor configuration. The objective was todetermine the appropriate pole‐pair number (i.e., north‐south magnets on the rotor) to match theoutput frequency and rated speed of the ammonia turbine. Two practical solutions for the generatorare available. The first is a two‐pole configuration which corresponds to 3600 RPM rated speed. Thesecond is a four‐pole configuration which corresponds to 1800 RPM rated speed. The tradeoff betweenthese two options drives the size, weight, efficiency, cost, and gear reduction impact for the turbinegeneratorskid. Four‐pole, 1800 rpm configurations were found to be more widely available, one‐fourththe cost, 50% lighter, and more efficient, 97% vs. 96%, than their two‐pole cousins. Thus the four‐polegenerator option was selected for the 2.5‐MW <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong>.2.5.3.2.2 Specification of Selected EquipmentThe top‐level selected generator parameters are given below in Table 2‐26. The parameters listed arewithin the specifications for a traditional COTS generating unit. Potential vendors for this generatorinclude Cummins, ABB, Siemens, and several other domestic and international companies. Furtherdetails regarding the generator specification will be developed during the next design phase.Table 2‐26 Generator SpecificationsParameterNominal ValueTypeSynchronousOutput Power6 MVAMax‐Efficiency 97%Terminal Voltage (Line to Line) 4.16 kVFrequency60 HzSynchronous Speed1800 rpmPower Factor 0.8CoolingTotally Enclosed Water‐Air Cooled (TEWAC)2.5.3.2.3 Generator Installation IssuesInstallation of a generator on the <strong>Mini</strong>‐<strong>Spar</strong> raised two issues, operating in a marine environment andthe impact of the upending process on the generator.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 126
The issue of operating in a marine environment was addressed by utilizing a TEWAC style generatorwhere the generator is totally enclosed and cooled by a closed‐circuit water‐cooling system circulatingthrough a forced air‐cooled radiator. As an option, the air‐cooled radiator could be replaced with a seawatercooled radiator.The second issue stems from the need to upend the entire machinery module space for attachment tothe lower spar body. The machinery module will initially be fabricated, outfitted and pre‐commissionedupright but separate from the lower spar body. The machinery module will then be upended (turned onits side) and attached to the top end of the spar body which is laid out horizontally in a dry dock.Generator manufacturers expressed concerns over adverse loading on the generator’s bearings whenthe machinery module is upended. (Turbine manufacturers did not have an issue with this). The currentsolution is to mount the generator in the machinery module such that when the module is upended forattachment to the lower spar body, the axis of the generator is rotated about the axis of its rotor asshown in Figure 2‐85. As a backup measure, the turbine‐generator skid could be fabricated with ameans for securing the generator’s shaft in a manner that precludes its bearings from becomingadversely loaded.Figure 2‐85 Generator Orientation during Installation (Brush)Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 127
2.5.3.3 Turbine‐Generator Configurations, Efficiencies and RecommendationFour combinations of turbo‐expander generators were considered to determine system efficiencies forconverting ammonia vapor into electric power. For purposes of this analysis, efficiencies for gear boxesand generators were each assumed at 95%.1) 3600 rpm radial inflow direct drive to 3600 rpm generator: (0.82 to 0.87) x 0.95 = 0.78 to 0.832) 3600 to 5000 rpm radial inflow to speed reducer to 1800 rpm generator: (0.82 x 0.87) x 0.95 x0.95 = 0.74 to 0.793) 3600 rpm axial impulse direct drive to 3600 rpm generator: (0.79 to 0.83) x 0.95 = 0.75 to 0.794) 1800 rpm axial impulse direct drive to 1800 rpm generator: (0.79 to 0.83) x 0.95 = 0.75 to 0.79Based on the above, for purposes of calculating system power budgets, a baseline efficiency of 0.77 wasassumed for the turbine‐generator unit.The advantages of an 1800 rpm generator drives turbine selection to one that most effectively provides1800 rpm to the generator. For this reason, the turbine‐generator configuration recommended for the2.5‐MW <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> is an 1800 rpm axial impulse turbine driving an 1800 rpm TEWAC generator.There would be no gearbox between the turbine and the generator.2.6 Power Delivery Segment2.6.1 Electric Delivery ElementThe power delivery segment encompasses all of the electrical equipment required to condition anddeliver the power produced by the turbine‐generator to the platform load and the customer power grid.The main hardware components of this section include transformers, switchgear, protective relaying,grid emulator, submarine power cable, and medium voltage cabling. There are two distinct modes ofoperation for the <strong>OTEC</strong> plant that impact the function of the power delivery segment. The first mode ofoperation is grid‐connected operation, in which power generated by the <strong>OTEC</strong> cycle is delivered to theonshore grid through a submarine power cable. This mode of operation will occur after thedemonstration period for the pilot plant, during the 20‐year customer operational period. Thefunctional block diagram for this option is shown in Figure 2‐86. For this mode, the hardwarecomponents for power delivery segment are grouped into three subsystems: Onboard Distribution,Power Transmission, and Onshore Substation.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 128
Figure 2‐86 Functional Block Diagram of Power Delivery for Grid‐Connected OperationThe second mode of operation is for the stand‐alone operation in which power generated from the<strong>OTEC</strong> power cycle is absorbed on a grid emulator located on the platform. This mode of operation willoccur during the demonstration period for the pilot plant. The functional block diagram for this mode isshown in Figure 2‐87. For this mode, the hardware components for power delivery segment aregrouped into two subsystems: Onboard Distribution and Grid Emulator.Figure 2‐87 Functional Block Diagram of Power Delivery for Stand‐Alone OperationConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 129
The subsystem designs of the power delivery segment are closely interrelated. The interface with thepower generation subsystem has been designed as part of the power generation design covered inSection 2.5.3 and the interface with the platform was developed in collaboration with the platformdesign group covered in Section 2.4. Several trade studies were performed throughout the contract tocapture these design decisions and the impact that they had on the power delivery element and otherelements of the <strong>OTEC</strong> system. These include, but are not limited to: Power System Architecture Study,Grid Interface Study, Onshore Landing Study, and Costing Exercise.The key trade study results are captured in Table 2‐27. The trade studies involved literature review,analytical analysis, and vendor interfacing. The results of these trade studies form the basis of designfor this element.Electrical StandardOptions: IEC, NEMATable 2‐27 Power Delivery Trade Study ResultsTrade Study Results and Rationale ImpactNEMA was selected because it is the standard mostcommonly applied to U.S. power projects. For thepilot plant this will result in easier interface with thecustomer and U.S. vendors/subcontractors.InterconnectionVoltage onPlatform: .48‐18 kVSubmarine CableVoltage:Options: 10‐60 kVSubstationSwitchgear VoltagesOptions: variousfrom
The requirements for the Power Delivery Element are contained within each of the subsystems. Alogical flowdown of requirements from source to specifications is shown in Figure 2‐88.Figure 2‐88 Requirements Flow DownThe electrical drawing package containing electrical single‐line diagrams and physical layouts wascompiled. The single‐line drawing focuses on the system as represented for the 2.5MW net‐averagepilot phase is shown on the following page inFigure 2‐89.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 131
Figure 2‐89 One‐Line Drawing of the <strong>Mini</strong>‐<strong>Spar</strong> from Generation to DistributionConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 132
2.6.2 Onboard Distribution ElementThe onboard distribution interfaces the turbine‐generator with the platform local load and gridemulator (or power transmission subsystem after the demonstration period). The onboard distributionis physically located inside the electrical compartment on the lower level of the platform. This designimplementation is captured in the Power Delivery trade study results. The top‐level requirements forthe onboard distribution are listed in Table 2‐28.Table 2‐28 Requirements for the Onboard Distribution SubsystemRequirement Source RationaleDerivedGenerator bus voltage shallbe 4.16 kV line‐line ACGas‐Insulated Switchgearshall be utilized foroperating voltage >5 kVRelay protection for all MVequipmentLoad bank installed onplatformDerivedExternalDerived4.16 kV selected eliminate copper bus barbetween Turbine‐Generator Room andonboard distribution. Cost savings and riskreduction.Reduces footprint, increases reliability,reduces life cycle cost, but has a higher capitalcost.For safety and security of plant and personnelUtilized for commissioning, power cycletesting, and 2‐year demonstration phase2.6.2.1 Platform SwitchgearThe platform switchgear handles the operation of circuit breakers for protecting the <strong>OTEC</strong> plant fromfaults and for sectionalizing the system. The size of switchgear on the platform ranges from 5 kV to 25kV, depending on bus selection. The primary switchgear utilized on the platform is rated for 5 kV andinstalled in a metal clad enclosure. This voltage class switchgear is utilized for equipment tied‐in at thegenerator bus voltage of 4.16 kV. It is also utilized for the distribution bus for the seawater pumps andstepped down to 480 V for low‐voltage auxiliary system on the platform. Several vendors, both domesticand international, can supply switchgear for the pilot plant. ABB and Siemens have been referenced inthe concept design, given their commercially available technology and their readily available technicaldatasheets. Review of other vendors and further down selection will occur during the next designphase. An informal trade study was performed to determine the best switchgear options for the <strong>OTEC</strong>system, both on the platform and onshore. For the type of breakers needed, there are twocommercially available choices: Air‐Insulated Switchgear (AIS) and Gas‐Insulated Switchgear (GIS). Forthe pilot plant design, the tradeoff was made to utilize GIS for switchgear rated for 15 kV and higher andConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 133
AIS for the 5 kV switchgear and smaller. Figure 2‐90 shows a cutaway of an ABB GIS switchgear. Figure2‐91 shows a cutaway of an Areva AIS switchgear.Figure 2‐90 GIS Cut Away (from ABB)Figure 2‐91 AIS Cut Away (from Areva T&D)The full list of switchgear for the onboard distribution, with top‐level specifications, is shown in Table2‐29. The list of specifications is currently preliminary for the concept design.Table 2‐29 Switchgear for the Onboard DistributionSwitchgear Quantity Type StandardNominal Fault CurrentCurrent (A) (kA)Utilization480 V 12 AIS NEMA 600 20 NH3 Pumps/Distribution5 kV 11 AIS NEMA 600 20 Seawater Pumps25 kV 1 GIS NEMA 600 20 Submarine Cable2.6.2.2 Platform Power CablingSeveral design guidelines for the cabling have been established for the platform power cables. Powercabling on the platform will comply with all ICEA insulator and conductor standards. The size of thecabling will range from 600 V to 25 kV. The insulation will typically be rated for 100% nominal voltageand in some cases 133% nominal voltage (i.e., generator cables, pump cables, etc.). A standard 125%max‐current will be applied to all conductor cross sections, along with an assumed .8 power factor forloading. Further requirements for the platform cabling include IEEE standard 45 for shipboard cabling.ABS will also have further requirements for cable insulation, protection, and routing such that fire andConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 134
safety risks are mitigated. Further details on the cabling will be flushed out during the next designphase.2.6.2.3 Platform TransformersPlatform transformers are used to condition the voltage coming from the <strong>OTEC</strong> generator and auxiliarypower sources to a useful voltage level for platform loads and transmission to shore. Transformertechnology has a very low technical risk for the <strong>OTEC</strong> pilot plant. It is very mature and has beenimplemented in numerous offshore applications before. Several transformers are utilized on theonboard distribution for power delivery. The key parameters for sizing a transformer are the turn’sratio, rated power, fill type, and winding configuration. For the baseline of the concept design, alltransformers are Delta‐Wye from the source to load side, respectively. This minimizes zero sequencecurrent faults from passing through the transformer to the load or vice‐versa.The voltage rating of the primary and secondary side of the transformer will match the bus voltages ofthe platform architecture. The power MVA rating for the transformers are sized such that the rating is125% of the maximum expected throughput power with a .8 power factor assumed. This is consistentwith the industry standard of minimum 150% sizing from peak MW load to MVA rated capacity. For theselection of transformers, consideration must also be given for the future upgrade to 2.5 MW netaverage.To optimize the resource utilization for the transformer, a fan cooling system will initially beleft off of the transformer. The list of large platform transformers is given in Table 2‐30. Additionallower voltage step‐down transformers will be included as the subsystems are refined during preliminarydesign.PowerRating(MVA)QuantityTable 2‐30 List of Large Transformers on the PlatformPrimarySide(kV)SecondarySide(kV)WindingsFillTypeLoad3.5 1 4.16 25 Delta‐Wye TBD Net Load1.5 1 4.16 .48 Delta‐Wye TBD Platform Load2.6.2.4 Platform Control CablingSeveral design guidelines for the cabling have been established for the platform power cables. Thecontrol cabling will support control loads varying from a few volts up to 125 V DC for the power systemcontrol equipment. Cabling will comply with ICEA standards. Current capacity of the cabling will beConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 135
ated for at least 150% of the max current rating. The full specifications of the control cabling will beflushed during the preliminary phase of the project.2.6.2.5 Platform Battery ArraysThe <strong>OTEC</strong> platform is fitted with battery banks for emergency power to keep vital safety systemsoperational in the event of generator failure. Space and weight allowances have been made, bothwithin the onboard distribution room and control center, for a standard 125 V DC battery array. Thestandard battery technology utilized in substation applications is lead‐acid and the battery room isdesigned to comply with the requirements of IEEE STD 450 and API RP14F. The battery array will powerthe digital relays, switchgear consoles, and emergency communication systems.2.6.2.6 Grid EmulatorFor the pilot plant two‐year demonstration period, the <strong>OTEC</strong> turbine‐generator will be require a largeload on the platform to fully test the power generation segment and onboard distribution prior tointerconnection with the customer grid. The test load will replicate, as accurately as possible, thedynamic characteristics of the <strong>OTEC</strong> plant connected to their distribution network. To emulate this, aresistive/reactive load bank will be used. The resistive portion of the load bank is used to dissipate thepower generated as heat. The reactive portion of the load bank is used to store energy in the magneticfield of the inductors. The reactive component allows the load bank to emulate the natural laggingpower factor of electric grids and transient response to load changes.The emulator will require a relatively small Research & Development (R&D) investment to modifyexisting load banks design to make the architecture match that of an <strong>OTEC</strong> plant and controller designthat allows for dynamic load changes. The load bank shall be fully controllable with independentkW/kVAR load steps. Further development will be needed to use resistive/inductive modules that canwithstand continuous operation. In addition to the load bank element, an additional Resistive‐Inductive‐Capacitive circuit will be required to simulate the dynamics of the submarine cable. Thisallows for a wide variety of load test cases to be applied to the turbine‐generator to test theperformance. The load bank bus is rated for 4160 V L‐L. The voltage is limited to allow for packaging ina standard ISO shipping container for ease of transport. A functional block diagram of the grid emulatoris shown in Figure 2‐92.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 136
2.6.2.7 Power Transmission ElementFigure 2‐92 Grid Emulator ConceptThe power transmission subsystem encompasses all of the transmission hardware from the terminals,leaving the onboard substation to the terminals entering the onshore substation. It is the onlysubsystem of the <strong>OTEC</strong> plant that traverses the platform, subsea, and onshore. This includes thesubmarine cable, land cable, and associated support hardware. The power transmission subsystem hasthe highest technical risk for the power delivery segment. The submarine cable is a high‐risk item forthe power transmission because no such cable has been currently installed. The key requirements forthe power transmission system are given in Table 2‐31.Table 2‐31 Key Requirements for Power Transmission SubsystemRequirement Source RationaleTop LevelThe transmission system shall delivera maximum of 3.5 MW net‐to‐shorefor the customer.Submarine cable shall operateefficiently in a temperature range of28 °C to 4 °C ambient seawatertemperature.The submarine cable riser sectionshall have a transmission voltagerated for 25 kV TBR.DerivedDerivedDriven by top‐level requirements for future upgradeto 2.5 MW‐wave‐net. Net power is measured onshore.Cable manufacturer must be aware of thermoclineon riser and seafloor portion to determine how cableperformance is affected.Rating based off current baseline for power deliverysubsystem. Requirements driven by ANSI/ICEAspecification and dynamic cable technology. Voltagesized for largest currently available dynamic cable.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 137
Requirement Source RationaleDerivedSubmarine cable shall operateefficiently in an environment with aseafloor thermal resistivity of 1.2Km/W TBR.Submarine cable shall be buried adepth of 1 m when the cable is inwater depth of less than 100 m TBR.The submarine cable shall bearmored to minimize potential fordamage from contact w/ sharpoutcroppings on seafloor.2.6.2.7.1 Platform TerminationDerivedDerivedGround resistivity required to calculate cableefficiency and design appropriately. Preciseresistance number TBR.Protect cable from bottom fishing, anchoring, andother human activities that could damage the cable.In areas where there are rock outcroppings and/orcoral, cable is especially vulnerable due to abrasion.In these areas, armoring is normally used.The platform termination handles the interface of the submarine cable to the platform. It incorporatesthe attachment on the topsides, routing through the platform hull and hang‐off point at the base of theplatform. The platform termination will consist of either an I‐tube or J‐tube for attaching the cable tothe hull structure. The termination will maintain the minimum bend radius of the cable through thesubstation interface to the hang‐off point. This component is a low technical risk and high availability.This type of termination is common for floating offshore platforms and while the cable may be unique,the mechanical properties are similar to cables currently installed in offshore oil and gas platforms.2.6.2.7.2 Submarine CableThe submarine cable carries the greatest risk and is the most expensive component of the powerdelivery segment. More than 80% of the total cost of the power delivery section is associated with thesubmarine cable. The design of the submarine cable is leveraged heavily from existing offshore powercable technology. In particular, power cores for offshore wind farms were extensively researched fortheir commonality with the <strong>OTEC</strong> pilot plant, in terms of relative power rating and electricalrequirements. While this provides a relative comparison for the electrical parameters, there are severalmechanical challenges related to the cable that must be addressed. The first is the seafloor depth. Thecurrent site location for the <strong>OTEC</strong> plant has the submarine cable touching down at approximately 1000‐m water depth. This depth will exert up to 100 atm of pressure on the outer wall of the cable. Theinternal core of the cables must survive this stress such that no damage occurs to the conductor,insulator, or conductor screen.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 138
The dynamic stress on the cable is another technical challenge that must be overcome. The riser portionof the cable that descends from the platform to the seafloor will experience dynamic forces exerted onit from the motions of the platform and subsea currents. In addition, the electrical design of the cablemust satisfy power regulation requirements. The efficiency of the submarine cable should be >95% andthe voltage regulation
Numerous submarine cable vendors have been engaged regarding the submarine power cable. Fromthe initial list of 12+ vendors/manufacturers, four have been identified as being able to supply an <strong>OTEC</strong>pilot plant size cable: ABB, Nexans, Prysmian, and JDR cables. For the concept design phase, JDR Cableswere recommended. The ultimate selection of the vendor to build the cable must also include, inaddition to technical specifications; lead time, vessel logistics, installation cost, and R&D capacity. Thekey technical challenge for the submarine cable is deploying a dynamic cable at the required power, tothe depth requirement of the plant. More vendor interaction will be required during the next phase ofthe design. It is recommended that an external cable study be funded to review the <strong>OTEC</strong> submarinecable requirements and develop a suitable custom cable for the application. Figure 2‐95 shows thecross‐section of a candidate cable referenced for the concept design.Efficient <strong>OTEC</strong> operation can only be realized in deep water utilizing a moored platform. This dictates arequirement for a dynamic, self‐supporting, submarine cable from the platform to the ocean floor todecouple relative motion and a separate, static extension from a seafloor interface junction box on theocean floor to shore as shown in Figure 2‐94. The term “dynamic” refers to the ability of the cablesegment to withstand the continual platform motion oscillations over the operational life. Thecomposite submarine cable (both sections) is an option for the <strong>OTEC</strong> pilot plant after an initial two‐yeardemonstration phase. During the demonstration phase, the <strong>OTEC</strong> plant will use a cable emulator in lieuof the submarine cable. Plans are for a two‐year demonstration phase followed by a 20‐yearoperational life.The estimated length of the dynamic section is 1500 m (TBR) allowing for water depth, platform motionand transition to a junction box. The estimated length of the fixed section is 20 Km (TBR) based on theproposed platform location (‐159.899676°W, 21.877581°N) and landing site (22º00’52.21”N,158ºN46’58.33”W). The shore landing will be via a conduit horizontally drilled under the beach.The entire composite submarine cable length resides in water that is off‐limits to the public and as suchwill probably not need to be buried along the bottom sections.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 140
Figure 2‐94 Submarine Cable DescriptionThe primary requirements for the submarine cable (both sections) are summarized in Table 2‐33.Table 2‐33 Submarine Cable Primary RequirementsNumber Description Value Source1 Operating Voltage 25KV Hurtt Cable Model2 Continuous AC Power 2.5MW Primary System Rqm’t3 Line Regulation 97% Primary System Rqm’t5 Three phase, i.e., 3 power conductors na Primary System Rqm’t6 Cable Weight (dry) 31Kg/m, +15%, ‐15% Hurtt Cable Model7 Cable Diameter 151mm, +25%, ‐10% Hurtt Cable Model8 Fiber optic strands fro control and monitoring TBD Primary System Rqm’t9 Operation Life (in seawater, 1100m deep) >20 years Primary System Rqm’tIn addition, the protection and insulation layers shall be consistent with operating life, voltage andenvironmental conditions predicted for the cable. The following figure depicts a submarine cable thathas been used as a baseline for electrical analysis studies and cost estimation for the submarine cable.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 141
Figure 2‐95 Baseline Submarine Cable2.6.2.8 Subsea Cable, Dynamic SegmentThe portion of the power transmission cabling that connects the platform generation equipment to theseafloor portion of the cabling is termed a dynamic cable because it must endure relatively smallamplitude oscillations over the <strong>OTEC</strong> operating life cycle. The worst case values for <strong>Mini</strong>‐spar motion aresummarized in the following table. In this application, it must also be capable of multiple connect/disconnect cycles over the <strong>OTEC</strong> operating life cycle. During a period of disconnection, the top end ofthe dynamic segment is stowed on a support vessel adjacent to the operational site together with themooring lines.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 142
Table 2‐34 <strong>Mini</strong>‐<strong>Spar</strong> Motions, 100‐Year Storm, Catenary MoorMax Min Mean RMS STDVSurge 0.03 ‐117.78 ‐103.61 105.87 21.77Heave 0.14 ‐1.41 ‐0.81 0.86 0.28Pitch 0.00 ‐0.15 ‐0.08 0.08 0.02Surge Accel. 1.33 ‐1.40 0.00 0.43 0.43Heave Accel. 0.12 ‐0.12 0.00 0.04 0.04Pitch Accel. 0.012 ‐0.011 0.000 0.004 0.004Note: Global motions & accelerations (m, s, radians)It is recommended that during the next phase of the <strong>OTEC</strong> development, a study by one or more cablevendors be undertaken to determine if a continuous submarine cable can be designed and fabricated,yet still meet the ambitious cost goals for the <strong>OTEC</strong> project. This would have the distinct advantage ofeliminating the separate cables, extra handling and seafloor interface.2.6.2.9 Subsea Cable, Seafloor InterfaceThe standard method of terminating two cable segments subsea is by the use of a termination assemblyalso known as a Seafloor Interface (SI). This normally takes the form of a free‐flooding structure towhich the cable armor is fixed. Within the framework, the electrical cables and optical fibers areseparated and run into terminations which are mounted on the endplate of the SI.All mechanical and electrical terminations will be done on the surface using adequate working facilities.The SI will be deployed and recovered using the subsurface float and anchor (Section 3.3.10.5).It is anticipated that the dynamic and static cable sections be terminated at the factory and deliveredintact to the installation site, eliminating the need for termination facilities off shore.2.6.2.10 Subsea Cable, Static SegmentThe static section of the submarine cable will be placed on the seafloor over the route shown in Figure2‐97. The overall length of the route is approximately 20 Km. The area traversed by the route is withinprotected waters associated with PMRF and as such burial of the cable is not planned, yieldingsignificant cost savings; however much is unknown regarding sediment layer thickness and otherphysical parameters that affect this decisionConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 143
Subsequent development contracts for the <strong>OTEC</strong> plant should examine ways to reduce the cost of thestatic cable segment, namely use of aluminum conductors in lieu of copper parlaying the 3.5:1commodity cost difference (Nov. <strong>2011</strong>), and determination of optimum voltage to reduce power losses.Figure 2‐96 Cable Route from <strong>OTEC</strong> Site to PMRF Shore SiteConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 144
2.6.2.11 Shore Grid Connection Element2.6.2.11.1 Shore Landing Cable VaultThe expected landing site will require further negotiation with PMRF and other stakeholders. Forcultural considerations the landing site shown in Figure 2‐97 is considered probable. This site is off thesouthern end of the runway and provides reasonable access to shore facilities and minimizes subseacable length. The approximate location of the shore landing Horizontal Directional Drilled (HDD) borelandside is 22°00’52.21”N 159°46’58.53”W and the bore exit point is 22°00’44.00”N 159°47’17.26”W.Figure 2‐97 Shore Cable LandingThe cable vault contains the electrical terminations and interface components to tie into the PMRF gridand fiber‐optic terminations for communications and monitoring equipment. Interfaces have not beendefined yet; but the task is relatively low risk and is deferred to a subsequent project phase.2.6.2.11.2 Land Connection CableThe electrical and fiber‐optic interfaces for this cable have not been defined; but this task is relativelylow risk and is deferred to a subsequent project phase.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 145
2.6.2.11.3 Onshore Substation ElementThe electrical interfaces for this substation have not been defined; this task is relatively low risk and isdeferred to a subsequent project phase.2.7 Integrated Instrumentation and Control (I&C) SegmentThe <strong>OTEC</strong> power generation processes are fully automated, requiring only three operators formonitoring and supervisory control of the process parameters and for safety and emergency shutdown,if needed. Safety onboard has highest importance and multiple safeguards are in place to ensure thatpersonnel is protected, that equipment failures are timely detected, and that failsafe procedures andEmergency shutdowns are automatically engaged. Redundant and diverse communications with landare also provided because of the power plant remote location offshore. Power plant Security is also animportant function of I&C to ensure the assets are protected against unauthorized electronic andphysical intrusions.2.7.1 Overview of the Computer Integrated I&C SystemThe Computer Integrated I&C system manages multiple processes in real time, controls the flow ofinternal and external communications and provides enterprise level management tools to operate theplatform safely and efficiently. The four main functions of the Computer Integrated I&C system are to: Ensure the safety of the personnel Protect the equipment Optimize the production and exportation of power Ensure that power generation infrastructure security is not compromisedThe <strong>OTEC</strong> platform I&C system is network based with all data acquisition and controls centralized in thecontrol room. In addition, local controls of equipment are provided for routine maintenance.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 146
2.7.2 Computer Integrated Process ArchitectureFigure 2‐98 shows the layered hierarchy of the <strong>OTEC</strong> platform Integrated Process System.Figure 2‐98 Computer Integrated Process System Hierarchy2.7.2.1 Computer Network ArchitectureThe <strong>OTEC</strong> integrated I&C system consists of two main networks: Figure 2‐99 is a block diagram of theComputer Integrated I&C network topology showing the connections between the platform network,the control network and the process Supervisory Control and Data Acquisition systems (SCADAs).Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 147
Figure 2‐99 Computer Integrated I&C Network Topology2.7.2.2 CIPS and Process Control NetworksThe network integrates all the processes, including power generation, the platform management systemand emergency systems. The control network is isolated from the platform network for safety andsecurity reasons. Message exchange with the platform network is controlled by the secure servers. Theservers also include a historian to log data from the process SCADAs. The control networkcommunicates with multiple SCADA systems, each managing a specific process. The control network ishost to multiple processes, including power generation, power transmission, Rankine cyclemanagement, host platform and emergency management system. Each SCADA manages its ownprocess via redundant Fieldbus digital communications to operate the Programmable Logic Controllers(PLC), the Remote Terminal Units (RTU) and the Distributed Control Systems (DCS). Each process runsautonomously, communicating with the CIPS only for parameter exchanges. Electronics andConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 148
communications protocols used for I&C Fieldbus data links are based on well recognized industrypractices and standards using COTS solutions wherever possible.2.7.3 Platform Management ElementThe platform management element controls all subsystems required to sustain operations at seaincluding Emergency systems, security, Integrated Marine Monitoring System (IMMS), HVAC system andthe electrical power management system.The platform SCADA manages multiple subsystems including:Integrated Marine Monitoring SystemBallast SystemHVAC Control SystemPower Management SystemSecurity Management SystemPlatform Operation LogisticsInformation TechnologyAccommodation Management SystemEntertainment and Recreation2.7.3.1 Integrated Marine Monitoring System (IMMS)The IMMS monitors, reports and provides emergency warnings regarding the safety of the platform andsafety at sea. The following is a list of specialized marine instruments installed to monitor the platformequipment and environment:Metocean data: provides weather and sea condition forecastCollision avoidance Radar: Monitors approaching vesselsGPS: provides real‐time location to track the watch circle and provide accurate global timereferenceInertial Motion Unit: Monitors pitch, roll, heave accelerationCompass: monitors the spar buoy orientationADCP: Monitors sea current profiling below the platformWave height and air gap measurement: Monitors waves for safetyWatch circle tracking and mooring system load cells and mooring lines integrityBallast system control: Monitors and controls the spar buoy freeboardCompartment water tightness integrityWeather station: monitors wind, ambient temperature, humidity, dew point2.7.3.2 Platform Ballast SystemThe platform is fitted with multiple ballast tanks to control the platform attitude on site. The tanks arefitted with level sensors, control valves and pumps to ballast and de‐ballast the platform.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 149
2.7.3.3 Heat, Ventilation and Air Conditioning (HVAC) Control SystemThe system is approved for marine and hazardous locations and maintain gas levels below lowerexplosive limits (LEL) in the machinery compartments. The HVAC I&C system consists of a Fieldbus typenetwork for data communication with all HVAC sensors and equipment including:Cabins and room control: temperature, humidityDamper controlAHU and fan coils controlMotor control centerChiller unitsHeatersAir‐duct system controlSelf contained units: hazardous environment control and alarms2.7.3.4 Platform Power Distribution Management (PMS) SystemThe platform power distribution I&C system monitors and manages power distribution to all auxiliarysystems including lighting, HVAC, ballast system, cranes and winches, etc. Functions performed by thePMS include load control, load shedding strategy, power distribution integrity monitoring, and circuitinterruption status as well as diesel and generator and battery management. The power managementsystem consists of a central control unit and a Fieldbus type data link to communicate with the powerdistribution room and distributed power monitoring devices throughout the platform. The systemmonitors and manages power usage and protects against blackout using a load‐shedding algorithmbased on safety load priority tables. Field devices such as current transformers, generator and motorprotection relays, and circuit breaker protective relays transmit data via Fieldbus to the PMS controlpanel. Backup Emergency power is provided by redundant battery banks to keep vital loads alivewithout interruption during power blackout. The following are subsystems provided with batteryemergency power:Fire and gas detection systemPaging and radio communicationsComputerized controlsSwitchgear protection systemsUPS systems for critical AC loadsNavigational aidsConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 150
2.7.3.5 Safety, Security, Communications I&C2.7.3.5.1 Emergency Management SystemsThe emergency management system is independent from the process subsystems and receives inputdata from all safety‐critical process sensors such as over‐pressure, over temperature, over‐speed, etc.to trigger appropriate safety procedures. The emergency management system is designed under theguidelines of American Petroleum Institute API RP14C (recommended practices, Analysis, <strong>Design</strong>,Installation and Tests of Basic Surface Safety System for Offshore Production Platforms).Fire Detection and Suppression SystemDetectors are installed in the electrical power room, the turbo generator room, the load bank and theaccommodation module. The system responds with alarm signaling and triggers fire suppression agent,sprinkler and deluge operation. All system components are integrated on a fault‐tolerant digitalcommunication network. The fire alarm system is a Safety Integrity Level (SIL)‐rated system and meetsNFPA 72 code on Fire alarms.Gas Detection System Ammonia (NH3) gas detection Chlorine gas detectionWater IngressCombustible gas sensorHydrogen detectorCompartments below the water line are monitored for water intrusion. If the water level reaches thedetection level, alarms are triggered and the bilge pumps are started.Power Blackout ProtectionThe power management system is designed to shed non‐essential loads in emergencies to avoidplatform total power blackout. Complete blackouts or malfunctions in the main power supply are safelybridged by a redundant battery power system uninterruptible Power System (UPS) system.Uninterruptible power is provided for the emergency power distribution system, emergency lights, thepaging/intercom system, navigations lights, and the radio communications systems, while theemergency diesel power generator power re‐establishes power to the platform.Marine Hazard ProtectionWeather forecastLightning and power surge protectionLightning alarm systemCollision avoidance radarMan over board (MOB) trackingConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 151
Closed Cycle Ammonia System Hazard ProtectionThe most probable hazards are turbine over‐speed and fire caused by lubrication oil over‐temperature.The turbine inlet is fitted with a throttle and trip valve (T&T) to quickly shut off the turbine gas supplywhen a turbine runaway is detected. Other hazards are related to the ammonia gas system,overpressure, over temperature and gas leaks. Sensors are installed in the turbine room to triggeralarms and appropriate shutdowns.Electrical Hazards ProtectionShort circuit hazardIslanding hazardOverload hazardEquipment over‐temperature hazardArc flash detectionElectrical Isolation monitoringGround fault interrupters2.7.3.5.2 SecurityConnection of the <strong>OTEC</strong> plant to the power grid requires that it complies with the <strong>National</strong> EnergyResearch Council (NERC) security regulations for Critical Infrastructure Protection (CIP). The following isa list of security features installed on the platform:Network Cyber Security protection and firewallsAuthentication and facility entry privilegesCCTV camera securityMarine Forward Looking Infrared cameras (FLIR)Collision avoidance radarDiver detection system2.7.3.5.3 Communications2.7.3.5.4 Platform Internal CommunicationsThe following is a list of equipment for internal communications on the platform:Local Area NetworkPBX TelephoneSound powered phonesPaging system, Intercom, Alarm system2.7.3.5.5 Global CommunicationsThe following is a list of equipment for communications with shore facilities or other vessels:VHF/UHF band radioInmarsat Satellite communicationsConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 152
VSAT Maritime Satellite CommunicationsIridium Satellite telephoneLine‐of‐sight point‐to‐point Radio Microwave data linkFiber‐optic Submarine cable2.7.4 Power Cycle Management Element2.7.4.1 Power Cycle I&CThe Instrumentation and Control functions of the power cycle are shown in Figure 2‐100.Water Pumps and DrivesFigure 2‐100 Power Cycle I&C FunctionsThe water pumping segment includes six submersible pumps, each driven by variable frequency drives(VFD) to optimize the pumps’ RPM and maximize the plant performance while minimizing power burdendue to the pumps. The submersible pumps include internal temperature sensors and leakage sensors.The VFDs are equipped with short‐circuit protection, over‐current protection, over‐temperatureprotection of the motor and the VFDs, over‐speed, stall protection of the motor and self diagnosis. LineConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 153
insulation monitoring is also installed on each of the pump’s power circuits to detect water ingress inthe pump motors, the submersible power cable and the in‐line connections.Rankine CycleFigure 2‐101 shows a block diagram of the <strong>OTEC</strong> process I&C. To maintain constant RPM, the turbineinlet mass flow is controlled by servo butterfly valve actuators regulated by the electronic governor. Theentire process is under the supervisory control of specialized SCADAs that automatically ensureperformance and safety, and ensure that equipment is suitably protected.Figure 2‐101 <strong>OTEC</strong> Process I&C Architecture Block DiagramWhat differentiates the <strong>OTEC</strong> power plant from steam power plants is the large volumetric gas flow,relatively low temperatures and pressures which require large‐diameter piping and large control valves.The <strong>OTEC</strong> Rankine process SCADA will be developed to collect sensor parameters from the heatexchangers, compute the ammonia mass flow, and control the ammonia pump in real time. A mass flowmeter monitors flow at the inlet of the turbine. Rosemount Annubar multivariable sensor is a potentialcandidate for that application. The turbine instrumentation monitors temperature of the bearings andvibrations of the shaft and bearings per API 670 using a Bently Nevada or equivalent turbine supervisoryConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 154
Instrumentation (TSI) system. Bearing and shaft vibration FFT analysis is performed by the supervisorycontroller using accelerometers and proximity sensors as input to the diagnostic algorithm. RPM ismonitored by triple‐redundant magnetic pickup.Submerged Systems I&CThe <strong>OTEC</strong> process requires instrumentation and control equipment to be located below the water line invarious locations. Access for repair requires intervention by diver or ROV, so reliability is veryimportant. I&C built‐in redundancies are provided to ensure operation of the <strong>OTEC</strong> plant betweenplanned maintenance shutdowns. A failure mode effect and criticality analysis (FMECA) will beconducted during the detail design phase to mitigate risks and build sufficient reliability into the designof the submerged I&C system. Two separate subsea data communication media and two identicalcontrol pods each operate the same control systems. The control pods are removable while submergedusing wet met connectors and standard offshore technology Retlock latching mechanism to allow ROVintervention.2.7.4.2 CWP I&CThree underwater load cells are installed at the CWP anchoring point to monitor the axial loads and thebending moment at the anchoring point of the pipe. Accelerometers are also installed to monitor forpotential VIV and detect strumming which would fatigue and damage the pipe. Requirement for theaccelerometers will be re‐assessed during detail design thru analysis of the pipe potential for VIV.Underwater video cameras monitor the CWP anchoring point during connection and disconnection ofthe CWP from the platform.2.7.4.3 Electric Power Generation and DeliveryThe turbine governor regulates the generator frequency and the Automatic Voltage Regulator (AVR)regulates the generator output voltage. The system also triggers emergency shutdown in event ofequipment failures such as over‐temperature and machinery over‐speed.Electric Power Generation I&CI&C for the power generation automatically controls critical parameters of the electrical power toensure power meets the IEEE quality standards. Protection of the power system is provided as follows:Overvoltage and inverse time over‐current, frequency relaysConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 155
Phase fault, ground fault and directional power, breaker failure detection Negative sequence protection; detect loss of phase and large unbalance Over‐ and loss of excitationTime ReferenceThe time reference for synchronization and data logging is provided by GPS using the IRIG B standard orother standard such as IEC 61850.Voltage ControlVoltage control is the function of the generator AVR, which regulates the generator output bycontrolling the generator excitation circuit. The AVR voltage and current sensors are potentialtransformers (PT) and current transformers (CT) installed at the output of the generator.Frequency and Phase ControlA constant frequency of 60 Hz is achieved by throttling the flow of ammonia gas using a 32‐36‐inch valveto maintain turbine RPM constant as the load changes. The valve is controlled by a custom high‐torqueactuator controlled by the electronic governor.Islanding DetectionIEEE STD 1547 requires that the interconnection system detect islanding and cease to energize the areawithin two seconds of the formation of an island.Power Quality AnalyzerThe power analyzer monitors critical electrical parameters to ensure power produced meets the utilityrequirements: power and VAR, power factor, frequency, phase balance, DC content, Total HarmonicsDistortion (THD), voltage, current, and power harmonics.Turbine Shut Off and Start‐up ValveThe throttle and trip (T&T valve) is a very fast special valve that quickly shuts off the ammonia flow inemergencies, such as turbine over‐speed, lubrication loss and other potentially hazardous situations. AT&T valve must be developed for <strong>OTEC</strong> as preliminary discussions with the manufacturer indicates thatthey do not produce a 32‐36‐inch diameter valve. The T&T valve mentioned above is also used toautomatically bring the turbine RPM to synchronous speed during start sequences prior to the governortaking control.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 156
2.7.4.4 Electrical Power Delivery I&CThe power transmission process monitors electrical equipment, including the step‐up transformer andthe transmission line and automatically turns off circuit breakers via protective relays when a fault isdetected.SCADAThe platform substation is controlled by a dedicated SCADA that monitors the submarine cabletransmission line and controls protective relays of the local substation and the remote substation onshore.Power MeteringPower output of the plant is metered by CTs and PTs in the platform substation. Real power andreactive power are computed and recorded by the power transmission SCADA.Substation transformer: Monitors the winding temperature Monitors cooling fans operation Automatic tap changer control: Built inside the substation transformer, it automaticallycompensates the transformer output voltage for voltage drop Potential transformer and current transformers are built inside the substation transformer andprovide input to the protective relaysSubmarine cable monitoring: Line insulation monitors (LIM): The LIMs monitor the integrity of the submarine cableinsulation; detects sea water intrusion and triggers alarm and circuit interruption if a fault isdetected Distributed temperature sensor: A fiber‐optic distributed temperature sensor monitors thesubmarine cable monitor internal temperature using one embedded optical fiber and of triggersan alarm if cable over temperature due to overload or a cable failure is detected Submarine cable load cell: The submarine cable hang‐off point is fitted with a load cell tomonitor the submarine cable riser load and trigger alarms if the cable is overstressed. Release ofthe cable may be ordered if necessary.Protective RelaysThe platform protective relays monitor the power transmission line, detect and locate fault andcoordinate interruption of circuit breakers in collaboration with the shore based substation protectiverelays.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 157
Circuit BreakersSynchronization control and tripping of the circuit breakers is automatically coordinated by theprotective relays in the platform substation and the remote substation.2.8 Installation and Servicing SystemMuch of the preceding design configuration has taken both installation sequences and ongoing servicingevents into account.2.8.1.1 Mooring InstallationA catenary leg mooring with a Bruce MK4 Anchor can be installed from a single surface platform such asa crane barge or an Anchor Handling Tug (AHT). The sequence shown by Table 2‐35 details mooringinstallation from a crane barge specifically outfitted to accommodate a single mooring leg.Table 2‐35 Catenary Anchor Leg DeploymentInstallation Phase1500 m ‐ .065 m Wire600 m ‐ .065 m ChainDetails1. Barge Outfit and Transit IX 536 ocean‐going barge Outfit with dual drum winch, stern chute, HPU,generator, chain stopper/windlass, storage andoperations shacks Tow from <strong>Hawaii</strong> Mobilize and stage one complete mooring legonboard; wire can be split on dual drums Prepare USBL system Dual tugs leased from <strong>Hawaii</strong>2. Mooring Leg Deployment – Phase 1 Position barge stern over target anchortouchdown point Crane places anchor over stern & transfers loadto winch Commence chain deployment one warp at a time Connect USBL positioning device to chain via dualrelease at 100 m Continue chain payoutConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 158
Installation PhaseDetails3. Mooring Leg Deployment – Phase 2 Barge is positioned headed toward mooringcenter during lowering process Anchor is placed 2 anchor lengths plus theexpected drag distance beyond final targetanchor position Lower anchor leg until anchor touchdown notedby mooring line tension drop is equal to anchorweight Continue to payout wire at a rate 5 to 10% (tbd)greater than the transit distance while headingtoward the mooring center Monitor tension and transponder position toensure that the anchor is not dragging until allthe wire is deployed; allowable tension will bedefined for this process4. Preliminary Proof Test** Prior to connecting and over‐boarding themooring buoy use both barge tugs to apply apreliminary test verification load to the mooringanchor <strong>Mini</strong>mum HP desired from the two barge tugs is5000 HP to provide 100,000 to 150,000 lb load Drag distance (via USBL transponder on thechain) vs. mooring load will be used to indicateproper anchor behavior If anchor fails to hold or drag distance isexcessive (distance is TBD) then lift the anchorand repeat the process** If twin tugs are available with bollard pull of 130tons, steps 6 and 7 below are not required5. Mooring Leg Installed Subsequent to verification that the mooringanchor has properly set, attach the temporarymooring buoy and over‐board Return to home port to stage the next mooringleg and repeat the process until all anchor legsare deployed Mooring buoys will be lighted and markedaccording to USCG requirementsConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 159
Installation PhaseDetails6. Crane Barge Hook‐up for Proof Test Barge recovers and connects to two mooring legswith tug assist as required Barge is then moved towards mooring center Tug hauls cable to the third buoy and connectsfor proof testing7. Mooring Proof Test Barge applies load‐up to the specified designmooring load and holds the load for 30 minutesor other time as specified by Rule All mooring legs are simultaneously proof testedwith this process Unhook from the mooring buoys and return toport Mooring is ready for connection to spar2.8.2 <strong>Spar</strong> Platform InstallationInstallation of the <strong>OTEC</strong> spar on the offshore site uses the following sequence:1. Ballast and upend spar2. Commission ship service diesel generator3. Tow to the final site4. Attach and pre‐tension mooring lines5. Upend the cold water pipe6. Haul in and connect the cold water pipeConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 160
2.8.2.1 Ballast PlanThe ballast plan to flip the spar uses a sequence of ballast tank fills for a controlled and stable transitionfrom horizontal to vertical. The final draft is 110.6 m. The final displacement is 13,185 MT.1. Towing draft, Tank 1 flooded 2. Flood tanks C3A, C2A3. Flood tanks C2B, C3B 4. Flood tank C1A5. Flood tank C1B (5%) 6. Flood tank C1B (100%)Figure 2‐102 Ballast PlanConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 161
2.8.2.2 Mooring Hook‐up PlanAfter flipping, the spar is connected to the moorings. Final allowablemetocean conditions will be determined by analysis and input from theinstallation contractor. The baseline mooring hookup sea state isestimated to be 1 m Hs.Two tugs in the American Champion (Figure 2‐103) class and a utilityROV/crew boat will be required to connect the moorings.The following sequence details spar installation at the offshore site.Figure 2‐103 AmericanChampion#1 Anchor Hook‐up:The <strong>OTEC</strong> spar is towed tothe pre‐installed #1 mooringleg and attached.Figure 2‐104 Mooring Sequence Step 1Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 162
#2 Anchor Hook‐upThe spar is towed towardthe pre‐installed #2 mooringwhile a second tug tows themooring towards the spar.Figure 2‐105 Mooring Sequence Step 2Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 163
#3 Anchor Hook‐up:The spar is towed towardthe pre‐installed #3 mooringwith a pendant wire while asecond tug tows themooring towards the spar.Figure 2‐106 Mooring Sequence Step 32.8.2.3 Cold Water Pipe MobilizationThe 2.5‐m CWP will be purchased from the HDPE manufacturer PipeLife, located in Norway. The pipewill be fused by the manufacturer into four segments, each approximately 225 m in length. An HDPEflange will also be fused on both ends of each segment. One flange will be outfit with the CWPtermination (see Section 2.4.11.4 for details), which will be manufactured (most likely) in Europe andinstalled on site in Norway. Blind flanges are then installed on both ends of the pipe segments beforethey are towed to <strong>Hawaii</strong> by way of the Panama Canal. Upon arrival in <strong>Hawaii</strong>, the CWP segments willbe towed into the CWP staging area, located in an old seaplane landing area next to Honolulu harbor. Asatellite photo of the site location is shown in Figure 2‐107.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 164
Figure 2‐107 Location of CWP Assembly and Staging Area Near Honolulu HarborThe four pipe segments are pulled onto land where the stiffeners are installed (see section 2.4.11.2.2 )and the segments are bolted together to make one continuous pipe. The pipe is then pulled back in thestaging area where it is stored until deployment. Once the <strong>Mini</strong>‐<strong>Spar</strong> has been deployed and attachedto its mooring (Section 2.8.2.2), the CWP is towed from the staging area through the main harbor.Figure 2‐108 shows the full‐length CWP in the staging area, being bent to make the turn into the mainchannel and being towed out to the open ocean. Images from previous Makai pipe deployments areshown in Figure 2‐109.Figure 2‐108 CWP Storage Location and Path to SeaConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 165
Figure 2‐109 Photographs from Previous Makai HDPE Pipe Deployments:Pipe Being Pulled into the Water (left), Pipe Being Pulled to Sea by Tugboat (right)2.8.2.4 CWP Hook‐up PlanThe CWP pipe arrives on site from the Honolulu Harbor Staging Area. After the spar is connected to themoorings, the CWP is upended and transferred to the spar for latching into the CWP coupler at thebottom of the structure.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 166
CWP Upending:The CWP is towed to the site andupended by lowering the bottomweight while the coupler issupported near the surface.Figure 2‐110 CWP Hook‐up Step 1CWP Hook‐up:Permanent in‐haul lines arepassed from the spar to the tugand connected to the CWP.Figure 2‐111 CWP Hook‐up Step 2Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 167
CWP Hook‐up:The CWP load is lowered on thepermanently installed recoveryline. The load is transferred fromthe recovery line to the in‐haulline.Figure 2‐112 CWP Hook‐up Step 3CWP Hook‐up:The CWP is latched into theCWP/spar coupling using the inhaullines. The recovery line isstowed for use in disconnectingthe CWP.Figure 2‐113 CWP Hook‐up Step 4Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 168
2.8.2.5 Offshore Equipment Installation PlanSeveral components have been identified for final installation by offshore lift using the spar crane afterthe spar is moored on site. These include the load banks, accommodation modules and possibly sometransformers (contingent on vendor input).These offshore installed items will be trans‐shipped to the installation contractor, loaded onto a bargesuch as the AWB 240 barge and towed by an American Champion class tugboat to the <strong>OTEC</strong> site.Allowable metocean conditions for lifts will be determined by analysis and input from the installationcontractor. The baseline estimate for an allowable sea state is 1 m Hs.2.8.2.6 Power Cable InstallationThe following paragraphs describe installation of the dynamic and static submarine cable segmentsdescribed previously in Section 2.5. A set of top‐level requirements covering the cable installation wereprepared to govern the installation concept presented in the following paragraphs and summarized inTable 2‐36.Table 2‐36 Cable Installation Requirements# Requirement Description Source1 Cable Installation after <strong>Mini</strong>‐<strong>Spar</strong> 2 year operational demo period System2 Connect/Disconnect cable from <strong>Mini</strong>‐<strong>Spar</strong> multiple times over 20‐yearoperational period of <strong>OTEC</strong>3 Cable brought to <strong>Mini</strong>‐<strong>Spar</strong> termination point through a stand‐pipedesigned with a bell mouth matching the cable minimum bend radius atthe point of entrance4 Stand‐pipe diameter sufficient to prevent wear on the cable strengthmember as the platform moves; yet provide for ease ofconnect/disconnect5 Decouple the motion of the platform from the point of cable contact atthe ocean floor cable drag to avoid cable abrasion or hocklingConopsDerived fromConopsDerived fromConopsDerived fromConops6 Protect cable at shore landing site from physical and tampering damage DerivedThe proposed solution to requirement #5 is the use of a subsurface buoy and slack in the cable on bothsides of the buoy to decouple the motion of the platform from the sea floor. The concept is illustratedin Appendix H “Electrical Cable Installation Sequence” and is a proven method used in the oil and gasindustry to stabilize cables serving floating platforms.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 169
The proposed solution to requirement #6 to protect the cable from damage at the shore landing isaccomplished by pulling the cable ashore though a horizontal bore hole under the beach.The dynamic section of the submarine cable is terminated at the <strong>Mini</strong>‐<strong>Spar</strong> on one end as shown inFigure 2‐114. The general idea is the dynamic cable is pulled in through the bottom of the “I‐tube” witha suitable leader. The bottom of the I‐tube is located midway between the lugs that from terminationsfor the anchor lines (single in demo phase or three per lug in operational phase). The operation ofpulling the cable through the I‐tube must be reversible if the <strong>Mini</strong>‐<strong>Spar</strong> is moved away from the stationfor maintenance during the 20‐year operational life.Figure 2‐114 <strong>Mini</strong>‐<strong>Spar</strong> Cable Termination, Cross‐sectionConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 170
The following ground rules and assumptions were used in developing the installation concept thatmeets requirements.1. Power cable is shipped in carousel or tank (TBR) on installation vessel (could be vessel or barge)a. 21.5 km and 667 metric tons based on current estimatesb. Terminations and seafloor junction box transition between dynamic and static sectionsfactory installed and testedc. No transfer (lack of available load‐handling capacity)2. Lazy‐S or reverse catenary configurationa. Seafloor contact area and transition on upper shelfb. Mid‐water buoy provides tie‐off point for cable during <strong>Mini</strong>‐<strong>Spar</strong> shore maintenanceintervals3. Power cable is installed last in the <strong>Mini</strong>‐<strong>Spar</strong> installation sequence (after 2‐year demo phase)The shore landing installation tasks are summarized below ‐ not including the horizontal drilling.1. Install shore conduit via HDD (drilled previously)2. Install messenger line in conduit3. Float power cable to seafloor exit of conduit• Float bight on surface• Power cable has pulling head pre‐installed on end of cable4. Pull cable into conduit, removing floats as needed5. Install into cable vault, pull all “slack cable” through pipe, secure to anchor, install service loop invault, cut cable at appropriate location, and connect to landline2.8.2.7 Readiness ReviewA readiness review will be scheduled as the final meeting in a regular series of weekly shipyardconstruction meetings. Plans to be reviewed at the readiness review include the Installation Plan andthe Commissioning Plan.2.8.3 ServicingMaintenance, repair and replacement of components and subsystems is expected throughout theservice life of the <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> at varying intervals. As such, the following servicing scenarios havebeen considered and play an integral part in the design trades of this configuration.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 171
Preventive maintenance and inspection plans and procedures will be developed based on vendor andagency recommendations for final selected components. Maintenance intervention has beenconsidered for the following key components:Intake ScreensPumpsHeat Exchangers2.8.3.1.1 Intake Screen InspectionIntake screens on the warm water intake, bottom of the CWP, and at the top end of the CWP would beinspected using ROVs while the platform is moored on site. The exterior screens would useconventional thruster‐driven ROVs deployed and operated from the platform. The interior screen at thetop end of the CWP would be inspected and if necessary, cleaned, using a modified ROV that would belowered down the CWP’s 0.5‐m diameter stand pipe.2.8.3.1.2 Sea Water PumpsThe warm and cold seawater pumps can be replaced with the spar remaining in place. These pumps arelocated at depths of 30 and 55 m, (Figure 2‐115). Replacing them would require the use of divers orpurpose‐built remote intervention equipment. <strong>OTEC</strong> platform’s lifting gear would also be used.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 172
Figure 2‐115 Seawater and Ammonia Pump Locations2.8.3.1.3 Ammonia Pump ReplacementAs with the seawater pumps, the spar would remain in place during replacement of the ammoniapumps. Replacement would require the use of divers or remote intervention equipment.Outlined below in Figure 2‐116 and Figure 2‐117 are the steps necessary for pump replacement to avoidcontamination of the ammonia circuit. Two‐valve protection would be used at all six pump locations.Valve sequence, particularly in steps 3 and 7, is important, so as to avoid trapping ammonia or liquidbetween the valves. Any water that was not flash evaporated in Step 6 and became mixed with theammonia circuit would be removed by the ammonia‐water purge system.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 173
Figure 2‐116 Ammonia Pump Wet‐RemovalFigure 2‐117 Ammonia Pump Wet‐InstallationConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 174
2.8.3.1.4 Removal of Platform from SiteIn the event that corrective maintenance is required beyond the capability to remove a componentoffshore, the spar will be un‐installed from the offshore site and towed inshore. In this case the <strong>OTEC</strong>plant is shut down, rotating machinery is “parked,” working fluids are drained, the vessel is un‐moored,un‐flipped and towed to a maintenance facility inshore. This would be required for a major correctiveintervention such as the removal of an Hx. This level of intervention could be a combination of dry workabove the waterline and wetwork alongside a dock.The final level for corrective maintenance where wet‐work is not possible is to dry dock the <strong>OTEC</strong> spar.This requires un‐installation from the offshore site and towage to a dry dock in: Pearl Harbor San Francisco Honolulu Portland San DiegoThe un‐installation plan for temporary removal of the spar from the offshore site requires a temporarybarge (Figure 2‐118) to support the mooring lines, CWP and electrical transmission line.Figure 2‐118 AWB 140 bargeThe barge requires mooring and CWP support winches, power for winches and lights and a vesseltracking system. Allowable metocean conditions for un‐installation would be determined throughmodeling and marine contractor input.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 175
2.8.3.1.5 Heat ExchangersReplacement of the heat exchangers will require un‐mooring, flipping, and towing of the <strong>OTEC</strong> platformto a dockside facility. A process for replacement of Hxs is outlined in Figure 2‐119.2.9 Configuration Report SummaryFigure 2‐119 Pier‐side Heat Exchanger RemovalThe 2.5‐MW <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> Configuration is a cost‐driven design intended to meet the Navy’s Top‐Level Objectives regarding renewable energy generation, while at the same time combining <strong>OTEC</strong>elements at a scale sufficient to demonstrate the environmental impact and commercial feasibility ofthe technology. Section 3 Development Plan provides the major steps and considerations to fielding a“first of its kind” <strong>OTEC</strong> Pilot Plant, along with a development schedule and budgetary cost estimate forthe 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant for deployment and installation for the US Navy off Kauai.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 176
3 Development Plan, CDRL A021; 2.5 MW <strong>OTEC</strong> Pilot Plant3.1 ScopeSection 3 of this volume is provided as the baseline plan for the development activities required toimplement the design discussed in Section 2.3.2 BackgroundSome background on the relevant technology maturity as well as an analysis of the overall programtechnical, cost and schedule risks is provided here prior to presenting a forward plan for furtherdevelopment of the 2.5MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant design.3.2.1 Technology Starting PointFor the design of the 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant, every effort has been made to employ maturetechnologies in terms of key components, design concepts, fabrication methods and installationmethods. The table below summarizes these key technologies and what additional R&D ordevelopment steps are required to achieve sufficient maturity for use in the system. In general, all keytechnologies for this scale of <strong>OTEC</strong> plant are believed to be commercially available (albeit in some casesrequiring customization for this application), with only a few requiring additional development.It should be noted that an analysis of technology readiness for key components of <strong>OTEC</strong> plants at largerscales would yield quite a different story. Continued investment in R&D projects focused on larger andmore efficient/higher performing key components required for commercial <strong>OTEC</strong> applications isessential to conduct in parallel with any program aimed at getting a small <strong>OTEC</strong> pilot plant into thewater for the important demonstration phase.One specific, high‐interest example is the Cold Water Pipe (CWP). The <strong>Mini</strong>‐<strong>Spar</strong> uses a soon‐to‐becommerciallyavailable HDPE pipeline that is 2.5 m in diameter. Two‐meter and smaller pipe is currentlyavailable and this technology is being extrapolated with next‐generation extruders to a 2.5 m size foravailability in early 2012. HDPE has sufficient strength, flexibility, corrosion resistance and fatigueresistance to be an ideal pipe for the <strong>Mini</strong>‐<strong>Spar</strong>. The termination of the HDPE to the <strong>Mini</strong>‐<strong>Spar</strong> hull is thepoint of concentrated loads and fatigue strain. As a parallel effort within this contract, a termination forConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 177
HDPE was designed and tested that successfully relieves the strain at the termination and allows the 2.5m HDPE pipe to be attached directly to the <strong>Mini</strong>‐<strong>Spar</strong> hull without the need for a gimbal.But while HDPE is ideal for small <strong>OTEC</strong> plants, HDPE is not a cost‐effective solution for large commercialplants. Larger pipes are not available, the cost of large heavy‐walled HDPE pipes would be prohibitive,and multiple HDPE pipes are not economically attractive. <strong>LM</strong> designs for larger plants rely on a uniquenew <strong>LM</strong>‐developed concept for a continuous fiberglass pipeline fabricated vertically from the <strong>OTEC</strong>platform at sea. This is a critical component for the commercial development of <strong>OTEC</strong> and will requirean independent test and demonstration program in parallel with the <strong>Mini</strong>‐<strong>Spar</strong>. Such a demonstrationprogram would also advance the design and development of the NAVFAC‐funded CWP termination(fiberglass‐to‐steel interface) and the gripper and handler system that provides the stabilization anddeployment of the fiberglass pipe as it is fabricated vertically down into the water column.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 178
Table 3‐1 Status of Key TechnologiesComponent/SubsystemType Maturity Level Development Required? Further Action Required?<strong>OTEC</strong> Power CycleHeat Exchangers ‐ Condenser Titanium, Enhanced Shell & Med/HighYes, associated with scale Engage vendors to ascertainTube(size) required for <strong>OTEC</strong> plant possible fabrication issuesHeat Exchangers ‐ Evaporator BAHX, Plate Fin Aluminum Medium Yes, associated with scalerequired for <strong>OTEC</strong> plantEngage vendors to ascertainpossible fabrication issues.Continue with corrosionstudiesSeawater PumpsAxial impellor pump, FlygtModel 7121, 54 inchHighAmmonia Pumps Sealed magnetic drive High, these pumps will becontainerized in subseapressure vessels.Subsea AmmoniaConnectionsBolted flange or ROV flangemated connections withadequate isolation valvesWith the pump itself,minimal development. Apump installation that allowsfor diver or ROV interventionwill require development.Likely some analysis (thermalat a minimum) required tolook at operations withinpump pods subsea.1) Improve design to allowfor better subseaintervention for on‐sitepump swap out, build mockup and test.2) <strong>Design</strong> ducting tominimize flow lossesNoneMedium Yes <strong>Design</strong> installation andmounting features to allowfor subsea intervention bydivers or ROVs, build mockup and test.Turbine 1800 rpm Axial Impulse High Not likely as upending ofturbines was not a concernexpressed by any of thevendors. Plus the layoutensures the tow orientationkeeps turbine shaft alignedwith the horizon.NoneConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 179
Component/SubsystemGeneratorProcess ControlTransformersSubmarine CableGrid EmulatorType Maturity Level Development Required? Further Action Required?1800 rpm, 60 Hz, Synchronis,4160 voltclosed loop control overturbine speed, generatoroutput, and grid demand.Likely oil cooled, severalmanufacturers are capable ofproducing these.ABB, Nexans, JDR, Prysmian,DrakaVarious vendors forsubsystem componentsHigh, however will beoperating in non‐standardenvironment and will betransported in non‐standardorientationHighHighHigh/med, dynamic cableswith matching requirementshave been certified, but havenot yet been installed.Low, basic requirementshave been defined for theemulator. Assume most ofthe hardware will beleveraged from existing loadbank technology. Softwarecontrols needed are likelyunavailable at this timeWork closely with generatormanufacturer to understandrisks and implicationsassociated with side loadsduring transport and flip.Yes, to insure that with<strong>OTEC</strong>'s existing working fluidparameters that speedregulation can be maintainedwell enough to produce gridquality powerReview for tolerance to sideloadingThe cable and associatedancillary equipment will becustomized for ourapplication. Analysis andcore sample testing will likelyneed to occur.Investment will be requiredto perform a proof ofconcept, scaled modeling,and in vendor developmentcosts.Analysis of generator'sfoundation and bearing loadswill be required to insuresurvivability during upendingprocessEngage with turbinegeneratorvendors andprocess control consultantsto take a refined look at<strong>OTEC</strong>'s working fluid cycle.Analysis of transformerconstruction methods andfoundation needed to insuresurvivability during upendingprocess.Assuming the certified cabledesigns can be utilized, likelyvery little beyond the typicalcost of design & testing ofthe custom cable.Significant investmentrequired to develop thebaseline design, testing, andwork with vendors toassemble of the finalproduct.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 180
Component/SubsystemType Maturity Level Development Required? Further Action Required?Intake screens Varies High, but for land basedcoastal power plantapplicationsYes, designing screenstructure to be easilyinspected and cleaned bydiver or rov.Yes, review existing COTShardware for remoteinspection, the designscreens to accommodatewhatever inspection andcleaning method is adapted.Biofouling ProtectionSodium hypochloriteinjection unitHighNot of chlorination hardwarebut development of meansfor dispersing and mixing itwith the flows to be treated.CFD analysis of flow regimesto insure that chlorinationprocess is adequatelydistributed on intake andadequately dispersed ondischarge.PlatformVessel Multi‐cell spar High None NoneMooring System Semi taut/Taut wire rope + High None NonechainAnchorsDrag embedment ‐ "Bruce"Style AnchorHigh None Survey for conclusiveevidence of adequatesedimentPlatform Auxiliary Systems Various High None NoneSupport VesselsCrew Transfer Type High None NoneInstallation Type High None NoneInspection, exteriorcomponentsROVs ‐ CWP, bottom cage,other deep equipment(Inspection plus intervention)HighNo development necessaryfor routine inspection andminor intervention tasks thatcan be accomplished withwork class vehiclemanipulator. Yes for majorintervention tasks like pumpswap out.Review of existing hardwareto identify what systems areapplicable and to determinewhat changes to structureneed to be made toaccommodate ROVinspection and servicingConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 181
Component/SubsystemInspection, interiorType Maturity Level Development Required? Further Action Required?<strong>Mini</strong>‐ROV ("down hole"inspection andsampling/cleaning of ColdWater screen in diffuser)HighSmall video inspectionvehicles exist. Modificationfor special tasks may berequired.Same as above entry forROVsConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 182
3.2.2 RisksAny program of this size and nature carries some risk. Early identification of major risks to the programis critical to success. Actively addressing and managing these risks before they become significant issuesis necessary to meet program cost, schedule and technical objectives and requirements.This section discusses those specific risks associated with a 2.5MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant of the designpresented in Section 2. The following table lists the key risks to fielding a 2.5 MW <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> PilotPlant by 2015 and successfully demonstrating its operation. Previous sections of this configurationreport and development plan have addressed specific risks to some degree.Obtaining private or public financing is listed as the top programmatic risk. Navy participation in thefunding of this pilot plant is considered critical to the ability to attract outside investment. A 2.5 MW<strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant cannot be a revenue maker for an outside investor, and it will not make significantinroads into meeting the Navy’s 50% renewable energy supply goals for powering Shore Based NavalInstallations. What it will do, however, is provide benefits to the Navy and greater <strong>OTEC</strong> industry in theform of making a critical interim step towards demonstrating <strong>OTEC</strong> at a scale from which further scaleupto commercial power generation is recognized as low risk by all key stakeholders. These stakeholdersinclude potential investors, EPC contractors, base load power plant owners/operators, various potential<strong>OTEC</strong> customers (commercial power companies and co‐ops, DoD), various governmental regulators,environmental agencies, and the public.Table 3‐2 provides the program’s Risk Matrix of risks identified at the time of publication. Each risk iscategorized as having either Technical, Cost or Schedule relevance. Ratings of (H) High, (M) Medium, and(L) Low indicate both the probability of the risk occurring and its relative impact to the program ifrealized.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 183
Risk NameProgram FundingDelays in receivingEnvironmental PermitsSaltwater contaminationof Ammonia linesVendor Capacity & MajorComponent Lead TimesPower QualityApproval of methods tocontrol BiofoulingDescriptionIf Navy funding support of the <strong>OTEC</strong><strong>Mini</strong>‐<strong>Spar</strong> is too low; then obtainingthe necessary investment financing tosupport the program will bejeopardized.If agreement on baseline datacontent is not reached, then ability togo forward with the demonstrationwill be delayed.If a concept for wetcoupling/uncoupling is not developedand validated, then the modularremora concept will need to bemodified.If vendors do not begin to plan forcommercial <strong>OTEC</strong> market, then theability to quickly field commercialpower plants will be limited.If the <strong>OTEC</strong> generators do not provideproper power quality, then the abilityof <strong>OTEC</strong> systems to deliver consistentquality power will not exist.If residual chlorine levels from theproposed biofouling control systemexceed EPA limits; then upstreamlevels may need to be reduced to thepoint where they become ineffectiveand Hxs will need more frequentmaintenance.Table 3‐2 Risk MatrixRisk Prob ImpactType H‐M‐L H‐M‐<strong>LM</strong>itigationsSched H H Continue to support Project 0928 (DirectedEnergy Research) of Navy Energy Program(PE 0603724N)Sched M H Early Environmental Permitting planningand involvement of stakeholders.Apply separately for Demonstration phase.Tech M H Develop “dry make‐or‐break” connectionsfor underwater ammonia linesSched M M Develop partnerships with key suppliers toshare in product development andinventory management activities.Tech M M Model and test power cycle dynamicoutput to improve design and reduce theneed for expensive power conditioningequipment.Tech M M Model the discharge mixing , investigatealternative biofouling control methods forthe heat exchangersConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 184
Risk NameHeat Exchanger CorrosionCWP excessive strain inhurricane conditionsCWP 20‐year fatiguefailureCWP collapseCWP Termination failureDescriptionIf pitting corrosion perforates heattransfer surfaces; then entire heatexchangers will need to be replacedon a more frequent basis.If platform motions in hurricaneconditions results in excessive strainin CWP, then gimbals or a new CWPinterface concept will be required.If platform motions due tooperational conditions causes CWPfatigue failure, then gimbals or a newCWP interface will be required.If CWP is not adequately reinforced,then pipe walls may collapse due tosuction and bending.If platform and pipe motions result intermination failure, then plantoperations cease.Risk Prob ImpactType H‐M‐L H‐M‐<strong>LM</strong>itigationsCost L H Test Hx Prototype with long term seawaterflows.Tech L H Refine models with final vessel; cross checkwith two codesTest HDPE at high strain valuesTech L H Define HDPE fatigue curve for high‐strainsand low cycles on selected PE‐100 resin.Tech L H Add more stiffeners to HDPE pipe.Tech L H <strong>Design</strong> and test a reinforced termination:Test at Makai pierConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 185
3.3 Development Plan Road Map3.3.1 Development Path to an Operational 2.5MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot PlantThe following image is meant to convey the relative order and duration of key efforts and milestones toprogram stakeholders. The dates assume a January 2012 program kickoff following a successfulcompletion of the <strong>2011</strong> SSOPP Concept <strong>Design</strong> effort.It is anticipated that the Navy will look to a contractor or several contractors to carry out the followingdevelopment activities once the decision to proceed and the necessary funding are in place. Theresponsible party(s) will hereafter be referred to singularly as “The Contractor”.Figure 3‐1 SSOPP Demonstration Program Roadmap3.3.2 Site Specific <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant Final ConfigurationSection 2 of this document provides a comprehensive description of the cell‐spar‐based, site‐specific2.5MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant design. A cost‐driven design, this Final Configuration represents somethingthat can be built within the US industrial base and installed using only those assets known to exist in<strong>Hawaii</strong> or known to be available on the west coast of the U.S.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 186
The configuration incorporates features that will enhance data gathering during the 2‐yeardemonstration period, while allowing it to be reconfigured for a 20+ year follow‐on life, deliveringpower ashore. The configuration also incorporates features to maximize the unit’s ability to remain onstation when major preventive or corrective maintenance is required on almost all portions of thepower cycle.The configuration provides a highly stable platform with excellent ability to survive damage. It adheresto the highest standards of the Safety of Life at Sea convention (SOLAS) for both emergency operationsand evacuation.3.3.3 Component Performance Validation/Maturity AdvancementMany but not all of the key components for building the 2.5 MW <strong>Mini</strong>‐<strong>Spar</strong> are commercially availabletoday or should be by the time they would need to be procured for this program. However, as discussedin Section 3.2, some components are still undergoing testing at the time this document is being written.Others have been identified as likely requiring some customization given their specific uniqueimplementation in an <strong>OTEC</strong> configuration. Advancing the maturity of these select key technologiesthrough parallel risk reduction programs will be necessary to assure program cost, schedule andperformance success.Topics covered in this section include:Heat Exchangers– Corrosion studies– Fabrication challengesUnderwater Servicing of <strong>OTEC</strong> Process Components– Intake screen– Seawater pumps– Ammonia pumpsSide Loading of Components During Installation– Generator and TransformerBiofouling Protection– Chorine dispersion modeling<strong>OTEC</strong> Process Control– Turbine speed controlGrid Emulator– Load bank design and testGeophysical Site Survey– Anchor placement and selection– Cable routeConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 187
3.3.3.1 Heat Exchangers (Hxs)Heat exchanger corrosion studies associated with the evaporator and condenser are currently underwayat the <strong>OTEC</strong> Hx Test Facility at NELHA. These studies are focused on various alloys, form factors andjoining methods and include flowing seawater tests using both the warm, oxygenated near surfacewater (as would be seen by evaporators) and the cold, oxygen‐poor deep water (as would be seen bycondensers). As of this publication, approximately 2 years’ worth of corrosion data have been collectedand certain alloys have been eliminated as non‐suitable for extended seawater application as Hxs.Other alloys are showing promising performance in terms of the primary corrosion concern – pitting;however, an additional 1‐2 years of data will probably be required to confirm long‐term pitting corrosionperformance such that these alloys could be selected with confidence as the basic raw material forextended‐life (20+ years) Hxs. As part of further risk mitigation, alternative evaporator designs shouldbe considered in case corrosion data ultimately shows that aluminum evaporators cannot provide a 20+year service life.The size of <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong>’s Hxs, unique performance‐enhancing features, materials from which theywill be built, and necessary joining methods are within the capabilities of identified vendors. However,improvements in fabrication and joining methods would reduce cost and lead time. Vendors must beengaged, perhaps even contracted to refine our prototype designs. Having vendors produce a detaileddesign and fabrication plan would also produce better estimates of order lead time, delivered cost, size,configuration, mounting requirements, and weight.Many of <strong>OTEC</strong>’s process components are located underwater. Several of these: intake screens,ammonia pumps, and seawater pumps, will likely need servicing or replacement sometime during the20+ year life of the pilot plant. Lengthy servicing or replacement operations for these items equates topower generation downtime for the plant. Details of component accessibility and speed of servicing/replacement should be determined early before continuing further with detailed design.Intake screen inspection tools, including those used for sampling and, if necessary, cleaning, are likely tomake use of commercial off‐the‐shelf (COTS) hardware or a variant. The tools themselves do notrepresent any great technological feat, but their effective use may require that special features be builtinto the platform to accommodate their use. For this reason, options for conducting inspection,sampling and cleaning tasks with existing ROV hardware must be studied and integrated into the overalldesign requirements of the platform.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 188
For the ammonia and seawater pumps, it is envisioned that servicing or replacing will be performed onsiteusing divers, ROVs, or a combination of both. A review of the current location of these componentsmust be made with an eye toward ensuring their placement and mounting leaves them diver and ROVfriendly. For divers, this means designing for accessibility and minimizing dive time and depth. Withrespect to ROVs, this might include designing so that some of the tools and techniques currently used bythe offshore oil industry can be applied. An example of such a tool is a ROV‐actuated flange clamp. Ifadequate ROVs or tools do not exist, then purpose‐built intervention hardware may need to bedeveloped if it is believed this offers a cost‐effective alternative to divers.To fully validate the subsea intervention measures envisioned for swap‐out of the ammonia andseawater pumps, full‐size mock‐ups of these pump installations should be constructed and tested in asubmerged environment. Test results would be used to refine selection and design of equipment, refineConops, and most importantly, to provide design input to the installation features required of theplatform to best allow these intervention operations to take place.Note: The inspection and servicing concept for the submerged Hxs requires the <strong>Mini</strong>‐<strong>Spar</strong> to be on itsside for “dry” access to the units; hence it would not be an underwater servicing operation. This type ofoperation would require that the <strong>Mini</strong>‐<strong>Spar</strong> be towed back to a shipyard or other waterside locationwhere cranes could position the system for access and servicing/replacement of these very large units.3.3.3.2 Installation Side Loading of ComponentsUpending of the machinery module and platform results in side loading of components designed forupright service. This side loading was identified as a possible problem for COTS transformers andperhaps even for the mounts of large generators. More in‐depth discussions must be undertaken withvendors to sort out these issues. If such discussions conclude that existing designs are not suited foreven minimal periods of side loading, then vendors will likely need to be contracted to developpreliminary custom designs for these components. If a cost‐effective means for accommodatingtransformer side loading via changes in their design is not available, then options for installing them ongimbaled foundations or loading them after the platform is uprighted must be explored.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 189
3.3.3.3 Biofouling ProtectionComputational fluid dynamic modeling of chlorine dispersion is needed to insure that adequatebiofouling protection of the evaporators is assured. Such analysis will inform the detailed design of thehypochlorite injection system and factors such as its proximity to the surfaces to be protected/cleaned.3.3.3.4 <strong>OTEC</strong> Process ControlThe <strong>OTEC</strong> Pilot Plant’s ammonia (NH3) working fluid is characterized by a low differential pressure andhigh flow rate of vapor between the inlet and outlet of the turbine. Under these conditions control ofturbine speed and frequency of the voltage generated may pose more of a challenge than most turbinegeneratingsystems that operate with a higher differential pressure. To insure that the <strong>OTEC</strong> Pilot Plantproduces grid quality power, persons or vendors knowledgeable in process control technology will beconsulted to evaluate the <strong>OTEC</strong> process and provide recommendations on hardware, sensors andcontrol technology best suited for this application. Additionally, it is recommended that the <strong>OTEC</strong> HeatExchanger Test Facility be expanded with the addition of a turbine‐generator and associated processcontrols as well as a grid interface emulator to enable the engineering team to study and gainexperience with the process well in advance of fielding the Pilot Plant. For instance, one phenomenonthat could be studied in this test facility would be the surging of seawater flow to study the effect on therate of ammonia vapor generation and ammonia pressure and, if necessary, various mechanisms forcontrolling. Details of a proposed upgrade to the Heat Exchanger Test Facility can be found in theVolume 1 CDRL companion to this document.3.3.3.5 Grid EmulatorHardware for grid emulation will be leveraged from existing load bank technology; however, softwarecontrols for integration with the <strong>OTEC</strong> plant are not available at this time. Investment will be required inproof‐of‐concept scale modeling which will entail both a hardware and software development effort.This should be done as part of an expanded <strong>OTEC</strong> Heat Exchanger Test Facility (focus of Volume 1 CDRL).3.3.3.6 Geophysical Site SurveyFinal anchor selection awaits the initiation and completion of a geophysical site survey. If as expectedadequate ground/sediment cover over rock exists, then conventional drag embedment anchors can beConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 190
used. If adequate ground cover does not exist, then other possibly more expensive anchoring solutionswill be required.Although connection to shore for power delivery is not part of the 2‐year Pilot Plant demonstrationphase, the lead time for installing a subsea cable (along with obtaining all of the commensurate permits)is long. Planning of a cable route also must be completed in parallel with the anchor survey to insurethat a valid route between the intended location of the platform and shore exists.3.3.4 Permitting, Licensing, Regulatory Compliance and Environmental Baseline CollectionKey activities in the roadmap to build, deploy and operate the <strong>OTEC</strong> Pilot Plant are those defined as partof the integrated Environmental Management System and detailed in Section 3.4 and Figure 3‐12 of thisreport. The steps outlined therein will prepare Navy environmental personnel to execute the inherentlygovernmental procedural compliance with the <strong>National</strong> Environmental Policy Act (NEPA), EndangeredSpecies Act (ESA), Clean Water Act (CWA) NPDES and others. Permitting requirements and a detailedintegrated schedule to obtain them were presented in the 2010 NAVFAC <strong>OTEC</strong> report documents(Lockheed‐Martin (2010) <strong>OTEC</strong> System <strong>Design</strong> Report CDRL A003, Contract N62583‐09‐C‐0083). Mostimportantly, this process provides for an <strong>OTEC</strong> design that will be fully compliant with applicable federal,state and local environmental regulations.Actions and roles required to implement an <strong>OTEC</strong> project are outlined in this report (Section 3.4 andFigure 3‐12) and in the 2010 <strong>OTEC</strong> project report. The described process also provides for timely andeffective information transfer to the Navy for regulatory procedural compliance. Details of theenvironmental planning process follow advisory input from the NOAA Office of Coastal ResourceManagement, Coastal Programs Division, and are compliant with Navy environmental policy(OPNAVINST 5090.1C).A successful program to build, deploy and operate the <strong>OTEC</strong> Pilot Plant includes a thorough assessmentof the environment at the selected site, an assessment of the potential impact of the Pilot Plant on thatenvironment and full compliance with NEPA. Multiple permits, consultations, and approvals arerequired from federal, state, and local governments. In Section 3.4, a two‐year baseline study isoutlined which will be required prior to the installation of the facility to characterize the site selected forthe Pilot Plant. Section 3.4, supplemented by Appendix I, provides a full compendium of baselinerequirements that must be achieved by the project. Environmental requirements are organizedConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 191
according to <strong>OTEC</strong> subsystem and the laws that trigger requirement application. Section 3.4 alsodiscusses how environmental requirements were integrated into the Pilot Plant concept design toproactively address potentially significant impacts, such as water discharge, on ocean ecosystems.Finally, Section 3.4 presents a process for the Navy, the Contractor, and regulators to interact to achieveapproval when design options are unable to meet, in a reasonable way, existing environmentalthresholds.3.3.5 SSOPP Final <strong>Design</strong>The <strong>OTEC</strong> power plant configuration described in the Section 2 Configuration Report should beconsidered to be the result of the concept design effort. For this project to move forward, additionaldesign work will be necessary. Since this plant will incorporate design features and devices never beforebuilt, it would be unreasonable to assume that a shipyard 5 will be able to step in at this juncture andcarry the design forward during its detailed design phase. Borrowing a term from offshore energydevelopment, owners should plan to undertake a front‐end engineering development (FEED) effort priorto issuing any request for proposals (RFPs) from potential builders.The FEED process will include a formal review of all segments, elements, and subsystems to identifyones whose complexity or novelty place them beyond the design capability of an otherwise competentshipyard. The following list is representative of segments, elements, and subsystems that should beconsidered for further development under FEED.Hull scantlings and general arrangementsMooring system, including ground tackleKey subsystems and components of the electrical generation element: turbine, generator andcontrolsKey subsystems and components of the power cycle element: Hxs (including enclosures andfoundations), working fluid circuit (including fittings, valves and controls), seawater pumps(including foundations and enclosures)CWP element, including terminations and jointsFEED should culminate in design specifications and system interface definitions that can be included asthe Contract <strong>Design</strong> in RFP materials in accordance with the prescribed acquisition strategy. It will thenbe up to the fabricator to carry the design process forward to detailed design, down to the piece/part5 The term “shipyard” is intended to include all industrial facilities and joint venture companies capable offabrication, assembly, outfitting and launching the 2.5‐MW <strong>OTEC</strong> Pilot Plant.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 192
level for fabrication and assembly. Note: In the Figure 3‐1 Road Map, the “SSOPP Final <strong>Design</strong>” includesthe FEED activity as well as the Detailed <strong>Design</strong> phase interaction with the selected fabricator.Figure 3‐2 <strong>Design</strong> Process3.3.6 Procurement and AcquisitionThe procurement and acquisition of commercially available services, products, or build‐to‐printelements of this system are considered to be critical to meeting the cost, schedule and technicalobjectives of the program. Previous sections have identified the typical vendors and suppliers of thesemajor items. Rough order of magnitude (ROM) cost estimates and lead time expectations for deliveryhave also been captured in this document. The Contractor will need to employ a dedicated subcontractmanagement team (SMT) to ensure close coordination of and disciplined communication with suppliersand integrators.It is anticipated that the Contractor will have existing relationships with major vendors even before thebid solicitation phase. This will allow the vendors to better understand the workings of an <strong>OTEC</strong> system,the floating spar platform and related infrastructure. Managing these relationships through the PilotPlant’s life cycle will be an extremely important step to meeting the goals, requirements andperformance expectations for the system.3.3.6.1 Subcontract Management PlanA well conceived and executed Subcontract or Procurement Management Plan (SMP) is necessary toensure coordination and on‐schedule deliveries. This SMP provides consistent processes for developingsubcontracting strategies, managing subcontractors, and representing Program Management’s plan forthe 2.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Program. The SMP provides methods and guidance, in addition to Corporate, site,and government regulations and legal guidance and procedures, for the selection and management ofsubcontractors using proven processes, tools, and methods to assure successful program execution.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 193
Subcontract Program Management (SPM) starts during the Capture Phase of a program and extendsthrough the entire program life cycle.3.3.6.2 Make‐Buy Analysis and Procurement StrategyThe Contractor SPM supports the capture team by conducting an Internal Capability Assessment andMake‐Buy Analysis. The Win Strategy & Plan includes an Internal Capability Assessment that will identifythe capabilities needed to execute the program. This assessment identifies <strong>LM</strong>’s internal capabilitiesthat must be procured from a vendor or other <strong>LM</strong> entity. The Make‐Buy Analysis screens <strong>LM</strong> entities forcapabilities to fill these gaps.3.3.6.3 Vendor CollaborationThe SPM shall develop a Teaming Strategy if the capture team requires a teaming agreement for theprocurement of a capability gap. Teaming agreements will be established only when there is a clearneed that a simple supplier relationship will not meet. Teaming agreements will not be used with COTSproviders for standard commercial products and services.3.3.6.4 Vendor SelectionThe selection and award of procurement contracts should be based on the following criteria:Ability of the vendor to provide all items by the required delivery dateQualityCostExpected delivery dateComparison of outsourced cost versus in‐sourcingPast performanceConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 194
3.3.6.5 Long Lead ItemsThe following list of components and subsystems shows the Long Lead Items that require more than sixmonths for delivery to the Contractor for integration into the overall system.Table 3‐3 Long Lead Items<strong>OTEC</strong> SystemLead TimeIn MonthsVendors (Typical)SegmentPlatform Structure 24 San Diego Shipyard PlatformAssembled HDPE Cold Water 9 PipeLife PlatformPipe with StiffenersAnchors and Mooring Lines 6 Bruce, Stevpris, Bridon, UK PlatformHeat Exchangers 24 Koch, Fives Cryo, Wolverine Tubes Power GenTurbine‐Generator Sets 18 GE Roto‐Flow, Atlas‐Copco,Power GenEnergent, Barber NichollsSeawater Pumps 12 ITT Flygt Power GenWorking Fluid Pumps 12 Viking Power GenBiofouling Control Equipment 12 Electrichlor Power GenElectrical Power Switchgear 6 Seimens, Schneider Power DelSubmarine Power Cable 12 JDR Power DelMWegawatt Transformer 12 VA Transformer Power DelTest Load Bank 9 Avtron Power DelSubsea Cable Termination 12 ODI, Seacon Brantner Power DelCable Installation Services/ 24 Travocean, L3‐Maripro, Tyco InstallationVesselsSubmarine Systems, FOS, AcergyAnchoring & Mooring24 Acergy, Subsea 7, Oceaneering InstallationInstallation Services/VesselsEnvironmental Baseline Data 12 University of <strong>Hawaii</strong> EMS3.3.6.6 Configuration Management of <strong>Design</strong>The SPM shall provide an effective Configuration Management & Data Management plan to thesubcontractor ensuring high‐quality products and services. The change management process willrequire all information regarding a proposed change be considered and reviewed with the project team,user community, stakeholders, and contractors. The resulting well documented request andimplementation decision will ensure traceability of implemented changes to any configuration.3.3.6.7 Vendor ManagementA Program Manager for the subcontract shall be responsible for cost, schedule, quality, risk andopportunity management and technical performance for the subcontracted effort. The SubcontractConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 195
Program Manager (SPM) delegated by and accountable to the Program Manager is designated as theleader of the Subcontract Management Team (SMT). The SPM assumes the responsibility for managingthe daily activities of the subcontracted effort, including cost, schedule, quality and technicalperformance.The SMT is formed to ensure successful achievement of the cost, schedule, and technical performanceof each subcontract. The SMT will: Provide formal technical subcontractor proposal analysis and evaluation Ensure that technical, contractual, quality and financial requirements are communicated, levied,understood, and agreed to by the subcontractor Establish and monitor the key subcontract measurements to ensure on‐time delivery of qualityproducts and services that comply with technical and contractual requirements Conduct risk management Conduct periodic reviews of technical, contractual and programmatic issues and action items Resolve technical, schedule and/or cost problemsAll management requirements will be identified for each of the subcontractors by SMT members fortheir respective functions. The Program Management Plan and this Subcontract Management Plan serveas the baseline for determining management requirements to flow to subcontractors.3.3.6.8 Acquisition and AcceptanceIn addition to managing the schedule of deliveries, the Contractor will need to ensure the condition theprocured items is as specified. The SPM will manage development of a concise and accurate RFPpackage. The SMT will develop subcontractor requirements through participation, review, and formalapproval by the relevant functions and disciplines.The SPM shall ensure the Initial Proposal Evaluation plans are followed using numerical scoring. Inaddition to scoring each supplier, evaluators perform a risk assessment of each proposal and providejustification for the scores given to each supplier.The SPM or SCA will negotiate with the selected subcontractor to define a good, workable procurementthat meets the needs of all parties. A negotiation memorandum will describe the final settlement as itcompares to the original negotiation targets.The Contractor SPM shall use proactive subcontract performance management emphasizing the use offorward‐looking metrics and measurements to ensure early problem identification and resolution.Selected Program Management Leading Indicators may be used for this purpose. The processes willConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 196
provide for the measurement and control of cost, schedule, technical and quality performancethroughout the life of the subcontract.3.3.7 Pre‐commissioning and Installation PlanningPlans for pre‐commissioning will be largely driven by the shipyard detailed fabrication sequence, vendorrecommendations and vendor factory acceptance tests. Coordination with the shipyard is required forpre‐commissioning during fabrication and assembly of machinery space modules. These efforts aredetailed in Section 3.3.8.2.Installing the <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> system at its intended location requires significant planning andcoordination among several entities. Mooring installation plans, including readiness reviews andinstallation contractor submittal reviews will be developed to cover the efforts detailed in Section2.8.1.1. Bringing the Pre‐Commissioned <strong>Spar</strong> Structure and later the CWP and submarine power cablesto the site for connection will also entail a highly choreographed operation utilizing multiple supportvessels for short periods of time. Section 2.8.2 “<strong>Spar</strong> Platform Installation” discusses these activities andsequences in greater detail, although these plans must add responsible owners, cost and schedulespecifics.Planning for pre‐commissioning and installation should begin very early in the program as experiencehas shown that having the commissioning team identified and engaged early is essential to technical,schedule and cost success in the integration and testing phase of the project.3.3.8 Fabrication, Element Integration and Pre‐Commissioning3.3.8.1 Fabrication and IntegrationPlans for the fabrication and integration of all <strong>OTEC</strong> spar components prior to delivery to the staging sitebefore final repositioning to the offshore PMRF site will be managed by the contracted shipyard. Thiswill include: Structural fabrication Material receipt, staging and source control Installation of both owner and Contractor‐furnished equipmentThe only elements of the system procurement that will be independent of the shipyard effort are:The manufacture of the cold water pipeConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 197
The installation of the in‐water portion of the mooring system (i.e., ground tackle and tensionmembers) The at‐sea portion of the final installation and commissioning of the systemThe program will take advantage of shipyard facilities and quality assurance programs to test individualcomponents, elements and subsystems to the maximum extent practical prior to and during a processcalled “pre‐commissioning.”3.3.8.2 Pre‐CommissioningPre‐commissioning of some components of the <strong>OTEC</strong> process will start with factory acceptance tests.Once at the shipyard, pre‐commissioning will occur in two phases. Phase one includes those effortsassociated with the topside machinery module and lower spar body prior to them being joined together.Phase one pre‐commissioning assumes outfitting of machinery module and spar have been completedto the degree necessary for entire systems to be energized and checked. Phase two takes place afterthe machinery module and spar have been joined and all interconnects between them have beencompleted.3.3.8.2.1 <strong>OTEC</strong> Process Equipment Turbine‐GeneratorFactory acceptance tests performed on the turbine‐generator unit prior to shipping include: Hydro test of piping Balance and over‐speed of rotating assembly Loop test of instrumentation system Valve tests Mechanical spin of the assembled turbine‐generator unit using nitrogen During spin, run startup sequence for turbine‐generator valves Trip test, both hard‐wired and soft tripsAfter installation in the machinery module (and prior to upending the machinery module and joining tothe spar) the following Phase one tests would be performed:Alignment and rotation testsInstrumentation and control system checkout and interfacing with top‐level SCADA networkSecuring of rotating machinery for upending operationDraining of lubrication fluids for upending operationConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 198
3.3.8.2.2 Ammonia CircuitAs the ammonia circuit is split between the machinery module and the spar, it will undergo precommissioningbefore and after attachment to the structure. It should be noted that current plans donot include charging the ammonia circuit in the shipyard, so pre‐commissioning will have to proceedmaking the best use of inert gas or compressed air to demonstrate system integrity.Circuit inspection and cleaningPressure integrity checks (system will be left pressurized with dry air or inert gas during tow outand upending process)Pump and valve testsOil‐water‐separation system checks3.3.8.2.3 Seawater Pumping SystemThe seawater pumping system will similarly not be tested in full operating condition. However, best usewill be made of available shipyard resources to demonstrate system integrity.Inspect for alignment of pumps, valves, pipes, Hxs after installationRotation check of pumpsTest and inspection piping system for leaksVerify functionality of corrosion systems and galvanic isolation of components such as the HxsVerify functionality of biofouling systemSecure all components for upending process3.3.8.2.4 Electrical SystemsActual power generation by the <strong>OTEC</strong> system will not be possible in the shipyard. At a minimum, precommissioningchecks will include:Continuity and megger checksVFD control testsHi‐Pot testing of high‐voltage equipmentConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 199
3.3.8.2.5 Instrumentation and ControlInstrumentation, control and communication systems encompass both the platform and the <strong>OTEC</strong>process segment and should be fully testable using appropriate surrogate control inputs during the precommissioningprocess.Telephone and public address system checkControl room power upUPS power and emergency power check – exercise power blackoutPlatform network, Wi‐Fi and server integration test and security firewall certificationFire safety system, network, sensor and suppression built‐in testGas safety system, network, sensor detection built‐in testPower transmission substation SCADA setup and protective relays and substation circuitbreakers built‐in test, I&C calibration, alarm and trip level setup protective relays built‐in test.Exercise interlocks, safety ESDs, fail safePower generation SCADA setup, power manager, generator AVR, Field bus network built‐in test.System parameter adjustments, Exercise interlocks, redundancies, safety ESDs, fail safesTurbine SCADA set‐up, valve actuators, PID parameter preliminary adjustments, T&T valve tripand start parameter preliminary adjustments and system built‐in test. Exercise interlocks,redundancies, safety ESDs, fail safesRankine Cycle SCADA setup, ammonia control valve test, ammonia exercise interlocks,redundancies, safety ESDs, fail safes. Ammonia pumps PID parameter preliminary adjustments,system built‐in test.Perform a built‐in test on the platform power management system, adjust preliminaryparameters and exercise interlocks, fail safes and ESDGlobal communications – Verify all long‐distance communication media including VHF/UHFradios, microwave data link and satellite communicationsIntegrated Marine system – Perform a system check on all marine sensors and marine safetysystems, radar, weather, lightning detector, etc.3.3.8.2.6 Platform EquipmentThe following tests of platform systems will be performed during Phase 1 of pre‐commissioning:Hydrostatic testing of piping systemsMegger testing of electrical distributionVentilation fan bump testsHotel and emergency generator testsEngine exhaust pressure leak testsHotel piping systemsConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 200
3.3.8.3 Integration of Machinery Spaces with <strong>Spar</strong>Following successful completion of Phase 1 pre‐commissioning testing at the shipyard, machinerysystems will be secured and fluids drained. This will allow the machinery module to be turned on itsside for integration with the spar. Phase 2 pre‐commissioning will continue after the machinery moduleand spar have been mated. Phase 2 pre‐commissioning will include:Circuit inspection and cleaningPressure integrity checks (system will be left pressurized with dry air or inert gas during tow outand upending process)Megger testing of electrical distribution3.3.9 Maintenance, Operations, Safety and Training ProceduresIt is anticipated that a Vessel Management Service will be contracted to operate and maintain the pilotplant both during the 2‐year demonstration period and for the following 20 years of power deliveryoperation. The Contractor will develop a comprehensive Integrated Support Plan in advance of the siteplatform installation that details logistics, supply, manning, maintenance, and safe operations of thesystem throughout its entire life cycle.The maintenance approach is complemented by designing serviceable, low‐maintenance and reliablesubsystems within the <strong>OTEC</strong> system. Where possible, pumps have been located in areas that can beaccessed by divers. Some subsystems have been configured to be removed as a complete module toreduce maintenance complexity.3.3.9.1 Maintenance and LogisticsComponent performance validation activities will lead to the creation of maintenance, spares and repairplanning. An essential element of overall program planning and execution is the development of theSupportability Conops, from which the Integrated Logistics Support Plan (ILSP) is developed. TheSupportability Conops forms the basis for the execution of the sustainment portion of the program uponcontract award. This Conops describes the support concept for each of the phases in the life cycle of theprogram, and documents the program's risk/opportunity management activities, including the methodsof risk/opportunity identification, assessment, handling, and reporting. It identifies the metrics to beused to measure the effectiveness of the sustainment process during the operation and sustainmentConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 201
portion of the life cycle. It is defined at program inception, and is a prerequisite to system/productdesign and development.The Supportability Conops is an analysis that reflects the system requirements as stated by thecustomer, and provides the details of the planned approach to supportability and sustainmentthroughout the life of the system. It contains a description of support levels, major functions associatedwith each level of maintenance, basic support policies, effectiveness factors and the primary logisticsupport requirements.The development of a maintenance plan will be driven by the philosophy that both preventive andcorrective maintenance will utilize in‐place maintenance and repair to the maximum extent possible.When this is not possible or the component is underwater, the item will be removed using installedlifting gear and transferred to support vessels for delivery ashore for depot‐level maintenance/repairrequirements.The Contractor will create an ILSP to ensure system performance, availability and reliabilityrequirements are met. The ILSP will outline the establishment of the logistics and sustainment activitieswhile balancing cost, schedule, and resources.Logistics elements that would be addressed in detail in the ILSP are: Maintenance Planning (including Repair Level Analysis) Logistics Support Analysis (LSA) Support and Test Equipment (S&TE) Supply Support/Supply Chain Management (to include provisioning, depot repair, and sparesmodeling) Packaging, Handling, Storage, and Transportation Technical Publications Facilities Manpower and Personnel Training and Training Devices Configuration Management (CM) DisposalThe ILSP will also identify and provide detail related to the system maintenance concept as dictated bythe sustainment strategy. The strategies fall into three broad categories to include:1. Contractor Logistics Support (CLS) – A commercial company is responsible for the completelogistics support of the fielded system (full system performance based logistics support)Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 202
2. Government‐Industry Partnership – Logistics support is shared between commercial companiesand government entities using contracts and business agreements to define individualresponsibilities (Performance Based Logistics Partnerships‐SCM, Repair/Return, etc.)3. Full Organic Support – Government organizations are responsible for the complete logisticssupport of the system (directed by the statutory limitations of Title 10 USC)3.3.9.2 Operations<strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> Operational Procedures will be developed from the standard operations of refrigerationand electricity production facilities, combined with existing offshore energy industry practice and <strong>OTEC</strong>system experience. Capturing the best practices and lessons learned from experience in these industrieswill expedite procedure building and anchor the <strong>OTEC</strong> <strong>Mini</strong>‐spar within the industrial landscape.3.3.9.3 Health and SafetySafety of the installers, operators, service technicians, and other occupants of the <strong>Mini</strong>‐<strong>Spar</strong> platform isparamount to the success of program. An ample budget will provide reliable on‐platform health andsafety systems and safety equipment as described in Section 2.4.4. A holistic safety plan for dailyoperations, maintenance, crew transfers, and accommodations will include training of the residentpersonnel for established procedures during daily operation and especially in the event of anemergency. This plan should address all of the following phases of the program: 1) construction phase;2) deployment phase; 3) ammonia loading; 4) start‐up; 5) operation phase; 6) maintenance (includingunder‐water inspection); 7) shutdown; 8) emergency evacuation in case of massive ammonia leak;9) evacuation/safety during heavy storms; and 10) bringing the <strong>Mini</strong>‐<strong>Spar</strong> back to port for majorservicing.The Program Health and Safety Plan will meet USCG requirements and include an Evacuation Plan, a Fireand Gas Detection Response Plan and Man Overboard procedures, among others. Some of these plansand procedures are standard in offshore oil and gas and commercial shipping industries. Others willneed to be uniquely designed to address the <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> program‐specific configuration. Theseplans will be developed well in advance of platform installation and operation to ensure ample time forthe implementation of training.3.3.9.4 TrainingFormal training will begin at vendor factory locations. Informal training will develop as platformpersonnel work together with vendors and fabricators during shipyard fabrication and pre‐Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 203
commissioning. Personnel hiring practice will favor individuals with existing certifications and currenttraining. On‐the‐job training is still expected to be significant and knowledge management practices willbe crucial to capturing the specific and relevant aspects of operating an offshore <strong>OTEC</strong> facility.3.3.10 Site Installation and Full System CommissioningThis phase of the project can only proceed once all permits are in place for the specific location off ofKauai, near PMRF. <strong>Spar</strong> upending and hook‐up plans will cover the upending of the spar, mooring hookupand CWP connection. The details of these efforts are in Section 2.8.2 “Platform Installation.”Connection of the submarine power cable is not performed at this time and is deferred until after theDemonstration Period is complete.Full commissioning of all platform and <strong>OTEC</strong> systems in preparation for onsite operations will repeatsome efforts of pre‐commissioning and factory acceptance tests. Key platform systems will becommissioned first as part of the mooring and CWP hook‐up sequence. Full commissioning for platformservice start‐up will begin after the spar is installed on site in the mooring spread and the CWP has beenconnected. Systems pre‐commissioned during spar fabrication will be unstowed and re‐commissioned.3.3.10.1 Platform Service StartupThe platform “start‐up” diesel generator set will be activated and all systems run through final tests.First, all safety systems will be tested, including paging and alarm, satellite communications, network,fire detection, pumps, gas detection system and marine safety systems. Seawater systems will bebrought online and checked. Piping and electrical systems interconnecting the spar body with topsidesequipment will be constructed and checked. At this time the fuel oil transfer system, MSD, andwatermaker will be brought online.Bulk transfers from a supply vessel will be scheduled within the full commissioning plan. Bulk transferswill include fuel, potable water and ammonia.3.3.10.2 <strong>OTEC</strong> Process StartupUndo tasks required for upending; refill of lube oil, unblocking of equipment and shaftsRepeat pressure and electrical integrity testsBring house power, instrumentation and control systems online and perform a SCADA built‐intest of the instrumentation and control systemSeawater pump tests; power, flow rates, head loss, heave response, vibration measurementConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 204
Verify sensor calibration and process control functionalityLoad Bank Commissioning3.3.10.3 Ammonia Circuit Start UpValve control testsVFD and motor/pump testsVent pressure and pull vacuum on circuitFillPurge non‐condensable from systemNH3 temperature, level and pressure sensor calibrationAmmonia pump operation (run in bypass mode, no turbine)NH3 flow meter calibrationHX performance verification3.3.10.4 Turbine‐Generator CommissioningUnblock shaft and refill lube oilsVerify alignment and rotation of unitTest process control circuit and valvesequencingVerify operation of safety systems includingturbine trip valve controls, emergencyshutdowns and all fail‐safe functionsPerform generator electrical tests and built‐intestsVerify power‐handling circuit and connectionto load bankStart up turbine‐generatorFine tune turbine‐generator performanceWith turbine running at 2/3 mass flow capacity(66%), at 100% speed (1800 rpm), generatorwould be at 60% output (see Figure 3‐3),enough to allow <strong>Mini</strong> <strong>Spar</strong> to operate without<strong>OTEC</strong>’s start‐up generator.Figure 3‐3 Mass Flow vs. Power3.3.10.5 Personnel RequirementsAfter the <strong>OTEC</strong> platform is anchored on site and the CWP is pulled into place, commissioning crewloading will become intense. Although elements of the system will have been pre‐commissioned in theshipyard it is not until this time that all subsystems will be brought online and operated together. Thiswill be a unique and highly publicized operation. Commissioning will require or otherwise attractmultiple disciplines for varying durations, including in‐house engineering and technical personnel,Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 205
numerous vendor technicians, personnel with professional, financial and political interests in theoutcome of the operation, and platform operating personnel. A draft list of necessary personnel andpotential visitors during commissioning follows.– <strong>OTEC</strong> team management: Up to four, includes team leads of the various subsystems– Turbine‐Generator: Up to four vendor personnel during start‐up of turbine onsite afterammonia bypass is up and running– Ammonia circuit: Up to four ammonia pump, valve, purge and oil‐separator reps– Seawater pumping system: One each mechanical and electrical reps– Electrical system, includes load bank: One power engineer and two EE technicians– Instrumentation and Control: Two to five sensor reps, three electronic and three software fieldsupport personnel– Chlorine generator: One chlorinator and one disinfection representative– ABS: Up to two surveyors– Navy reps: An indeterminate number on numerous occasions– Financiera: An indeterminate number on numerous occasions– Joint venture rep and video team: Numerous occasions– Congressional Rep and media entourage: Numerous occasions– Platform Personnel: Six, includes marine crew– Environmental monitoring scientist (1) and technician (1) with occasional visiting Navy, scientistsand regulatory personnelPrior to the commissioning operation a detailed task/resource schedule must be developed tocoordinate and optimize available resources. Manning profiles for the commissioning phase will dependupon the final configuration of the platform’s accommodations, local personnel transfer options andshore side infrastructure and will be subject to some general limitations.The platform currently has overnight accommodations for 12 people, with the potential to addtemporary accommodations for 12 additional personnel in a second accommodations module.However, these accommodations will fall far short of many standards for offshore habitability.The platform is approximately 10 nm offshore, about a one‐hour transit by boat.24‐hour operation is expected during commissioning.Some commissioning activities can or must be done in parallel, others in series. Commissioningactivities will be scheduled to minimize the number of personnel required on the platform atany one time.Non‐critical personnel will be kept to a minimum during the day, and dismissed from theplatform altogether during evening hours. Only the platform’s marine crew and those runningtime‐sensitive commissioning activities will stay overnight.The creation of the detailed commissioning plan is left for the next phase.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 206
3.3.11 Two‐Year Demonstration ProgramFollowing the full system commissioning phase, the pilot plant will proceed directly into an operationaldemonstration phase for the remainder of the 2‐year pilot demonstration.3.3.11.1 Operational Monitoring DataThe major objectives of the <strong>OTEC</strong> Pilot program are 1) to demonstrate the <strong>OTEC</strong> system operationalavailability; 2) to validate system design performance; and 3) to demonstrate system reliability. In orderto achieve this objective, a pro‐active operational monitoring plan will be implemented. The majorsubsystems that will be monitored include: Platform Dynamics Heat Exchangers Seawater Subsystem Electrical Subsystem Ammonia Subsystem Biofouling and CorrosionThe management of the collection, analysis and feedback of operational data is crucial for an effectiveoperation of the <strong>Mini</strong>‐<strong>Spar</strong> and also for taking proactive measures to prevent interruption of operationsand to protect equipment. Figure 3‐4 provides a preliminary information management flow andprovides the basis for a decision‐making process.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 207
<strong>OTEC</strong>CommunityPublicationMajorFindingsTest DirectorContractorAnalyzed Dataand ResultsAgenciesNAVFAC, NAVY,NOAA, EPA, OtherChanges andOperationalGuidelinesAll DataContinuouslyExperimenters,Equipment Vendors,and AnalystDailyMonitoringTest Directoron SiteData Collection andAcquisition SystemEssential Data BeforeAnalysisData RequirementSpecification by TestProgramFigure 3‐4 Operational Data Collection and Analysis FlowPlatform Dynamics: Two primary objectives are associated with measuring platform dynamics: (1)monitor the integrity of the platform structure and systems, and (2) validate the hydrodynamic modelsof vessel response using full‐scale real time data. A summary of measurement systems that would berequired for maintaining a historical record of platform dynamics follow.Wind, wave and current data: Wind can be measured with a standard anemometer, mountedaway from obstructions. Wave data can be measured with radar or infrared sensors, mountedat the corners of the platform, so that directional information can be derived. Current data canbe collected using platform‐mounted, outward‐looking acoustic Doppler current profilers.Hydrostatic (draft, tilt and deadweight condition): Draft can be measured with a pneumofathometer,while tilt (trim and list) can be measured with simple inclinometers. The principalcontributors to changes in deadweight condition are liquid loads, which could be monitoredusing tank level gauges. However, since these are not expected to be changing significantly orrapidly, we recommend that deadweight data be logged manually.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 208
Motions (classic six degrees of freedom, plus linear acceleration in three planes): Translationin three planes can be measured by differential GPS, while linear accelerations can be measureddirectly with accelerometers. They can be augmented by angular rate sensors to measure tiltand a flux gate compass to measure heading.Mooring line tensions: The chain stopper/fairleads at the mooring line connections can beinstrumented with calibrated strain gauges to provide real‐time tension information.CWP loads at platform connection (vertical and horizontal): Again, calibrated strain gauges inthe CWP connection fixture can provide real‐time pipe loads in three planes.CWP strain: It is possible to measure pipe strain with an array of sensors in the cold water pipe.These would need to be the LVDT or variable potentiomenter type as the strains are too high forstrain gages. Most of the measurement should be near the top of the CWP because that iswhere the highest strains will be occurring. At the same time, a 3‐axis accelerometer will beemployed at the base of the platform to define excitations. A program for using this data toderive pipe motion, flexure and stress monitoring information will be developed in the nextphase of design.Seawater System: A major objective is to maintain continuous seawater flow through the heatexchangers. Understanding the flow performance will be achieved by monitoring: a) the pumpoperation (power) on a continuous basis; b) the seawater flow rates at three locations (cold, warm,discharge) with reliable and redundant flow meters; c) macro‐fouling of warm water inlet screen thatwould cause inlet flow blockage by monitoring water pressure inside and outside the inlet screen andvia visual observation using an under‐water camera; d) biofouling of heat exchangers that would impactflow rates by monitoring pressure before and after each heat exchanger; e) biofouling of the cold waterintake screen by monitoring pressure before and after the screen; f) temperatures at inlet and outlet ofheat exchangers; g) measure water flow ratio by measuring the temperature of the combined discharge;and f) pressures and/or direct measurements of pressure drops at strategic locations to monitor flowlosses through manifolds.A crucial monitoring consists of the interactive dynamic effects of the platform, due to varying seaconditions, and the performance of the pump to maintain sweater flow rates for an optimumperformance of the <strong>OTEC</strong> power cycle. The fluctuations, specifically large surges, of seawater flow rateshave significant impact on the operation of the <strong>OTEC</strong> power cycle. The above measurements coupledwith platform motions and sea states will be adequate to monitor the pumping dynamics.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 209
Monitoring the seawater flow rates is an essential part of the 2‐year test program. Seawater flowmeters are susceptible to damage, malfunction and/or drift. Therefore, selection of the flow meter,preferably duplicate flow meters, is crucial for monitoring the seawater system. Furthermore, routinemaintenance and spot‐check of their functionality should be part of the 2‐year program.Finally, potential ingress of air bubbles in seawater is a common issue. Therefore, it should bemonitored using an appropriate sensor or camera installed at a strategic location.Ammonia System: The three primary purposes of monitoring the ammonia systems are to maintainoptimum power generation, system stability, and safety. This will be achieved by monitoring:a) temperatures and pressures throughout the power cycle; b) the presence of water in ammonia; c) thepresence of oil in ammonia; d) the presence of non‐condensable gases; e) ammonia inventory inindividual buffer and demister tanks; f) total, system plus storage, ammonia inventory for maintainingthe operation even after loss of ammonia due to unsuspected leak; g) pump operation; h) pressure dropacross inlet strainer of the ammonia pumps to monitor collection of corrosion products and other solidparticles; i) flow rates; and j) system performance to monitor cumulative effects.The <strong>Mini</strong>‐<strong>Spar</strong> <strong>OTEC</strong> power system consists of three sets of Hxs (evaporators and condensers) andammonia subsystem, including pumps, which are connected to a single ammonia turbine. Depending onthe dynamic performance of individual Hxs and pumps, seawater as well as ammonia, ammoniainventory may or may not divide evenly among the three subsystems. Therefore, it is essential tomonitor inventory in each subsystem by monitoring the liquid levels in buffer as well as demister tanks.It is highly recommended to connect the three buffer tanks to balance the ammonia inventory. Thepresence of water in ammonia is not acceptable due to severe impact on the overall performance andpotentials for localized corrosion. Routine sample will be taken from the demister tank, where thewater tends to accumulate, to monitor the presence of water in ammonia. The presence of noncondensablegases would significantly degrade the thermal performance of the condenser. Monitoringthe temperature of the condensate in the buffer tank and the pressure provide an indication of thepresence of non‐condensable gases. Anytime the condenser performance is significantly lower thanexpected, purging should be implemented.Ammonia pressure would be greater than the static hydraulic pressure of the seawater surrounding theammonia system. Therefore, ammonia would leak out to the surrounding seawater, if leaks develop atConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 210
one of the flange joints or instrument ports or valve fittings. Monitoring of the presence of ammonia inseawater at locations of potential leaks will be part of the 2‐year test program.Hxs: The primary purpose of monitoring the Hxs is to maintain their optimum thermal performance andproduce test data for scaling to commercial <strong>OTEC</strong> plants. They will be highly instrumented to determinethe thermal and hydraulic performance. The key performance parameters, measured directly orcalculated onsite, are: a) the rate of heat transfer; b) overall heat transfer coefficient; c) pressure drops,on the seawater as well as ammonia side; and d) operational stability, cyclic vs. steady‐state operation.The <strong>Mini</strong>‐<strong>Spar</strong> provides an opportunity to determine the thermal performance of the prototype Hxsbased on which commercial plants would be designed. Therefore, the quality of test data is the primaryfocus of the 2‐year test program. To achieve this objective, monitoring and maintaining the instrumentmeasurement accuracies will be essential. This will be accomplished by routine calibration andbenchmarking tests.The effects of befouling on thermal performance would be observed. However, accurate measurementof biofouling cannot be monitored from the overall heat transfer coefficient. Therefore, it is essential toinstall a biofouling monitoring sensor as described in the following section. In order to observe build‐upof biofouling or even macrofouling in the inlet seawater header, it may be necessary to install cameras.This is specifically required as a preventive measure for the <strong>Mini</strong>‐<strong>Spar</strong> because the Hxs are not readilyaccessible.Electrical SystemDuring the first two years, the <strong>OTEC</strong> power plant will not be connected to shore. Power will bedissipated locally into a resistive and inductive load bank. The purpose of the initial two‐year testprogram is to demonstrate capacity performance and demonstrate that power produced meets industryand Navy power quality standards ahead of connecting to the PMRF substation. As a prerequisite to thetesting program, all safety devices and emergency shutdown must first be demonstrated and approvedby authorities having jurisdiction.The testing program will consist of two phases. The first phase will consist of slowly bringing the powerplant to its maximum capacity and tuning control parameters and gains to produce the required powerquality. The second phase will consist of simulating the dynamics of the grid to verify readiness forConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 211
connection to the PMRF power substation and commission the plant to obtain approval from authoritieshaving jurisdiction.The first phase of the electrical test program will consist of progressively ramping up and ramping downthe load bank power demand. Adjustment of the load bank will be made to adjust resistive load up to2.5 MW and to adjust reactive power demand power factor from 1.0 to 0.8. Essential power plantparameters will be measured, recorded, and analyzed including the Rankine power cycle pressures,temperatures and flows as well as Hx performance. Turbine performance including its shaft poweroutput as a function of gas mass flow and throttle valve setting will be measured. Power qualityproduced by the generator will be analyzed under slowly varying loads and adjustments will be made asneeded. Stability of the turbine RPM will be analyzed and electronic governor PID gains will be adjustedto achieve the required frequency tolerance. Voltage stability will be analyzed and generator powermanager set points will be adjusted accordingly.The second part of the testing program will focus on the power plant performance and its response topower demand changes as expected from the grid. To simulate the grid, the load bank will bedynamically controlled to increase and decrease the demand for real power and for reactive power. Amassive power rejection will also be simulated. Response of the power plant including the turbogenerator and the Rankine cycle and all safety and fail‐safe devices will be analyzed and power qualitywill be monitored to evaluate readiness for power delivery into the PMRF grid.Biofouling and Corrosion: 100 to 150 ppb of chlorination applied for one to two hours per day shouldcontrol biofouling of the evaporators. This level of chlorination was established based on a multi‐yeartest program using a single‐flow channel. In the absence of long‐term operational data of full‐scalebrazed aluminum Hxs, it is important to monitor change in biofouling propensity of the surface warmwater, so that optimum (dosage and duration) chlorination can be applied based on change in biochemistryof the seawater. Macrofouling can develop on the warm seawater screens. Routinemonitoring and cleaning would be part of the maintenance. Biofouling of the condenser would benegligible; however, after long shutdown it is important to determine if significant biofouling occurred.It can be monitored by comparing the thermal performance before and after applying chlorination.Corrosion of the brazed aluminum evaporator is a major concern. Routine observation will be requiredto detect significant corrosion in the water box and also of extruded flow passages. This can beaccomplished by installing remotely operated video camera or manual inspection periodically. The <strong>Mini</strong>‐Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 212
<strong>Spar</strong> also provide a good opportunity to monitor corrosion of modular test heat exchanger that willfollow the operation of the full scale heat exchangers, i.e., shut‐down, flow velocity, water bio‐chemistryetc.Inspection of external corrosion of ammonia pipes, heat exchangers, and support structures will be animportant element of the 2‐year test program.3.3.11.2 Maintenance Monitoring DataThe <strong>Mini</strong>‐<strong>Spar</strong> will be a heavily instrumented system, and the Instrument and Control (I&C) system willbe capable of monitoring, logging and processing equipment health sensor data at appropriate samplerates via its computerized data acquisition system. All critical devices are instrumented, includingrotating machinery for vibration and temperature and pressure, electrical subsystems for temperatureand integrity, submerged equipment for water intrusion. The maintenance monitoring capabilityprovides the operator with maintenance intervention guidance and provides diagnostics formaintenance. It also performs automatic fail‐safe procedures when adverse conditions are detected toprotect equipment from catastrophic damage. Equipment‐critical parameters are recorded in thehistorian server as an aid to service personnel for diagnostic. Section 2.7 provides additional descriptionsof the protective instrumentation required to monitor the <strong>OTEC</strong> platform equipment.In addition to these automated actions, periodic inspections via ROV or diver should be conducted. Themaintenance‐related monitoring of the <strong>OTEC</strong> power system includes the following components:Ammonia process system– The cycle parameters (flow rate, pressure, temperature) are continuously sampled andperiodically logged. Automated anomaly detection should be implemented into the I&Csystem so that malfunctioning sensors can be conveniently and quickly detected andreplaced.Corrosion monitoring of the brazed aluminum evaporator– Monitor corrosion using a combination of pre‐installed electrodes to obtain ElectrochemicalImpedance Spectroscopy readings, as well as periodic visual and ultrasonic thickness probesdeployed by ROV or diver– Periodically inspect galvanic isolation mounting hardware for wabes– Monitor effectiveness of galvanic isolation by using cathode potential probes deployed byROV or diverMacrofouling of warm seawater screens and ducts– Hourly inspection by pre‐installed camera, and periodic inspection using ROV or diver– Clean by using a ROV or diver with remote intervention tools (modified hull scrubbers, waterjets, or acoustic device)Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 213
Macrofouling of cold seawater screens– Hourly inspection using three or more pre‐installed cameras, and periodic inspection usingROV or diver when an anomaly is detected. Inspections should be periodic and of shortduration so that the camera lights do not promote growth within the cold water ductingSeawater pumps for predictive maintenance– The optional Flygt MAS711 seawater pump monitoring system shall be purchased for theseawater pumps. The MAS system monitors the pumps’ temperature, leakage, vibration,current and power. It communicates with each pump’s memory for routine back‐up ofoperation data, and provides the data to the platform’s SCADA systems via Ethernet,Modbus or modem.– Periodic inspection of the impeller will be performed based on vendor’s recommendationAmmonia pumps, remote monitoring for predictive maintenance– The platform’s instrumentation and control system will periodically log the ammonia systempressure and flow. This data can be used in conjunction with speed, power, and powerfactor data from each pump’s VFD in order to monitor the efficiency, providing a trend logof each pump’s health.– Other sensors that will be installed for predictive maintenance include a vibration sensorused to monitor bearing wear, and ground fault monitoring.Ammonia connections, flanges, valves and other fittings– Ammonia will dissolve in seawater and change local pH. Sensors should be installed atstrategic locations to detect ammonia leaks.Turbine/Generator– The turbine instrumentation monitors temperature of the bearings and vibrations of theshaft and bearings per API 670 using a Bently Nevada or equivalent turbine supervisoryinstrumentation (TSI) system.– Bearing and shaft vibration FFT analysis is performed by the supervisory controller usingaccelerometers and proximity sensors as input to the diagnostic algorithm.– Turbine RPM is monitored by triple redundant magnetic pick up sensors– The unit will be fitted with gauges to monitor lube oil pressure and temperature– Monitor the generator winding temperature and monitor the generator cooling fluid flowand initiate fail‐safe mitigation procedure if abnormal conditions are reportedElectrical System– The platform power distribution I&C system monitors and manages Power distribution to all auxiliary systems including lighting, HVAC, ballast system,cranes and winches etc. The battery backup UPS system is also monitored and controlled by the PMS. Batterystate of charge and temperature is constantly monitored and reported to the PMS. Faulty circuit isolation presents electrocution hazard to personnel and can damageequipment. Circuit isolation integrity is monitored by line isolation monitors (LIM) tomonitor in real time the isolation of the power system from ground. A potential supplierof the LIM is Bender.– Additional monitoring will be provided with alarms related to: Over voltage/under voltage Loss of synchronies frequency Ground faultsConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 214
Temperature rises– Submarine cable monitoring: LIMs monitor the integrity of the submarine cable insulation, especially detectingseawater intrusion and triggering alarm and circuit interruption if a fault is detected Distributed temperature sensor: A fiber‐optic distributed temperature monitors thesubmarine cable monitor internal temperature using one embedded optical fiber and atrigger alarm if cable over‐temperature due to overload is detected.3.3.11.3 Environmental Monitoring DataEnvironmental monitoring requirements are presented in Section 3.4. Environmental monitoring will beconducted from both on‐ and off‐platform locations. The details of the monitoring will be defined by amonitoring plan developed in concert with design. On‐platform monitoring will focus on entrainmentand impingement effects of water movement. Other chemistry parameters will be monitored onplatformto determine primary discharge data. Concurrently during operations, similar chemistryparameters will be monitored off‐platform from surface vessels to focus on plume characteristics andmodel verification. During permitting and regulatory consultations, additional monitoring parametersare likely to be added and cannot be reliably estimated at this time.Baseline water chemistry will be optimally conducted for two years preceding the <strong>OTEC</strong> Pilot test.Water chemistry parameters and biological parameters are discussed in more detail in Section 3.4.During operations, the following water chemistry from both on‐ and off‐platform locations will beneeded: Salinity Dissolved oxygen Dissolved inorganic carbon Alkalinity pH PCO 2 Inorganic nutrients (dissolved P, N, and Si species) Dissolved organic matter Particulate C, N, P, and biogenic silica Selected HPLC measurements of chlorophyll for calibration of fluorescence measurements Measurements of adenosine 5’‐triphosphate (ATP) to estimate living microbial biomass at alltrophic levels, from large zooplankton to cyanobacteria Possibly selected measurement of trace metals such as copper, iron, mercury, and others,particularly in the vicinity of the cold‐water intake locationOn‐platform biological sampling will include the following:Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 215
Intake screen observations (remote) Hx screen biological screen sampling and identificationMeasurements should begin before the deployment to establish the benchmark and should be followedat an approved frequency for each parameter.3.3.11.4 Net Power Generation and Efficiency DataThe two primary purposes of monitoring the power generation and correlating with the systemperformance for an overall thermal efficiency are to: 1) validate the system design; and 2) analyze thedynamic behavior of the <strong>OTEC</strong> power generation. Figure 3‐5 provides the basic framework ofmonitoring power generation and tracking system efficiency. A detailed plan will be developed duringthe detailed design phase.NetPowerParasiticPowerModel EstimatingParasitic PowerGross Powerat the T/G Set<strong>OTEC</strong> Power CycleModel<strong>OTEC</strong>Power CycleMeasuredPerformanceParametersFigure 3‐5 <strong>OTEC</strong> Process Performance Data MonitoringIn order to monitor the net power generation and correlate it with system efficiency, an <strong>OTEC</strong> powercycle model must be available at the test site and interface with the data acquisition system to takeprocess parameters as input. The gross and net powers will be measured. The data acquisition systemConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 216
will be designed to store the data as a moving average. These data will be fed to the <strong>OTEC</strong> power cyclemodel for calculation of the gross power. Any difference in measured and predicted gross power will betracked down to the subsystem and component level in a “layered” analysis to identify the element(s)with significant difference(s) between predicted and measured performance. Once the gross power isvalidated, the parasitic (measured gross minus net) power is compared with the model predictions.Again, a systematic analysis will be performed to track down the subsystem and/or componentresponsible for any significant deviation. This monitoring scheme will significantly enhance the toolsrequired to design a commercial <strong>OTEC</strong> plant with a high level of confidence in predicted performance.This dynamic performance monitoring is a major task requiring a detailed plan to be developed in thefinal design phase.3.4 Environmental ManagementTable 3‐4 Literature Cited in Section 3.4CitationReferenceLockheed‐Martin 2010 Lockheed‐Martin (2010). <strong>OTEC</strong> System <strong>Design</strong> Report CDRL A003, ContractN62583‐09‐C‐0083.UN 1987UN (1987). Our Common Future, Chapter 2: Towards SustainableDevelopment, Section IV Conclusion. G. H. Brundtland, UN: 20.CEQ <strong>2011</strong>CEQ (<strong>2011</strong>). Regulations for Implementing The Procedural Provisions of the<strong>National</strong> Environmental Policy Act (NEPA). 40 CFR 1500‐1508, Code ofFederal Regulations. 40.OPNAV 2007OPNAV (2007). OPNAVINST 5090.1C Environmental Readiness ProgramManual.NOAA 2010 NOAA. (2010). "Interim Sound Threshold Guidance." Retrieved 12/6/2010from http://161.55.76.129/Marine‐Mammals/MM‐sound‐thrshld.cfm.40 CFR 1508.20 Title 40 Code of Federal Regulations Part 1508.20 MitigationUSGBC 2010USGBC. (2010). "Introduction ‐ What Leed Is." Retrieved 12/16/2010 fromhttp://www.usgbc.org/DisplayPage.aspx?CMSPageID=1988EPA 2010"Pollution Prevention (P2)." Retrieved 12/3/2010 fromhttp://www.epa.gov/p2/index.htm.3.4.1 IntroductionEnvironmental planning includes environmental compliance activities before, during and aftercompletion of the project; it involves both substantive and procedural activities. For example,environmental planning includes assessing environmental impact, defining environmental designrequirements, collaborating with design to avoid or reduce environmental impact and coordination withConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 217
egulatory activities. Environmental planning coordinates with project operations during projectimplementation to insure adherence to commitments and regulatory requirements. Environmentaloperations include activities to monitor environmental impact and maintain project operations withinenvironmental compliance specifications set during environmental planning.This report will help prepare project designers and the Navy to complete environmental planning for the2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant, assumed to be operating exclusively as a pilot near the Navy PMRF off thewestern coast of Kauai, <strong>Hawaii</strong>. This section will briefly orient the reader to environmental planningconducted previously as part of the FY 2010 NAVFAC project work (<strong>LM</strong>, 2010) and identify follow‐onactivities needed to maintain environmental compliance continuity.The <strong>OTEC</strong> Environmental Management System (EMS) follows structured systems engineeringarchitecture developed previously by <strong>LM</strong>. The <strong>OTEC</strong> Pilot EMS architecture is divided into twosegments: C1000 Planning and Permitting and C2000 Operations and Monitoring. Planning andpermitting includes five elements similar to a typical work breakdown structure (Figure 3‐6 and Table3‐5). The C1000 elements are representative of sequential work packages required to completeenvironmental planning requirements before construction of an <strong>OTEC</strong> technical development project.This report completes C1210, Final EMS System Requirements applicable to the 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> PilotPlant. The EMS and Element C1210 were initiated under a previous <strong>OTEC</strong> technology developmentcontract (<strong>LM</strong>, 2010). Please refer to the earlier <strong>OTEC</strong> EMS reporting for additional detail.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 218
Figure 3‐6 Environmental Management System C Hierarchy Focusing on C1200 Baseline PlanningSE IDC1200C1210C1220C1221C1222C1223C1224C1225Table 3‐5 <strong>OTEC</strong> EMS Subsystem Detail for C1200 Baseline PlanningComponent NameBaseline PlanningFinal EMS System RequirementsEnvironmental Baseline DataLiterature ReviewEnvironmental Information Gap Analysis Based on Literature ReviewEcological Resources Geographically Identified for the Proposed Project SiteField Study Objectives and Operational HypothesesExisting Conditions Data Collection (Field Work)Environmental requirements serve as thresholds of the potential for significant environmental impact.The environmental requirements provided here have been identified from a comprehensive analysis ofthe potential for each design system component to interact with and have an effect on ecosystemConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 219
components. By attending to environmental requirements at an early stage in technology development,the risk of redesign and subsequent delay in schedules and cost overruns can be managed. The broadobjective here is to have no environmental regulatory “surprises” during permitting.Environmental management system requirements also help to support a sustainable <strong>OTEC</strong> design.Sustainable development has been defined by the United Nations as “development that meets theneeds of the present without compromising the ability of future generations to meet their own needs.”(UN 1987) Thus, <strong>OTEC</strong> designs must be capable of long‐term operation without depleting naturalresources or causing ecosystem change that results in depleted natural resources. In this context, theconcept of impact significance can be used as an indicator of non‐sustainability.The task of formally determining impact significance belongs to the Navy. Contractors conducting FEEDcannot do this for the federal agency. However, contractors can proactively take action to avoidpotentially significant impacts by applying environmental requirements built upon existing industrystandards and regulatory thresholds. The potential for impact significance is a federal agency judgmentcall gauged by the context of the impact and the intensity of the impact (CEQ <strong>2011</strong>). Context refers tothe significance of the impact in terms of individuals, locales, regions or society as a whole. Intensity istypically the degree of impact as quantified and compared to some existing standard or threshold.Standards and thresholds offer generally accepted requirements specific to the federal agency, stateand locale. For example, water quality standards are established to quantifiably determine a point atwhich some constituent becomes unhealthy and, thus, unsustainable. The Environmental ProtectionAgency (EPA) develops primary water quality standards for the nation. Each state augments the EPAstandards to apply to receiving waters in the state. Many such standards exist and can be used toindicate thresholds of significance and sustainability.It is important in application to understand that environmental thresholds are procedural indices, notprohibitive limits. Environmental thresholds are equivalent to significance criteria commonly used as aprocedural tool during compliance with NEPA. During design, features that meet environmentalrequirements are unlikely to be constrained or modified by regulators at a later date. When designexceeds an environmental requirement, the likelihood of environmentally directed design modificationsincreases. Also, additional procedural, analytical and substantive requirements can be required, alladding time and cost to the implementation of a project. As illustrated in Figure 3‐7, early and rigorousapplication of environmental requirements can generate administrative record that can be used by theConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 220
Navy to support inherently governmental documentation and decision making. It is important toidentify and manage requirement exceedances during FEED to manage risk of delay and redesign duringenvironmental permitting.Figure 3‐7 Environmental Requirements Integration during FEED to Manage Risk of Delay andRedesign during Federal Agency Environmental Regulatory ProcessThe analyses reported here provide information for use by the Navy in assembling an environmentaladministrative record. Under NEPA, a Navy determination of significant impact requires a detailed,evidence‐based analysis of the impact cause, the resulting degree of impact, actions taken to avoid orminimize the impact and, finally, a conclusion of impact significance. NEPA regulations also encouragethe amelioration of potentially significant adverse environmental impacts when properly balancedagainst technical, logistic and economic considerations. Navy NEPA procedural compliance(OPNAV 2007) requires the Action Proponent to identify and plan for compliance with regulatoryprocesses, permits, consultations and Executive Orders that must be completed before implementing aspecific project. The NEPA process cannot be completed until reasonable and coordinated regulatoryplans are identified. These procedural requirements dictate the need for a credible information baselineto support Navy conclusions during the NEPA process. Thus, technology development under contract tothe Navy may either attend to environmental issues before and during design, or allow theConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 221
environmental regulatory process to dictate design features afterwards. This report seeks to achievethe former through integrating environmental requirements during FEED.The environmental requirement integration process will recur during FEED. Each instance of applying anenvironmental standard is documented and assembled into an administrative record to documentdecisions and underlying rationales. Because environmental requirements are based on knownregulatory and industry thresholds and standards, designs meeting such requirements are likely to beaccepted by regulatory agencies during federal NEPA and permit processes. The administrative record isavailable for use by the Navy to substantiate NEPA conclusions of environmental impact and todemonstrate to regulatory agencies that a deliberative effort has been made to appropriately balancelong‐term environmental impact against short‐term technical, economic and logistic necessity.Environmental requirements integration during FEED is a proactive approach to identify the risk ofsignificant impact, adjust systems to avoid or minimize the risk of significant impact, and, ultimately,develop an environmentally sustainable technology. <strong>Design</strong> systems are assessed to determine whetherenvironmental requirements are met. If not, the affected system elements are adjusted to avoid orreduce potential impacts to meet environmental requirements. This is an interactive process betweenenvironmental professionals and design engineers.Of course, design features can only be adjusted within the scope of overarching program objectives.When environmental requirements appear to drive design features out of this scope, a design tradeoffanalysis must document design alternatives considered, environmental mitigation considered and thefinal design decision that balances engineering, cost, logistic and environmental factors to meetprogram objectives. This information demonstrates to regulators that design has rigorously consideredalternatives having less environmental impact, but that such alternatives fail to meet programobjectives.3.4.2 Environmental Planning Requirements3.4.2.1 Requirements AnalysisA comprehensive analysis of the risk of potentially significant impact was conducted to provideinformation to assist the Navy in developing their compliance strategies and for use during regulatoryprocedures (Appendix I). The analysis is based on research of existing industry standards and regulatoryConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 222
thresholds. On the whole, the analysis is consistent with the findings of the <strong>OTEC</strong> workshop conductedby the <strong>National</strong> Oceanic and Atmospheric Administration (NOAA) in <strong>Hawaii</strong> (June 22‐24, 2010; seeAppendix J, Table 1) (NOAA 2010). Appendix I concludes with a listing of priority ecosystemcomponents, environmental requirements, affected <strong>OTEC</strong> system components and further need forenvironmental baseline data and analysis. Of interest to Navy environmental planning, environmentalrequirements applicable to <strong>OTEC</strong> in general were sorted as derivations of Environmental Laws includedin Appendix K. Environmental requirements presented here are adapted from Appendix I. They havebeen slightly revised for clarity and applicability to the 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant and orderedaccording to the affected ecosystem component.When design is maintained within the environmental requirements, flexibility is retained without regardto potential environmental effects. When design exceeds an environmental requirement, the designmust include a deliberative and demonstrable investigation into alternatives that may mitigate theenvironmental exceedance of the original design concept. Final designs may exceed originalenvironmental requirements, but only when supported by documented tradeoff studies involvingconsideration of environmental impact and supported with quantitative evidence. Environmentalrequirements do not constrain, they only restrain the conduct of a design effort.3.4.2.2 Priority Environmental Impact IssuesThe requirements analysis provided in Appendix I resulted in a prioritization of individual ecosystemcomponents according to the potential for impact significance. The potential for impact significance wasassessed for each interaction of each <strong>OTEC</strong> system component with each ecosystem component in amatrix approach.The analysis suggests two general tiers of priority environmental impact issues. The first tier includessafety and health, marine acoustics, construction material use and marine fauna and flora. The secondtier includes marine birds, waste, fishing, migration and marine water quality. Because of the methodsused, these impact issues should be considered as more or less equivalently important for design.Occupational safety and health considerations (OSH) were assessed as most important for a sustainabledesign. Almost every design system component has a risk of physical harm to onboard personnel. An<strong>OTEC</strong> design that has a high risk of personnel injury without attention to safety is not sustainable.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 223
Fortunately, there are a variety of industry and governmental standards that can be applied asenvironmental requirements.OSH is closely followed in importance by marine acoustics. Sound in marine ecosystems is becoming animportant regulatory issue. Marine mammals especially are sensitive to anthropogenic sound in thewater. As time passes, regulators are asking for more and more supporting data on which to base theirdecisions to accept a new ocean technology. Sounds from the <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> involve pumping, watermovement and miscellaneous machinery noises. Requirements for marine sound are provided indirectlyas thresholds for harassment of marine mammals that are promulgated by NOAA.The use of construction material resources is next in priority. Construction materials needed in largequantities must be obtained from sources outside <strong>Hawaii</strong>. Steel, fuel and other materials must be used,transported, and deployed to implement the project. Thus, low‐impact design and other sustainablebuilding and development practices can be applied as requirements for a sustainable design.The potential for impacts to microorganisms, fish and endangered species are also priority ecosystemconsiderations. These organisms are potentially affected by the intake, handling and discharge of largevolumes of cold and warm water. The potential effects of a mixed, cold/warm discharge are especiallyimportant to consider because of the wide area of potential effect. Impingement and entrainment ofsmaller organisms is also an important consideration. Industry standards and regulatory thresholdsused with electrical generation cooling systems are applicable to the <strong>OTEC</strong> design.A second tier of ecosystem components includes marine birds, waste, fishing, migratory patterns andmarine water quality. These components are followed in relative importance by health and safetyconsiderations for the general population, the availability of resting sites and marine watertemperature.3.4.2.3 Priority <strong>Design</strong> IssuesThe <strong>OTEC</strong> system components identified as having the greatest potential for significant environmentalimpact fall into three general groups: water intake and discharge components, cable and cable landingcomponents, and general construction components.The large volume and relatively high velocity of water movement needed to operate <strong>OTEC</strong> requirespecial attention to the risk of impact through entrainment and impingement of plankton (smallConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 224
floaters) and nekton (larger motive) sea animals. This is doubly important in consideration ofmaintaining a clean, low‐maintenance facility that is unobstructed by entrained materials. Asmentioned above, mixed water discharge with lower temperature and higher nutrient content thanreceiving waters must be understood to avoid polluting the ocean surface waters and/or adverselyaffecting the efficiency of the <strong>OTEC</strong> plant.Anchoring, cable placement and shore landing can create physical damage to bottom sediments, waterquality and shore ecosystems. There are several existing industry standards and best managementpractices that serve as effective environmental requirements.The remainder of design system components and ecosystem components were assessed as beingrelatively less important and manageable through attention to requirements generated for priorityissues. The results of the entire matrix analysis are available in Appendix I.3.4.2.4 Baseline Data and Analysis NeedsThe matrix analysis also included identification of specific baseline data and analytical needs. The needfor additional baseline data occurs when a potential impact is new or poorly understood. Informationabout new impacts may be incomplete or unavailable, thus limiting the ability to develop environmentalrequirements. To effectively support proactive environmental actions during FEED, efforts should beimplemented to resolve incomplete information and analytical needs. Consistent with the matrixanalysis, work this year also included development of specific baseline data and monitoring studiesneeded for the 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> pressing environmental issues. The Baseline Data Needs identifiedthrough the matrix analysis are presented in Table 3‐4.Table 3‐4 Baseline Data Needs for the 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong>Baseline Data NeedKey plankton and/or “sentinel” speciesSite studies and supporting literature review (NOAA 2010) to identify and locate (x, y, z) the anticipatedpresence, density and behavior of: Key nekton and/or “sentinel” species Listed endangered and threatened animals Protected marine mammalsAmbient ocean water quality characteristics, including dissolved gases, salts, metals, nutrients, traceelements and regulated substances (NOAA 2010)Existing conditions data collection at the proposed <strong>OTEC</strong> site to include temperature and currentinformation as discussed in the <strong>OTEC</strong> II Workshop Report (NOAA 2010)Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 225
Baseline Data NeedBaseline assessment of ambient noise at the selected <strong>OTEC</strong> pilot site (NOAA 2010)Noise emission data for <strong>OTEC</strong> System machinery such as water pumps and turbines with emphasis onsystems located below the waterlineSpecifications for specialty construction equipment not typical of commercial constructionThree‐dimensional presence/absence/density information for listed speciesThree‐dimensional anchor and tension member configurationExclusion zone dimensions defined in coordination with USCGAlternative and/or candidate sitting locationsExisting conditions data collection at the proposed <strong>OTEC</strong> cable landing site, including ocean water quality,sediment characteristics and animal and plant communitiesSpecifications for electrical generation, transmission characteristics and cablesPresence and absence information for sensitive species at the <strong>OTEC</strong> siteBackground EMR characteristics at the proposed <strong>OTEC</strong> siteSpecifications for new stationary air emissions sources such as petroleum‐fueled emergency generatorsincluded in <strong>OTEC</strong> designIdentification of Native <strong>Hawaii</strong>an organizations that may attach a man‐made significance to the <strong>OTEC</strong>pilot facility construction or operationPublic perception of an <strong>OTEC</strong> facility visible offshoreThe matrix analysis also identified analytical needs to complete documentation in preparation fordesign. These analyses are suggested to provide preliminary consideration of potential impacts due tositting, configuration and/or minor exterior design aspects. Environmental analysis needs are identifiedin Table 3‐5.Table 3‐5 Environmental Analysis Needs for the 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong>Analysis NeedModeling and tradeoff analysis of various discharge orientations, velocities, volumes and temperaturesto identify the optimum operational/environmental balance<strong>Design</strong> discharge water chemistry to support NPDES applicationAcoustic signature analysis of noise generated by <strong>OTEC</strong> systemsRoutine analysis of construction noise emissions for anticipated construction durations, includingrelated highway transportationGeospatial analysis of fauna and flora distributions correlated with water intake and discharge design tominimize the potential of adverse environmental effectTradeoff analysis of alternative water‐ducting systems against environmental effect to establishabsolute <strong>OTEC</strong> system requirements and resulting environmental effectMature system element‐specific environmental system requirements are based on design refinementand site selection. Integrated engineering and environmental site selection and regulatory processconsiderations should be considered together in a tradeoff analysis for proper selection of designfeatures. Geospatial data about the presence and behavior of protected species at the selected siteshould be gathered and evaluated. This exercise may also involve separate field studies.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 226
Analysis NeedTradeoff analysis of sitting location against known migratory pathways for protected speciesBiological Assessment (effects analysis) in accordance with the Endangered Species ActElectromagnetic flux density analysis of the proposed <strong>OTEC</strong> system and its potential effect on sensitivespeciesLegal jurisdictional analysis of <strong>OTEC</strong> pilot sitesGreenhouse gas emissions and carbon budget analysisNHPA Section 106 Area of Potential Effect analysisTradeoff analysis of external design features such as coloring against public perception3.4.2.5 Environmental System RequirementsEnvironmental system requirements were generated based on the matrix analysis of ecosystemcomponents and design system components. Requirements were based on research into existingindustry standards and regulatory thresholds. Environmental system requirements applicable to the2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> are presented in Table 3‐6, arranged by environmental system component.Table 3‐6 Environmental System Requirements Applicable to 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot PlantGeneralSelection and use of construction materials shall conform to Leadership in Energy and Environmental<strong>Design</strong> (LEED) 6 standards (USGBC 2010) for sustainable design. <strong>Design</strong>s and operations andmaintenance procedures shall be prepared and/or reviewed by LEED AP BD+C, O+M or ND certifiedprofessionals.Occupational Safety and HealthSystems design and operation shall comply with applicable state, federal and industry OSH regulationsfor port workers, employees and other visitors in proximity of physical contact with projectconstruction, operation or decommissioning.Installation, operation and maintenance shall comply with the <strong>National</strong> Electrical Safety Code (NESC).Occupational and safety hazards shall be identified for each corrosion‐control covering or deviceconsidered during design. <strong>Design</strong>s shall plan for avoidance of potential safety hazards introducedthrough the application and use of corrosion protection. Corrosion protection material data safetysheets shall be maintained on record.6 LEED, or Leadership in Energy and Environmental <strong>Design</strong>, is an internationally‐recognized green buildingcertification system. Developed by the U.S. Green Building Council (USGBC) in March 2000, LEED providesbuilding owners and operators with a framework for identifying and implementing practical and measurable greenbuilding design, construction, operations and maintenance solutions.(http://www.usgbc.org/DisplayPage.aspx?CMSPageID=1988&gclid=CLX1itLS7asCFcgaQgodjUBzlA,accessed 10/16/<strong>2011</strong>)Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 227
GeneralHazardous materials and wastes, Effluents, discharges, spills<strong>Design</strong> shall comply with applicable requirements of the Pollution Prevention Act of 1990 (EPA 2010).<strong>Design</strong>s shall be reviewed by licensed engineers certified in Pollution Prevention (P2) programs. <strong>Design</strong>systems shall consider hazardous material (HM) best technical practices for minimization andsubstitution, management of HM. Industrial operations shall conform to applicable OSH standards ofthe State and the US Department of Labor.HM/HW use, storage and handling shall comply with federal and state regulations promulgated underthe Resource Conservation and Recovery Act (RCRA).Working fluid use, storage and handling shall comply with the standards promulgated by:• American <strong>National</strong> Standards Institute (ANSI)/International Institute of Ammonia Refrigeration(IIAR)• American Society of Heating Refrigerating and Air‐conditioning Engineers (ASHRAE)• American Society of Mechanical Engineers (ASME)• Compressed Gas Association (CGA)Antifouling agents shall be used consistent with labeling and in amounts only necessary to avoidequipment and production loss due to microbial colonization system surfaces. The use of toxic antifoulingmaterials shall be minimized to target specific organisms or groups of organisms. The amountof anti‐fouling materials shall be commensurate with the minimum effective dose required.The selection and use of insecticides shall comply with the Federal Insecticide, Fungicide andRodenticide Act (FIFRA).Noise and Acoustics<strong>Design</strong>s shall not exceed NOAA air and/or water noise standard thresholds that are specific to thelevels of harassment permitted under the Marine Mammal Protection Act (MMPA). See Table 3‐7 andTable 3‐8 below.Noise deterrents, if considered, shall be selected and sited specifically for targeted organisms,minimizing potential adverse effect to non‐target organisms.Shore construction shall conform to state and local noise control ordinances. The generally acceptedstandard for exterior noise is 65 dB Day‐Night Averaged (DNL). Project will comply with applicablestate and local standards during planning and implementation.Biological Environmental Systems<strong>Design</strong> shall consider the potential of any effect, adverse or otherwise, to protected animal specieslisted as Threatened or Endangered under the Endangered Species Act (ESA, 16 U.S.C. 1531) and anyMarine Mammals protected under the MMPA, 16 U.S.C. 1361, that may occur at the selected site.Adverse effects on protected species are regulated under the ESA, which carries criminal penalties.Consultation with resource agencies under Section 7 of the ESA will be required.Sitting shall avoid protected habitats, environmentally sensitive areas, including Marine ProtectedAreas, Wilderness Areas, Coastal Barrier Island Sanctuaries, wetlands, dunes, and intertidal areas.<strong>Design</strong>s proposing incursion into such protected areas shall be accompanied by written rationalespecifically demonstrating the lack of other alternative that would cause less environmental harm inlight of project objectives, economics and logistics.Cable, anchor, landing and platform sites shall be selected to avoid known migratory pathways ofprotected and sensitive species, including migratory birds protected by the Migratory Bird Treaty Act(MBTA).Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 228
General<strong>Design</strong> of aquatic and marine discharge and intake systems shall be located to avoid or minimizepotential effect to protected and sentinel species.Physical Environmental SystemsDischarge into water shall meet the requirements of the Clean Water Act (CWA). The quality ofdischarge plumes shall conform to applicable water quality standards developed via the NPDESpermitting process under the CWA. Water discharges shall meet the state water quality standards forthe receiving body of water. The CWA prohibits degradation of existing water quality.Production or cooling water discharge water velocity shall be considered as an anti‐fouling techniqueonly in conjunction with CWA compliance.Intake structure designs must comply with regulations promulgated by EPA under section 316(b) rulesof the CWA (EPA 2001).<strong>Design</strong> of marine intake systems shall show compliance with or a rationale for deviation from the CWA0.5 fps (0.15 m/s) “through screen intake velocity” standard. Such rationale must demonstrate nopracticable alternative to the proposed design flow velocity.<strong>Design</strong> shall conform to the requirements of the Air Quality State Implementation Plan (SIP)promulgated under the Clean Air Act (CAA).Transportation Systems<strong>Design</strong>s shall conform to Marine Transportation System standards (coordinated maritime safety,security, mobility and environmental protection) in coordination with the USCG, US Army Corps ofEngineers (USACE), NOAA, and EPA. Marine project sites shall be marked to exclude unauthorizedvessel activity according to USCG Private Aids to Navigation (PATON) standards.Marine construction and operation shall incorporate exclusion and security zones as appropriate tolimit access to authorized personnel and equipment.<strong>Design</strong>s shall avoid potential obstruction to established shipping lanes, commercial, fishing or pleasurewater traffic.Electromagnetic FieldsElectromagnetic fields surrounding the structures and cabling shall not exceed the earth’s geomagneticfield at the site, approximately 30 µT.Land Use<strong>Design</strong> shall promote and maintain the attractive and casually elegant features of the open ocean.<strong>Design</strong> shall be consistent with the NOAA Office of Coastal Resource Management approved State’sCoastal Zone Management Plan policies and requirements.<strong>Design</strong> for terrestrial construction, such as horizontal directional drilling sites, shall maintain an“environmental sequencing approach” to erosion hazard reduction that includes avoidance,minimization and compensation in priority order.Shore construction site design shall comply with applicable state and local erosion and sedimentcontrol standards.<strong>Design</strong>s shall comply with the <strong>National</strong> Historic Preservation Act (NHPA) and shall avoid adverse effectsto historic properties eligible for listing or listed on the <strong>National</strong> Register of Historic Places. Projectsystems shall identify the potential for the presence of prehistoric or historic artifacts at the selectedproject site. <strong>Design</strong> requiring excavation or horizontal directional drilling shall specifically address thepotential for historic or prehistoric artifacts within the project site.Shore construction shall conform to local ordinances and standards regarding vegetation andlandscaping.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 229
GeneralShore cable routing shall follow existing utility or roadway rights‐of‐way, or existing disturbed (i.e.,landscaped, developed, not pristine, etc.) areas.Table 3‐7 NOAA Fisheries Current In‐water Acoustic Thresholds (excluding tactical sonar andexplosives) (NOAA, 2010)Criterion Definition ThresholdLevel A PTS (injury) conservatively based on TTS 190 dB rms for pinnipeds180 dB rms for cetaceansLevel B Behavioral disruption from impulsive noise (e.g., impact pile 160 dB rmsdriving)Level B Behavioral disruption from non‐impulse noise (e.g., vibratory 120* dB rmspile driving, drilling)All decibels referenced to 1 micro Pascal (re: 1Pa). Note all thresholds are based off root mean square (rms)levels.*The 120‐decibel threshold may be slightly adjusted if background noise levels are at or above this level.Table 3‐8 NOAA Fisheries Current in Air Acoustic ThresholdsCriterion Criterion Definition ThresholdLevel A PTS (injury) conservatively based on TTS None establishedLevel B Behavioral disruption for harbor seals 90 dB rm cLevel B Behavioral disruption for non‐harbor seal pinnipeds 100 dB rm cAll decibels referenced to 20 micro Pascals (re: 20 µPa). Note all thresholds are based off root meansquare (rms) levels.3.4.2.6 Application of Environmental RequirementsAs discussed above, design may exceed the relevant environmental requirement. When this occurs, adocumented analysis is needed to substantiate final design decisions. This information is used by theNavy to support environmental review and regulatory approvals after final design and beforeimplementing construction. The following guidance is provided as a method to develop anenvironmental tradeoff analysis in support of design features that exceed environmental standards.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 230
3.4.2.6.1 Alternative ConsiderationDescribe the alternatives that would meet project objectives considering the following: The desired alternative Alternatives that would involve meeting the basic environmental requirement (no action, offsite,on‐site) Alternatives that would involve greater environmental impact Alternatives that would involve lesser environmental impactConsider alternatives that would involve both smaller and larger areal coverage as well as alternativesthat would be sited in different locations. Focus this analysis on potential alternatives that might haveless adverse impact, but consider alternatives that would have more impact, but less adverse impact onthe environment overall.3.4.2.6.2 PracticabilityAddress the practicability of the above alternatives. Practicability depends on cost, technical, and logisticfactors. To be practicable, an alternative must be available and capable of being done after taking intoconsideration cost, existing technology, and logistics in light of overall purposes. If it is otherwise apracticable alternative, a site not presently owned by the applicant that could reasonably be obtained,utilized, expanded, or managed in order to fulfill the overall purpose of the proposed activity should beconsidered. Technical and logistical factors that should be considered include, but are not necessarilylimited to: access, transportation needs, utilities, topography, and available construction techniques.Address the impacts on the client and the public of not implementing the project.3.4.2.6.3 Environmental ImpactAssess the impact (adverse and beneficial) of each alternative on the aquatic ecosystem and theenvironment overall. Compare the impact of the alternatives and identify which is the leastenvironmentally damaging practicable alternative and why. Identify practicable alternatives that haveno significant or easily identifiable difference in impact from the least environmentally damagingpracticable alternative.3.4.2.6.4 MitigationIf the alternative identified as the least environmentally damaging practicable alternative still hasadverse impacts, identify how to further minimize those impacts. During FEED, mitigation can beConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 231
applied through impact avoidance and minimization. During NEPA and permit processes, federalagencies can also apply impact restoration and compensation to those potentially significant impactsthat have not been mitigated in design.“Mitigation” includes (40 CFR 1508.20):Avoiding the impact altogether by not taking a certain action or parts of an action<strong>Mini</strong>mizing impacts by limiting the degree or magnitude of the action and its implementationRectifying the impact by repair rehabilitating or restoring the affected environmentReducing or eliminating the impact over time by preservation and maintenance operationsduring the life of the actionCompensating for the impact by replacing or providing substitute resources or environments3.4.3 Environmental Baseline Data Collection & Operations MonitoringIn parallel with environmental risk assessment and requirements generation, immediate‐needenvironmental baseline data collection and monitoring requirements were developed for the 2.5‐MW<strong>Mini</strong>‐<strong>Spar</strong> configurations. This report assumes the <strong>Mini</strong>‐<strong>Spar</strong> would operate exclusively as a pilot projectfor approximately two years and be located near PMRF. Two years of baseline data would have to becollected at either site. We also need to define the most important components that should bemonitored from these platforms for the primary purposes of:Validating the physical and chemical dispersion predicted by the Makai plume modelRecovering as much environmental baseline data as possible to prepare for the impactassessment and permit acquisition activities associated with a commercial <strong>OTEC</strong> deployment atthe selected siteThis work can be accomplished using: (1) systems that contribute to the platform design basis, i.e., thosesystems that would need to be installed on the platform to support the required data and sampleacquisition tasks, and (2) support activities that would have to be carried out in coordination with butindependent from the platform‐based work. The following sections address these requirements forbaseline data collection and then system monitoring, once the <strong>Mini</strong>‐<strong>Spar</strong> system is operational.3.4.3.1 <strong>Mini</strong>‐<strong>Spar</strong> Baseline Data CollectionBaseline data collection will focus on oceanographic characteristics in the water column where the plantintakes and discharges would occur. Site preference determinations and baseline cause and effectanalysis must take place before initiating baseline data collection to identify project‐specific objectivesand to avoid inappropriate baseline data collection. NOAA sponsored a workshop in <strong>Hawaii</strong> (June 22‐24,Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 232
2010; see Appendix J, Table 1) to develop guidelines for baseline and monitoring data collectionrequirements. Their final publications from this workshop are the primary guidance for thedevelopment and implementation of baseline data collection and monitoring efforts. The followingbaseline data requirements are consistent with the consensus views adopted at this workshop.The relatively high fluxes of water and the untested aspects of these essential <strong>OTEC</strong> systems make itcrucial to establish confident baseline information that can be used to forecast potential impacts andlater, to monitor impacts. These collection efforts should include at least the data types outlined belowand should be carried out four times a year for at least two years prior to completion of theenvironmental impact documentation project. Additional, one‐time studies will be necessary to assessconstruction‐related impacts along the seafloor power cable route, platform mooring, and sites foronshore support facilities.3.4.3.1.1 Water Column Data (Two‐year Baseline)Based on a review of previously obtained data sets and on consultation with scientists familiar withenvironmental issues relating to <strong>OTEC</strong> deployment in <strong>Hawaii</strong>, we suggest the following for baselineenvironmental studies. The effort calls for quarterly cruises for two calendar years. Although it appearsthat the temporal variability in most oceanographic parameters is moderately bimodal (i.e., winter/summer) in <strong>Hawaii</strong>an waters, the finer detail offered by occupying stations four times per year (winter/spring/summer/fall) as opposed to twice per year will lead to a fuller and more reliable understanding ofoverall temporal fluctuations.Conductivity, Temperature, Depth (CTD), fluorescence, sound amplitude and frequency distribution, andocean current velocities (Acoustic Doppler Current Profiling) will be measured throughout the watercolumn during the quarterly surveys. Two moored arrays would be deployed for essentially continuousmeasurement of these parameters before, during, and for some period after operation of the pilotplant. These data would be integrated into the results of the oceanographic surveys to provide a morecomplete picture of the baseline conditions than would be possible with either method alone. Thesound measurements would be used both to establish baseline levels for this parameter and also toprovide some identification of the marine mammal species that might pass through the area and thefrequency of their occurrence.Collected water samples will be tested for levels of the following constituents:Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 233
Salinity Dissolved oxygen Dissolved inorganic carbon Alkalinity pH PCO 2 Inorganic nutrients (dissolved P, N, and Si species) Dissolved organic matter Particulate C, N, P, and biogenic silica Selected HPLC measurements of chlorophyll for calibration of fluorescence measurements; Measurements of adenosine 5’‐triphosphate (ATP) to estimate living microbial biomass at alltrophic levels, from large zooplankton to cyanobacteria Possibly selected measurement of trace metals such as copper, iron, mercury, and others,particularly in the vicinity of the cold‐water intake location3.4.3.1.2 Plankton Assays<strong>LM</strong> will characterize the species of phytoplankton and zooplankton found within the top 200 m of thewater column and estimate their long‐term average densities as a function of water depth. Thisinformation will be used to estimate the potential for entrainment and impingement interactions withsurface water intakes and the potential for impacts on these organisms from the water dischargestreams.3.4.3.1.3 Seafloor CharacterizationDetailed surveys of the seafloor will be required to determine the engineering parameters related tomooring configurations, cable routing, and slope stability. Distinct but related survey work will beconducted to characterize the benthic habitats that occur in these areas. It may be possible toaccommodate both engineering and environmental impact requirements using the same surveyprogram, but that will be determined at a later date.For environmental impact analysis, the seafloor in the vicinity of the project mooring sites and powercable route will be examined using side‐scan sonar to provide backscatter imaging. For areas ofparticular interest identified during the side‐scan survey (e.g., hard substrates that may be specialhabitats), surveys using video and selected submersible coverage (manned by qualified biologicalexperts) will be carried out to assess benthic habitats that could potentially be affected by the mooringor operation of the plant.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 234
Qualified marine biologists will identify and characterize the biological communities that might beaffected by the cable installation using existing information. Divers will conduct more intensive bottomsurveys of shallow‐water biological communities present near the cable landing site.3.4.3.1.4 Key Species Special StudiesSpecial consideration is needed for threatened and endangered species. In this case it will certainlyinvolve marine mammals, sea turtles, and seabirds but other protected or commercially importantspecies that may occur at the water intake and discharge depths must also be identified and addressed.Specialist consultant reviews of existing studies of these species will be undertaken in conjunction withthe other water column baseline data collection efforts. A key component of these studies will be theanalysis of the sound measurements that are obtained from the moored arrays during baseline datacollection to determine the kinds of marine mammals present near the site and the frequency of theirvisits.3.4.3.1.5 Terrestrial StudiesStudies will be carried out in the second year to characterize the flora, fauna and potential historicresources of the areas potentially impacted by the land‐based facilities associated with the cable landingand on‐land support facilities. This work will depend in part on the availability of site‐specific designinformation for the cable landing and support facilities.3.4.3.1.6 Cultural Impact AnalysisA key component of the initial impact analysis in Hawai‘i will be a thorough Cultural Impact Analysis(CIA). This study will examine the potential project impacts to native <strong>Hawaii</strong>ans through studies of localcultural practices and values and interviews of elders on O‘ahu. It is crucial to initiate the study early inthe process to ensure that native <strong>Hawaii</strong>an views are considered through all the impact analysis andpermitting work.3.4.3.2 MonitoringThe key recommendations from the NOAA workshop that are related to operational monitoring arelisted in Appendix J, Table 2 and described in the following section. Extensive monitoring efforts arerecommended for every aspect of an <strong>OTEC</strong> system that would interact with the external environment.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 235
The following paragraphs examine the general methodologies involved for collection of the differentdata types. They are organized according to the primary <strong>OTEC</strong> system components that have thepotential for environmental impact. The grouping is consistent with the topics covered by the BreakoutGroups in the NOAA workshop.3.4.3.2.1 Warm Water IntakeDue to its relatively shallow depth, the principal impacts from the warm water intake system are likelyto be: (1) entrainment, when an organism or particle passes through screening or filters and enters thewarm water intake system, and (2) impingement, when an organism is held against a surface by waterflow or becomes stuck within a structure. These topics are the subject of intensive research by theelectrical utility industry to find ways to provide cooling water to generating stations while minimizingthe effects of entrainment and impingement on aquatic life. Because of the large volumes of waterinvolved, this will be a critical aspect in <strong>OTEC</strong> design.There are differences between typical power plant intake monitoring and that which will be required for<strong>OTEC</strong>. The most obvious is that <strong>OTEC</strong> warm water intakes will be located well out to sea and in muchdeeper water than is typical for power plants. The abundance of marine life potentially affected by theintake will in general be much lower than occurs in coastal waters. Nevertheless, methods must bedeveloped to assess and possibly mitigate the effects of impingement and entrainment for this intake.3.4.3.2.2 Cold Water IntakeEntrainment and impingement are also likely to be the primary impacts from the cold water intakesystem. However, due to the depth of the CWP intake (~1,000 m), the biomass concentration is likely tobe much lower than at the warm water intake. On the other hand, maintaining any screens that mightbe used and monitoring what is going on is much more challenging at the depth the intake would belocated. Development of in‐line methods to assess the types and densities of organisms entrained bythe cold‐water flows will be essential to the efficient assessment of impacts caused by this deep‐waterintake.Baseline collections are not likely to provide sufficient data for confident quantitative description of thedeep‐water communities that will be subject to entrainment, and conventional methods for thisassessment, consisting of filtration of water samples followed by microscopic examination of the filteredConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 236
solids, is very labor intensive and should preferably be used only for ground‐truth acquisition of some inlineoptical, acoustic, or electromagnetic system.3.4.3.2.3 DischargeAfter water from the cold water and warm water pipes has passed through Hxs and heat has beenextracted, the water is returned to the ocean via discharge pipes. Discharge configurations may includeindividual cold and warm water return pipes, or a combined return where the cold and warm water aremixed and returned above the thermocline. The assessment of impacts from the discharge will involvevarious monitoring technologies, including optical plankton counters, fluorometers, and collection ofdata and samples using autonomous vehicles, gliders, ships and stationary mooring sampling devices.The current state of the art for mid‐ and far‐field monitoring (i.e., hundreds to several thousand metersfrom the discharge) often relies on using gliders, which can operate continuously for several months,sweeping up and down through the water column, collecting temperature, salinity, and other data.It is expected that the plant will normally be operated using the 114 m‐deep vertical discharge ducts. Asshown in Figure 3‐8, the <strong>Mini</strong>‐<strong>Spar</strong>’s plume has been designed so that it will be diluted and reach thesame terminal depth as a larger <strong>OTEC</strong> plume discharged at only 70 m deep. The red circle shownhighlights that dilution and depth of a 185 m 3 /sec plume (25 MW) is comparable to a 1/6 th size pilotplume.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 237
Figure 3‐8 Numerical Modeling of Lagrangian Jet Plumes to Compare Terminal Depth and DilutionFor certain temporary periods, the plant will be operated using its three horizontal discharge nozzles at70 m deep. The purpose of this configuration is to measure if the nutrient enrichment will cause adetectable biological perturbation. Makai is presently modeling this scenario using a grant from the DoE.This modeling tool, when validated with real‐world data, will allow reliable prediction of environmentaleffects from the mixed discharge of <strong>OTEC</strong> pilot demonstration projects and larger <strong>OTEC</strong> commercialprojects.Although the <strong>Mini</strong>‐<strong>Spar</strong> flow is smaller than a 100 MW flow, the smaller plant’s horizontally dischargedplume makes a stronger perturbation at 70 m deep than does the larger plant (Figure 3‐9). Themodeling indicates a smaller pilot plume would create a nutrient perturbation at 70 m depth greaterthan that observed in the 100‐MW plant simulation, but it remains very thin and does not showsignificant vertical mixing. Due to the density, volume and velocity of the larger discharge, the 100‐MWplume shows much greater perturbations in the nitrate concentration relatively deeper, at 90 m depth,than the smaller <strong>Mini</strong>‐<strong>Spar</strong> 30 m 3 /s discharge. The 100‐MW plume also shows significantly greaternitrate loads below 120 m.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 238
Figure 3‐9 Comparison of Daily Average Nitrate Concentrations (Micromol/Kg) Expected from a 100‐MW Plant (left) and the 25‐MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant (right).Each diagram shows a 20 m thick layer centered either at 70 m or 90 m depth.To better quantify the effects, the total nitrate loads have been plotted as a function of the watercolumn depths (Figure 3‐10). The pilot plant is expected to load the upper photic zone (above 80 m),while the 100‐MW would be expected to load the lower photic zone (below 80 m). Also important is thenearly 10x increase in nitrate loading from the 100‐MW plant in the depth range of 80‐120 m comparedto the 30 m 3 /s plant in the depth range of 40‐80 m. The <strong>Mini</strong>‐<strong>Spar</strong> project would include empiricalmeasurements of nutrient loadings in the plume to verify and refine these predictions.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 239
Figure 3‐10 Total Nitrate Loads as a Function of the Water Column Depths from the 100‐MW VerticalDischarge and 2.5‐MW Shallow Horizontal Discharge.The pilot plant furnishes a larger nutrient spike than does the large commercial‐size plant.3.4.3.2.4 Noise and Electromagnetic FieldsThe generation of noise and electromagnetic fields (EMF) are of concern due to the large number ofmarine organisms that regularly use acoustics (e.g., dolphins, whales, fish) and electromagnetic fields(e.g., sharks, turtles) for communication, detection of prey/predators, and navigation. Monitoringshould continue throughout the construction, installation and operational phase using the sameequipment and locations to facilitate comparison. Existing technology, including autonomousbroadband acoustic recorders coupled with validated acoustic propagation models can be used todetermine the range of sound levels to be expected.3.4.3.2.5 Support for Instrumented MooringsA key component both for collection of baseline data and for discharge plume modeling will be twoinstrumented mooring strings that will be deployed upstream and downstream from the platform. Themoorings will be equipped with temperature and pressure sensors as well as Acoustic Doppler CurrentProfilers to document the basic ocean parameters that influence plume dispersion. These instrumentstrings will also include recording microphones that will detect the acoustic signatures of nearby marinemammals and the noises made by the platform and discharge plumes.These moorings could be deployed and serviced using standard harbor‐based oceanographic vessels.However, it might be more timely, efficient and cost‐effective to provide some or all of the service forthese moorings using a relatively small vessel that can be based at the platform. The engineers at MakaiConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 240
Ocean Engineering should evaluate the potential for designing these two moorings so that they can beserviced by a smaller vessel that could be dedicated to the platform.3.4.3.3 Onboard Operations3.4.3.3.1 Physical Presence, Construction, and AccidentsThe physical presence, construction, and potential accidental spills or discharges associated with an<strong>OTEC</strong> facility can have a variety of impacts on the environment. The most disruptive aspects ofinstallation are likely to be the placement of anchors, moorings and power cables. The installation andpresence of these components could disrupt benthic and pelagic communities, including deep corals andcrustaceans, vertebrate fish, marine mammals, sea birds, sea turtles, invertebrates, and microbialcommunities. Installation and presence of the power cable could locally increase suspended sediment,disturb specific coastal resources and coral reef communities, and alter the behavior of otherinvertebrate and vertebrate communities.Many impacts are likely to be similar to those observed during construction and installation of oilplatforms and offshore wind farms, and techniques and methods used to monitor their impacts could beused to assess impacts and risk at an <strong>OTEC</strong> facility. It will be important to review the procedures andsystems currently employed in the offshore oil industry for guidance in the development of monitoringprocedures and measurements systems for <strong>OTEC</strong>.3.4.3.3.2 LaboratoryA small field laboratory will be necessary to be used to prepare sample containers and tracer injections,store samples prior to transport to land‐based laboratories, store gases (e.g., clean N 2 , SF 6 ) andreagents, and conduct field tests for QA/QC of the sampling and testing protocols. The laboratoryshould be equipped with electricity, running fresh water and drains, a standard negative pressure fumehood, ~10 ft of lab bench, and a freezer with a capacity of about 20 cubic ft. A laboratory space hasbeen included in configuration concepts for the <strong>Mini</strong>‐<strong>Spar</strong>. Additional space, if needed, can be providedwith a converted 20‐ft ISO container.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 241
3.4.3.3.3 Lighting Simulation of Commercial PlatformThe required biological consultations that must be carried out (with the U.S. Fish and Wildlife Serviceand with the <strong>National</strong> Marine Fisheries Service) for a commercial <strong>OTEC</strong> system will require theevaluation of how a permanent offshore platform might impact endangered and migratory birds. If it ispractical to design the outdoor lighting system used for the platform to simulate the system that wouldbe required for a commercial system, it will be possible to acquire critical documentation relevant tothese consultations.3.4.3.3.4 Accommodations for Visiting ScientistsIt will be important for the platform to be able to accommodate visiting biologists and otherenvironmental scientists who could conduct systematic observations of endangered and migratorybirds, turtles, marine mammals, and perhaps other species.3.4.4 Environmental Planning RoadmapAn overarching environmental planning process was developed and updated in coordination with NOAAOffice of Coastal Resource Management, Coastal Programs Division. The process flow has beenestimated based on regulatory requirements triggered by the <strong>Mini</strong>‐<strong>Spar</strong> <strong>OTEC</strong> pilot project andillustrated in a deployment type process chart (Figure 3‐11). Process steps shown in red illustrate theanticipated critical path to completion and implementation of the proposed <strong>Mini</strong>‐<strong>Spar</strong>.The work reported here generally falls within the process box labeled as Environmental Objectives andRequirements. Next steps that can be conducted through contract should address Baseline DataCollection and Plans of Action for a selected <strong>OTEC</strong> pilot facility and site.The next steps recommended for Navy action will follow a selection of an <strong>OTEC</strong> pilot facilityconfiguration and site. Once this information is established, the Navy can embark on the inherentlygovernmental aspects of environmental planning, including NEPA scope development and preapplicationcoordination with regulatory agencies. NEPA scoping is assumed here to logically follow thedevelopment of strategies and plans to complete environmental planning compliance for the proposed<strong>OTEC</strong> configuration and site. This is the critical path, including NEPA documentation and permitdecisions that are likely to extend well beyond FEED and project design.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 242
The <strong>OTEC</strong> <strong>Mini</strong>‐<strong>Spar</strong> is an <strong>OTEC</strong> pilot project variant using a spar platform. This option would includedesign, logistics and thermal energy conversion technology typical of an <strong>OTEC</strong> pilot, but would dispersegenerated electricity onboard. The environmental planning permits and authorizations required for the2.5‐<strong>Mini</strong>‐<strong>Spar</strong> <strong>OTEC</strong> pilot are substantially the same as those identified earlier for a platform‐supported<strong>OTEC</strong> pilot discussed in CDRL A003, Section 3.5 Environmental Management System, from previous work(<strong>LM</strong>, 2010). The applicable federal and state authorizations (Table 3‐9) and environmental processdocumentation (Table 3‐10) required to be completed before implementing the 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> areprovided here.Table 3‐9 Federal and State Environmental Authorizations for the 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong>Federal and State Authorizations Lead Agency CommentsEndangered Species Act Section 7informal concurrence or formalBiological OpinionUS FWS and NOAAFisheriesResource agencies provide consultationwith Navy. Actions that may adverselyaffect listed species are subject to formalconsultation.Marine Mammal Protection ActauthorizationNOAANOAA administers the MMPAmoratorium on take of marine mammalsU.S. Army Corps of EngineersauthorizationCoastal Zone Management ActConsistency Determination<strong>OTEC</strong> Act designated“demonstration”NPDES Discharge and Zone ofMixing PermitsSubmerged land leaseUSACEState of <strong>Hawaii</strong>DoEEPA Region IXState of <strong>Hawaii</strong>Rivers and Harbors Act trigger likely dueto cable landing. Clean Water Act is notlikely to be triggered by the <strong>OTEC</strong> Pilot.<strong>Hawaii</strong> CZM program review andconcurrence with Navy consistencydeterminationNo regulations currently in placePoint source dischargeTable 3‐10 Environmental Process Documentation Required for the 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong>Federal Documentation Lead Agency CommentsNEPA Environmental ImpactStatementDepartment of Navy EIS likely due to visibility, program costand uncertain environmental effectsEndangered Species Act Section 7Biological AssessmentDepartment of Navy BA is submitted to USFWS and NOAAFisheries and serves as basis forconsultation under ESAMarine Mammal Protection Act takeassessmentDepartment of NavyAssessment is contained within the NEPAdocumentation and serves as basis forapplying for MMPA authorizationConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 243
Federal Documentation Lead Agency CommentsUS Army Corps of Engineers permitapplicationDepartment of Navy Application is submitted to the USACE forauthorization under Rivers and HarborsAct and Clean Water Act. USACE isresponsible for jurisdictionaldeterminations.Coastal Zone Management ActConsistency DeterminationDepartment of Navy CD is submitted to the state of <strong>Hawaii</strong>CZM office to demonstrate consistencywith enforceable state CZM policies.NPDES discharge application Department of Navy Application is submitted to EPA IXApplication for submerged landlease<strong>National</strong> Historic Preservation Actcultural, archeological and historicalarea of potential effect analysis andeffect analysisResource Conservation andRecovery Act plans and programsDepartment of NavyDepartment of theNavyDeveloper andDepartment of theNavyRequired if Navy does not exercise thenavigational servitude doctrine underthe Commerce Clause of the U.S.ConstitutionEffects analyses are submitted to thestate of <strong>Hawaii</strong>Plans and procedures are developed forimplementation with EMS PilotoperationsConfiguration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 244
Figure 3‐11 Estimated Environmental Compliance Process Flow for 2.5‐MW <strong>Mini</strong>‐<strong>Spar</strong> <strong>OTEC</strong> Pilot Project.Red process steps indicate critical path tasks.Configuration Report and Development Plan Volume 42.5 MW <strong>Mini</strong>‐<strong>Spar</strong> Pilot Plant 245
<strong>OTEC</strong> technology development has taken strides to address environmental planning in a proactiveapproach to design a sustainable <strong>OTEC</strong> pilot that minimizes risk of environmental schedule delay andcost overruns. <strong>LM</strong> recommends continuation of the environmental planning process described in thissection following the <strong>OTEC</strong> systems engineering architecture and estimated environmental planningprocess.To efficiently move from technology development to FEED and design, <strong>LM</strong> recommends that Navyofficials take action to select a suitable <strong>OTEC</strong> pilot configuration and site, given mission needs and policyobjectives. Upon selecting an appropriate <strong>OTEC</strong> configuration and site, the proactive environmentalteam can complete iterative resolution of environmental system requirements during FEED.Once an appropriate site is identified for an <strong>OTEC</strong> pilot, contractors can initiate the much‐neededbaseline data collection and analysis at the specific site of the <strong>Mini</strong>‐<strong>Spar</strong>. This information will be usedby the Navy to conduct inherently governmental environmental planning compliance that is likely to bethe critical path to project implementation. The baseline should meet the requirements established byNOAA. A preliminary list of baseline requirements (Table 1, Appendix J) has been developed andpublished by NOAA and monitoring strategies for these data are provided in Table 2, Appendix J).As part of baseline data collection and analysis, modeling studies will assess potential environmentalimpacts of the <strong>OTEC</strong> plant. A preliminary list of modeling studies has been provided by NOAA (Table 3,Appendix J), to address water chemistry plume effects, impingement and entrainment.Contractors can also effectively develop environmental compliance strategies and plans of action forselected <strong>OTEC</strong> pilot configuration. Use of the FEED contractor for this function eliminates delay, datahandoffs and more closely allies preliminary environmental efforts to actual features in design.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 246
3.5 Program PlansA detailed MS Project scheduled was develeoped for the project and is attached as Appendix L. Keyprogram milestones from that schedule are shown on Figure 3‐12. The schedule is paced by theenvironmental permitting activity which must occur before installation. This provides some schedulemargin and flexibility (roughly 6 months between completion of integration and pre‐commissioningactivities and receipt of permits) for design, build and integration activities.Figure 3‐12 Key Program MilestonesFigure 3‐13 provides a detailed high‐level overview of the development schedule by separating out thekey configuration items with their representative design, fabrication, integration, installation andcommissioning timelines.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 247
Figure 3‐13 Project High‐Level Schedule DetailConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 248
3.6 ROM Cost EstimatesThe SSOPP configuration was advanced sufficiently during the design process to facilitate a rough‐orderof‐magnitudecost estimate. The estimate reflects US West Coast construction of the cell spar and <strong>2011</strong>US dollars. Individual line items of the estimate have been estimated conservatively, and nocontingency margin has been added.Table 3‐12 reflects the installed cost of the pilot plant in <strong>Hawaii</strong> in its demonstration configuration,which would have a temporary mooring system and a grid emulator in place of a power cable to shore.It includes substantial budgets for FEED‐level engineering work, in addition to third‐party vetting of thedesign by seeking to class the vessel. The decision to class this vessel has not yet been made.Table 3‐11 ROM Demonstration Configuration CostItemROM CostProgram Management $ 6,900,000Engineering<strong>Design</strong> Engineering (FEED) $ 5,000,000Class Submittals (OPTIONAL) $ 1,000,000Class Fees & Rework (OPTIONAL) $ 2,000,000HullDetail Engineering (Shipyard) incl testing $ 7,410,000Structure $ 27,850,000Ship's Service Elec Plant $ 1,470,000Vessel System Controls $ 1,240,000Aux Systems $ 3,090,000Outfit & Furnishings $ 2,040,000Mooring (3-leg)Hardware Acquisition $ 1,020,000Hardware Installation $ 3,380,000Mechanical System Major Components<strong>OTEC</strong> Plant & Power GenCWP $ 5,480,000NH3 System $ 5,600,000WW Pumps (4) $ 1,040,000WW Screens $ 600,000WW Chlorinator $ 200,000WW System details $ 1,000,000CW Screen $ 900,000CW Pumps (4) $ 1,320,000CW System details $ 1,000,000SW Valves (Bray, w/ actr, 9) $ 450,000Evaporators BAHX3 $ 7,800,000Condensers Koch Ti Twisted $ 10,720,000Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 249
Electrical Equipment, switchgear $ 2,000,000Turbine Generator $ 2,100,000Grid Emulator $ 1,490,000Ship Cell <strong>Spar</strong> to <strong>Hawaii</strong>Tow - SoCal to <strong>Hawaii</strong> (2150 mi) $ 500,000Prepare for sea (once) $ 130,000Install <strong>Spar</strong>Uprighting & Mooring Hookup $ 1,090,000Component Loadout & CWP Install $ 700,000Grand Total $ 106,520,000If, after the 2‐year demonstration period is completed, the owner wishes to have the pilot plant remainon station and deliver power ashore by cable, the following “upgrade” costs should be planned (Table 3‐13). Again, they are presented in <strong>2011</strong> dollars without any margin for contingency. The majorevolutions reflected in this effort are the mooring upgrade and the installation of the power exportcable, which dominates the cost of the upgrade. Classification Society submittals and fees have beenincluded in the upgrade effort to maintain a consistent basis with the installed cost estimate. It hasbeen assumed that the grid emulator will be removed from the platform at the end of thedemonstration period. Although it may have some residual value, no credit has been accrued.Table 3‐13. ROM Upgrade Configuration CostsItemROM CostProgram Management $ 1,000,000EngineeringClass Submittals (OPTIONAL) $ 200,000Class Fees & Rework (OPTIONAL) $ 200,000Mooring upgrade to 9-legHardware Acquisition $ 2,040,000Hardware Installation $ 5,070,000Mechanical System Major Components<strong>OTEC</strong> Plant & Power GenExport Cable & Installation $ 18,180,000Install <strong>Spar</strong>Remove Grid Emulator & Pull in Cable $ 250,000Grand Total $ 26,940,000Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 250
3.7 Financing OptionsIn Section 1, it was noted that federal budget challenges likely preclude a Navy‐only funded project atthe scope and scale of the Baseline 10 MW Semisubmersible design or perhaps even the lower cost 2.5MW <strong>Mini</strong>‐<strong>Spar</strong> design; the focus of this volume. <strong>LM</strong> understands that commercialization successdepends on finding additional funding partners, including industry and international sources. <strong>LM</strong>therefore engaged the services of Bentley, Associates, L.P. to provide insight into how to package a pilotplant project that could be attractive to potential investors.The specific tasks assigned to Bentley include:Identify various business models ("Business Model Options") and financing structures("Financing Options") to be evaluated as potential structures for raising the financing forthe construction and operation of the Pilot Plant. The identification of Business ModelOptions will, in part, involve seeking sources of revenue from future commercial scale<strong>OTEC</strong> facilities that could provide additional income to the investors in the Pilot Plant.This additional income could come from a variety of sources, such as sharing in therevenue produced from future <strong>OTEC</strong> facilities and/or from the licensing of <strong>OTEC</strong>technology;Create a financial model for evaluating the return on investment potential of variousBusiness Model Options and Financing Options. Estimates of the permitting cost,construction cost, and operating cost of both Pilot Plant and commercial scale plants willbe provided by <strong>LM</strong>. Potential income sources, including but not limited to potential forfederal budgets, power purchase agreements, and industry investments will beidentified by <strong>LM</strong>;Assess the feasibility of obtaining private financing for each of the viable Business ModelOptions using the financial model, andIdentify and fully define the Business Model Option and Financing Option that wouldprovide the highest probability of both attracting private capital and achieving anyadditional objectives that <strong>LM</strong> identifies.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 251
Prepare a final report summarizing the various options reviewed and providing arecommendation regarding which Business Model option and which Financing Optionthought to have the highest probability of attracting private financing and achieving theobjective of going forward with a pilot plant project.The final report for Bentley’s efforts is due after the required submittal date of this volume. Therefore,<strong>LM</strong> will update this volume with Bentley’s final report and resubmit this volume by March, 2012.Configuration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 252
AcronymsABSADCPAFBAFFFAH36AHTAHUAHVAISALALTANSIAcronymANSI/ICEAAoAAPIASHRAEASMEASTMATEATPAVRAWBBABAHXAmerican Bureau of ShippingAcoustic Doppler Current ProfilerAir Force BaseAqueous Film Forming FoamSteel SpecificationAnchor Handling TugAuxiliary Hydraulic UnitAnchor Handling VesselAir Insulated SwitchgearAluminumAccelerated Life TestingAmerican <strong>National</strong> Standards InstituteDefinitionAmerican <strong>National</strong> Standards Institute/Insulated Cable Engineers Assoc.Analysis of AlternativesAmerican Petroleum InstituteAmerican Society of Heating Refrigerating and Air‐conditioning EngineersAmerican Society of Mechanical EngineersAmerican Standard of Testing MaterialsAutomated Test EquipmentAcceptance Test PlanAutomatic Voltage RegulatorBargeBiological AssessmentBrazed Aluminum Heat ExchangerBAHX3 Brazed Aluminum Heat Exchanger 3BCOBCSBHPBITBITEC&CSC2ACACAACBCCTVBallast Control OperatorsBallast Control SystemBrake Horse PowerBuilt in TestBuilt in Test EquipmentCommand and Control SystemCommand, Control and AutomationCaliforniaClean Air ActCenter of BuoyancyClosed Circuit TelevisionConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 253
AcronymCDRLCEQCEROSCFDCFRCGACIACIPCIPSCLCLSCNOCO2COECONOPSCPTCTCTDCWCWACWBCWPCZMCZMADARDASDATCDCSDNLDOEDOFDPDRDR26DR30DVTEADefinitionContract Deliverable Requirements ListCouncil on Environmental QualityCenter of Excellence in Ocean SystemsComputational Fluid DynamicsCode of Federal RegulationsCompressed Gas AssociationCultural Impact AnalysisCritical Infrastructure ProtectionComputer Integrated Process SystemClassContractor Logistics SupportChief of Naval OperationsCarbon DioxideCorps of EngineersConcept of OperationsCone Penetration TestingCurrent TransformersConductivity Temperature DepthCold WaterClean Water ActClean Water BranchCold Water PipeCoastal Zone ManagementCoastal Zone Management AreaDivision of Aquatic ResourcesData Acquisition SystemDays After CompletionDistributed Control SystemsDay Night AverageDepartment of EnergyDegrees of FreedomDynamic PositioningData ReceivedHigh Density Polyethylene Pipe Wall SpecificationHigh Density Polyethylene Pipe Wall Specification<strong>Design</strong> Verification TestEnvironmental AssessmentConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 254
AcronymEBIEDASEEEEIPSEFDCEIPSEISEMCEMFEMPEMREMSEPAEPCEQTESAESDFATFCSFEFEAFEEDFFTFFTSFGSFIFRAFLIPFLIRFMECAFOIFONSIFPIFQTFRPFSOFSWFWSDefinitionEquivalent Background InputEnvironmental Data Acquisition SystemElectrical EngineeringExtra Extra Improved Plow SteelEnvironmental Fluid Dynamics CodeExtra Improved Plow SteelEnvironmental Impact StatementElectromagnetic CompatibilityElectromagnetic FieldsElectro Magnetic PulseElectro‐Magnetic RadiationEnvironmental Management SystemEnvironmental Protection AgencyEngineering Procurement ContractorEnvironmental Qualification TestsEndangered Species ActElectroStatic DischargeFactory Acceptance TestsFacility Control SystemFinite ElementFinite Element AnalysisFront End Engineering and <strong>Design</strong>Fast Fourier TransformFast Fourier TransformFire and GasFederal Insecticide Fungicide and Rodenticide ActFloating Laboratory and Instrument PlatformForward Looking InfraredFailure Mode Effect and Criticality AnalysisFreedom of InformationFinding of No Significant ImpactFloating Production InstallationsFormal Qualification TestFiberglass Reinforced PlasticFloating Storage and OffloadingFriction Stir WeldingFresh Water SystemConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 255
AcronymFYG.EGAGALVGFIGISGMGNAGPSH‐M‐LHARPHDDHDPEHECOHIHMHM/HWHMIHOEHOSTHOTSHPLCHPUHVACHWDHXI&CICEAICSSIDIEEEII&CIIARILSPIMMSIMOINCODefinitionFiscal YearGeneral ElectricGeneral ArrangementGalvanicGovernment Furnished InformationGas Insulated SwitchgearCenter of MassG Noland AssociatesGlobal Positioning SystemHigh Medium LowHARmonic PhaseHorizontal Directional DrilledHigh Density Polyethylene<strong>Hawaii</strong>an Electric Company<strong>Hawaii</strong>Hazardous MaterialHazardous Material/Hazardous WasteHuman Machine InterfaceHouston Offshore Engineering<strong>Hawaii</strong> Ocean Science and Technology<strong>Hawaii</strong> Ocean Time SeriesHigh Performance Liquid ChromatographyHydraulic Power UnitHeat Ventilation and Air ConditioningHorton Wison DeepwaterHeat ExchangerInstrumentation and ControlInsulated Cable Engineers AssociationIntegrated Control and Safety SystemInner DiameterInstitute of Electrical Electronics EngineersIntegrated Instrumentation ControlInstitute of Ammonia RefrigerationIntegrated Logistics Support PlanIntegrated Marine Monitoring SystemInternational Maritime OrganizationInstallation and CheckoutConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 256
AcronymINCOSEINUIPTIR&DIRIGIRPIVIWRCJBPHHJHAKIUCKNKWL‐LLAMPLBTFLBTSLCGLCPLDSLDSXLDSYLDSZLEEDLELLIMLLCLOLSLVDTMASMB<strong>LM</strong>BTAMCDAMCFMCPMDDefinitionInternational Council of Systems EngineeringInertial Navigation UnitIntegrated Product TeamIndependent Research and DevelopmentInter Range Instrumentation GroupIntegrated Resource PlanningIndependent ValidationIndependent Wire Rope CoreJoint Base Pearl Harbor HickamJohn Halkyard AssociatesKauai Island Utility CoopKnotsKilowattLine to LineLarge Amplitude Motions ProgramLand Based Test FacilityLand Based Test SetLongitudinal Center of GravityLocal Control PanelsLoadsLoad x axisLoad y axisLoad z axisLeadership in Energy and Environmental <strong>Design</strong>Lower Explosive LimitsLine Insulation MonitorsLimited Liability CompanyLocal OscillatorLesothoLinear Voltage Differential TranducerMission Avionics Suite<strong>Mini</strong>mum Breaking LoadMigratory Bird Treaty ActMulti Criteria Decision AnalysisMulti Column FloaterMaster Control PanelMarylandConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 257
AcronymDefinitionMGDMillion Gallons per DayMI<strong>LM</strong>KMilitary MarkMK4 Mark 4MK5 Mark 5MMMarine MammalsMMDMerchant Mariner's DocumentMMPAMarine Mammal Protection ActMMSMinerals Management ServiceMOBMan Over BoardMODUMobile Offshore Drilling UnitMOTEMMakai <strong>OTEC</strong> Thermodynamic and Economic ModelMPaMega‐PascalsMSDMass Storage DeviceMTMetric TonneMTPMaster Test PlanMVMedium VoltageMVAMedium VoltageMWMegaWattMWeMegawatt ElectricNAVFACNaval Facilities CommandNELHNatural Energy Laboratory of <strong>Hawaii</strong>NELHANatural Energy Laboratory <strong>Hawaii</strong> AuthorityNEMA<strong>National</strong> Electrical Manufacturer's AssociationNEPA<strong>National</strong> Environmental Policy ActNERC<strong>National</strong> Energy Research CouncilNESC<strong>National</strong> Electrical Safety CodeNFESCNaval Facilities Engineering Service CenterNFPA<strong>National</strong> Fire Protection AssociationNH3AmmoniaNHPA<strong>National</strong> Historic Preservation ActNMFS<strong>National</strong> Marine Fisheries ServiceNOAA<strong>National</strong> Oceanic and Atmospheric AdministrationNPDES<strong>National</strong> Pollutant Discharge Elimination SystemNPSHNet Positive Suction HeadNSFDGNaval Support Facility Diego GarciaNWNorth WestO&MOperation and MaintenanceConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 258
AcronymDefinitionOCCLOffice of Coastal Conservation LandsOCEESOcean Engineering and Energy SystemsOCMIOfficer In Charge, Marine InspectionOCSOuter Continental ShelfODOuter DiameterODIOpen Datalink InterfaceOFOverflow FlagOIMOffshore Installation ManagerONROffice of Naval ResearchOPNAVOperations NavyOPNAVINST OPNAV InstructionOROperational RequirementOSHOccupational Safety and HealthOSHAOccupational Safety and Health Act<strong>OTEC</strong>Ocean Thermal Energy Conversion<strong>OTEC</strong>A <strong>OTEC</strong> Act of 1980P&IDPiping and Instrumentation DiagramPANAXPanama CanalPBXPrivate Branch ExchangePCO2Partial Pressure of Carbon DioxidePCSProcess Control SystemPDMSPiping <strong>Design</strong> Management SystemPEProjectPEAMMProponent's Environmental Assessment Management and MonitoringPFMPolicy File MemorandumPIDProportional Integral DerivativePLCProgrammable Logic ControllersPMRFPacific Missile Range FacilityPOLPetroleum Oil and LubricantsPPFPlan Power FactorPSDProcess Shut DownPSIPlanning Solutions IncPSVPressure Safety ValvesPTPotential TransformersPTSPay Terminal SystemPVCPolyvinyl ChlorideQA/QCQuality Assurance/ Quality ControlConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 259
AcronymR&DR/VRAORCRARFPRMSRODROVRPRPMRTURVTMS‐NSBIRSCADSCADASCMSEI&TSI&TSIPSMTSoCalSOLASSoSSSOPPSSTSTDVSVRSWBSSWROT&DT&TTASTBDTBRTBSTCGDefinitionResearch and DevelopmentResearch VesselResponse Amplitude OperatorsResource Conservation and Recovery ActRequest for ProposalsRemote Minehunting SystemRecord of DecisionRemotely Operated VehicleRecommended PracticeRevolutions per MinuteRemote Terminal UnitsRequirements Verification Traceability MatrixSignal to NoiseSmall Business Innovation ResearchSupervisory Control and DataSupervisory Control and Data AcquisitionStandard Cubic MetersSystem Engineering Integration and TestSystem Integration and TestState Implementation PlanSubcontract Management TeamSouther CaliforniaSafety of Life at SeaSystem of SystemsSite Specific <strong>OTEC</strong> Pilot ProjectSound Sea TechnologyStandard DeviationServerShip Work Breakdown ScheduleSea Water Reverse OsmosisTransmission and DistributionThrottle and TripTelephone Access ServerTo Be DeterminedTo Be ReviewedTo Be SuppliedTransverse Center of GravityConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 260
AcronymTEAACTEWACTGATHDTLCTLRTNTSITTSU.S.CUHCULUNUSACEUSBLUSCGUSFWSUSGBCUSGSUVVACVARVCBVCGVFDVHF/UHFVIVVL‐LVSATWAMITWBSWFWFWLWSDWWXIPSXLPEDefinitionTotally Enclosed Air to Air CooledTotally Enclosed Water Air CooledThe Glosten AssociatesTotal Harmonics DistortionTotal Lifecycle CostTop Level RequirementsTechnical NoteTurbine Supervisory InstrumentationText to SpeechUnited States CodeUltimate Holding CapacityUnderwriters LaboratoriesUnited NationsUS Army Corps of EngineersUltra Short BaselineUnited States Coast GuardUnited States Fish Wildlife ServiceUS Green Building CouncilUnited States Geological SurveyUltra VioletVolts Alternating CurrentVariance Analysis ReportingVertical Center of BuoyancyVertical Center of GravityVariable Frequency DrivesVery High Frequency/ Ultra High FrequencyVortex Induced VibrationsVoltage Line to LineVery Small Aperture TerminalWave Analysis Massachusetts Institute of TechnologyWork Breakdown StructureWorking FluidWorking Fluid Water LineWorking Stress <strong>Design</strong>Warm WaterExtra Improved Plow SteelCross‐linked PolyethyleneConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 261
4 AppendicesItemLetterTitle of AppendixReferred to In Section(s)A <strong>Design</strong> Basis Document 1.2, 0B <strong>Mini</strong>‐<strong>Spar</strong> Concept <strong>Design</strong> Structure/2.3, 2.4General ArrangementC Global Response Analysis 2.3, 2.4D Platform Mooring Segment 2.3, 2.4E Pumping Dynamics 2.4.11F Termination Drawing 2.4.11G II & C References 2.7H Electrical Cable Installation sequence 2.8I <strong>OTEC</strong> EMS Pilot System Requirements 3.4J NOAA <strong>OTEC</strong> Workshop3.4RecommendationsK Environmental requirements derived3.4from environmental protectionlaws.docxL Program Schedule 3.5M Heat Exchanger Specifics 2.5.2Total Set of AppendicesConfiguration Report and Development Plan Volume 4Site Specific <strong>OTEC</strong> Pilot Plant 262